
Abstract
The loss of lipid material by migration to the hull during the dehulling of oilseeds with different structural characteristics was evaluated. The samples selected –three sunflower hybrids and a safflower cultivar– were processed under optimal dehulling operating conditions and with two passes through a dehuller. From the SEM micrographs of the samples it was possible to observe structural differences which affect the mechanical properties of the pericarps and, consequently, the dehulling process. The black-hull sunflower hybrid exhibited residual hull percentages lightly above those recommended by the industry after one pass through the dehuller, therefore, this hybrid should not be further processed to avoid oil losses due to migration to the hull. On the other hand, the safflower cultivar and the high stearic high oleic sunflower hybrid and the traditional striped-hull sunflower require two passes through the dehuller, but this resulted in an oil loss due to migration to the hull of over 0.9 % per gram of grains processed. These results suggest the need to reach ‘compromise’ decisions based on economic impact studies in the face of the variables that originate simultaneously both positive and negative effects.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The grains of oil-bearing species such as safflower and sunflower are fruits that consist of a protective structure (pericarp or hull) that surrounds the kernel, which contains most of the oil and protein. In the oil industry, dehulling of the grains before oil extraction is a very important step. This process has several advantages, such as lowering the content of waxes and pigments in the crude oil and increasing the protein content in the residual meal due to the lower fiber content. The most efficient method for the industrial processing of sunflower grains is based on a combination of impact and centrifugal forces (Gupta and Das 1999). During impact dehulling, grains are fed into the top of the equipment and a spinning rotor expels them against the wall of the dehuller at a certain angle. The force of the impact causes the hull to break away from the kernel and the lighter hulls are then removed by aspiration. Impact dehuller is designed for partial removal of the hulls because due to its principle, it is not able to carry out a good dehulling without increasing the force of the impact. Rotor speed can be adjusted to optimize the dehulling process. The kernel oil content is so high in oilseeds that under the violence of the shock, some oil can be transferred to the hulls and is lost. Moreover, increasing the rotating speed of the dehuller drives to increase the production of small particles (fines) that are difficult to separate from hulls. Fines produced during the dehulling stage may go along with the hull during the aspiration process, with loss of lipid material. Hence, in order to reduce the losses in oil yield and to achieve an efficient separation of the hull, the generation of fines must be minimized. Tranchino et al. (1983) called “fines” to the residual material from dehulled grains with dimensions smaller than 2 mm. On the other hand, Subramanian et al. (1990) reported the use of a wire mesh with 1.41 mm openings to remove fines from the dehulled fraction of sunflower seeds to prevent choking of the subsequent air classifier.
The frequent genetic modifications performed on oilseed species to increase their oil content have also caused a decrease in the relative hull proportion and its thickness (de Figueiredo et al. 2011). Impact dehulling together with the deficient dehulling ability of modern oilseeds have created some difficulties in the industrial processing of the grains, for example poor performance of the dehulling process, higher generation of fines, higher wax content in the crude oil and lower oil yield during extraction (Morrison et al. 1981; Santalla et al. 1993; de Figueiredo et al. 2011). Identifying those genotypes with a deficient dehulling ability could define the need to double-pass the grains through the dehuller to improve the dehulling performance. However, during impact dehulling, a rupture of the oil cell and the migration of the oil to the hull could take place. For this reason, a second pass of the grains through the dehuller could increase the oil loss due to oil migration to the hull, thus causing in turn a lower yield during the overall extraction process.
On the other hand, it is common to find mixtures of hybrids as feed to the dehulling process. It would be interesting to know the differentiating characteristics of those hybrids in order to improve the handling of the equipment and optimize the oil yield.
Sunflower hulls contain a considerable amount of lignin, which limits the possibility of fast biodegradation, and that is why it is not used as animal feed. Nowadays, sunflower hulls are mainly used as biomass fuel, presenting a calorific power of 2500 to 2700 kcal/kg, close to that of wood (3000 to 3500 kcal/kg) (Demir et al. 2005). The calorific power of raw sunflower oil is thrice as high (9440 kcal/kg, Altm et al. 2001), therefore a possible oil migration to the hull during the processing of oilseeds would increase the calorific power of the hulls, providing an added value, but at the same time it would result in a lower yield in the overall oil extraction process for the oil industry.
Some previous studies were carried out to improve the performance of the dehulling process for safflower grains (Baümler et al. 2004; de Figueiredo et al. 2013).
On the other hand, Sharma et al. (2009) reported that the dehulling efficiency increased with increasing moisture levels (6–8 %), but further increasing the moisture levels decreased the dehulling efficiency for different cultivars.
A few works on the dehulling performance of sunflower grains involving some operating parameters have been reported. Tranchino et al. (1984) and Subramanian et al. (1990) analyzed the effectiveness of dehulling as a function of operating conditions and grain characteristics for two sunflower varieties grown in India (Morden and EC-68415) and for high oleic sunflower grains, respectively. Gupta and Das (1999) reported on a combination of the same process variables to obtain a better dehulling performance. However, there are no reports in the literature on the influence of the number of passes through the dehuller, or on the loss of oil during the partial removal of the hulls by industrial processes.
The aim of the present work was to evaluate the oil loss by migration to the hull during the dehulling process of grains with different structural characteristics, taking into account different variables, such as moisture content of the grains, impact dehuller rotor speed and residence time in the dehuller (number of passes through the dehuller).
Materials and methods
Sample preparation and characterization
Two traditional sunflower hybrids –SPS 3120 (Syngenta, black-hull sunflower) and CF 201 (Advanta, striped-hull sunflower)– provided by the Integrated Unit of INTA (Balcarce, Argentina) were selected for this study. A new sunflower variety (high stearic high oleic) was also tested, whose oil is a potential substitute to cocoa butter, and is of great interest in the field of fats to manufacture products that can meet the functionality and stability requirements without producing trans-isomers (Bootello et al. 2011, 2012; Salas et al. 2011). The high stearic-high oleic (HSHO) sunflower hybrid was provided by Advanta Semillas SAIC (Mar del Plata, Argentina). The fourth species used was safflower cultivar CW 99 OL (CAL WEST, USA) provided by the Experimental Station of INTA Hilario Ascasubi (Buenos Aires, Argentina).
The grains were manually cleaned to remove all foreign matter, broken or immature grains. The moisture content of the grains (MC) was determined according to the ASAE Method S352.2 (drying in a forced convection air oven for 3 h at 130 °C, ASAE 1999). Oil content of the samples was determined by the Soxhlet method according to IUPAC standard 1.122 (IUPAC 1992). Protein content was determined according to the Kjeldahl method (AOCS Ai 4–91 1998).
In order to determine the average size of the grains, a sample of 50 grains was randomly selected. For each individual grain, the three main dimensions, namely length, width and thickness, and hull thickness were measured using a micrometer (Mitutoyo, Japan) with an accuracy of 0.001 mm.
The arithmetic mean diameter (Da) and the geometric mean diameter (Dg) of the grain samples were calculated from the following equations (Mohsein 1986):
The sphericity (Φ) of the grains was calculated using the following relationship (Mohsein 1986):
where L is the length, W is the width and T is the thickness (in mm).
In order to detect structural differences, micrographs of the samples were taken with a MA10 variable pressure scanning electron microscope (Carl Zeiss SMT Ltd.) at 20 kV. The pressure was varied from 70 to 100 Pa as necessary.
Dehulling ability and percentage of fines
The ability of the pericarp to break and separate from the kernel was determined by calculating the dehulling ability (DA), which is defined as the percentage ratio of the percentage of mechanically extracted hull (Hmechanic) to the total hull content (Htotal), both expressed as weight percentage on a dry basis (d.b.). Total hull content (Htotal) was determined by manually dehulling a sample of 10 g, and it was expressed as dry basis percentage (%, d.b.).
For the mechanical dehulling (measured on a clean sample of 10 g) a pilot impact dehuller based on centrifugal force was used (de Figueiredo et al. 2013). The equipment has a variable frequency drive to adjust the rotor speed (rpm). The percentage of fines generated during dehulling was determined by separation using a 10 ASTM sieve (representing a size particle < 2000 μm). The material retained by the sieve was manually classified into hull and rest. The rest included unhulled grains, partially dehulled grains, and whole and broken kernels. The three fractions obtained (namely hull, rest and fines) were dried in a forced-air oven at 130 °C for 3 h in order to determine their dry weight. The percentage of mechanically-extracted hull (Hmechanic) was calculated by Eq. (4), expressed as dry basis percentage (%, d.b.).
The percentage of fines (F) was calculated as the percentage ratio of the mass of fines to the sum of fines, total hull extracted and rest.
All the tests were carried out with three replicates.
Optimization of the dehulling conditions
During the optimization of industrial processes, many times it is necessary to maximize some of the variables, whereas others must be reduced to a minimum. This is the situation presented by oilseed dehulling. A change in the operating variables (moisture content of the grains and impact dehuller rotor speed) in order to improve the DA would lead to an increase in the amount of fines generated during the process and, as a result, to a loss in oil yield. On the other hand, the minimization of fines would result in levels of DA too low to satisfy the industrial requirements. Therefore, it is necessary to optimize the variables involved using appropriate techniques that simultaneously consider their effect on multiple responses (de Figueiredo et al. 2013).
The best combination of MC and impact dehuller rotor speed that maximizes DA with the lowest generation of fines was determined for each sample using response surface methodology (RSM) combined with a central composite rotatable design (CCRD). The design consisted of 11 experiments, adding three central points and four axial points to the full 22 factorial design. All the experiments were conducted in triplicate. Both coded and actual values of the independent variables studied are listed in Table 1. Impact dehuller rotor speed (rpm) was expressed in terms of the peripheral speed (PS) of the impeller (m/s). The desired MC was obtained by drying the grains in a convection air oven at 35–40 °C (this temperature level does not denature protein and oil characteristics), or by spraying with pre-calculated amounts of distilled water, and then thoroughly mixing and sealing them in separate polyethylene bags. The samples were kept in a refrigerator for at least 72 h to allow a homogeneous moisture distribution. Before starting a test, a pool of about 3 kg of grains was taken out of the refrigerator and allowed to equilibrate to ambient temperature. STATGRAPHICS Centurion XV software (version 15.2.06, StatPoint, Inc.) was used to perform the statistical analysis of the results, develop multiple regression models from the experimental data and predict process conditions that improve the performance of the dehulling system. Experimental data were fitted to a generalized second order model by the following equation:
where Yi is one of the two predicted responses (DA of the grains or the percentage of generated fines) for each sample, and X1 and X 2 represent the coded levels of the independent variables (moisture content, d.b., and peripheral speed, m/s, respectively).
The independent variables were coded according to the following equation:
where xi is the variable value in actual units, Xi is the dimensionless value of the independent variable i, \( \overline{\mathrm{x}} \) is the mean of highest and lowest value of xi, and di is the difference between the highest and lowest value of xi.
The mathematical models were evaluated for each response by means of multiple linear regression analyses using the coded data. Modelling was started with a quadratic model including linear, squared and interaction terms. ANOVA was conducted to determine significant effects of the process variables on each response and to fit the second order polynomial models to the experimental data. Only coefficients making a significant contribution at p < 0.05 were selected for the construction of the models. These regression models are valid only in the selected experimental domain, which was determined taking into account some economic and operational considerations of the industry, and quality characteristics of the grains.
The system was optimized using the desirability optimization methodology (Corzo et al. 2008). The optimum values of the factors were determined based on the maximization of the desirability function. A high Desirability value, which varies between 0 and 1, will indicate the best combinations of the factors in order to optimize the system under study (de Figueiredo et al. 2013). In the present work, the desirability function was developed for the criteria of maximum DA and no more than 2 % of fines (F). The optimal combination of the dehulling process variables for the safflower cultivar CW 99 OL was determined by de Figueiredo et al. (2013). After optimizing the responses, the coded optimum values obtained were converted into the corresponding actual values by Eq. (6).
Residence time inside the dehuller
In order to determine the percentage of residual hull in the rest as a function of residence time in the dehuller, a 10 g sample was processed through the dehuller operating under optimal conditions of moisture content and dehuller rotor speed, and the product obtained was classified into fines, hull and rest. After removing the completely dehulled kernels, the rest was dehulled again and the product was classified into the three fractions. The percentage of residual hull was calculated for each pass through the dehuller by the difference between the initial hull content and the amount of hull removed during the mechanical dehulling.
Oil migration to the hull
The grains were processed taking into account the optimal operating conditions for dehulling. Fifty grams of each sample were processed through the pilot dehuller, and the product obtained was classified into hull, fines and rest. After removing the completely dehulled kernels, the rest was dehulled again and the product was classified into the three fractions. The oil content for the hull fractions obtained after each pass through the dehuller and for the hull obtained by manual dehulling was determined using a Soxhlet extractor with n-hexane for 8 h. The miscella was collected, and the solvent was evaporated in an R-114 Büchi vacuum rotary evaporator (Switzerland), not exceeding 55 °C. Residual hexane was removed by heating the flasks for about 20 min in a forced air oven at 103 ± 2 °C according to IUPAC standard 1.122 (IUPAC 1992). The amount of oil was measured gravimetrically using a Mettler AE 240 balance (precision: 0.1 mg).
Results and discussion
Sample characterization
Table 2 summarizes some grain quality-related characteristics of the grain samples studied. Tukey’s test indicated that all the samples showed significant differences in oil content (p < 0.05). The traditional sunflowers SPS 3120 (black-hull hybrid) and CF 201 (striped-hull hybrid) showed no significant differences in the percentages of protein and hull content. The HSHO sunflower presented a hull content significantly higher than the traditional sunflowers, and its oil content resulted lower than other samples. The genetic modifications performed on both sunflower and safflower grains in order to achieve higher oil content have led to a reduction in the hull/kernel ratio. On the other hand, HSHO sunflower is still being studied in the agronomic field to develop varieties with higher oil yields that retain their added value, namely high content of both stearic and oleic acids.
Fitting models and optimization
The results of different runs (with one dehulling pass) are shown in Table 1. Multiple linear regression analysis of the experimental data yielded second order polynomial models (p < 0.0001) for predicting DA and F. Regression equation coefficients of the proposed models and statistical significance of the main effects calculated for DA and F (Table 3) were obtained. The ANOVA test revealed that quadratic polinomial models adequately represent the responses DA and F with coefficients of determination over 0.90 for DA and higher than 0.96 for F. A high proportion of variability in the response can be explained successfully by the models. The model adequacy was tested using the lack-of-fit test, which was not significant for p > 0.05. Since all the models were found to show insignificant lack of fit, the responses were sufficiently explained by the regression equations.
The coefficients of moisture content (X1) and peripheral speed (X 2) are presented in terms of coded factors in Table 3. The coefficients of MC were, in absolute value, in the same order as those of peripheral speed, indicating that both factors had the same impact on the response considered. However, any change in one of the studied factors in order to improve one response has the opposite effect on the other response. For example, an increase in the peripheral speed of the impeller improves the DA of the grains, but it also generates a higher F, and consequently a higher loss of lipid material during the dehulling process. Likewise, an increase in the grain moisture content to achieve a lower production of fines reduces the ease of dehulling of the grains. This situation requires the optimization of both factors together using appropriate techniques such as the desirability function combined with response surface methodology (de Figueiredo et al. 2013).
Before the optimization of multiple responses, a model for each response variable was obtained. Additionally, in order to visualize the effect of the independent variables on both responses (DA and F), response surface plots were generated from the models developed. Fig. 1a and b show the effect of moisture content of the grains and peripheral speed on DA and F, respectively, for sunflower SPS 3120. Since the same tendency was observed for all the grain varieties studied, only the data corresponding to sunflower SPS 3120 is presented here.

Effect of moisture content of the grains and peripheral speed on (a) dehulling ability (b) fines percentage
Increasing the peripheral speed resulted in more dehulling of grains (higher DA), but also in more breakage of grains (higher F). On the other hand, a higher both DA and F was observed at low moisture content of the grains.
Increasing the peripheral speed resulted in more grain dehulling (higher DA), but also in greater breakage of the seeds (higher F). On the other hand, both a higher DA and F were observed at low moisture content of the seeds. The increase in dehulling efficiency with increasing peripheral speed at any moisture content was also reported for oat genotypes (Doehlert et al. 2009), sunflower grains (Gupta and Das 1999; Subramanian et al. 1990) and safflower cultivars (de Figueiredo et al. 2013). Higher amounts of broken groats, non-recoverable kernels and fines with increasing rotor speed were also observed. In previous studies on safflower (de Figueiredo et al. 2013) and sunflower grains (de Figueiredo et al. 2011; Gupta and Das 1999; Subramanian et al. 1990; Tranchino et al. 1984), an increase of both dehulling efficiency and percentage of fines generated with decreasing moisture content of the seeds was also found.
The regression models developed were used for each response in order to determine the specified optimum conditions. For each oilseed variety under study, the optimum conditions for dehulling were determined for the criteria of maximum DA and no more than 2 % of fines (Table 4). The values predicted by the optimization technique and those obtained experimentally are also shown, both for DA and F, operating under optimum dehulling conditions. The experimental values in all cases were means of three replicates and they were very close to the predicted values, indicating that the generated second order polynomial models were acceptable.
DA was higher for HSHO sunflower grains, which also presented a significantly higher hull content than the other sunflower varieties (Table 2). Although the traditional sunflower hybrids did not present significantly different initial hull contents, they did differ in the DA values obtained under optimal dehulling conditions (40.6 and 26.6 % d.b., respectively). On the other hand, the optimum value of DA obtained for safflower grains was close to that of the traditional black-hull sunflower, but the safflower grains exhibited an initial hull content significantly higher than that of this hybrid. Given that the DA values depend on both the initial hull content and the ease with which the hull can be separated from the kernel in each type of grain, these results would be associated with the constitutive characteristics of the hull of each species.
Previous studies have shown that variations in the grain structure, such as space between the hull and the kernel, lignin and cellulose content, thickness of the hull, hull content, degree of lignification of the sclerenchyma and number of radial parenchyma, affect the ease with which the hull can be separated from the kernel (de Figueiredo et al. 2011). The way in which the grains impact the dehuller would also influence DA, and it would in turn depend on their weight and size.
The traditional sunflower grains SPS 3120 and CF 201 showed no significant differences in hull thickness. Likewise, the corresponding values of this variable for the traditional sunflowers were significantly smaller than to that safflower grains and HSHO sunflower (Table 2).
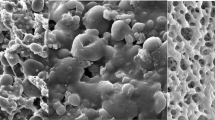
From the SEM micrographs of the samples it was possible to observe that the architecture of the pericarps is different among the grains studied (Fig. 2). In the case of the sunflowers, although the basic configuration is the same, the layers of tissue that constitute the pericarp present different dimensions. When comparing safflower grains with sunflower grains, a markedly different hull structure can be observed. The disposition of the sclerenchyma and parenchyma tissue in safflower grains is inverted compared to that of sunflower (Fernández et al. 2012). In addition, the safflower grains present two teguments in their structure. These structural differences are reflected in the mechanical properties of both pericarps.

SEM micrographs of the samples. a CW 99 OL Safflower, b HSHO Sunflower, c SPS 3120 Sunflower, d CF 201 Sunflower. Oe outer epidermis, Op outer parenchyma, Ip inner parenchyma, T tegument, K kernel, Ep epidermis, H hypodermis + fitomelanin layer, ML, middle layer, IL inner layer
The grains analyzed present different structural characteristics that affect the dehulling process. Therefore, their dehulling abilities can also be expected to be different.
Residence time and residual hull percentage
In order to produce food-grade flour, an almost complete dehulling (residual hull less than 2–3 %) is required to minimize the transfer of pigments from the hulls to the flour and the fiber content in the finished product. However, partial dehulling of the grains (up to approximately 10–12 %) is common in the oil industry (Tranchino et al. 1984). The processing of grains with high oil content is usually carried out by mechanical pressing followed by solvent extraction. The cake that remains after oil expression must contain an appropriate residual hull content in order to obtain a suitable bed porosity for the oil extraction process by solvent. This characteristic of the bed makes easier the passage of the solvent through the cake, resulting in an increase in the oil yield. Consequently, partial dehulling of oilseeds, leaving up to about 10–12 % of residual hulls, is commonly carried out industrially by means of different technologies (Tranchino et al. 1983) and it is quite common in developed countries (Subramanian et al. 1990). In order to determine the need to reprocess the grains to reach appropriate values of residual hull, the dehulling of the grains with one and/or two passes through the dehuller was evaluated. The values of residual hull for samples dehulled with one or two passes through the dehuller under optimal conditions are presented in Table 5. The traditional black-hull sunflower reached residual hull values close to the acceptable industrial limit after only one pass. However, the HSHO sunflower, traditional striped-hull sunflower and the safflower grains had to be dehulled twice to reach the recommended residual hull values. Even though the HSHO sunflower grains presented a higher DA, their high initial hull content led to the need to reprocess the grains.
Although the initial hull content was not significantly different between the traditional sunflower grains, the optimum value of DA was lower for the traditional striped-hull sunflower grains. Thus, this sunflower hybrid required a second pass through the dehuller to reach the residual hull values recommended by the industry.
Oil migration to the hull
In order to study the oil migration to the hull, the grains were processed taking into account the optimal operating conditions for dehulling and with one or two passes through the dehuller. For all the oilseeds studied, significant differences were observed in the oil content of the hull between the first and second pass through the dehuller, except for the HSHO sunflower grains (Table 6). Thus, the increase in the number of passes through the dehuller increased the percentage of hull extracted (Table 5), but at the same time there was an increase in the migration of oil to the hull, whose values depend on the type of grain (Table 6). The percentages of oil loss expressed per gram of grain processed are also shown in Table 6.
In agricultural marketing, some discounts are applied based on certain variables concerning the commercial quality of the product. For oilseed products, oil content is a variable of great importance due to its direct impact on processing costs. In this sense, a significant loss in oil yield during processing, along with the additional costs that the discounts determined by the marketing standards would represent to the manufacturers, would translate into economic losses that must necessarily be evaluated. For all the grains studied, the oil loss per gram of grain processed was equal to or lower than 0.5 % after one pass through the dehuller. However, when the grains were dehulled a second time (two passes through the dehuller), those values were in the 1–2 % range.
The oil transferred to the hull entails a decrease in oil yield during grain processing, and thus economic losses for the oilseed industry. Therefore, when the conditions of the extraction bed allow it, i.e., when the bed presents a suitable porosity to facilitate the contact between the solvent and the material to be extracted, an increase in the number of passes through the dehuller should be avoided in order to minimize oil losses due to an increased amount of oil present in the hull. However, it is necessary to consider that a deficient dehulling process (with a low percentage of hull removed) will result in a residual meal with high fiber content, and an insufficient protein content to be used as animal feed, thus decreasing the final quality of the extraction by product. In addition, the higher the amount of hulls that enters the oil extraction process, the higher the amount of compounds present in the hull (waxes, pigments) that will pass onto the oil, thus increasing the requirements for the refining stage.
Given that the residual hull values for the traditional black-hull sunflower obtained after one pass through the dehuller were close to the maximum value accepted by the industry, no further dehulling is recommended for this hybrid in order to avoid an oil loss of about 1 % per gram of grain by migration to the hull. On the other hand, in the case of the other three oilseeds, safflower cultivar, traditional striped-hull sunflower and the HSHO sunflower, a double pass through the dehuller is necessary to obtain the appropriate material for the subsequent oil extraction process. However, this would considerably decrease the oil yield due to oil migration to the hull, resulting in an oil loss of over 0.9 % per gram of grain.
Conclusions
The oil loss due to its migration to the hull during the dehulling of oilseeds with different structural characteristics was evaluated in the study. DA depends both on MC and PS as much as on the specific characteristics of each oilseed, therefore the dehulling abilities of the oilseeds studied under optimum conditions were different. For all the samples analyzed, the oil loss per gram of grain processed was equal to or lower than 0.5 % after one pass through the dehuller under optimal operating conditions, but it was of 0.9 to 2 % when the grains were dehulled twice. Therefore, increasing the number of passes through the dehuller increases the percentage of oil loss due to its migration to the hull. The traditional black-hull sunflower hybrid presented residual hull values lightly higher than those recommended to attain a suitable porosity of the oil extraction bed (10–12 %) after a single-pass dehulling, and therefore no further processing is recommended in order to minimize oil loss due to migration to the hull. The safflower cultivar and sunflowers HSHO and traditional black-hull sunflower required two passes through the dehuller, however the double dehulling resulted in an oil loss by migration of over 0.9 % per gram of grain. The results obtained suggest the need to make ‘compromise’ decisions along with economic impact studies in the face of variables that interact and simultaneously have both positive and negative effects.
References
Altm R, Çetinkaya S, Serdar Yücesu H (2001) The potential of using vegetable oil fuels as fuel for diesel engines. Energy Convers Manag 42:529–538
AOCS (1998) Official methods and recommended practices of the American oil chemists’ society, 5th edn. AOCS Press, Champaign
ASAE Standards (1999) Standard Engineering Practices Data (46th ed) American 440 Society of Agricultural Engineers, St. Joseph, 441 MI
Baümler E, Riccobene IC, Nolasco SM (2004) Effect of different thermal treatment in dehulling ability of safflower seeds (Carthamus tinctorius L.). In: ASAE/CSAE Annual International Meeting, Technical Library, Canadá, Paper Number 046022, Electronic Publication, 8 pp
Bootello MA, Garcés R, Martínez-Force E, Salas JJ (2011) Dry fractionation and crystallization kinetics of high-oleic high-stearic sunflower oil. J Am Oil Chem Soc 88:1511–1519
Bootello MA, Hartel RW, Garcés R, Martínez-Force E, Salas JJ (2012) Evaluation of high oleic-high stearic sunflower hard stearins for cocoa butter equivalent formulation. Food Chem 134:1409–1417
Corzo O, Bracho N, Vásquez A, Pereira A (2008) Optimization of a thin layer drying process for coroba slices. J Food Eng 85:372–380
de Figueiredo AK, Baümler E, Riccobene IC, Nolasco SM (2011) Moisture-dependent engineering properties of sunflower seeds with different structural characteristics. J Food Eng 102:58–65
de Figueiredo AK, Rodríguez LM, Lindström LI, Riccobene IC, Nolasco SM (2013) Performance analysis of a dehulling system for safflower grains. Ind Crop Prod 43:311–317
Demir G, Nemlioglu S, Yazgic U, Dogan E (2005) Determination of some important emissions of sunflower oil production industrial wastes incineration. J Sci Ind Res 64:226–228
Doehlert DC, Wiesenborn DP, McMullen MS, Ohm JB, Riveland NR (2009) Effects of impact dehuller rotor speed on dehulling characteristics of diverse oat genotypes grown in different environments. Cereal Chem 86(6):653–660
Fernández PA, Lindström LI, Franchini MC, Hernández LF (2012) Hull anatomy and hullability in safflower (Carthamus tinctorius L.). J Oilseeds Res 29:130–133
Gupta RK, Das SK (1999) Performance of centrifugal dehulling system for sunflower seeds. J Food Eng 42:191–198
IUPAC (1992) Standard methods for the analysis of oils, fats and derivatives. In: Paquot C, Hautfenne A (eds) International union of pure and applied chemistry, 7th edn. Blackwell Scientific, Oxford
Morrison WH III, Akin DE, Robertson JA (1981) Open pollinated and hybrid sunflower seed structures that may affect processing for oil. J Am Oil Chem Soc 58:969–972
Mohsein NN (1986) Physical properties of plant and animal materials. Gordon and Breach Science Publishers, New York
Salas JJ, Bootello MA, Martínez-Force E, Garcés R (2011) Production of stearate-rich butters by solvent fractionation of high stearic-high oleic sunflower oil. Food Chem 124:450–458
Santalla E, Riccobene I, Nolasco S (1993) Composición de semillas de girasol cultivadas en Argentina. Grasas y Aceites 44(3):175–178
Sharma R, Sogi DS, Saxena DC (2009) Dehulling performance and textural characteristics of unshelled and shelled sunflower (Helianthus annuus L.) seeds. J Food Eng 92:1–7
Subramanian R, Shamanthaka Sastry MC, Venkateshmurthy K (1990) Impact dehulling of sunflower seeds: effect of operating conditions and seed characteristics. J Food Eng 12:83–94
Tranchino L, Costantino R, Sodini G (1983) Food grade oilseed protein processing: sunflower and rapeseed. Qual Plant Foods Hum Nutr 32:305–334
Tranchino L, Melle F, Sodoni G (1984) Almost complete dehulling of high oil sunflower seed. J Am Oil Chem Soc 6(7):1261–1265
Acknowledgments
This work was financially supported by Universidad Nacional del Centro de la Provincia de Buenos Aires (UNCPBA), Agencia Nacional de Promoción Científica y Tecnológica (ANPCyT) and Comisión de Investigaciones Científicas de la Provincia de Buenos Aires (CIC), Argentina. The authors wish to thank INTA’s Agricultural Experimental Station, Oleaginosa Moreno S.A. and Advanta Semillas SAIC for providing sample material, and staff at the laboratory of microparticles of the Facultad de Ingeniería, UNCPBA, for the micrographs.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
de Figueiredo, A.K., Rodríguez, L.M., Fernández, M. et al. Loss of lipid material during the dehulling of oilseeds with different structural characteristics. J Food Sci Technol 52, 7934–7943 (2015). https://doi.org/10.1007/s13197-015-1910-4
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-015-1910-4