
Abstract
Starch–polyvinyl alcohol blends with enhanced properties are achieved with cross-linking it with boric acid. These blends are characterized by FTIR and DSC. A film of starch and PVA blends were prepared by casting on glass plate. The effects of various factors such as increasing starch content, increasing amount of boric acid, on the performance properties like tensile strength, pencil hardness and thermal properties like glass transition temperature were studied. The results showed that the starch–polyvinyl alcohol films prepared by boric acid cross-linking had excellent mechanical, thermal properties and hardness of the film.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polyvinyl alcohol (PVA) is one of the most important commercial water-soluble polymers. It possesses high crystalline structure (Othman et al. 2011). It is prepared by partial or complete hydrolysis of polyvinyl acetate. Physical and chemical properties including water solubility of PVA depend on the synthesis conditions and degree of hydrolysis (Klenina et al. 1970; Stauffer and Peppas 1992; Peppas 1975; Nambu 1984; Gadhave et al. 2017a, b).
Starch (S) is an abundant, inexpensive, renewable and biodegradable polymer. It is the second most abundant natural polymer after cellulose and can be obtained mainly from the roots, stalks and seed of staple crops such as rice, corn, wheat, tapioca and potato where it is found in the physical form of granules (Kennedy and Fischer 1983). Each granule of starch contains several million amylopectin molecules accompanied by a larger number of smaller amylose molecules. Generally, cornstarch consists of 20–30% amylose and 70–80% amylopectin (Wang et al. 2012). Same as lignin, it is readily available biopolymer and extensively used in binders, glues and pastes (Sanjiv Kasbe et al. 2017; Gadhave et al. 2018).
Cross-linking is a common approach to improve the performance of starch for various applications. Starch and starch products have been cross-linked with cross-linking agents, such as phosphorus oxychloride, sodium trimetaphosphate, sodium tripolyphosphate, epichlorohydrin and 1, 2, 3, 4-diepoxybutane. (Gadhave et al. 2017a, b; Kaewtatip and Tanrattanakul 2008; Kim and Kim 2006; Meshram et al. 2009; Reddy and Yang 2009). The cross-linking helps to improve the mechanical properties and water stability of starch products (Xie et al. 2006; Kaur et al. 2012; Baishya and Maji 2014). In addition to cross-linking, blending of starch with synthetic polymers has also been considered to improve the performance of starch-based products. Films have been developed from starch blended with PVA (Gu et al. 2014; Olsson 2013; Sridach et al. 2013). Polymer blending is a well-used technique whenever modification of properties is required because it has an easy and straightforward procedure, and additionally, it is a low-cost process (Sarwono et al. 2014; Huang 2006; Zhang and Wang 2013; Li et al. 2014; Shi 2014). PVA is well suited to be blend with natural polymers since it is highly polar and readily soluble in water solution. Boric acid is a commonly used cross-linker for PVA for various applications (Yin et al. 2005). Most of the times, PVA is blended with starch to reduce the overall cost of the blend.
In this study, starch–PVA blend is prepared in water solution coupled with boric acid as a cross-linking agent to observe the effect on physical, mechanical and thermal properties of blend adhesive.
Experimental
Materials
PVA (degree of hydrolysis of 86.5–89%) was obtained from Kuraray Co., Ltd., India. Starch (Cornstarch amylose content 25–30%) was obtained from Sanstar Bio-polymer Ltd. These raw materials were kept in dry environment to avoid absorption of moisture. Boric acid used for the study was obtained from Sigma-Aldrich.
Preparation method
Cornstarch/ PVA blends (S/PVA) were taken in round bottom flask with water. Initially, temperature was kept at 60 °C with continuous overhead stirring at 175 rpm. The given amount of boric acid was added after 30 min as per Table 1. The temperature of the solution was raised to 92–95 °C and kept under stirring for 2 h. Then, the solution was cooled down to 25 °C and discharged into empty bottles for further study.
Set 1
In this set, a S/PVA(25:5) blend was made in water namely S-PVA-01, S-PVA-03, S-PVA-04 and S-PVA-07 by varying the amount of boric acid from 3.3, 2.4, 1.5 and 0, respectively, as shown in Table 1.
Set 2
In this set, a S/PVA(25:5) blend was made in water namely S-PVA-02, S-PVA-05, S-PVA-06 and S-PVA-08 by varying the amount of boric acid from 3.3, 2.4, 1.5 and 0, respectively, as shown in Table 1.
Set 3
In this set, an S/PVA blend was made in water by variable amount of starch and PVA. Boric acid concentration was kept constant at 3.3% for all experiments as shown in Table 1.
Film casting method
Each prepared solution was cast into film on clear glass plate using a bar coater of 1000 microns. The cast film was cured for 24 h at ambient conditions. The cured film was used for testing.
Characterization and testing
Brookfield viscosity
Viscosities were measured using Brookfield DV1 Viscometer.
pH of samples
A pH meter was used to measure pH of solutions by using pH meter CL54 + of Toshcon Industries, India.
Fourier transform infrared spectroscopy (FTIR)
PerkinElmer FTIR spectrum 100 was used to record the interaction of IR radiation with a sample measuring the frequencies at which the sample absorbs the radiation and the intensities of these absorptions.
Differential scanning calorimetry (DSC)
Glass transition temperature (Tg) of cast films was evaluated by PerkinElmer DSC using TA instrument Q100 DSC.
Pencil hardness test
Pencil hardness was tested as per ASTM D 3363 testing method to test the pencil hardness of the cast film.
Ultimate stress of films
Ultimate stress and ultimate strain of films were determined by using UTM Tinus Olsen 5ST.
Tensile strength
Tensile strength was checked on wooden strips and tested with the help of UTM Tinus Olsen H25KT. A uniform thin layer of adhesive was applied on to 20 mm × 10 mm area of one end of the steamed beech wood pieces. The adhesive-coated steamed beech wood pieces were assembled in such a way that the grains of two pieces were oriented in parallel. Each end of the sample was tightly held together in a vice and kept at room temperature curing for 4 h, 24 h and 48 h. The adhesives were then pulled apart at a controlled rate, and tensile strength for adhesive bond was recorded.
Results and discussion
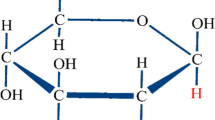
Boric acid can form a strong interaction between hydroxyl groups. The trivalent boron atom in boric acid has an empty p orbital that is very electrophilic in nature, which causes it to rapidly react with various nucleophiles to form complexes, because the PVA and starch are both rich in hydroxyl groups, boric acid can be expected to cross-link them and further improve the adhesion between the starch and PVA blends. The cross-linking mechanism of boric acid with alcohol functional groups is given Fig. 1. The boric acid first forms the borate ion in the presence of water and further reacts with alcohol groups which give the complex borate structure. The borate structure reacts with the nearby hydroxyl-containing chain which can be either of starch or PVA, and finally, we get a cross-linked structure as shown in Fig. 1.

Cross-linking mechanism of hydroxyl groups with boric acid
Viscosity
The cross-linking reaction between starch and PVA with boric acid caused an increase in the viscosity of solution as shown in Fig. 2.

Viscosity a at different concentration of boric acid given by set 1 and set 2 and b at different concentration of starch given by set 3
For set 1, as it is likely that two reactions occurred simultaneously: cross-linking between PVA and starch and hydrolysis of starch itself. Both these reactions may have led to an increase in viscosity. Viscosity is directly dependent on cross-linking reaction between starch and PVA with boric acid. For set 2, the viscosities on higher side as compared to set 1 because of high proportion of starch in blends. Nonetheless, the trend observed for set 2 is similar to set 1 due to decreasing order of concentration of boric acid. As for set 3, the boric acid concentration is constant but the increase in starch leads to increase in viscosity.
pH of solution
As the boric acid concentration increased, pH of solutions was decreased as shown in Fig. 3. In the presence of boric acid, starch had undergone hydrolysis reaction. The hydrolysis reduces the concentration of hydroxyl groups which decreases the pH. Set 1 and set 2 show the similar decrease in pH trend but a slight difference between them is observed due to the variation of starch content. In case of set 3, the pH is almost constant due increase in starch content containing hydroxyl groups; therefore, the decrease in hydroxyl groups has been compensated by starch molecules.

pH a at different concentration of boric acid given by set 1 and set 2 and b at different concentration of starch given by set 3
Fourier transform infrared spectroscopy (FTIR)
The width and shape of the entire peak for cross-linked samples were similar to those of starch–PVA non-cross-linked sample. This confirmed that the structure of hydrogen bonding in the cross-linked blends was similar to that in non-cross-linked starch–PVA blend but at the same time, a new structure of hydrogen bonding appeared due cross-linking reaction. As the cross-linking increased, the peak of –OH for cross-linked starch–PVA blends therefore moved to a lower wave number as shown in Table 2 (for set 1 and set 2). The same shifting was observed for both the sets as shown in Figs. 4 and 5.

FTIR curves of set 1 a S-PVA-01, b S-PVA-03, c S-PVA-04 and d S-PVA-07

FTIR curves of set 1 a S-PVA-02, b S-PVA-05, c S-PVA-06 and d S-PVA-08
Differential scanning calorimetry (DSC)
As the boric acid concentration increases, glass transition temperature of the polymer solutions was increased as shown in Fig. 6.

Glass transition temperature (Tg) a at different concentration of boric acid given by set 1 and set 2 and b at different concentration of starch given by set 3
Reaction of boric acid with starch and PVA leads to cross-linking of two polymers. The cross-linking increases the molecular weight. This factor is responsible for increase in glass transition temperature of cross-linked films. The presence of more concentration of starch leads to more cross-linking due to high reactivity of starch hydroxyl groups as compared to PVA. The PVA hydroxyl groups are closely packed making it harder for cross-linker to attack the site and for bond. The same trend is observed for set 3.
Pencil hardness of film
As the boric acid concentration increases, hardness of film was increased as shown in Tables 3 and 4. The PVA has flexible chains which can be easily bent as opposed to the starch which contains large rings in its chain. The rings impart stiffness to the final starch-based compounds. The similar trend is observed as the increase in boric acid leads to better cross-linking bringing the chains together forming a compact chain macromolecule. Due to cross-linking, friction from sharp pencil increased. As the starch concentration increases, hardness of film was increased as shown in Table 5. Due to cross-linking, the hardness has increased which is in proportion to the starch content.
Tensile shear strength
As the boric acid concentration increases, lap shear strength was increased as shown in Fig. 7.

Tensile shear strength values after 4 h, 24 h and 48 h of a set 1, b set 2 and c set (3)
Due to the cross-linking of PVA and starch molecule, the cohesion in the adhesive has increased. This cohesion imparts better interaction between chains, and closeness has led to reduction in the free volume thus there are more closely packed chains which interact with the wood surface. This has led to better interaction between wood surface and the adhesive which causes the increase in tensile strength. Since the increase in boric acid increases the cross-linking so subsequently it can be inferred that the concentration of boric acid is directly proportional to tensile strength (as shown in Fig. 7a and b). The tensile strength development over time (from 4 to 48 h) is due to loss of water, which causes the adhesion.
In case of Fig. 7c, the increase in starch leads to better adhesion strength which is in line to the better interaction between the starch and cellulose derivatives present in the wood.
Ultimate stress of films
The boric acid cross-links the system consisting of PVA/S better than only PVA. The PVA hydroxyl groups are hard to react due to high intramolecular H bonding between them. In case of starch, they are not that closely packed which makes them easier to cross-link as compared to PVA chains. Subsequently, it is observed in Table 5 and the increase in starch has led to better ultimate stress in films.
Conclusions
Boric acid acts as cross-linking agent for starch–PVA blend, and this has led to enhancement in mechanical and thermal properties of the blend. In case of constant ratio of starch to PVA, cross-linking showed direct proportionality to the concentration of boric acid. Additionally, an increase in ratio of starch to PVA in a blend with constant concentration of boric acid resulted in increase in the mechanical and thermal properties. The analytical tests of FTIR and DSC supported the notion of cross-linking. The decrease in pH showed the reduction of hydroxyl groups due to cross-linking.
References
Baishya P, Maji TK (2014) Studies on effects of different cross-linkers on the properties of starch-based wood composites. ACS Sustain Chem Eng 2:1760–1768
Gadhave RV, Mahanwar PA, Gadekar PT (2017a) Starch-based adhesives for wood/wood composite bonding: review. Open J Polym Chem 7:19–32
Gadhave RV, Mahanwar PA, Gadekar PT (2017b) Bio-renewable sources for synthesis of eco-friendly polyurethane adhesives—review. Open J Polym Chem 07:57–75. https://doi.org/10.4236/ojpchem.2017.74005
Gadhave RV, Mahanwar PA, Gadekar PT (2018) Starch stabilized polyvinyl acetate emulsion: review. Polym Renew Resour 9:75–84
Gu Z, Cheng L, Wang P, Li Z, Hong Y (2014) Preparation method of starch adhesive used for artificial board production. CN 102604560 B, 9 April 2014
Huang Z (2006) Environment-friendly type wood-based panel adhesive without MTBE. CN 1884413 A, 27 December 2006
Kaewtatip K, Tanrattanakul V (2008) Preparation of cassava starch grafted with polystyrene by suspension polymerization. Carbohyd Polym 73:647–655
Kaur B, Ariffin F, Bhat R, Karim AA (2012) Progress in starch modification in the last decade. Food Hydrocoll 26:398–404
Kennedy HM, Fischer AC (1983) Chap. XX-Starch use in foods. In: Whistler RL, Be Miller JN, Paschall EF (eds) Starch: chemistry and technology, 2nd edn. Academic Press Inc, New York
Kim S, Kim H-J (2006) Thermal stability and viscoelastic properties of MF/PVAc hybrid resins on the adhesion for engineered flooring in under heat-ing system; ONDOL. Thermochim Acta 444:134–140
Klenina OV, Klenin VI, Frenkel SY (1970) Formation and breakdown of supermolecular order in aqueous PVA solutions. Polym Sci USSR 12:1448
Li P, Guan Y, Liu X (2014) Starch modified polyvinyl alcohol environment-friendly adhesive for buildings and preparation method of adhesive. CN 103897639 A, 2 July 2014
Meshram MW, Patil VV, Mhaske ST, Thorat BN (2009) Graft copolymers of starch and its application in textiles. Carbohyd Polym 75:71–78
Nambu M (1984) Freeze-dried poly(vinyl alcohol) gel. US Patent No. 4,472,542
Olsson E (2013) Effects of citric acid on starch-based barrier coatings. Karlstad University, Sweden
Othman N, Azahari NA, Ismail H (2011) Thermal properties of polyvinyl alcohol (PVOH)/corn starch blend film. Malays Poly J 6:147–154
Peppas NA (1975) Turbidimetric studies of aqueous PVA solutions. Makromol Chem 176:3433
Reddy N, Yang Y (2009) Citric acid cross-linking of starch films. Food Chem 118:702–711
Sanjiv Kasbe P, Kumar N, Manik G (2017) A molecular simulation analysis of influence of lignosulphonate addition on properties of modified 2-ethyl hexyl acrylate/methyl methacrylate/acrylic acid based pressure sensitive adhesive. Int J Adhes Adhes 78:45–54
Sarwono A, Man ZB, Bustam MA (2014) Effect of urea and borate on water uptake of urea modified tapioca starch film. J Appl Sci Agric 9:95–101
Shi D (2014) Corn starch adhesive and preparation method thereof. CN 103333635 A, 2 October 2014
Sridach W, Jonjankiat S, Wittaya T (2013) Effect of citric acid, PVOH, and starch ratio on the properties of cross-linked poly(vinyl alcohol)/starch adhesives. J Adhes Sci Technol 27:1727–1738
Stauffer SR, Peppas NA (1992) Poly(vinyl alcohol) hydrogels prepared by freezing-thawing cyclic processing. Polymer 33:3932
Wang ZJ, Li ZF, Gu ZB, Hong Y, Cheng L (2012) Preparation, characte-rization and properties of starch-based wood adhesive. Carbohyd Polym 88:699–706
Xie F, Yu L, Liu H, Chen L (2006) Starch modification using reactive extrusion. Starch 58:131–139
Yin Y, Li J, Liu Y, Li Z (2005) Starch cross-linked with poly(vinyl alcohol) by boric acid. J Appl Polym Sci 96:1394–1397
Zhang X, Wang L (2013) Formaldehyde-free veneering glue applicable to gluing of core veneer and panel of core board and manufacturing method the-reof. CN 103436202 A, 11 December 2013
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gadhave, R.V., Kasbe, P.S., Mahanwar, P.A. et al. To study the effect of boric acid modification on starch–polyvinyl alcohol blend wood adhesive. J Indian Acad Wood Sci 15, 190–198 (2018). https://doi.org/10.1007/s13196-018-0225-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13196-018-0225-2