
Abstract
The rare earth aluminate Sm2SrAl2O7 was synthesized in the laboratory through a molten salt synthesis technique at 1100 °C. A composite thermal barrier coating system on Inconel 718 substrate was developed with Al2O3–Sm2SrAl2O7 composite as the top coat and NiCrAlY as the bond coat using atmospheric plasma spraying. The surface of the plasma-sprayed coatings was treated using an Nd: YAG fiber laser to seal off the open porosities and reduce surface roughness. Hot corrosion tests on the laser-modified samples were performed at 700 °C and 900 °C, in aviation and marine corrosive conditions using 50 wt.% Na2SO4 + 50 wt.% V2O5 and 90 wt.% Na2SO4 + 5 wt.% V2O5 + 5 wt.% NaCl, respectively. The laser-treated samples showed higher resistance to failure than the as-coated samples under similar conditions. The corrosion products are identified, and the mechanisms involved are discussed in detail. The effect of surface modifications on the hot corrosion resistance of the coatings is investigated.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Thermal barrier coatings (TBCs) are deployed in gas turbine components to offer thermal insulation and to protect from material degradation mechanisms at higher temperatures. Such TBC systems are subjected to high-temperature oxidation, hot corrosion, and solid particle erosion, which may lead to the failure of coatings and subsequent component failure.
The conventional TBC material yttria-stabilized zirconia (YSZ) suffers from de-stabilization issues at higher temperatures [1]. Alumina has been proven as a high-temperature coating material with better stability and chemical inertness. Also, single-layer coatings with rare earth aluminates have been studied as top coat candidates [2]. In addition, different architectures like single-layer and multi-layer coatings have been tested by various researchers. The single-layer coatings may fail to offer sufficient thermal insulation, while multi-layer coatings tend to fail from thermal mismatch issues. Composite TBCs have been proven to have a better performance at higher temperatures by a dense microstructure preventing infiltration of harmful gases and corrosive salts [3, 4]. Alumina–YSZ composite coatings have offered high resistance to oxidation at 1100 °C [5]. The Al2O3–Sm2SrAl2O7 composite coatings have been proven to be resistant to high-temperature oxidation and solid particle erosion, while they undergo hot corrosion attacks at higher temperatures in aviation and marine atmospheres [6, 7].
The ‘hot corrosion’ refers to the severe chemical attack due to the elements like Na, S, Cl, and V, which originate from the fuels and molten ash in the operating environments. The coatings may present a porous structure with cracks after exposure to hot corrosion conditions. The resistance of a system toward hot corrosion depends on the overall chemistry, reactivity, high-temperature stability, and surface conditions of the coating. A reduction in surface roughness has offered a higher CMAS (calcium–magnesium–alumina–silicate) resistance in YSZ, GdPO4, and LaPO4 coatings [8]. The hot corrosion resistance of YSZ TBCs has been improved by laser treatment [9]. Overall, the modification of the surface can have a significant effect on the performance of the components.
The objective of this study is to investigate the hot corrosion behavior of the laser-treated Al2O3–Sm2SrAl2O7 composite TBCs under aviation and marine atmospheres. The corrosion mechanisms and the significance of surface modifications on the developed coatings are discussed in detail.
2 Materials and Methods
2.1 Development of Composite TBC Coupons
The rare earth material Sm2SrAl2O7 (SSA) was synthesized using the molten salt technique from oxide powders Sm2O3, SrO, and Al2O3. The oxide powders in proportion were thoroughly mixed in a mortar and pestle, along with the flux (NaCl + KCl). The powder mixture was heated in a muffle furnace at a temperature of 1100 °C for about 24 h. The powder was then washed in de-ionized water to remove traces of flux constituents. The washed powder was dried in a hot air oven to obtain the final Sm2SrAl2O7 powder.
The synthesized SSA powder was mixed with alumina powder in a 30: 70 weight ratio to obtain the required composite powder. The purity of the powders was confirmed by XRD and SEM–EDS analysis and is reported elsewhere [6]. The substrate material Inconel 718 (Ni-54.69%, Cr-17.6%, Fe-17.7%, Nb-5.26%, Mo-2.83%, Al-0.22%, Ti-0.9%, Co-0.36%, Mn-0.24%) of 10 mm × 10 mm × 5 mm dimensions was cleaned, grit blasted, and coated with NiCrAlY (Ni-64.8%, Cr-22.5%, Al-10.8%, Y-1.2%) bond coat before the application of top coat. The coatings were prepared using atmospheric plasma spraying employing a mass flow-controlled plasma system AP-2700 attached with an MF4 spray gun. Argon and hydrogen were used as primary and secondary gases in the spraying process.
The surface of the atmospheric plasma-sprayed samples was treated with an Nd: YAG fiber laser to obtain better surface properties. The optimized parameters 40W power at 0.5 m/min scan speed, with a beam diameter of 500 µm, was used to scan the coated surface.
2.2 Hot Corrosion Tests
The hot corrosion behavior of the developed coatings was investigated in two conditions: aviation and marine conditions. The aviation conditions were replicated using a salt combination of 50 wt.% Na2SO4 + 50 wt.% V2O5, while the marine environment consisted of a salt combination of 90 wt.% Na2SO4 + 5 wt.% V2O5 + 5 wt.% NaCl. The corrosive slurry was prepared by mixing the constituent powders in proportion and blending with the addition of de-ionized water. The test coupons were cleaned and weighed before the application of the corrosive salts. The slurry was applied uniformly using a hair brush, with a density of 18–20 mg/cm2 on the surface, as shown in Fig. 1. The samples were then loaded in the furnace and heated to 700 °C and 900 °C. The sample condition was visually inspected intermittently (10-h intervals) to check the failure of coatings. Any samples with major spallation of coatings were removed from the furnace. The time for failure for each samples was noted, and the photographs are taken for analysis. The developed coatings and the coating after hot corrosion tests were characterized in detail using XRD, SEM, EBSD, and Raman spectroscopy.

The TBC samples with corrosive salts applied over the surface
3 Results and Discussion
3.1 Characterization of Laser-Treated Samples
The developed composite top coat surfaces (70 wt.% Al2O3–30 wt.% Sm2SrAl2O7) were treated using Nd: YAG laser, to provide a better functional surface. The laser absorption of materials is a complex phenomenon depending on both material properties and surface conditions. Different laser powers were tested on the samples to optimize the parameters.
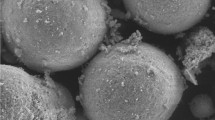
A higher power level of 110 W showed burning of the surface. Visual inspection showed that power levels below 60 W did not cause any burning on the sample surface. Yet, the SEM observation of samples treated with 60 W displayed slight burning in a few areas, as shown in Fig. 2. The high-magnification view showed burnt marks with several pores. The microstructure observation revealed that a 40-W power at 0.5 m/min scan speed yielded a better surface with minimum roughness with no burnt marks.

a Optimization of laser power on developed coatings b, c low- and high-magnification views of burnt regions in samples treated with 60-W laser power, d photographs of as-coated and laser-treated samples
The laser-treated samples showed a slightly fainted appearance than the as-coated samples, as shown in Fig. 2d. The surface of the laser-treated samples viewed in SEM as in Fig. 2b, c, showed a remelted surface with lower protrusions and asperities. Disc-like splats and unmolten particles were visible in the as-coated morphology. A major portion of the surface protrusions and unmolten particles have been remelted, forming a smooth surface. Similar remelted surfaces with the least discontinuities have been reported in other research [10]. Localized melting of surface asperities and solidified melt pools were visible on the laser-treated surface. Very fine microcracks have been induced during remelting, while the majority of the open porosities were sealed off. A notably higher number of open porosities were present on the as-coated surface, while the treated surface was free of pores. The laser glazing of LZ/YSZ developed holes on surfaces upon solidification, where gases in the melt pool had not enough time to escape resulting in bubble formation [11]. As only a shallow layer was being remelted, the cooling did not produce any shrinkage porosities, as observed in microstructure analysis. The presence of shrinkage porosities generally leads to a weakened material by gas entrapment and discontinuities [12].
The EDS analysis was carried out on the treated surface to monitor any changes in composition that occurred during the laser exposure. No noticeable difference in composition was detected after laser treatment (Table 1).
The non-contact profilometric analysis of the laser-treated surface using a Nanovea ST-400 surface profilometer, as shown in Fig. 3b, measured an average roughness of 4.0 µm, while the initial roughness of the as-coated samples was about 6.0 µm. The profilometric view showed peaks and valleys of lower magnitude, while the line scan measured a lower amplitude of roughness peaks. A lower and upper cutoff values of 2.5 µm and 0.8 mm were followed for roughness measurements. Similar instances of reduced roughness achieved in plasma-sprayed YSZ coatings through laser treatment have been reported [13].

a Surface morphology, b profilometric view, and c surface roughness profile of laser-treated sample surface
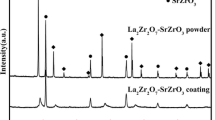
The XRD pattern of the laser-treated surface is shown in Fig. 4a. The fraction of the phases present remained the same as that of as-coated systems with 30% of Sm2SrAl2O7, 53.8% of ϒ-Al2O3, and 16.7% of α-Al2O3 (JCPDS Card No 01-074-3404, 00-029-0063, and 00-042-1468, respectively). The laser glazing did not influence the phase formation in the considered system. Cases of α-Al2O3 formation upon laser treatment of ϒ-Al2O3 have been reported, which is not observed in the present study [14]. The variation in behavior may be due to the difference in material composition and surface conditions. Intensity variations in the peaks have been identified, in reflection of the microstructural variations after remelting [13,14,15]. Researchers suggest that laser treatment can make significant changes in the orientation of planes within the system [16].

a Surface XRD pattern of as-coated and laser-treated samples, b EBSD phase mapping of the laser-treated samples
The EBSD analysis was carried out on laser-treated samples after thorough cleaning using acetone. No surface preparation techniques were employed on the samples to monitor any deviations from the plasma-sprayed condition upon laser treatment. The EBSD phase map of the laser-treated surface confirmed the distribution of the phases as found by the XRD analysis. The phase distribution was found to be uniform, with a very fine grain size. Also, no segregation of phases was observed in the system after laser treatment.
3.2 Mechanical Properties of Laser-Treated Samples
Nanoindentation measurements have been taken on the samples using a Berkovich diamond indenter of 20-nm tip, as shown in Fig. 5. An average hardness of 12.6 GPa and an increased Young’s modulus of 176 GPa were obtained in the laser-treated samples (Table 2). Multiple measurements were taken, and the average value is presented. The observed hardness was 8.7% higher than that of as-coated samples due to the remelting and solidification during laser exposure. A higher improvement in hardness was not obtained, as the alumina phase fractions remained the same after the laser treatment. The alpha phase of alumina being denser, the retention of the alpha phase could have offered a better enhancement in hardness. The melting of protrusions and closure of surface pores were solely responsible for the variation in hardness. The nearly 15% increase in Young’s modulus reflects the sintering of the composite coatings during laser treatment.

Nanoindentation profiles of as-coated and laser-treated samples
3.3 Hot Corrosion Behavior of Laser-Treated TBCs
Figure 6a shows the resistance of laser-treated TBCs in different corrosive salt conditions. At 700 °C, the coatings exposed to marine conditions showed a 16.1% lower resistance than the samples exposed to aviation conditions. Similarly, at 900 °C, a 13% lower resistance was realized for samples in marine atmospheres. The photographs of the laser-treated samples after the hot corrosion test are shown in Fig. 6b. In most of the conditions, coatings have been chipped off in a major surface area. A similar failure mode was reported in the case of plasma-sprayed SSA-Al2O3 composite coatings under similar environments [7].

a Hot corrosion resistances of laser-treated samples and b photographs of laser-treated samples in different corrosive conditions
3.4 Hot corrosion in Aviation Environments at 700 °C and 900 °C
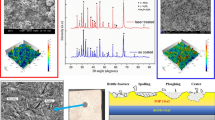
The XRD pattern of the laser-treated sample exposed to aviation conditions at 700 °C is shown in Fig. 7a. The peaks corresponding to corrosion products SmAlO3 (JCPDS Card No 00-029-0083), SmVO4 (JCPDS Card No 00-017-0876), AlVO4 (JCPDS Card No 00-039-0276), SrAl2O4 (JCPDS Card No 00-034-0379), and NaAlO2 (JCPDS Card No 00-033-1200) have been identified on the surface of the coating. The SmAlO3 formed from the decomposition of the top coat showcased the dominating peak in the pattern. It is worth mentioning that, the material composition being the same, the products evolved were identical to that in the case of as-coated samples. The microstructure examination showed rod-like structures developed on the surface (Fig. 7b, c) identified as SmVO4 (Table 3). In the case of as-coated samples in the same atmosphere, needle-like structures of SmVO4 were identified instead of rods.

a XRD pattern, b, c low- and high-magnification SEM images of laser-treated samples exposed to aviation hot corrosion conditions at 700 °C
The XRD pattern of the laser-treated sample exposed to aviation conditions at 900 °C is shown in Fig. 8. The corrosion products SmAlO3, SmVO4, AlVO4, SrAl2O4, and NaAlO2 have been identified, with the SmVO4 peak showing the highest intensity. Under these conditions, the primary product SmVO4 was common in both as-coated and laser-treated samples. The laser samples contained NaAlO2 and SrAl2O4, which was not found in the as-coated sample.

a XRD pattern, b, c low- and high-magnification SEM images of laser-treated samples exposed to aviation hot corrosion conditions at 900 °C
The high-magnification images of the corroded surface (Fig. 8c) showed cuboidal structures of SmVO4, with the composition listed in Table 3. The as-coated samples in the same environment presented cuboidal and pyramidal structures with a larger size than in laser-treated samples. As in Fig. 9, Raman spectroscopy of the corroded surfaces was examined to confirm the products formed. In the spectrum, the high-intensity peak of SmVO4 at 877 cm−1 (O–Sm–O) and 814 cm−1 (Sm–O) was visible, in agreement with the XRD patterns [17].

Raman spectrum of laser-treated samples after hot corrosion in aviation conditions at 700 °C and 900 °C
3.5 Hot corrosion in Marine Environment at 700 °C and 900 °C
The XRD pattern of the laser-treated samples exposed to marine conditions (90% wt. Na2SO4 + 5%wt. V2O5 + 5%wt. NaCl) at 700 °C is shown in Fig. 10a. The pattern showed peaks corresponding to Al2O3, SSA, SmAlO3, SmVO4, AlVO4, NaAlO2, and SrSO4 (JCPDS Card No 00–005-0593). The compounds SrSO4 and AlVO4 presented higher intensities than the rest. In this case, the higher sulfate content may have led to the formation of SrSO4. The high-magnification images showcased a mixture of rods and smaller cuboidal-shaped SrSO4 (Fig. 10b, c). Table 4 shows the composition of the corrosion products measured by EDS in the labeled regions.

a XRD pattern, b, c low- and high-magnification SEM images of laser-treated samples exposed to marine hot corrosion conditions at 700 °C
The XRD pattern of the laser-treated samples after hot corrosion in marine conditions at 900 °C is shown in Fig. 11a. Besides the top coat peaks, corrosion-evolved SmAlO3, SmVO4, NaAlO2, and SrSO4 were detected. The dissociation component SmAlO3 dominated the peak intensity. The high-magnification SEM images showed a more damaged surface in the chloride environment. Rod-like and block-like SrSO4 have been identified in the microstructure as shown in Fig. 11b, c. The Raman spectrum of the laser-treated samples after hot corrosion is shown in Fig. 12. The presence of SrSO4 peaks at 1001 cm−1 was confirmed in agreement with EDS and XRD observations [18].

a XRD pattern, b, c low- and high-magnification SEM images of laser-treated samples exposed to marine hot corrosion conditions at 900 °C

Raman spectrum of laser-treated samples after hot corrosion in marine conditions at 700 °C and 900 °C
3.6 Overview of Corrosion Interactions
On investigating the laser-treated composite TBCs exposed to hot corrosion, it can be inferred that the composite is prone to failure in the presence of corrosive salts. Upon corrosion, Sm2SrAl2O7 dissociates into less stable compounds, which react further with the sulfates and vanadates. The dissociation product SmAlO3 is found in every sample, irrespective of the prevailing corrosion conditions.
From the XRD and EDS analysis, the composite dissociation is assumed to be as follows.
SmAlO3 can also form from the decomposition of Sm2SrAl2O7 to SmAlO3 and SrO as
The possible mechanism of the formation of SmVO4 in aviation conditions is given as:
The significance of the corrosion mixture selected is the formation of NaVO3 and their congruent melting around 610 °C [19]. The presence of NaVO3 is not generally desired in the environment. The NaVO3 formation in a conventional YSZ TBC system has been reported to accelerate the depletion of yttria from YSZ, by increasing the atomic mobility, causing coating failure.
In marine conditions, the SrAl2O4 formed reacts with Na2SO4 to form SrSO4 and 2NaAlO2.
The decomposition of Na2SO4 results in the formation of Na2O and SO3, in which Na2O reacts with Al2O3 to form NaAlO2, which aids in slowing down further hot corrosion of alumina [16, 17].
Interestingly, the dominance of gamma alumina was not observed in any samples after hot corrosion. Alpha alumina is highly inert to chemical interactions than gamma alumina. The porous gamma alumina possesses a high surface area, which tends to increase the reactivity. The reactivity of solid reactants increases with an increase in surface area. Besides, the alpha alumina bulk shows higher stability than the gamma alumina bulk [18,19,20,21]. The ϒ-Al2O3 reacted with the corrosives, while the α-Al2O3 offered more resistance. This sheds light on the fact that retention of the alpha phase upon thermal spraying can aid better corrosion resistance.
At 700 °C and 900 °C, SrSO4 is observed to be formed only under abundance of sulfates in marine conditions. It can be inferred that the introduction of V2O5 into Na2SO4 changes the overall reaction mechanism and forms corrosive products at temperatures lower than the melting point of Na2SO4 [22, 23].
In all the samples, no substrate diffusion was observed, as Al2O3 coatings are well known for mitigating substrate migration than conventional YSZ coatings [24, 25]. Generally, the alumina layer is capable of suppressing harmful melt infiltration toward the substrate.
The corrosive attack and breakdown of protective scales are higher in the presence of chlorides, which may have led to an early failure in marine atmospheres [6, 26]. Chlorine-induced active corrosion and breakaway of dense protective films are reported to be major failure mechanisms in high-temperature components [27]. Also, the higher sulfate content in marine conditions tends to induce a de-adhesion and subsequent spallation, if it infiltrates through pores into the coating [28, 29]. It is worth mentioning that no major cracks were noticed on the corroded surface. This does not entirely eradicate the cracking possibility, as the cracks may be covered up with the corrosion products formed. In addition, no evidence of the applied corrosive salts in their original form was found pointing to the complete consumption.
3.7 An Analogy of Hot Corrosion in as-Coated and Laser-Treated Samples
Comparing the performance of as-coated and laser-treated 70 wt.% Al2O3—30 wt.% Sm2SrAl2O7 coatings, the laser-treated samples showed better resistance to hot corrosion, as comprised in Table 5. At higher temperatures, the corrosive salt melt has a sufficiently low viscosity to penetrate through the open porosities and cracks on the surface of as-coated samples. The closure of porosities and sintering led to higher hot corrosion resistance in the laser-treated composite coatings by hindering the passages for infiltration. The laser treatment and subsequent reduction in roughness led to a reduced specific surface area exposed to corrosive salts. In the case of YSZ, the laser-treated samples offered a higher life with YVO4 and m-ZrO2 as corrosion products. In the morphology of laser-treated samples, few microcracks were present. Microcracks on laser-glazed YSZ are reported to provide an easy path for molten corrosive infiltration [8, 24]. On the other hand, if the cracks are completely removed, the glazed layer may tend to spall during operation, suffering from a lower strain tolerance. Better resistance in the coatings can be obtained by retaining the alpha phase or by producing the alpha phase by surface treatments.
Overall, the surface modification has enhanced the hot corrosion resistance of the TBC system. Optimizing the laser treatment to eradicate any surface defect or producing the alpha phase of alumina can lead to a better hot corrosion resistance of the composite coatings.
4 Conclusions
-
The laser-treated 70 wt.% Al2O3–30 wt.% Sm2SrAl2O7 samples showed better hot corrosion resistance than the as-coated samples due to the sealing of open porosities through laser treatment.
-
SmVO4 and SrSO4 were the major corrosion products observed in aviation and marine conditions, respectively.
-
The samples were least resistant to hot corrosion in marine conditions than in aviation conditions.
References
Bajpai P, Das A, Bhattacharya P, Madayi S, Kulkarni K, and Omar S, J. Am. Ceram. Soc. 98 (2015) 2655. https://doi.org/10.1111/jace.13631
Baskaran T, and Arya S B, Ceram. Int. (2018). https://doi.org/10.1016/j.ceramint.2018.06.234
Avci A, Eker A A, and Karabas M, Int. J. Mater. Res. 111 (2020) 1.
Karabaş M, Bal E, and Taptik Y, Protection of Metals and Physical Chemistry of Surfaces 53 (2017) 859. https://doi.org/10.1134/S2070205117050069
Keyvani A, Saremi M, Heydarzadeh Sohi M, Valefi Z, Yeganeh M, and Kobayashi A, J. Alloys Compd. 600 (2014) 158. https://doi.org/10.1016/j.jallcom.2014.02.004
James Joseph F, Arya S B, and Satish Kumar D, Mater. Corros. (2023). https://doi.org/10.1002/maco.202313813
Joseph F J, Arya S B, and Tailor S, Mater. Corros. 5 (2022) 1. https://doi.org/10.1002/maco.202213401
Guo L, Li G, and Gan Z, J. Adv. Ceram. 10 (2021) 472. https://doi.org/10.1007/s40145-020-0449-7
Guo L, Xin H, Zhang Z, Zhang X, and Ye F, J. Adv. Ceram. 9 (2020) 232. https://doi.org/10.1007/s40145-020-0363-z
Wang D, Tian Z, Shen L, Liu Z, and Huang Y, Ceram. Int. 40 (2014) 8791. https://doi.org/10.1016/j.ceramint.2014.01.101
Arshad A, Yajid M A M, and Idris M H, Mater. Today Proc. 39 (2021) 941. https://doi.org/10.1016/j.matpr.2020.04.145
Zhang Z, Tan X H, Zhang J, and Shan J G, Int. J. Adhes. Adhes. 85 (2018) 184. https://doi.org/10.1016/j.ijadhadh.2018.06.013
Múnez C J, Gómez-García J, Sevillano F, Poza P, and Utrilla M V, J. Nanosci. Nanotechnol. 11 (2011) 8724. https://doi.org/10.1166/jnn.2011.3457
Moriya R, Iguchi M, Sasaki S, and Yan J, Procedia CIRP 42 (2016) 464. https://doi.org/10.1016/j.procir.2016.02.233
Ghasemi R, Shoja-Razavi R, Mozafarinia R, and Jamali H, Ceram. Int. 40 (2014) 347. https://doi.org/10.1016/j.ceramint.2013.06.008
Tsai P C, Lee J H, and Chang C L, Surf. Coatings Technol. 202 (2007) 719. https://doi.org/10.1016/j.surfcoat.2007.07.005
Govindarajan G, Joy Johanson F, Uma Shankar V, and Joseph Salethraj M, Mater. Technol. (2021). https://doi.org/10.1080/10667857.2021.1985750
Chen Y H, Huang E, and Yu S C, Solid State Commun. 149 (2009) 2050. https://doi.org/10.1016/j.ssc.2009.08.023
Jana P, Jayan P S, Mandal S, and Biswas K, Surf. Coat. Technol. 322 (2017) 108. https://doi.org/10.1016/j.surfcoat.2017.05.038
Afrasiabi A, Saremi M, and Kobayashi A, Mater. Sci. Eng. A 478 (2008) 264. https://doi.org/10.1016/j.msea.2007.06.001
Baskaran T, Synthesis and development of Sm2SrAl2O7 based air plasma sprayed ceramic thermal barrier coatings: oxidation, hot corrosion and high temperature erosion study (2018).
Busca G, Catal. Today 226 (2014) 2. https://doi.org/10.1016/j.cattod.2013.08.003
Yugeswaran S, Kobayashi A, and Ananthapadmanabhan P V, J. Eur. Ceram. Soc. 32 (2012) 823. https://doi.org/10.1016/j.jeurceramsoc.2011.10.049
Ramaswamy P, Seetharamu S, and Raob K J, Compos. Sci. Technol. 57 (1997) 81.
Gurrappa I, Oxid. Met. 51 (1999) 353. https://doi.org/10.1023/a:1018831025272
Andersson J M, Controlling the Formation and Stability of Alumina Phases, Linköping University, Linköping (2005).
Sadeghi E, Markocsan N, and Joshi S, Advances in Corrosion-Resistant Thermal Spray Coatings for Renewable Energy Power Plants. Part I: Effect of Composition and Microstructure, vol. 28. Springer, Berlin (2019).
Jarvis E, and Carter E, Comput Sci. Eng. 1 (2002) 33.
Reza M S, Aqida S N, and Ismail I, IOP Conference Series: Materials Science and Engineering (2018). https://doi.org/10.1088/1757-899X/319/1/012067
Acknowledgements
The authors would like to thank the Metallizing Equipments, Jodhpur, and RRCAT, Indore, for the support offered in the development of samples. The authors are also thankful to CRF NITK for providing the characterization facilities. The help received from the operators Mr. Akash, Mrs. Aniz, Mr. Sanath, and Mr. Pradeep is greatly acknowledged.
Funding
The authors did not receive support from any organization for the submitted work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no financial or proprietary interests in any material discussed in this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
James Joseph, F., Arya, S.B. Enhancement of Corrosion Resistance of Al2O3 + Sm2SrAl2O7 Composite Thermal Barrier Coatings by Laser Treatment. Trans Indian Inst Met 77, 1381–1391 (2024). https://doi.org/10.1007/s12666-023-03159-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-023-03159-x