
Abstract
In this study, we investigated the microstructure and wear behaviour of A356/fly ash composites fabricated using the powder metallurgy method. Fly ash was added to A356 Al alloy in four different ratios by weight and mechanically milled for 1 h. The milled composite powders were pre-formed under 800 MPa pressure and sintered for 1 h under vacuum at 590 °C. The microstructures of the produced samples were examined by optical microscope, SEM, EDS and XRD. The hardness measurements and wear tests were performed to determine the effect of fly ash content on the properties of the samples. As a result of the study, it was found that the hardness value increased with the increasing fly ash amount up to 2 wt% and decreased after 2 wt%. The wear test results were consistent with the hardness results. The maximum weight loss occurred in the composite containing 4 wt% fly ash.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Metal matrix composites (MMCs) are used in many industries from the automotive industry to the aerospace industry due to their superior properties such as higher strength, modulus of elasticity, hardness, and wear resistance compared to monolithic alloys [1,2,3]. Al alloys are preferred as matrix material in metal matrix composites due to their low density, high corrosion resistance, ease of production, and low cost. Al matrix composites produced by adding various ceramic reinforcement elements such as carbides (SiC, B4C) nitrides (AlN, Si3N), and oxides (Al2O3, MgO) in Al alloys receive quite a lot of interest due to their higher resistance, higher working temperatures, and better wear characteristics [4,5,6]. There are many methods such as stir casting, infiltration, compocasting, powder metallurgy to produce Al matrix composites. Powder metallurgy, which is one of these methods, comes to the force due to the homogeneous distribution of the reinforcement phase in the structure and being economical [7, 8]. Akçamlı et al. [9] produced Al-8.5 wt% Si-3.5 wt% Cu composites reinforced with different rate of B4C particulate and different mechanical alloying duration by powder metallurgy method. They reported that wear rate of composites reduced with the increasing MA duration and B4C amount. Dhanashekar et al. [10] studied mechanical and wear behaviour of 6061 Al/SiC composites fabricated by powder metallurgy method and reported that the hardness, density, and compression strength of the composites increased with increasing wt% of SiC particle. Zamani et al. [11] produced Al matrix composites reinforced with different amount of nano Al2O3 by powder metallurgy method. They reported that, nano Al2O3 was almost uniformly distributed in the Al matrix and the mechanical properties increased with increasing volume fraction of the reinforcement. Baghchesara et al. [12] studied microstructural and mechanical properties of nanometric MgO (1.5, 2.5 and 5% vol.) particulate reinforced A356 matrix composites produced by powder metallurgy method and reported that reinforcing the Al matrix alloy with MgO particles improved the hardness and compressive strength of the alloy. Ozyurek et al. [13] produced composites using pure Al and A356 Al alloy as matrix material with different amount of TiB2 particulate by mechanical alloying method. they reported that increasing TiB2 particle volume fraction increased the hardness values and the wear resistance of the composites.
Today, there is an increasing preference for lower cost composites due to reasons such as the expensive and difficult supply of reinforcement elements used in Al matrix composites. Fly ash, which is a waste product obtained from thermal power plants on combustion of coal used as fuel, stands out among these reinforcement elements. The chemical composition of fly ash consists of important components such as SiO2, Al2O3, Fe2O3, and CaO. The chemical composition of fly ash varies depending on the characteristics, geological condition, and process conditions (such as coal preparation, combustion, dust collection) of the coal used. Due to the fact that fly ash is a waste product, it is also of great importance to recycle and reuse fly ash as a reinforcement element in terms of environmental factors. Therefore, the use of fly ash in Al matrix composites as a reinforcing element contributes to the increasing interest in these materials every day [14,15,16,17].
Fly ash reinforced Al matrix composites can be produced using techniques such as powder metallurgy, stir casting, squeeze casting and infiltration. Sharma [18] produced composites using the stir casting method by adding fly ash to Al-Si alloy in three different ratios. The researcher reported that the wear resistance increased as the amount of fly ash added increased. In another study, Nagaraj N et al. [19] produced composites using the vortex casting method by adding fly ash to Al-7Si alloy in different ratios. The researchers reported that the hardness and tensile properties of the reinforced composites increased compared to the matrix material. Prasad et al. [20] produced composites using squeeze casting method by adding fly ash to the LM6 aluminium alloy in different amount. The researchers reported that the hardness of composites increased with the increasing amount of fly ash. Itskos et al. [21] produced composites using pressure infiltration technique by adding high Ca fly ash to the A356 aluminium alloy in different fly ash and particle size. The researcher reported that using fine high Ca ash particles can improve properties of composites. Considering the studies on fly ash-reinforced Al matrix composites, most studies have been carried out by liquid state production methods (stir casting, vortex casting, infiltration). There is a limited number of studies on the production of fly ash-reinforced composites by the powder metallurgy method.
In this study, we investigated the microstructure hardness and wear behaviour of composites produced using the powder metallurgy method by adding fly ash in the A356 Al alloy commonly used in the automotive and aerospace industries in different ratios.
2 Material and Method
Commercially available A356 Al alloy powder (63 microns) was used as the matrix material and fly ash was used as the reinforcement phase in experimental studies. Table 1 shows the chemical compositions of the A356 alloy used in the studies. Fly ash used as the reinforcement material was obtained from Seyitömer/Turkey thermal power plant.
The mechanical milling (MM) method was used in the study for the production of fly ash-reinforced composites. In this method, four different ratios of fly ash; 0.5%, 1%, 2%, and 4% by weight, were added to the A356 aluminium alloy and milled for 1 h in the planetary-type milling device (Fritsch Pulverisette 6). 10:1 ball-powder ratio, 400 rpm milling rate, stainless steel milling chamber, and 8 mm steel balls were used in the milling process. 1 wt% stearic acid was used as the process control chemical. The MM process was carried out as 15 min milling followed by 10 min resting to prevent overheating. The milled composite powders were pre-formed under a pressure of 800 MPa, which was used as a compression pressure in similar studies in the literature. [22, 23] and sintered for 1 h under vacuum at 590 °C. The grinding and polishing (Presi Mecapol P 262) operations were performed after sintering for microstructure examinations and then the samples were etched with Keller’s solution for 15 s. Optical microscope (Nikon EPIPHOT 200), SEM (Carl Zeiss Ultra Plus Gemini Fesem), EDS, and XRD (Rigaku Ultima IV, Cu/30 kV/20 mA), examinations were performed after etching. Density measurements were performed according to the Archimedes’ principle. Theoretical density values were calculated according to rule of mixture, relative density values were calculated according to measured density and theoretical density. Hardness measurements were performed on 5 different regions of two separate samples for each component using a Shimadzu micro-hardness tester. Wear tests were performed with a pin-on disc-type wear testing device in dry environment and 1 ms−1 slip velocity, 30 N load, and four different sliding distances (500–2000 m) were used. The weight loss during wear tests was measured using a balance with a resolution of 1/10000 g. Wear surfaces after wear testing were examined with SEM. The Eq. (1) given below was used to calculate wear rates.
where, Wa is wear rate, Δm is weight loss after the wear test (g), M is the load weight (N), and ρ is density (g/cm3).
3 Results and Discussion
3.1 Microstructure Examinations
Figure 1 shows the optical microscope images of the A356 alloy used as the matrix material and the composites produced by adding different ratios of fly ash.

Optical microscope images of the produced samples; a matrix material (A356), b A356 + 0.5 wt% fly ash, c A356 + 1 wt% fly ash, d A356 + 2 wt% fly ash, e A356 + 4 wt% fly ash f A356 + 4 wt% fly ash (high magnification100X)
Figure 1a shows that α Al dendrites are dominant in the structure (white area). In addition, due to Si found in the alloy, the eutectic Al-Si structure is observed in various shapes and forms within the grains and between the grain boundaries. Eutectic Al-Si phases are shown in Fig. 1b. In the composites produced by adding fly ash, fly ash accumulated between the grains and agglomerated in some regions with the increasing amount of reinforcement element is shown in Fig. 1c–e. To show the fly ash agglomeration more clearly the optical microscope images of the composite containing 4 wt% fly ash are given in Fig. 1e (50X magnification) and f (100 × magnification). As shown in Fig. 1e, f, fly ash settles in between grain boundaries and agglomerates in these regions with the increasing amount of fly ash. Previous studies report that reinforcement element added to aluminium matrix composites controls grain growth by settling between grain boundaries, which is known as the pinning effect (Zener pinning) [24]. Figure 2 shows the SEM image and EDS mapping image of the composite containing 4 wt% fly ash.

SEM and EDS mapping image of the composite containing 4 wt% fly ash
Looking at the optical microscope image given in Fig. 1e and the EDS mapping image given in Fig. 2 to more clearly show fly ash is agglomerated at grain boundaries, it is seen that the structure between the matrix material aluminium grains (red) is the SiO2 phase, which is the most abundant compound in fly ash, due to the high amount of Si (green) and O (purple) in these regions. Figure 3 shows the EDS point image taken from four different points of produced composite containing 4 wt% fly ash.

SEM and EDS point image of the composite containing 4 wt% fly ash
According to EDS point results it is seen that there is a large amount of presence of oxygen in the 1, 2, 4 regions. In addition, it is seen that there is Al, Si, Fe elements in these regions due to SiO2, Al2O3 and Fe2O3 components in fly ash which is the reinforcement phase. Si is high in point 3 due to the presence of eutectic Silicon. It can be clearly seen from both EDS mapping and EDS point results that Fly ash is agglomerated in the grain boundary.
3.2 XRD and XRF Results
The results of the XRD and XRF conducted to identify the chemical composition of the reinforcement (fly ash) phase can be seen in Fig. 4a, b. The XRF and XRD results show that fly ash contains SiO2, Al2O3, Fe2O3, CaO major phases. The XRD images of the composites produced by adding 4 wt% fly ash to the A356 Al alloy is given in Fig. 4c. Looking at Fig. 4c, Al, Si, Mg peaks, which are dominant elements of the matrix, are seen clearly. In addition, SiO2, Al2O3, Fe2O3, CaO phases, which are dominant phases of the fly ash, are detected. However, the peak intensities do not seem high, due to low amount of fly ash in the composite (4 wt%) and overlapping of the major element peaks in the alloy.

XRD and XRF results; a fly ash XRD result, b (fly ash XRF result), c A356 + 4 wt% fly ash composite XRD result
3.3 Hardness and Density Results
Table 2 shows the hardness and density values of the A356 alloy used as the matrix material and the composites produced by adding different ratios of fly ash.
As a result of hardness measurements, it is seen that the hardness value increases as the amount of fly ash increases (up to 2 wt%). The highest hardness value is found for the composite containing 2 wt% fly ash. However, the hardness value drops for the composite containing 4 wt% fly ash. Reinforcement particles used in metal matrix composites play an important role in increasing strength and hardness. Reinforcement phases added to MMCs provide strength by taking on the load on the matrix. The transfer of the load from the matrix to the reinforcement element in composites depends on the compatibility of the reinforcement phase with the matrix and the interface strength. If the interface bond between the matrix and the reinforcement phase is strong, it is easier to transfer the applied load to the reinforcement element. In addition, the added reinforcement elements settle at the grain boundaries, preventing the grain growth and therefore increasing the grain boundary ratio, which makes dislocation movements more difficult and results in increased strength and hardness [24, 25]. The reason behind the decrease in the hardness value of the composite containing 4 wt% fly ash is due to the agglomeration of fly ash at grain boundaries. Insufficient sintering of the agglomerated fly ash due to the very high fusion temperature of the fly ash (1300 °C) leads to a weak interface bond between the matrix and the reinforcement phase [24]. Rajan et al. [26]. produced Cu matrix composites reinforced with different amount of fly ash by powder metallurgy method and they reported that hardness values increased with increasing up to 9 wt%. However, with further increase in fly ash content, hardness values decrease due to agglomeration of fly ash. Kumar et al. [27] investigated influence of B4C and industrial waste fly ash on microstructure and mechanical properties of Al hybrid composites fabricated by stir casting process. They reported that, the mechanical properties such as, hardness, tensile strength increased with increasing reinforcement up to 10 wt%. But beyond 10 wt%, the properties decreased due to the agglomeration and clustering of reinforcement.
Looking at the density values, it seems that the density value decreases with the increasing amount of fly ash. The density of fly ash varies depending on the amount and composition of compounds that it contains, and the density of the composite is expected to decrease with the increasing amount of reinforcement element since its density (precipitator-spherical particles) is in the 2–2.5 g/cm3 range [28], (2.1 g/cm3 is used for the theoretical density calculation) while the density of the matrix material is 2.68 g/cm3. Relative density is expressed as the ratio of the experimental density to the theoretical density. Looking at the relative density value, it decreases with increasing amount of fly ash in the composite. Another reason for the decrease in density and relative density is that fly ash agglomerated along grain boundaries fills the pores and the pores cannot become smaller due to insufficient sintering, which contributes to the decrease in density.
3.4 Wear Results
Figure 5 shows the weight loss results of the A356 alloy used as the matrix material and the composites produced by adding different ratios of fly ash after the wear tests.

Weight loss and wear rate results of produced composites containing fly ash
Looking at the weight loss and wear rate results given in Fig. 6, it is seen that the highest weight loss has occurred in the composite containing 4 wt. % fly ash. The lowest weight loss is observed for the composite containing 2 wt% fly ash. Looking at the wear rates, it is seen that the highest wear rate is obtained for the composite containing 4 wt% fly ash and is obtained for the composite containing 2 wt% fly ash in parallel with the weight loss. The weight loss and wear rate results are directly related to the hardness results given in Fig. 4. As can be seen in the microstructure images, the reason behind the highest weight loss occurring in the composite containing 4 wt% fly ash is due to the fact that fly ash agglomerated along grain boundaries cannot be adequately sintered, resulting in a large amount of breaks from the sample due to friction during wear testing. Figure 6 shows the SEM images of the wear surface for a clearer demonstration.

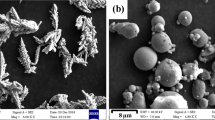
SEM images of the wear surface produced composites containing fly ash; a matrix material (A356), b A356 + 0.5 wt% fly ash, c A356 + 1wt% fly ash, d A356 + 2wt% fly ash, e A356 + 4 wt% Fly ash
Looking at the wear surface SEM images given in Fig. 6, it is possible to observe the wear lines caused by friction on all sample surfaces after the wear tests. These lines are an abrasive wear characteristic caused by hard parts breaking off from specimen or disc surface. In addition, some of these broken particles, which remain between the wear disc and sample, and adhere to the sample. It can be said from worn SEM images that both adhesive and abrasive wear mechanism have occurred. Wang et al. [29]. examined the wear properties of the composites produced by powder metallurgy method by adding fly ash at different rates into the Al–Mg alloy. They reported that both adhesive and wear mechanisms were realized. In addition to the wear lines, mass breaks are clearly visible on the sample surfaces. When these breaks are examined, it is seen that there is more deformation and deeper mass breaks on the wear surface of the sample containing 4 wt% fly ash. As can be seen in the microstructure images of these deep breaks, the breaks occur with the deformation during the wear tests due to the inability of the fly ash agglomerated between grain boundaries to form a sufficient interface bond with the matrix. Thus, looking at the results of weight loss, it is clear that the highest weight loss has occurred in this sample.
4 Conclusion
Below are the results obtained in this study on the microstructure hardness and wear behaviour of the metal matrix composites produced using the powder metallurgy method by adding fly ash to the A356 Al alloy.
-
The composites were successfully produced using the powder metallurgy method by adding fly ash to the A356 Al alloy in different ratios.
-
It was observed in microstructure studies that agglomeration increased between grain boundaries with the increasing amount of fly ash added to the composite.
-
The hardness value increased with the increasing amount of reinforcement element up to 2 wt% and decreased when more than 2 wt% fly ash was added.
-
According to the density results, the density and relative density of the composites decreased as the amount of fly ash increased.
-
The data obtained as a result of the wear tests were consistent with the hardness results and showed that the highest weight loss occurred in the composite containing 4 wt% fly ash, which had the lowest hardness.
References
Sekhar R, and Singh T P, J Mater Res Technol, 4 (2015) 197. https://doi.org/https://doi.org/10.1016/j.jmrt.2014.10.013
Kumar G V, Rao C S P, and Selvaraj N, J Miner Mater Charact Eng, 10 (2011) 59.
Vijayakumar S, and Karunamoorthy L, Mater Sci Technol, 29 (2013) 487. https://doi.org/https://doi.org/10.1179/1743284712Y.0000000167
Idusuyi N & Olayinka JI, Dry sliding wear characteristics of aluminium metal matrix composites:a brief overview, J Mater Res Technol, 8 (2019) 3338. https://doi.org/https://doi.org/10.1016/j.jmrt.2019.04.017
Samal P, Vundavilli P R, Meher A, and Mahapatra M M, J Manuf Process, 59 (2020)131. https://doi.org/https://doi.org/10.1016/j.jmapro.2020.09.010
Meignanamoorthy M, Ravichandran M, Alagarsamy S V, Chanakyan C, Kumar S D, and Sakthivelu S, Mater Today Proc, 27 (2020) 1118. https://doi.org/https://doi.org/10.1016/j.matpr.2020.01.479
Vani V V, and Chak S K, Manuf Review, 5 (2018) 7. https://doi.org/https://doi.org/10.1051/mfreview/2018001
Al-Aqeeli N, Abdullahi K, Suryanarayana C, Laoui T, and Nouari S, Mater Manuf Process, 28 (2013) 984. https://doi.org/https://doi.org/10.1080/10426914.2012.746703
Akçamlı N, and Şenyurt B, Ceram Int, 47 (2021) 6813. https://doi.org/https://doi.org/10.1016/j.ceramint.2020.11.024
Dhanashekar M, Loganathan P, Ayyanar S, Mohan S R, and Sathish T, Mater Today Proc, 21 (2020) 1008. https://doi.org/https://doi.org/10.1016/j.matpr.2019.10.052
Zamani N A B N, Iqbal A A, and Nuruzzaman D M, Mater Today Proc, 29 (2020) 190. https://doi.org/https://doi.org/10.1016/j.matpr.2020.05.541
Baghchesara M A, and Abdizadeh H, J Mech Sci Technol, 26 (2012) 367. https://doi.org/https://doi.org/10.1007/s12206-011-1101-9
Ozyurek D, and Ciftci I, Sci Eng Compos Mater, 18 (2011) 5. https://doi.org/https://doi.org/10.1515/secm.2011.003
Fan L J, and Juang S H, Mater Design , 89 (2016) 941. https://doi.org/https://doi.org/10.1016/j.matdes.2015.10.070
Kumar V, Gupta R D, and Batra N K, Procedia Mater Sci, 6 (2014) 1365. https://doi.org/https://doi.org/10.1016/j.mspro.2014.07.116
Rajan T P D, Pillai R M, Pai B C, Satyanarayana K G, and Rohatgi P K, Compos Sci Technol, 67 (2007) 3369. https://doi.org/https://doi.org/10.1016/j.compscitech.2007.03.028
Jailani S H, Rajadurai A, Mohan B, and Sornakumar T, Indian J Eng. Mater Sci, 22 (2015) 414.
Sharma V K, Singh R C, and Chaudhary R, Eng Sci Technol Inter J, 20 (2017) 1318. https://doi.org/https://doi.org/10.1016/j.jestch.2017.08.004
Nagaraj N, Mahendra K V, and Nagaral M, Mater Today Proc, 5 (2018) 3109. https://doi.org/https://doi.org/10.1016/j.matpr.2018.01.116
Prasad K N P, and Ramachandra M, Mater Today Proc, 5 (2018) 2844. https://doi.org/https://doi.org/10.1016/j.matpr.2018.01.075
Itskos G, Rohatgi P K, Moutsatsou A, DeFouw J D, Koukouzas N, Vasilatos, C, and Schultz B F, J Mater Sci, 47 (2012) 4042. https://doi.org/10.1007/s10853-012-6258-9
Ravindran P, Manisekar K, Narayanasamy R, and Narayanasamy P, Ceram Int, 39 (2013) 1169. https://doi.org/https://doi.org/10.1016/j.ceramint.2012.07.041
Kanthavel K, Sumesh K R, and Saravanakumar P, Alex Eng J, 55 (2016) 13. https://doi.org/https://doi.org/10.1016/j.aej.2016.01.024
Siddhi Jailani H, Rajadurai A, Mohan B, Senthil Kumar A, and Sornakumar T, Powder Metall, 54 (2011) 474. https://doi.org/https://doi.org/10.1179/003258909X12502679013936
Ravichandran M, Balasubramanian M, Chairman C A, Marichamy S, Dhinakaran V, and Stalin B, IOP Conf Ser Mater Sci Eng, 988 (2020) 012095. https://doi.org/10.1088/1757-899X/988/1/012095
Rajan S T K, Balaji A N, Narayanasamy P, and Vettivel S C, Bull Pol Ac Tech, 66 (2018) 935. https://doi.org/10.24425/bpas.2018.125941
Kumar M S, Vasumathi M, Begum S R, Luminita S M, Vlase S, and Pruncu C I, J Mater Res Technol, 15 (2021) 1201. https://doi.org/https://doi.org/10.1016/j.jmrt.2021.08.149
Manimaran R, Jayakumar, I, Mohammad Giyahudeen R, and Narayanan L, Energy Sour Part A, 40 (2018) 887. https://doi.org/https://doi.org/10.1080/15567036.2018.1463319
Wang Q, Min F, and Zhu J, J Wuhan Univ Technol Mater Sci Ed. J, 29 (2014) 1019. https://doi.org/10.1007/s11595-014-1036-y
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yıldırım, M., Solakoğlu, S. Microstructure, Hardness, Wear Behaviours of A356/Fly Ash Composites Fabricated by Powder Metallurgy Method. Trans Indian Inst Met 75, 2949–2957 (2022). https://doi.org/10.1007/s12666-022-02677-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-022-02677-4