
Abstract
Molybdenum is usually considered as one of the most important alloying elements of ductile iron. It tends to form carbides during solid-state transformation, which precipitates around the grain boundaries. This research aims to manufacture Si-Mo alloy with an optimal charge composition, achieving higher mechanical strength at upper elongation percentage. Effect of varying Cr, Mn, and V on properties of the as-cast ferritic ductile iron is examined to arrive at optimal charge composition (below 0.2wt% Mn, 0.04wt% Cr, and 0.04wt% V). Further, the effect of varying Molybdenum (0.4wt%, 0.6wt%, 0.8wt%) on the mechanical and micro-structural properties is investigated. The ultimate tensile strength (UTS), Yield strength, and hardness increase with an increase in Mo%. The molybdenum carbides precipitate during solidification, which gives the solid-solution strengthening and results in improved mechanical properties. The UTS of the base material SG 400/18 alloyed with 4% Si, 0.8% Mo increases to 600 MPa and have 10.7% elongation. The hardness increases from 175 to 230 BHN. Moreover, at higher hardness, the alloy is easily machinable when compared to unalloyed irons; this is due to the absence of free cementite. This alloy is used for high-temperature application, such as internal combustion engine, exhaust manifolds, etc., where both strength and ductility are required.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The silicon–molybdenum ductile iron alloy is generally used for manufacturing the high-temperature application components. The properties required for such operations are resistant to oxidation, stability of the structure, toughness, and fatigue strength at high-temperature working conditions. In silicon–molybdenum ferritic ductile iron, silicon content is maintained around 4–6% and molybdenum (Mo) addition up to 2%. The higher percentage of silicon content as compared to the common ductile irons helps to develop the ferritic matrix even at high temperature by increasing the ferrite to austenite transformation temperature. Therefore, the alloy offers high resistance to creep properties and increases stress at high temperatures [1].
The addition of molybdenum element in the ferritic ductile iron increases the ferrite percentage of the matrix. The pearlite content of the matrix decreases from 16 to 7% by the addition of 0.38 wt% of molybdenum in the alloy, but there is a decrease of elongation by 10 to 15% with the addition of molybdenum of 0.38 wt%. Molybdenum addition leads to increase phase refining, as well as the interlayer spacing. The mechanical properties such as ultimate tensile stress, hardness, micro-hardness, and yield stress increase with the addition of molybdenum [2]. Molybdenum addition leads to micro-segregation of carbide precipitation and Mo2P in the matrix. The thermal expansion coefficient reduces by the molybdenum addition; however, its addition improves the thermal conductivity. Increased molybdenum addition results in more Mo2C carbides formation at room temperature which migrates to stabilization region M7C3 carbides at high temperature [3]. The molybdenum carbides are dispersed in the pearlite colonies and ferrite matrix, which increases the microstructure stability and thermal fatigue life of the material. The matrix contain the Mo2C carbides and a relatively less amount of Mo6C carbides. During solidification, these carbides having Mo-precipitates are settle down around the grain boundaries. The molybdenum precipitate carbides are stabilized at high temperature even at 800℃, therefore their decomposition rate is low [4]. The Fe2MoC and Mo6C precipitates surround the eutectic carbide around the cell boundaries of Si-Mo ductile iron. The precipitates are also observed when heated above 925℃. Though Mo-free ferritic ductile iron containing pearlite when heated and hold at 750℃ shows increased length of the specimen, but the Mo alloy of ferritic ductile iron shows better dimensional stability [5].
Molybdenum promotes hardenability and is very effective in delaying the pearlitic transformation. For each 1% addition of molybdenum, the strength increases around 42 MPa, hardness around 15HB and elongation decreases about 8% [6]. The matrix structure containing 30% ferrite and 70% pearlite possesses high fracture toughness and yield strength. The matrix structure containing 60% ferrite and 40% pearlite offers high impact value. The fully ferritic structure shows the upper elongation value. The second phase particles influence the ductility, where the nodular count and % nodularity influences the fracture toughness value. Graphite shape impacts the mechanism of fracture, thereby tensile and yield strength properties [7]. The better oxidation resistant property is obtained by alloying of molybdenum alloy of ferritic ductile iron with chromium. This improves the oxidation resistant property to some extent, but it possesses an adverse effect on ductility [8]. The presence of vanadium in the molybdenum alloy of ferritic ductile iron increases the carbide formation tendency, but there is no effect on the matrix. The chromium increases the stability of cementite [9]. The EN-GJS-400-15 grade material can sustain maximum temperature for manifold and exhaust gas, i.e. 700 °C and 770 °C, respectively. With the increasing SiMo percentage, a gradual increase in heat deflection temperature of the same grade materials has been reported. For SiMo ductile irons, 850–900 °C operating temperatures are generally maintained during mass production of automobile components. For the highest operating temperatures, at which SiMo ductile iron is no longer functional (economically and technologically), the ferritic or austenitic steels are recommended [10].
Most of the previous research reported the increase in the mechanical properties by addition of molybdenum, however elongation decreases by 10 to 15% at about 0.4wt% of Mo addition; with such drastic reduction of elongation, the optimized properties of toughness and fatigue strength cannot be achieved. Therefore, there is a need to explore the possibility of getting an upper percentage elongation value with high mechanical strength. This will improve the properties of high-temperature creep strength, stress-rupture strength and resistance to thermal fatigue. The upper elongation value is obtained by using the optimal composition of input charge material; especially elements like Mn, Cr, and V. Further, the influence of the varying percentage of Mo addition on the micro-structural and mechanical properties of the ferritic spheroidal graphite iron have been investigated. Molybdenum addition leads to micro-segregation of carbide precipitation and these carbides increase the stability of the structure at high temperature; as well they increase the mechanical properties. A fully ferrite matrix also increases the micro-structural stability by avoiding the phase transformation of pearlite at a high temperature. Therefore, the emphasis is to obtain above 90% ferritic matrix in as-cast condition.
2 Experimental Procedure
Three ferritic ductile iron Y-Block (1-inch size) having different percentages of Molybdenum (i.e. 0.4 wt%, 0.6 wt%, 0.8 wt%) were prepared by using a phenolic acid catalyst based no-bake casting process. Ferritic ductile iron was manufactured in an induction furnace of 50 kg capacity. The objective is to develop the alloy which delivers the upper elongation value with increased mechanical properties. Few preliminary experiments were performed to arrive at an optimal charge composition which translates the desired mechanical properties and elongation value.
3 Charge Material Selection
3.1 Effect of Chromium Percentage
The previous research suggested that chromium is a potent carbide former and pearlite promoter in a ductile iron [8]. Therefore, the chromium percentage in the composition also affects the micro-structural and mechanical properties.
To find out the effect of chromium on the Mo alloy of ferritic ductile iron alloy, three different heat trials were performed and reported in Table 1.
For these heat trials (Table 1), the chromium percentage was varied by maintaining other chemical compositions the same for all the heat trials. The chromium percentage was reduced from heat number A1 (A1 having 0.129 wt% of Cr) to heat number A3 (A3 having 0.044 wt% of Cr). The micro-properties and mechanical properties results for these trials are reported in Table 2.
The effect of chromium on the percentage elongation property can be clearly observed from Table 2. The percentage elongation value increases with decreasing chromium percentage. The specimen A1 having the percentage elongation value of 4.97%, which increases to 6.43% for the specimen A3, by decreasing chromium percentage from 0.129 wt% to 0.044 wt%, respectively.
3.2 Effect of Manganese Percentage
Similar to Cr, the manganese is also a pearlite promoter and forms an intercellular carbide network as well; therefore, it adversely affects the percentage elongation value.
To understand the effect of manganese on the Mo alloy of ferritic ductile iron, three heat trials were performed, reported in Table 3. For these trials, the manganese percentage was varied by keeping other chemical compositions the same for all three heat trials. The manganese percentage was reduced from heat number A1 (0.222 wt% of Mn) to heat number A3 (0.136 wt% of Mn). The micro-properties and mechanical properties results for these trials are reported in Table 4.
The effect of manganese on the percentage elongation property can be clearly observed from Table 4. The percentage elongation value increases with decreasing manganese percentage. Specimen A1, having a percentage elongation value of 8.49% which increases to 12.69% (for specimen A3) by a decrease in manganese percentage from 0.222 wt% to 0.136 wt%.
3.3 Effect of Vanadium Percentage
The literature suggests that low vanadium also supports the higher elongation [9]. Since the CRCA charge material selected for performing these trials was already containing a low V percentage, the additional experimental trial with varying V percentages was not performed.
3.4 Optimal Charge Material
In order to avoid carbide formation, the optimal charge material composition with below 0.2wt% Mn, 0.04wt% Cr, and 0.04wt% V was selected. This is due to the fact that carbides have an adverse effect on the percentage of elongation. The cold-rolled close annealed (CRCA) with a very low level of phosphorus and sulphur was used as a charge material. The lower percentage of phosphorus and sulphur avoids desulphurization and dephosphorization during the melting process.
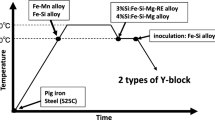
The final required composition was achieved by the addition of carbon, silicon, and molybdenum, in the form of graphite powder, ferro-silicon, and ferro-molybdenum, respectively. The open ladle magnesium treatment was performed for the spheroidization of graphite in the preheated ladle of 30 kg capacity, at a temperature of about 1500 ℃. Barium-based inoculants were used for inoculation purpose. These inoculants contain 67–75% based ferroalloy with defined levels of barium and calcium. The 0.4wt% inoculants of 3–6 mm diameter were added into the melting stream at ~ 1400℃ and poured into the no-bake sand mould of Y-block. The exterior appearance of the Y-Block after the shakeout is shown in Fig. 1.

As-cast Y-block after shakeout from mould
4 Testing Sample Preparation
The one-inch section was cut from the bottom of each Y-block and used for preparing the tensile specimen. The tensile specimen with the 50 mm gauge length and 12.5 mm gauge diameter was prepared as per the ASTM standard E8. The coin samples were prepared for the chemical analysis. An optical emission spectrometer (OES) from GNR was used to perform chemical analysis. The measured chemical composition of the 3 different molybdenum ductile iron alloy is listed in Table 5. The specimen number 1, 2, and 3 contain 0.401, 0.612 & 0.798 wt% of Mo, respectively.
The sections of 10 mm diameter were cut from the tensile bar and metallographic specimens were prepared. The microstructure was analysed by using Optical Microscope from Metal Power Image Analyser. The nodularity and nodular count were found out by using the image analyser. The matrix microstructure were observed after etching with 2% Nital. Hardness test was performed on the Brinell hardness test scale. The polished surface was subjected to a load of 187.5 kg for 15 s with 2.5 mm WC ball diameter.
5 Results and Discussion
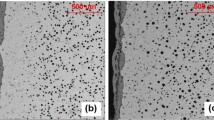
The metallographic images for all three samples with varying Mo % are shown in Figs. 2, 3, and 4. The microstructure shows well distributed graphite nodules with a high nodularity percentage.

Microstructure of alloy with 0.4 wt% Mo (specimen-1) at 100 × (a) before etching (b) after etching

Microstructure of alloy with 0.6% Mo (specimen-2) at 100 × (a) before etching (b) after etching

Microstructure of alloy with 0.8% Mo (specimen-3) at 100 × (a) before etching (b) after etching
Nodularity, nodule count, percentage of ferrite in matrix and percentage of (pearlite + graphite) of the alloying specimens were obtained from the metallographic analysis and reported in Table 6. The nodularity observed are around 80–85% for all the specimen. The nodular count has been found to be increasing with an addition of molybdenum; nodule count at 0.4 wt% of Mo is observed at 224 (per mm2) whereas at 0.8 wt% of Mo it has increased to 345 (per mm2). Stream inoculation was done in this process by using barium based inoculant. Both nodularity and nodular count are also affected by the effectiveness of inoculation process, section thickness and pouring temperature, which have been maintained uniform for making all three alloys sample. The ferrite percentage of the matrix is observed to be slightly increasing with increase in molybdenum percentage, which explains the decreasing pearlite content with an addition of molybdenum. More than 90% of the ferritic matrix is observed for all the alloy specimen’s matrix. A slight increase in ferritic percentage can be seen with increasing molybdenum percentage. For 0.4wt% of Mo alloy, the ferrite percentage is found to be 90.17%, which increases to 91.57% for the 0.8wt% of Mo.
The mechanical properties measured for all three samples with varying molybdenum percentage are reported in Table 7. The mechanical properties (ultimate tensile strength and yield strength) are observed to be increasing with increasing molybdenum percentage shown in Fig. 5 and Fig. 6, respectively. However, the % elongation is observed to be decreasing with increasing molybdenum percentage, shown in Fig. 7. This could be explained with the formation of carbide precipitation of molybdenum discussed in the introduction section. Figures 5, 6 and 7 include the standard deviation-based error bar to include the variability in three different readings.

Effect of Mo on the ultimate tensile strength in the ferritic ductile iron of as-cast condition

Effect of Mo on the yield strength in the ferritic ductile iron of as-cast condition

Effect of Mo on the elongation (%) in the ferritic ductile iron of as-cast condition
The ultimate tensile strength value is observed as 527.32 MPa, 578.16 MPa, 600.72 MPa for the 0.4wt%, 0.6 wt%, 0.8 wt% of Mo alloy, respectively. Similarly, the yield strength value is observed as 448.08 MPa, 483.79 MPa, and 510.45 MPa for the 0.4wt%, 0.6 wt%, and 0.8 wt% of Mo alloy, respectively.
The addition of Mo in an alloy leads to a matrix containing Mo2C carbides and a relatively less amount of Mo6C carbides. During solidification, these carbides having Mo-precipitates settle down around the grain boundaries; therefore, it gives the strengthening effect to the matrix. Further at high temperature, these carbides become more stable, which offers high strength as compared to without Mo ductile iron alloy. This mechanical property improvement holds true for both the condition, at room temperature and at high temperature.
The % of Mo addition shows an adverse effect on the ductile properties of the alloy, the ductility is observed to be decreasing with increasing molybdenum percentage, as shown in Fig. 7. More the Mo %, means more carbides of Mo, and these carbides impact the elongation properties.
The % elongation values are found to be 16.31%, 12.69%, and 10.70%, for the alloy with 0.4wt%, 0.6 wt%, and 0.8 wt% of Mo, respectively. To achieve the upper elongation values, the charge material is elected in such a way so it gets a negligible percentage of cementite formation elements. Additionally, the mould cooling rate with respect to the wall thickness is maintained as very low, which helps in improving percentage elongation.
The measured hardness of all three samples is reported in Table 8. The influence of increasing Mo % on hardness, can be visualized from Fig. 8. The Brinell Hardness Number (BHN) is observed to be increasing with increasing molybdenum content. The BHN is observed as 202, 218, 230 for the 0.4wt%, 0.6 wt%, and 0.7 wt% of Mo alloy. The increase in hardness value with increasing Mo % is mainly due to the micro-segregation of molybdenum carbides [5].

Effect of Mo on the Hardness in the ferritic ductile iron of as-cast condition
Ferritic ductile iron alloying with molybdenum improves the mechanical properties of Ductile Irons over conventional Ductile Irons, as shown in Table 9.
More than 90% of the ferritic matrix in as-cast condition leads to an upper elongation percentage. This ferritic matrix is obtained using the optimal composition of input charge material, especially Mn, Cr, and V and significant solidification and cooling conditions. Long mould opening time and suitable mould wall thickness help to achieve the microstructure of about fully ferritic matrix and homogeneously distributed molybdenum carbides.
The effect of carbide promoting elements such as Cr and Mn on the mechanical properties of Mo alloyed SG 400/18 is shown in Table 10.
Mo alloy of Ferritic Ductile Irons shows less growth at high temperatures due to the stability of the microstructure. Ferritic ductile iron alloying with Mo improves the high-temperature performance and operating temperature range over conventional Ductile Irons, shown in Table 11 [11].
6 Conclusion
Mo addition in ductile iron led to the refining of the matrix of microstructure. During the solidification process, the carbides of Molybdenum settled around the grain boundaries [2,3,4]; this resulted in increasing hardness from 202 BHN to 230.7 BHN, with an increase in Mo percentage from 0.4 wt% to 0.8 wt%. Mo also promoted the ferrite phase of the matrix by increasing the eutectoid constituent. Hence, the ferrite percentage in the matrix increased from 90.17% (at 0.4 wt% Mo) to 91.57% (at 0.8 wt% Mo). The percentage nodularity did not observe any significant change with the varying Mo %; however, nodular counts increased from 224 to 345 with increasing Mo %. As expected, the UTS and YS increased, and % elongation decreased with increasing Mo %. For the alloy containing 0.8 wt% of Mo, the UTS and YS increased to around 600 MPa and 510 MPa, with a percentage elongation of 10.7%. The higher % elongation was maintained by selecting optimal charge composition with a lower Mn, Cr, and V percentage at below 0.2 wt%, 0.04 wt%, and 0.04 wt%, respectively. The structural analysis revealed more than 90% ferritic Matrix in all three samples. The Mo alloy of ductile iron had superior mechanical properties than conventional ductile iron. This was achieved in as-cast condition (without heat treatment) by controlling their chemical composition. Also, the Mo alloy of ferritic ductile iron had better machinability due to the absence of free cementite. Thus, it is expected that the work will help in avoiding the cost associated with heat treatment, which generally occurs in foundries while improving the high-temperature structural stability and oxidation resistance property.
References
Nasr El-Din H, Nofal A, and Ismail A, Can Metall Q 39 (2000) 345.
Hernandez-Avila J, EleazarSalinas-Rodriguez I R L, Cerecedo-Saenz E, Edgar Cardoso-Legorreta J F B, and Reyes-Valderrama M I, Eur Sci J 11 (2015) 112.
Ding X, Li X, Huang H, Matthias W, Huang S, and Feng Q, Mater Sci Eng A 718 (2018) 483.
Zeytin H K, Kubilay C, Aydin H, Ebrinc A A, and Aydemir B, J. Iron Steel Res. Int. 16 (2009) 32.
Black B, Burger G, Logan R, Perrin R, and Gundlach R, SAE Trans. (2002) 976
Henning W A and Mercer J, in Hardenable Ductile Iron. American Foundry Society, U.S.A. (1993).
Gonzaga R A, Mater. Sci. Eng. A. 567 (2013) 1.
Magnusson Åberg L and Hartung C, Trans. Indian Inst. Met. 65 (2012) 633.
Choe K H, Lim K M, Lee S M, and Lee K W, Key Eng. Mater. 457 (2011) 102.
Roucka J, Abramova E, and Kana V, Arch. Metall. Mater. 63 (2018) 601.
Aberg L M and Hartung C, Trans. Indian Inst. Met. 65 (2012) 633.
Acknowledgements
The experimental work was carried out in Ascent Cast Tech, Pune, India. The support from the team of Ascent Cast Tech, Pune is acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Chavan, S., Khandelwal, H. Effect of Mo on Micro-structural and Mechanical Properties of As-Cast Ferritic Spheroidal Graphite Iron. Trans Indian Inst Met 74, 2703–2711 (2021). https://doi.org/10.1007/s12666-021-02336-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-021-02336-0