
Abstract
Functionally graded materials are a new class of inhomogeneous materials, where the composition or the microstructure is locally varied within a component in order to achieve the desired location-specific material properties. In the present study, the tribological characteristics of hyper-eutectic A390 functionally graded aluminium alloy modified by the addition of 2% and 4% of magnesium are examined. Functionally graded aluminium metal matrix composites (FGAMMC’s) rings are produced by vertical centrifugal casting technique. Centrifugal casting is proved to be a versatile casting method for producing different types of FGM components based on property requirements. The centrifugal force moves the primary silicon and Mg2Si towards the inner radius due to their lesser density than that of aluminium showing a gradation, inner to the outer periphery. This gradation increases the hardness and wear resistance towards the inner. During the process, the microstructure got refined with respect to that of gravity casting. The detailed microstructures, composition analysis and wear study reveal the morphology of the FGM. The dry reciprocating wear analysis on various loads reveals that the behaviour of 2% Mg modification completely shows a eutectic nature and the wear rate is similar to the base A390 alloy. Also, it is found that the wear linearly increases with the applied load and the wear resistance offered by the zone with more Mg2Si precipitates is high.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The first focused efforts to develop metal matrix composites (MMCs) originated in 1950s and early 1960s. The principal motivation was to dramatically extend the structural efficiency of metallic materials while retaining their advantages, including high chemical inertness, high shear strength and good property retention at high temperatures [1]. Aluminium matrix composites (AMCs) offer a superior combination of property profiles than monolithic materials The performance, economic and environmental benefits of AMC have added advantages in the transportation sector of lower fuel consumption, less noise and lower airborne emissions. Additionally, they have an excellent combination of properties such as high hardness, strength, stiffness, higher wear resistance and lower friction coefficient with increasing volume fraction of reinforcement particles as compared to the base alloy [2]. Functionally graded materials (FGMs) are advanced materials that possess continuously graded properties and are characterized by spatially varying microstructures created both by non-uniform distributions of the reinforcement phase and by interchanging the role of reinforcement and matrix materials in a continuous manner. The smooth variation of properties may offer advantages such as reduction in stress concentration and increased bonding strength. A major advantage of FGM is the possibility of tailoring its gradation to maximize its performance [3]. The specific properties obtained by the use of functionally graded metal matrix composites (FGMMC) include high-temperature surface wear resistance, surface friction and thermal properties, adjustable thermal mismatching, reduced interfacial stresses, increased adhesion at the metal–ceramic interface, minimized thermal stresses, increased fracture toughness and crack retardation [4].
In the constructive approach, graded layers are processed through solid-state powder metallurgy, sintering methods or by infiltration techniques. While in the transport-aided approach, a second phase is transported and diffused by one of the following driving forces like chemical gradient, gravitational, thermal or mechanical forces [5].Thus, FGM can meet functional performance requirements that vary with location within a component such as turbine blades, rocket nozzle, computer circuit board, medical implant, armour and optical device [6]. In the simplest centrifugal casting methods, the centrifugal radial force generated during the rotation of the mould containing the melt, will transport and distribute the secondary particles or phases from outer to inner side in the radial direction or vice versa with respect to the axis of rotation in accordance with density. The particles will transport from higher density to lower density relative to the density of the matrix with respect to that of the reinforcements. The extent of distribution of reinforcements and segregation which leads to the formation of particle-enriched, transition and the matrix-rich (particle-depleted) zones formed in the components mainly depend on speed of rotation of the mould, melt viscosity, pouring temperature of the melt, cooling rate, particles size formed during solidification and the density of the particles [7].
2 Materials and Methods
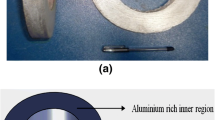
The hyper-eutectic aluminium silicon alloy, A390, is chosen as the matrix alloy. The composition of the base alloy and modified alloys is given in Table 1. The A390 aluminium alloy is age-hardenable cast alloy with excellent castability, good corrosion resistance, good wear resistance and pressure tightness and better machining and welding characteristics. The composite synthesis, by liquid stir casting route, is carried out in a 10-kg capacity clay graphite crucible using electrical resistance heating furnace. The calculated quantity of cleaned and preheated alloy ingots and master alloy (80% Al 20% Mg) is cut into suitable sizes for charging into the crucible. Degassing is done at 720 °C using hexachloroethane, and the slag on the top of the melt is removed by skimming. After manual stirring, for getting homogeneous gravity castings, a portion of the melt is poured into the preheated permanent cast iron moulds. Mild steel utensils and tools which come into contact with melt are suitably coated with graphite and dried properly by heating. The vertical centrifugal casting is used for the fabrication of FGM components. The melt is poured steadily and uniformly at a temperature of 760 °C to the rotating mould by using a pouring cup. The speed of rotation is maintained at 1300 rpm. The standard metallographic techniques are used for samples preparation and characterizations. 6-mm-diameter and 30-mm-long pins are used in the wear study. Pins have been machined from three basic zones of FGM.
3 Results and Discussion
3.1 Microstructure Analysis
Microstructure analyses are done on the components fabricated by using gravity as well as centrifugal castings. The gradations of the particles from outer to the inner periphery in the centrifugal castings have been analysed using a Leica optical microscope. From Table 1, it is evident that the addition of Mg to the A390 results in the change in the composition of Mg, Si and Cu elements. Silicon varies from 18.9% from its base composition to 16.3% in 2% Mg modification and to 14.8% in the 4% Mg modification by master alloy addition. Magnesium maintains its required level, whereas Cu is diluted to 3.0% and to 2.8% in respective modifications. Among this, the variation of silicon plays a vital role in the properties and microstructure. Silicon variation points to the availability of primary silicon in the prepared alloy. Figure 1a–c shows the microstructure of the pure A390 and its Mg modifications. The light grey phase in the microstructure is silicon, the dark phase is Mg2Si, and the white phase is Al [8]. The base alloy shows the presence of a higher percentage of primary silicon in the matrix. However, the 2 and 4% Mg-added alloys show very less percentage of primary silicon while Mg2Si phases are observed. In the homogeneous castings, it is observed that cuboidal primary silicon of average 50 µm sizes is uniformly distributed in the chilled zone. Needle/platelet-type eutectic silicon is also visible along the grain boundaries of aluminium matrix. In the 2% Mg modification, the distribution of Mg2Si phase and the primary silicon as compared to the base casting is not observed (Fig. 1b). Master alloys are used for the modification of the base alloy resulting in its dilution, i.e. the increase in aluminium in the matrix, since the enthalpy of formation is less for the Al2Si phase formation compared to that of Mg2Si. On addition of the master alloy, increased free aluminium will react with the excess silicon present in the hyper-eutectic A390 alloy forming a more eutectic phase of Al2Si resulting in the 2% Mg modification and lacking higher energy Mg2Si precipitate phases visible in the microstructure. Due to the same reason, the gradation is not that prominent in this FGM ring. As the end result, 2% Mg master addition results in the formation of a eutectic structure rather than an FGM. But in case of the 4% Mg modification, the excess Mg present in the system will absorb more energy forming Mg2Si phase together with Al2Si phase and the residual primary silicon also gets modified (Fig. 1c). Figure 2 shows the XRD results of A390, A390 + 2 Mg master and A390 + 4 Mg master-added specimens. The graph (a) shows the peaks obtained for A390 base (reference casting). A390 is a Al–Si alloy, the XRD intensity peaks obtained match with standard reference peaks and also indicate the presence of Al2Si in the system [9,10,11]. The graph (b) is for 2% and (c) is for 4% Mg master-added alloys, respectively. From the reference, it is clear that the presence of additional intensity peaks at angles of 24.24, 40.12, 63.83, 72.90 and 86.63 (degree) other than Al–Si peaks indicate the presence and formation of Mg2Si in the systems. The increase in the intensity values (refer graph b and c) predicts the formation of higher percentages of Mg2Si at 4% Mg master addition compared to that of 2% Mg master addition. The reinforcements formed are in situ Mg2Si phases and the primary silicon. The primary silicon has a density of 2.33 g/cm3 and that of Mg2Si is 1.88 g/cm3, both are less than the density of aluminium alloy (2.6 g/cm3). So both primary silicon and Mg2Si get migrated towards the inner periphery during the centrifugal casting.

Microstructure of A390 alloy and its modifications at different regions

The XRD results of A390, A390 + 2 Mg master and A390 + 4 Mg master-added specimens
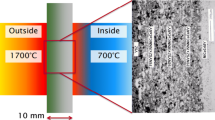
FGM generally consists of mainly four zones. The outer chilled zone possesses the same properties as the base metal, particle-depleted region, transition region and finally a particle-rich inner zone followed by innermost regions with gas inclusions and porosities. As the molten metal comes in contact with the mould wall, it gets solidified at a faster rate than that of other regions. Due to this rapid solidification, there is no sufficient time for the diffusion or the transportation of the denser phases due to centrifugal forces, thereby resulting in the same microstructure and composition of the gravity cast/homogeneous casting of the alloy. The average thickness of the chill zone is 2–5 mm. The second region is the particle-free region which is formed by the movement of primary silicon and Mg2Si towards the inner periphery. Here mostly primary aluminium and eutectic silicon phases are observed. The third region is the interface region/the transition region where the transition takes place from particle-free to particle-rich region. The fourth region is the particle-rich region where the Si and Mg2Si phase gets distributed and which enhances the overall hardness of the alloy. As the magnesium content increases, more primary silicon gets converted to Mg2Si and is evenly distributed in the matrix. Moreover, it is observed that the size of the primary silicon reduces with an increase in the percentage of Mg addition. The primary silicon formation is at a higher temperature than that of Mg2Si during the solidification process. So the Mg2Si phases are observed on the periphery of the primary silicon phases.
3.2 Hardness and Chemical Composition Analysis
The chemical composition of centrifugally cast A390, 2 and 4% Mg-added A390 FGM rings are analysed using a SPECTRO MAX optical emission spectrometer. As observed in microstructures, the chemical composition analysis also shows gradation. There is a significant variation in chemical composition at different locations depending on the nature of segregation of phases and precipitates. The outer-most region of the centrifugal casting shows a chemical composition similar to that of the respective homogenous alloy systems (Fig. 3). In the 2% Mg modification, the composition is almost invariant along the radius without producing a graded pattern. By master alloy addition, the hyper-eutectic alloy has a shift in its silicon content from 18 to 16.3%, as the magnesium percentage is increased from 0.37 to 2.3%, without an increment in Mg2Si phase, and this is observed in the microstructure of the corresponding alloy. The composition of 4% Mg modification gives a gradation of primary silicon and Mg2Si towards the inner region immediately after chill zone, which is at 5–10 mm from the outer periphery; there is an increase in silicon percentage up to 20 mm, and thereafter, it shows a decrease in the percentage of silicon. Later there is an increase near to the inner periphery.

Percentage of major alloying elements in 2 and 4% Mg modification along the radial direction from outer to the inner diameter of the ring
The increase in Si content near the inner periphery is due to segregation of primary silicon particles and Mg2Si phases. It is observed that at places where phase concentration is more, hardness also increases (Fig. 4). The hardness value at the chilled zone is comparable with the alloy. For all chilled zone specimens, the hardness value lies between 100 and 110 BHN, indicating that the composition and the hardness values are that of homogeneous gravity cast ones. Even though the composition of the 2% Mg modification does not give a variation, the hardness shows a linear variation in a small range of 100–115 BHN. For A390 ring and 4% Mg-modified rings, the inner region has more phase concentration which results in an increase in the hardness value from 97 to 120 BHN to base A390 ring and 93–127 BHN for 4% Mg-modified rings. T6 heat treatment is carried out for the wear specimens for the grain refinement, and the alloy becomes age-hardened [12]. After the heat treatment, the hardness increases from as-cast condition from 100–135 BHN for the base gravity cast, from 115 to 135 BHN for 2% Mg modification and from 110 to 145 BHN in 4% Mg modification, respectively.

Hardness variation of A390 base alloy, 2% and 4% Mg-modified FGM rings from outer to inner periphery
3.3 Reciprocating Wear Analysis
In homogenous MMCs, the dry sliding wear studies are done for various sample geometries for a variety of metal matrices and reinforcement combinations with different volume fractions of reinforcements. The microstructure–property correlations and wear behaviour studies are also being conducted for different configurations of pin and disc materials, for different relative velocities and sliding distances, for a wide range of loads [13,14,15]. Bidirectional (reciprocating) wear test is carried out on a reciprocating wear test rig. The test is conducted for a total sliding distance of 500 m with a sliding velocity of 0.6 m/s for a stroke length of 100 mm under loads of 1, 2, 3 and 4 kg in the dry testing condition. On a hardened and buffed EN 31 steel counter surface, an experiment can be conducted in 13 min (approximately). Pins of diameter 6 mm and length 30 mm are machined from mainly three regions (outer, transition and inner) of the FGM.
For A390 FGM pins, wear rate is the minimum for inner pins at all loads due to the presence of more primary silicon in the region (Fig. 5). At the high load condition of 4 kg, the wear decreases from 6.25 × 10− 6 (for outer pin) to 4.1 × 10− 6 g/m (for inner pin). In the transition region, the wear rate of 2.72 × 10− 6 increases to 5.78 × 10− 6 g/m and a slope change is observed from 3 kg load. The wear loss is high for the outer region pins at all loads, and it increases from 3.13 × 10− 6 to 6.83 × 10− 6 g/m. The wear behaviour of hyper-eutectic alloy depends on the excess primary silicon phases present in it. The excess silicon segregated in the inner region carries away the load without transferring it to the aluminium matrix and thereby reduces the wear compared to the outer and transition regions. Figure 6 shows a linear variation in the wear rate of A390 + 2% Mg at all loads for pins from different regions. In the eutectic condition, as the Si particles are strongly bonded with aluminium matrix, they protect the surface against wear loading resulting in less wear. The transition zone offers better wear resistance compared to the inner and outer regions. At higher loads, sliding contact temperature increases and induces stain hardening to the pin surfaces resulting in a reduction in wear rate. The wear rate of the 4% Mg modification shows another trend which is noticeable in Fig. 7. The wear rate reduces from 2.5 × 10– 6 to 1.25 × 10− 6 g/m at 1 kg load and from 6.25 × 10– 6 to 3.75 × 10− 6 g/m at 4 kg. Compared to the base A390, the wear rate is much reduced in all zones in case of 4% Mg modification (Fig. 8). This clearly states that the addition of Mg in the base alloy helps in the reduction in wear. These in situ composites offer better wear resistance. When we compare the inner zones, it is evident that the Mg2Si formation and the primary silicon present in the inner regions carry away the applied load and reduce the wear rate. Thus, the 4% Mg modification offers high wear resistance compared to the base and 2% Mg modification.

Reciprocating wear rate of A390 FGM pins from different zones at various loads

Reciprocating wear rate of A390 + 2 Mg FGM pins from different zones at various loads

Reciprocating wear rate of A390 + 4 Mg FGM pins from different zones at various loads

Comparison of reciprocating wear of A390 and its modifications
4 Conclusions
A390 FGM and the in situ modifications have been successfully made using the vertical centrifugal casting. The gradation of the primary silicon and Mg2Si phase has been observed from the outer periphery towards the inner due to the lower density of it than the matrix. The base and 4% Mg modification clearly shows the gradation and is observed that increasing Mg results in an increase in the Mg2Si phase except in 2% Mg. In 2% Mg modification, a more eutectic face is observed. The hardness value also shows a gradation towards the particle-rich region. Primary silicon particle and Mg2Si-rich inner region exhibit reduced wear loss than the other two zones. The interface bond between the silicon particle and aluminium matrix is the main reason for the change in composite wear property under different applied loads. Even though the 2% Mg addition results in an eutectic formation than an FGM structure, the wear behaviour shows a variation compared to the A390 base and 4% Mg modifications. The inner zones show enhanced reciprocating wear resistance in the A390 base and 4% Mg additions.
References
Bobic B, and Mitrovic S, Tribo in industries 32 (2010) 3.
Sawla S, and Das S, Wear, 57 (2004) 555.
Fernando Viegas Stump, in: 6th World Congresses of Structural and Multidisciplinary Optimization (2011) 1.
Rajan T P D, Pillai R M, and Pai B C, J Alloys and Comp 453 (2008) L4.
Rajan T P D, Pillai R M, and Pai B C, J Struct Eng 61 (2010) 923.
Chang-Jiang Song, Zhen-Ming Xu, and Jian-Guo Li, Trans Nonferrous Met Soc China 20 (2010) 361.
Rajan T P D and, Pai B C, (2009), Trans Indian Inst Metals 62 (4-5) (2009) 383.
Dwivedi D K, Mat Design 31 (2010) 2517.
Hanawalt J, Rinn H, Frevel L, Anal Chem 10 (1938) 457.
Acharya B, A390, Al-Si, Reference code: 00-041-1222, Regional Research Laboratory, Bhubaneswar, Orissa, India, ICDD Grant-in-Aid (1990).
Mg2Si, Reference code: 00-035-0773, Natl. Bur. Stand. (U.S.) Monogr 25, 21 (1984) 86.
Tavitas-Medrano F J, Gruzleski J E, Samuel F H, Valtierra S, and Doty H W, Mat Sci Eng A 480 (2008) 356.
Deepak Kumar, Himadri Roy, and Bijay Kumar Show, Tribo Trans 58 (2015) 518.
Satnam Singh, Manish Garg, and Batra N K, Tribo Trans 58 (2015) 758.
Rajeev V R, Dwivedi D K, and Jain S C, Mat Design 31(2010) 4951.
Acknowledgements
The authors are grateful to the Members of Materials and Minerals Division, CSIR-NIIST, Thiruvananthapuram, and workshop faculties of CET, Trivandrum, for their support during the work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
E., J., Varghese, T., Rajan, T.P.D. et al. Reciprocating Wear Analysis of Magnesium-Modified Hyper-eutectic Functionally Graded Aluminium Composites. Trans Indian Inst Met 72, 1643–1649 (2019). https://doi.org/10.1007/s12666-019-01706-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-019-01706-z