
Abstract
In this study, a relation between reinforcement particles’ quantity variation and wear behaviour along with hardness properties of the aluminium-based functionally graded material (FGM) was established. Alumina particles were reinforced in aluminium-based functionally graded metal matrix composite, and the composites were manufactured by centrifugal casting at a constant speed. The matrix of the composite was a non commercial aluminium alloy, and Al2O3 particles, with an average grain size of 80 μm, were used as reinforcement. The reinforcement was varied in the range of 3.0–7.5 vol.%, and all the samples were prepared as per the ASTM standards. A pin-on-disc tribometer was used to study the sliding wear behaviour of composites. During the wear test, the speed of the disc was kept constant (0.5 m/s) and load was varied (20 and 25 N) at room temperature. The disc was made of AISI 52100 steel and acted as counter-body. In centrifugally cast metal matrix composite, the accumulation of alumina particles was found towards the outer region of the casting, which also showed an increase in the microhardness in that region. Wear testing indicated comparatively less wear towards the external zone of the castings.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1.1 Introduction
Functionally graded materials (FGM) are newly introduced composite materials that are being researched and developed for the purpose of increasing super heat resistance of various parts such as engine parts and outer body of space crafts. In conventional super heat-resistant materials, the heat-resistant ceramic tiles such as exterior tiles of space shuttles are bonded on metal structures but the ceramic tiles tend to peel off or crack due to variation in thermal stresses, difference of thermal expansion, and other thermal properties at the contact surface between the ceramic and the metal. Most composite materials also show the same behaviour at the molecular level. Composite materials may alleviate the situation in certain circumstances by combining dissimilar materials in the bulk and not along a specific interface in order to synergize them to obtain unique combination of properties while compensating the deficiencies of one another. The FGMs can give the designer the opportunity to overcome the limitations associated with the conventional materials. The FGM can also be used as the material whose properties can be customized for given design requirements. Hence, composite materials can be used to achieve better and cheaper solutions for the established designs [1,2,3,4].
The metal matrix composites (MMCs) give the specific physical, mechanical and thermal properties, at elevated and ambient temperature as compared to conventional materials. The required properties, e.g. low density, high thermal conductivity, good fatigue responses, high abrasion and wear resistance, etc., are modified by the MMCs. Some application of MMCs is fabrication of the spacecraft, satellites, missile nose, helicopters, automobile parts, e.g. piston, connecting rod, nozzles, etc.
Centrifugal casting is considered to be one of the most useful methods that are used for processing of functionally graded materials (FGMs). It has been used extensively for FGMs which are made of aluminium matrix composites (AMCs) [5,6,7]. The composition gradient was obtained by using centrifugal casting which helped in distinguishing the phases with different densities [7, 8]. Denser and cleaner metals are obtained by centrifugal casting as heavier reinforcement particles are thrown to the parts of the mould from the centre of rotation and lighter reinforcement particles and impurities go to the centre. As the centrifugal force varies in radial direction, the microstructural characteristics of centrifuged FGM were investigated in radial direction [9, 10]. Earlier research has shown that heavier ceramic particle distribution in melt is influenced by various forces such as heating temperature of mould, furnace temperature of crucible and velocity of rotation of the mould. So controlling these factors result in the homogeneous metal matrix composites with higher volume fraction of reinforcement particles. Thus, casting with high density, close grain structure, good details and good mechanical properties are obtained.
The dry sliding wear of centrifugally cast homogeneous Al–SiC composites has been researched and published by many authors. Some authors concluded that the hardness behaviour of the centrifugally cast functionally graded Al–SiC composites metal matrix Al (2124)–SiC has smoother variation of SiC particles compared to Al (356)–SiC due to higher freezing range. The maximum hardness obtained at the outer periphery after heat treatment for Al (356)–SiC [8]. When the centrifugal casting of FGM was done at low centrifugal speed, the distribution of reinforcement particles presented a smooth gradient, while at higher centrifugal speed, the distribution of reinforcement particles revealed a sharp gradient [11]. The comparison of homogeneous Al–Si–Mg-20 vol.% SiC composite was done in pin-on-disc test under dry friction condition. The wear coefficient of FGM is one order less than that of homogeneous composite [12]. The mechanical and fatigue properties of AMCs were significantly increased with the increase in reinforcement ratio and decrease in reinforcement particle size. The fracture toughness of AMCs was decreased with the increase in volume fraction of Al2O3 [13].
In the present paper, the wear behaviour and hardness of aluminium metal matrix-based functionally graded materials reinforced with Al2O3 particles were investigated. Centrifugal casting was used to prepare MMCs at a constant rpm in various vol.% of Al2O3.
1.2 Experimental Procedures
1.2.1 Material Processing
The matrix of the composites was a non commercial Al alloy (Si = 0.7%, Cu = 0.10%, Mn = 0.30%, Mg = 0.9%), as reinforcement Al2O3 particles with different volumetric fractions 3.0, 4.5, 6.0 and 7.5 vol.% having 80 μm average grain size. Mg was used as a binding material.
Two steps were used to produce FGM composites. (1) stir casting and (2) centrifugal casting. In the first step, homogeneous MMCs were produced using stir-casting process, and in another step, the centrifugal casting was used to process the FGMs.
The metal was heated in the pit furnace till it gets melted. Then, the reinforcement (Al2O3) was added with different volumetric percentage. After that, the reinforcement was homogeneously mixed by stirrer. The mould was preheated before the metal was poured into it and the cylindrical mould was rotated with a constant rotating speed of 780 rpm. Then, the cast was cooled at room temperature, as shown in the schematic figures. The experiment was repeated with different volumetric fractions of reinforcement Al2O3 particles (Fig. 1.1).

a Centrifugal casting process, b stir-casting process and c cast product
The final FGM is a ring having radius of 42 mm and thickness of 15 mm. The cast ring was divided into two sections, inward and outward having a thickness of 7 mm, each for the evaluation of particle distribution in inward and outward sections of composite. Eight cylindrical specimens were prepared with dimensions as 30 mm length and 6 mm diameter.
1.2.2 Sliding Wear Test
Before the sliding wear test, tungsten filament-based SEM (LEO 435VP) was used to characterize the particle distribution in the FGM samples. The samples were inspected on top surface and from inner zone to outer zone. The crystallographic characteristics of the all types of coatings were investigated with X-ray diffractometer (BRUKER AXS D8 ADVANCE, Cu kα radiation). A standard θ–2θ trace was recorded in the range of 10°–120° for complete phase identification. A Cu Kα radiation source was used (λ = 1.5406 Å), with a 40 kV accelerating voltage and a 30 mA filament current. The signal was recorded at 0.02° steps, with a dwell between 4 and 20 s at each step, according to the desired data quality. The variation of angle (2θ) was from 5° to 120°, and the scanning rate was 2° per minute.
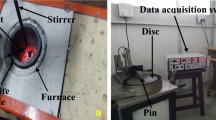
A TR-20 LE pin-on-disc tribometer was used to perform the sliding wear test without lubrication on the pure Al alloy and FGMs. It was tested for confirmation to ASTM G99 test procedure. As counter-body a bearing steel (AISI 52100), hardness 58-62 HRc, with wear track diameter 20 mm was used. The applied normal load was F = 20 and 25 N, respectively, in different experiments with 0.5 m/s sliding speed. The sliding time for all the experiments was 1500 s, and all these experiments were performed at room temperature. Time was same for all specimens and for the second run of the experiment.
The TESTER is stand-alone floor model with independent mobile controller unit which facilitates study of friction and wear characteristics in sliding contact under different conditions. The principle is to press a stationary upper specimen which is cylindrical pin over a hardened rotating disc. The characteristics of material were evaluated using generated wear and online friction. Sliding occurs between the stationary specimen and a rotating hardened disc. Different variables which can be used for the test are: rotational speed, load and sliding track diameter, out of which only load was varied in our tests. The tangential frictional force and wear on specimen are continuously monitored with electronic sensor and recorded on PC as functions of time. Sensor gives the information of frictional force, wears, and speeds of part of the testing unit.
The wear coefficient (or specific wear rate) K of the samples was calculated by using Eq. (1.1) as given below:
where
- V :
-
wear volume (mm3); the wear volume was calculated by weight loss method. A Mettler electronic balance was used for weight measurements.
- F :
-
applied force (N) which is 20 and 25 N in two different runs, respectively.
- X :
-
total distance (m) which the specimen slides during the test for the time period of 1500 s.
The hardness was tested by Brinell cum Vickers hardness tester machine (HPO-250) which is suitable for testing of materials and alloys which are hard or soft, flat or round shape. Machine hardness scales are HV and BHN.
1.3 Results and Discussion
1.3.1 Microstructural Characterization
The microstructures of the reinforced Al2O3 sample and pure Al alloy sample are presented in Fig. 1.2. In the pure Al alloy sample, there is no reinforcement particles as shown in Fig. 1.2a and b, but in the sample with different volume percentages of Al2O3 reinforcement the area fraction of the postulates increases as the volume percentage of reinforcement increases as shown in Fig. 1.2d and f. On examining the inner zone and outer zone, the area fraction of postulates increases from inner to outer zone due to centrifugal force as shown in Fig. 1.2c–f. Further, we have observed that the area fraction of postulates is less in inner zone as compared to outer zone in the lower reinforcement samples (3% vol.). As the volume percentage of reinforcement increases (7.5% vol.) there is smooth variation in inner zone to outer zone due to low centrifugal speed [11].

a and b SEM micrograph for pure Al alloy; c and d inner and outer zones of 3.0% vol of Al2O3 reinforcement; e and f inner and outer zones of 7.5% vol of Al2O3 reinforcement
1.3.2 Composite Characterization
X-ray diffraction was performed to determine the phase structure of the composites. Following are the X-ray diffraction patterns of centrifugally cast FGM samples:
From the analysis of the peaks shown in Fig. 1.3, it can be observed that there are two phases present in the composite; which are the Al matrix phase and the reinforcement A12O3 phase. There are no other intermediate phases produced during fabrication. XRD analysis confirms the uniform distribution and presence of constituents in the blended powder of the specimen.

Composite characterization of FGM
The X-ray diffraction pattern of A12O3 (3.0, 4.5, 6.0 and 7.5 vol.%) composites along with pure aluminium was ascertained from the study. XRD patterns of pure aluminium showed well-defined diffraction peaks at values of 38.43°, 44.76°, 65.02°, 111.83° and 116.36° corresponding to the reflections from the (111), (200), (220), (331) and (420) planes with face-centred cubic (FCC) structure. After adding of alumina particles into the Al matrix, new XRD peaks are observed at values of 35.2°, 78.21°, 82.33° and 97.52° corresponding to the reflections from the (104), (1010), (217) and (223) planes with rhombohedral structure. Both the XRD patterns were in accordance to diffraction JCPDS FILE NO-04-0787 and JCPDS FILE NO-81-1667.
1.3.3 Wear Behaviour
1.3.3.1 Wear in Micrometre with Respect to Time
We examined the wear (μm) with respect to time (s) for the 1500 s. The values of wear for pure Al alloy sample were gradually increasing in the given time intervals. The wear was increased with time, but values of wear were fluctuating at some instant of time intervals. This is due to the contact of counter-body with the protruding Al2O3 particles. Al alloy is a ductile metal which is used as a metal matrix, since ductile metals are prone to transfer back and forth between the sliding materials so the graph exposed positive and negative variations. The greater fluctuation has been shown in Fig. 1.4a and b inner zone samples in comparison with outer zone sample because the reinforce particles in the outer zone are greater. Obviously, the inner zone of ring is more ductile than outer zone. Here, we have provided only the graph observations of the samples at 7.5 vol.% of Al2O3 as the other samples also show the same behaviour in their wear–time fluctuation, and for every sample (at different vol.%), the graph of inner zone showed the greater wear–time fluctuation in comparison with outer zone.

a Wear in micrometres with respect to time for inner zone of ring for a sample of 7.5 vol.% (Al2O3). b Wear in micrometres with respect to time for outer zone of ring for a sample of 7.5 vol.% (Al2O3)
1.3.3.2 Wear Volume
Figure 1.5a shows wear volume for the 20 N run. From the figure, it is inferred that the pure Al alloy has the highest amount of wear volume in comparison with Al2O3 metal matrix composite, as such wear volume of sample with 3.0% vol of Al2O3 is less than the pure Al alloy and similar wear volume results are obtained for the increasing the volume percentage of the reinforcement as 4.5, 6.0 and 7.5%. This is due to increase in the area fraction of Al2O3 particles in Al matrix. Reinforced particles are usually protruding out from the metal matrix composite surface which results in increased surface roughness and also provides protection to the matrix from effective contact with counter-body [14].

a Wear volume of various samples in first run with 20 N load. b Wear volume of various samples in second run with 25 N load
On examining the inner zone and outer zone of various samples, it is observed that the wear volume is more for the inner zone sample than the outer zone sample. In outer zone, the Al2O3 particles have more area fraction as compared to inner zone. The centrifugal force caused the movement of heavier Al2O3 particles from inner zone to outer zone. The difference of wear volume in inner zone and outer zone is ≈0.46 mm3 for 3.0% vol. samples. This difference decreases on increasing the volume percentages (4.5, 6.0 and 7.5%) of Al2O3 reinforcement, i.e. ≈0.15 mm3 in 7.5% vol. samples. In this FGM cast, the average speed (≈800 rpm) was taken which results in more smoother variation of the reinforcement from inner to outer zone.
To verify the first run results, we performed the second experiment under a load of 25 N as shown in Fig. 1.5b. It is shown that the wear volume is more as compared to the first run in each sample due to increased load. The wear volume differences between inner and outer zones are decreasing as the volume percentage of reinforcement is increasing as in the first run under a load of 20 N.
1.3.3.3 Wear Coefficient Variation
The tabulated values of average wear coefficient were studied in two runs. In the first run, the applied load was 20 N and a load of 25 N was applied in the second run. The wear volume was calculated by the weight loss method. The total sliding distance was ≈754 m. The value of wear coefficient decreases from inner to outer zone of the ring. It is due to the presence of more reinforcement particles in the outer zone due the effects of the centrifugal force. The other reasons may be the higher density of reinforcement particles in 7.5 vol.% as compared to 3.0 vol.% of reinforcement particles. It may result in higher collision between the particles which causes the smoother variation of particles [11, 15]. The value of wear coefficient in the inner and outer zones decreases as the amount of reinforcement particles increases from 3.0 to 7.5% in volume percentage as shown in Table 1.1.
To verify the above results, the same experiments were carried out under an applied load of 25 N. In the second run, the wear volume was more as compared to the first run, but at the same time the applied load was more as compared to the first run. So the wear coefficient was varying slightly with respect to the first run as shown in Table 1.2.
1.3.4 Vickers Hardness Test
On investigating the results of Vickers hardness test for the Al alloy and the FGM samples with different vol.% of Al2O3 (3.0–7.5 vol.%), we observed the higher densities of reinforcement particles in the outer zone as compared to inner zone of the cast ring. As the vol.% of the reinforcement increases, the hardness of the FGM samples increases because the postulates of the reinforcement increase the density of Al2O3 particles in the outer zone. The hardness values of the samples were increasing from the inner zone to outer zone. The main reason for the increase in the hardness is due to the presence of the composition gradient in the composite material. The gradients in the composite also play an important role and affect the properties like thermal expansion coefficient and Young’s modulus as reported by many researchers [16, 17]. The result analysis shows increase in hardness from inner zone to outer zone of the samples, and as the vol.% of Al2O3 reinforcement particles increases, the difference between the hardness of inner to outer zone decreases as shown in Fig. 1.6.

Vickers microhardness (HV50) values of various samples
1.4 Conclusions
In this experimental study, the mechanical and tribological properties along with microstructural performance tests of Al metal matrix composite reinforced with micro-alumina particles were investigated. The composites were fabricated via centrifugal casting route at constant speed (780 rpm). On examining the results, we see that up to 7.5 vol.% of reinforcement particle material behaves like a functionally graded material (FGM). On going towards the 7.5 vol.% of reinforcement particles, the difference between wear rate and hardness of inner and outer zones of FGM is very less. On increasing the vol.% of reinforcement, the difference between the wear rate and hardness of inner and outer zone is decreasing. Further on addition of the more vol.% of reinforcement particles beyond 7.5 vol.%, the difference between wear rate and hardness of inner and outer zones would tend to be negligible, as indicated by the wear volume graph. It means material would behave like a non-functional material. For more addition of reinforcement particles, we have to increase the speed of revolution in centrifugal casting process, because it would result in sharper penetration of particles.
References
Aboudi, J., Pindera, M.J., Arnold, S.M.: Higher-order theory for functionally graded materials. Compos. B 30, 777–832 (1999)
Agarwal, B.D., Bansal, R.K.: Plastic analysis of fibre interactions in discontinuous fibre composites. Fibre Sci. Technol. 10, 281–297 (1977)
Giannakopulos, A.E., Suresh, S., Olsson, M.: Elastoplastic analysis of thermal cycling: layered materials with compositional gradients. Acta Metall. Mater. 43(4), 1335–1354 (1995)
Agarwal, B.D., Broutman, J.: Three-dimensional finite element analysis of spherical particle composites. Fibre Sci. Technol. 7, 63–77 (1974)
Wang, K., Xue, H., Zou, M.: Microstructural characteristics and properties in centrifugal casting of SiCp/Zl104 composite. Trans. Nonferrous Met. Soc. China 19, 1410–1415 (2009)
Duque, N.B., Melgarejo, Z.H., Suarez, M.O.: Functionally graded aluminium matrix composites produced by centrifugal casting. Mater. Charact. 55(2), 167–171 (2005)
Kieback, B., Neubrand, A., Riedel, H.: Processing techniques for functionally graded materials. Mater. Sci., Eng. A 362, 81–106 (2003)
Rajan, T.P.D., Pillai, R.M., Pai, B.C.: Functionally graded Al-Al3Ni in situ intermetallic composites, fabrication and microstructural characterization. J. Alloy. Compd. 453 (2008)
Watanabe, Y., Yamanaka, N., Fukui.: Control of composition gradient in a metal-ceramic functionally graded material manufactured by the centrifugal method. Compos. A 29, 595–601(1998)
Drenchev, L., Sobczak, J. Sobczak, N.: Sedimentation Phenomenon and viscosity of water-SiC suspension under gravity Conditions-a water model study for composites synthesis. Colloids. Surf. A 197, 203–211 (2002)
Vieira, A.C., Sequeira, P.D., Gomes, J.R., Rocha, L.A.: Dry sliding wear of Al alloy/SiCp functionally graded composites—influence of processing conditions. Wear 267, 585–592 (2009)
Gomes, J.R., Rocha, L.A., Crnkovic, S.J., Silva, R.F., Miranda, A.S.: Friction and wear properties of functionally graded aluminum matrix composites. Mater. Sci. Forum 423–425, 91 (2003)
Asif Iqbal, A.K.M., Nuruzzaman, D.M.: Effect of the reinforcement on the mechanical properties of aluminium matrix composite. A review, Int. J. Appl. Eng. Res. 11, 10408–10413 (2016)
Mondal, D.P., Das, S., Rao, R.N., Singh, M.: Effect of SiC addition and running-in wear on the sliding wear behaviour of Al–Zn–Mg aluminium alloy. Mater. Sci. Eng. 402, 307–319 (2005)
Gao, J.W., Wang, C.Y.: Modeling the solidification of functionally graded materials by centrifugal casting. Mater. Sci. Eng. 292, 207–215 (2000)
Watanabe, Y., Fukui, Y.: Microstructures and mechanical properties of functionally graded materials fabricated by a centrifugal method. Rec. Res. Develop. Metall. Mater. Sci. 4, 51–93 (2000)
Humberto Melgarejo, Z., Marcelo Suarez, O., Sridharan, K.: Wear resistance of a functionally-graded aluminium matrixcomposite. Scripta Mater. 55, 95–98 (2006)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kumar, B., Mer, K.K.S., Prasad, L. (2019). Dry Sliding Wear Behaviour of Aluminium Metal Matrix-Based Functionally Graded Materials Reinforced with Alumina Particles. In: Singh, I., Bajpai, P., Panwar, K. (eds) Trends in Materials Engineering. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-9016-6_1
Download citation
DOI: https://doi.org/10.1007/978-981-13-9016-6_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-9015-9
Online ISBN: 978-981-13-9016-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)