
Abstract
In the present work, some parameters including temperature, pressure, boundary conditions (lubricant and friction), and also defects during hot extrusion technique (HET) of specimens were studied and their reasons were analyzed. The nanocomposite powders were prepared by a powder metallurgy route consisting of mechanical milling, cold pressing, and HET. Micron-sized Al with different amounts of SiC nanoparticles, 0, 1.5, and 3 vol%, were used to fabricate the specimens. The physical and mechanical properties of the extruded samples such as density, microhardness, tensile strength, and also the microstructure of the materials were evaluated. It was found that by increasing the nanoparticle contents, microhardness and tensile strength increased and ductility declined. The right and appropriate design of die, using foil or aluminum cans, proper lubricant, and extrusion rate were important parameters to be controlled to obtain minimum defects. The results showed that the temperature of 550 °C was more appropriate towards achieving superior tensile strength than at 500 °C and better surface finish than at 500 and/or 600 °C.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In recent years, aluminum metal matrix composites (AMMCs) have attracted more attention due to superior properties such as low density, high strength and stiffness, low coefficient of thermal expansion, machinability, wear, and fatigue resistance. These properties have led to various applications in the fields of aerospace, automotive, military, nuclear power, and microelectronic industries [1,2,3,4,5]. Al–SiC (nano-) composites are fabricated by three different methods: (i) solid-state methods (such as mechanical alloying and powder metallurgy (P/M)), (ii) molten methods (such as stir casting), and (iii) semi-solid methods [6]. Composites reinforced by carbides, borates, nitrides, and oxides have been successfully fabricated by P/M [7, 8]. The P/M techniques are known to contribute to the good distribution of the reinforcement particles, without the typical segregation phenomena in comparison to other processes [6, 9]. Usually in P/M techniques, some processes such as cold pressing, cold pressing followed by conventional sintering, hot pressing, hot isostatic pressing can be done after milling [10,11,12]. Hot extrusion technique (HET) of powders is one of the important processes in (nano-) composite fabrication and is usually used as the secondary processing technique. Moreover, in some studies, after fabricating as-cast samples, secondary processes such as HET and/or hot forging have been used to improve the physical and mechanical properties [13, 14]. According to Taleghani et al. [15], there are three methods for the extrusion of powder mixtures: (i) loose powder extrusion, (ii) green billet extrusion, and (iii) powder extrusion using canning and degassing. In HET, large hydrostatic compressive forces occur, and an unidirectional force component makes the compact flow through the die. HET, as a conventional thermo-mechanical process, seems to be an effective way which also leads to: (i) the breaking up of particle agglomerations, (ii) improved matrix-to-reinforcement interfacial bonding, (iii) decrease of porosity, (iv) obtaining a more uniform (nano-) particle distribution, (v) refining the grains and reinforcing phases, and (vi) increasing the (micro-) hardness, strength (compression and tensile), and elongation of AMMCs [14, 16, 17]. Some fabrication parameters for different materials are summarized in Table 1.
In general, AMMCs have weak extrude-ability due to the presence of hard reinforcement particles which are almost non-deformable. For example, failure of reinforcement particles, separation at the interface and/or surface cracks after extrusion can be pointed out. Therefore, it is required to design fabrication level and control variables of process appropriately to achieve extruded samples without defects and with desired properties [23]. In this work, Al–SiC nanocomposites with different amounts of SiC nanoparticles were fabricated via mechanical milling, cold pressing, and HET. The effects of temperature and pressure on tensile properties, and effects of boundary conditions on surface quality of fabricated samples were studied. Also, the effects of volume fraction of SiC nanoparticles on relative density, microhardness, and tensile behavior of the specimens were investigated.
2 Material and Experimental Procedures
The fabrication process of Al–SiC nanocomposite is shown in Fig. 1.

Fabrication process in this work
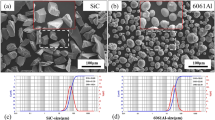
Al powder as the matrix (gas atomized, average 100 μm, irregular morphology) and SiC as the reinforcement particles (average 50 nm, nearly spherical morphology) were milled in an attrition ball mill. The diameter of the balls were 10 mm and the powders were milled for 12 h under inert argon atmosphere. The ball-to-powder weight ratio (BPR) and rotational speed were 10:1 and 360 rpm, respectively. To prevent cold welding during milling, 1 wt.% stearic acid was used as process control agent (PCA). After milling, the powders were degassed at 400 °C for 120 min in order to remove moisture. Figure 2 shows the morphology of the as-received material.

SEM micrographs of a Al and b SiC nanoparticles
After the milling process, the powder mixture was wrapped using an aluminum foil and then cold pressed under a pressure of about 400 MPa. It was found that application of this pressure for some minutes resulted in higher relative density and so, the cold pressing pressure was applied for about 5 min for other samples. The cold pressed samples were then heated up to 500 °C at a rate of 10 °C per minute. Afterwards, the samples were kept at 500 °C for about 30 min and were extruded using a 100 tones hydraulic press. Extrusion ratio and extrusion rate for fabrication of all samples were adjusted to 8.5:1 \((\upeta = (D_{1} /D_{0} )^{2} = ({{35} \mathord{\left/ {\vphantom {{35} {12}}} \right. \kern-0pt} {12}})^{2} )\) and 5 mm/s, respectively. In order to reduce frictional force and improve the extruded sample's quality, internal surface of the die must be lubricated. It was observed that graphite based fireproof grease, Molykote brand, had the best result and was used as the lubricant. Figure 3 illustrates a schematic of the components of cold pressing and hot extrusion. Since the punch and die sets were required to be heated up to 500 °C through the hot extrusion, heat-treated hot-work tool steel 1.2344 (H13) was used for the die and punch material. In Fig. 3a, a tablet with the thickness of 5 mm was used. The tablets assisted the cold pressed specimens to be pulled out from the die more easily.

Schematic of the components of a cold press, b hot extrusion, and c the dies and punch made of 1.2344 heat-treated hot-work steel
The density of the extruded samples were determined by Archimedes method according to ASTM C373-88. The microhardness of samples were measured by applying a 100 grams-force to the specimen for 15 s (according to ASTM E384). At least 10 measurements were made for each specimen. The tensile properties of the as-extruded nanocomposites were determined as per ASTM E8 (with the gage length of 45 mm and diameter of 9 mm). It was performed at room temperature at a speed of 3 mm/min (strain rate about 1 × 10−3 S−1). Three tests were done for each specimen and the average values of the results were reported.
3 Results and Discussion
3.1 Porosity
In general, properties of engineering materials and especially properties of (nano-) composites are influenced seriously by porosity. Porosity affects electrical and thermal conductivity of composites; but more importantly, deleterious effects of these defects may be seen on mechanical properties such as (micro-) hardness, yield stress (YS), ultimate tensile strength (UTS), creep resistance, fatigue resistance, and even wear behavior of composite, because porosity makes load bearing surface smaller and also causes multi-dimensional stress in cross-section and localized stress concentration [24]. These effects are noticed inspite of observations by Alizadeh et al. [25] which states that porosity do not pose many deleterious effects on compressive strength of the composites. Increasing the amount of porosity reduces required length of crack growth for joining other cracks that finally causes delamination. Porosity can be destructive even for corrosion resistance [26]. Therefore, porosity can be considered as a primary criterion to evaluate composite quality [27]. In this work, at first, powders have been compacted at a pressure of about 400 MPa to obtain a density of about 75% of theoretical density. Also, measurements show that the density of compacted samples in the beginning of HET, under applied temperature and the pressure of punch in die increases to about 90% of the theoretical density. With the passage of compacted powders through die and reduction of cross-section, density of samples are obtained close to the theoretical value. Figure 4 illustrates the variation of relative density versus volume fraction of SiC nanoparticles.

Variation of relative density with SiC content
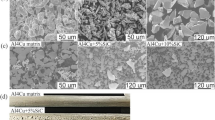
Porosity must be controlled in important industrial components because the long-time stability must be guaranteed during operation. Forming processes such as HET, rolling, and forging can also reduce the amount of porosity [24]. Khademian et al. [13] concluded that with increasing the amount of reinforcement particles, relative density is reduced in as-cast and extruded composites. The density of as-cast samples are lower than the extruded ones (with the same amount of reinforcement particles) and they found that it is because of porosities. Generally, difference between theoretical and experimental density is attributed to porosities by the researchers [24, 28]. It should be noted that if porosities of composites, based on the position and location, be classified into two groups: (i) porosities located at the intersection and adjacent areas, and (ii) porosities located in matrix regardless of reinforcements [29], porosities of group (i) have more harmful effects. When porosities are located at intersection of matrix and reinforcement, intersection of composite become seriously defective and weak and therefore, connection between the matrix and reinforcement will not be strong. Thus load transfer from matrix to the reinforcements is not well, and enough strengthening can not be achieved. Reinforcements can be debonded from matrix under low stress [24]. Even the thermal conductivity is affected from strength of field and reinforcement connection in the interface [30]. The bonding between powder nanoparticles before the HET is weak and samples don’t show good physical and mechanical properties. By passing compacted powders through die and applying severe shear deformation, healthy and perfect metallurgical bonds are created between powder particles. Uniform distribution of reinforcement phase is one of the most important factors to improve (nano-) composite properties [6, 19]. Reinforcement (nano-) particle agglomerations weakens physical and mechanical properties of composites [14, 20]. Although HET helps in uniform distribution of reinforcing phase in matrix [14], but when: (i) mixing technique is inappropriate, and/or (ii) volume fraction of reinforcement phase is high, it will be hard to achieve a uniform distribution of reinforcement phase in matrix. In some cases, such as: (i) localized agglomeration of reinforcement particles, (ii) the entrapment of holes at the intersection of matrix/reinforcement, and (iii) the presence of very fine pores in compacted reinforcement particles causes increasing porosity and reducing properties of composite materials. Aluminum particles before and after 12 h milling are shown in Fig. 5a, b, respectively. As these figures suggest, the Al powder particle size has decreased significantly after 12 h of milling. X-ray maps of Si particles are depicted in Fig. 5c, d, after 12 h milling and in Fig. 5e, f after HET. These all show more uniform dispersion of SiC nanoparticles over the Al particles after HET as observed similarly by other researchers [6, 19].

SEM micrographs of a Al, b Al after 12 h milling, X-ray map of Si particles: c, d after 12 h milling and e, f after HET
Applying stress during forming (especially, in HET) can reduce porosities and is proposed as a solution to overcome porosities. By imposing forming processes such as HET, due to breaking up of particle agglomerates, the porosities will decrease [31]. Another mechanism that explains decrease in porosities, caused by HET, is flow of material under shear stress components resulting in filling of pores [32]. In addition to these, large compressive hydrostatic stresses are considered as features of extrusion that causes closure of small porosities or empty spaces in the intersection.
3.2 Tensile Properties and Microhardness
Figure 6 shows true stress–strain curves of the extruded samples. Also, Table 2 presents the results of tensile and microhardness tests. The YS and UTS increases with SiC content, while the elongation to fracture is reduced.

Effects of SiC nanoparticles on the true stress–strain curves of the hot extruded samples
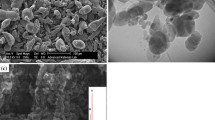
It is clear that the strength of the nanocomposites is higher than that of the matrix alloy, because of the strengthening mechanisms due to the existence of nanoparticles. The role of nanoparticles in the strengthening of matrix in the nanocomposites has previously been investigated by researchers and is usually attributed to: (i) Hall–Petch mechanism [6, 19, 33], (ii) Orowan strengthening mechanism [6, 18], (iii) thermal mismatch, (iv) shear lag, and (v) load bearing effects [18, 34]. In addition, the role of the HET in the improvement of physical and mechanical properties as a secondary process in (nano-) composites is due to the uniform distribution of (nano-) particles in the matrix, the lowering of porosity, and the grain refining, as reported by the researchers [14]. Also, (i) Hall–Petch mechanism, and (ii) rule of mixtures can be pointed out as reasons for increasing microhardness [6, 19]. As is shown in Fig. 6, elongation of non-reinforced samples is more than reinforced samples by nanoparticles. In fact, low elongation is limitation of AMMCs compared to aluminum alloys. Ceramic reinforcement (nano-) particles inherently have high strength with high brittle properties that are characteristics of these class of materials. These differences with AMMCs causes three-dimensional stress and stress concentration around the reinforcement particles. The presence of three-dimensional stress around ceramic reinforcement particles results in less elongation. In fact, three-dimensional stresses limit deformation of the matrix phase into the space between reinforcement particles that are near each other. This leads to flow stress and localized stresses become higher than YS of the matrix that causes the samples fail without significant plastic deformation. In the images of fracture surface, the areas related to ductile fracture are specified as dimple. Thus, if the size of dimples of fracture surface is greater and/or the depth and number of them are higher, it can be concluded that ductility of samples is higher and fracture occurs in a ductile manner. Fracture surface of samples with brittle fracture are smoother and almost without dimples in their fracture surface than those with ductile fracture. These indicate that the fracture occurs in quite brittle manner in brittle-cleavage mechanism [6]. Figure 7 shows fracture surface of Al and Al–SiC nanoparticle samples after tensile test. A mixture of brittle and ductile fracture modes is observed for samples. Characteristics of ductile and brittle fracture are seen simultaneously in the fracture surface of nanocomposite and depending on the volume fraction of reinforcement phase. So it is clear that by increasing the volume fraction of SiC nanoparticles, failure is closer to brittle mode. The results of the stress–strain curves also suggest the same thing and by increasing the volume fraction of nanoparticles, plastic deformation have significant reduction. Ductile fracture usually can occur along planes with 45° (planes with maximum shear stress) [6]. Figure 7d indicates fracture mode of Al sample. Non-reinforced aluminum samples have a little plastic deformation which lead to necking. Therefore, it can be said that fracture happens in cup-cone mode and is ductile-like fracture.

SEM fracture surfaces of the samples after the tensile test: a Al, b Al-1.5 vol% SiC, c Al-3 vol% SiC, and d fracture mode of the Al
3.3 Effects of Temperature and Pressure in HET
The effects of HET temperature on tensile strength of Al-1.5 vol% SiC nanoparticles samples is shown in Fig. 8.

Effects of temprature on YS and UTS
Figure 8 indicates that by increasing HET temperature, tensile strength of samples is increased. This seems to be caused by two factors: (i) better sintering of compacted samples and higher adhesion between reinforcement nanoparticles and matrix, and (ii) pre-heating samples at high temperature, increases thickness of the oxide layers on aluminum surface and this layers are crushed during HET, and distributed in matrix [15]. Usually, during fabricating composites, particles orient complete randomly in matrix. By applying HET, amount of shear stresses that comes from the matrix to the particles are different, due to various orientation of particles. Moreover, due to malalignment of all particles with extrusion axis, applied stress causes torque in particles. If it is large enough and matrix don’t show much resistance against reinforcement phase, particles will have rotation. But if the rotation is not possible and the applied stress exceeds a critical value, the particles will fail. Since matrix has usually high flow stress at low temperatures, rotation of the particles in the matrix are difficult and failure is more probable. But increase in temperature causes matrix to be ductile (deformable) and particles to be aligned along the direction of extrusion more easily. Thus by increasing temperature, matrix will be more ductile and rotation of particles becomes easier, fracture of particle is reduced and orientation of reinforcement phase along extrusion axis improves. So effective surface of particles to load transition increases. Also, the more easy flow of matrix in high temperatures causes filling up of the fine-cracks, holes and improving the interface bonding. All these factors help to increase the strength. Figure 9 illustrates effects of temperature on extrusion pressure.

Effects of temperature on extrusion pressure
As it is clear from the Fig. 9, HET pressure in the temperature range of 500–600 °C increases by about 13%. This seems to be because of two reasons: (i) better sintering of powders that lead to increasing tensile strength, and (ii) increasing temperature that leads to increase in friction coefficient between specimen and die wall. However, with further increase in the HET temperature, because of nearing of temperature to the melting point of aluminum and a severe reduction in flow stress, HET pressure reduces significantly. HET pressure of powder depending on extrusion rate or strain rate is less than solid material. It is due to the porosity effects and bonding between powder particles during the deformation of powder samples; however, by changing the strain rate, extrusion pressure also changes. It is also observed that with increasing extrusion rate, required pressure for extrusion process increases. Increasing pressure is due to strain rate sensitivity of material behavior. According to Eq. (1) [35]:
where σ is the flow stress, \(\dot{\upvarepsilon }\) is the strain rate, C is constant, and m is strain rate sensitivity. Therefore, in a constant high temperature, increasing strain rate or deformation speed causes increasing flow stress and then increasing extrusion pressure.
3.4 Effects of Boundary Conditions in HET
In HET, various parameters like lubrication, thermal conditions, pressure, extrusion rate, and extrusion ratio play important roles on final quality of extruded samples. Generally, the boundary conditions (lubrication and friction) are important factors in controlling the material flow and forming process. As can be seen in Fig. 10a, lack of lubrication in HET of nanocomposite powders causes the samples not to have appropriate surface quality. In such circumstances, the extruded sample surface is like poplar trees or snake-skin or fish-skin. The reason of appearance of such defects is the severe frictional forces between interface of extruded sample and the die especially due to presence of hard ceramic reinforcement particles. Figure 10b shows improvement of surface quality after using Molykote lubricants. Efficient Lubrication reduces frictional forces and give rise to easier material flow and more uniformity of the material structure. Surface cracks are another defect observed in the extruded samples. This deficiency can be prevented by reducing the die wall friction. Such condition can be obtained by a couple of approaches. Proper lubrication of die wall and wrapping the cold pressed ingot by aluminum foil before placing in the die can reduce the frictional force significantly. Aluminum foil can cause to form a uniform layer on the surface of the sample and prevents the formation of deep surface cracks. It is clear that aluminum foil can prevent the ceramic particles to come in contact with the internal surface of die and hence reduces the frictional forces.

Hot extruded Al–SiC nanocomposite sample surface; a without and b with Molykote lubricant
Of course, after fabricating the samples, it is observed that the temperature of 550 °C is more appropriate because of two reasons: (i) achieving higher tensile strength than the temperature of 500 °C, and (ii) the quality of surface of the sample is better than temperatures of 500 and 600 °C. During HET, both the internal and external material rates must be equal. Otherwise, the extruded billet will bend, as depicted in Fig. 11a. This event is attributed to unequal frictional forces in different segments of the die wall and non-homogeneous lubrication. It is also observed that by reducing the extrusion rate, the quality of the final product will be improved (Fig. 11b).

Hot extruded Al–SiC nanocomposite samples in the temperature of 500 °C and the extrusion rate of 5 mm/s: a defected sample (not appropriate), b perfect sample
In high extrusion rate: (i) due to increased friction stresses between the die and sample, temperature increases and leads to the local melting. This factor makes surface cracks to appear on the sample and results in undesirable quality of surface. Research of Lieblich et al. [36] about extrude-ability of 2124-SiC composite shows that increasing extrusion rate causes increasing shear stresses on die surface and intersection of matrix and reinforcement phase, (ii) in deformation of composites, weaker areas deforms faster; thus by increasing extrusion rate, matrix phase moves faster than particles and this causes them to move to areas which have less flow, and (iii) increasing extrusion rate leads to increasing shear stresses on particle surface. This phenomena and sudden failure of particles, because of increasing of flow rate at the outlet of die, causes amplification failure of the particles. Therefore, due to friction between the wall of die and sample, the percentage of particle failures can be higher in these areas that leads to surface cracks of sample. Results of Chawla et al. [37] confirms increasing the particle failure percentage by increasing strain rate. They attributed the reason of this phenomena to decrease in orientation of the grains at higher speeds.
4 Conclusions
The results of this work are summarized as follows:
-
1.
Via the HET method, nanocomposite samples with ultra-low porosity or free of porosity with the density to theoretical value, are obtained.
-
2.
Increasing HET temperature due to better sintering of samples lead to increase extrusion pressure, tensile strength and also microhardness of extruded samples.
-
3.
Use of aluminum foil and lubricant are effective for improving surface quality of extruded samples. Under such circumstances, some surface defects such as needle cracks will be lost.
-
4.
The presence of hard ceramic nanoparticles in compacted sample causes severe wearing of die components. Thus, dimensions of die and fabricated samples changes and some defects such as extruded sampling arch can be seen. Using foil or aluminum cans and proper lubricant can partially overcome these defects.
-
5.
The product quality will be better by reducing extrusion rate. But, due to economic reasons, extrusion rate should be chosen in such a way that production rate be acceptable in addition to fabricate healthy samples.
-
6.
Temperature range of 500–600 °C is appropriate in order to perform HET, so lower or higher than this temperature range causes some surface defects and reduces the strength of samples. The temperature of 550 °C can be selected as the appropriate initial temperature due to desired mechanical properties and reduced surface defects.
-
7.
The presence of SiC nanoparticles increases both microhardness and YS by about 45 and 70%, respectively and reduces ductility by about 130%. Microhardness enhancement can be explained by rule of mixtures and Hall–Petch theory and YS can be explained by Hall–Petch theory, Orowan strengthening mechanism, and thermal mismatch.
References
Alizadeh A, Abdollahi A and Biukani H, J Alloys Compd 650 (2015) 783.
Abdollahi A, Alizadeh A and Baharvandi HR, Mater Sci Eng A 608 (2014) 139.
Asgharzadeh H, Trans Indian Inst Met 69 (2016) 1359.
Aniruddha-Ram HR, Coppad PG and Kashyap KT, Trans Indian Inst Met 67 (2014) 325.
Pakseresht AH, Ahmadian-Baghbaderani H and Yazdeni-Rad R, Trans Indian Inst Met 69 (2016) 1007.
Abdollahi A, Alizadeh A and Baharvandi HR, Mater Des 55 (2014) 471.
Alizadeh M and Aliabadi MM, J Alloys Compd 509 (2011) 4978.
Ortiz JL, Amigó V, Manzano A and Pérez MA, Metall Mater Trans B 38 (2007) 1.
Torralba JM, da Costa CE, Velasco F, J Mater Process Tech 133 (2003) 203.
El-Daly AA, Abdelhameed M, Hashish M and Eid AM, J Alloys Compd 542 (2012) 51.
Ahmed A, Neely AJ, Shankar K, Nolan P, Moricca S and Eddowes T, Metall Mater Trans A 41 (2010) 1582.
Jafari M, Abbasi MH, Enayati MH and Karimzadeh F, Adv Powder Technol 23 (2012) 205.
Khademian M, Alizadeh A and Abdollahi A, Trans Indian Inst Met (2016). doi:10.1007/s12666-016-0962-0.
Ezatpour HR, Sajjadi SA, Sabzevar MH and Huang YZ, Mater Sci Eng A 607 (2014) 589.
Jabbari Taleghani MA, Ruiz Navas EM and Torralba JM, Mater Des 55 (2014) 674.
Ceschini L, Minak G, Morri A, Comp Sci Technol 69 (2009) 1783.
Ezatpour HR, Sajjadi SA, Sabzevar MH and Huang Y, Mater Des 55 (2014) 921.
Ghasemi Yazdabadi H, Ekrami A, Kim HS and Simchi A, Metall Mater Trans A 44 (2013) 2662.
El-Kady O and Fathy A, Mater Des 54 (2014) 348.
Senthilkumar R, Arunkumar N and Manzoor Hussian M, Results Physc 5 (2015) 273.
Rizaneh S, Borhani GH and Tavoosi M, Adv Powder Technol 25 (2014) 1693.
Emamy M, Khodadadi M, Honarbakhsh Raouf A and Nasiri N, Mater Des 46 (2013) 381.
Kim NH, Kang CG and Kim BM, Int J Mech Sci 43 (2001) 1507.
Tekmen C, Ozdemir I, Cocen U and Onel K, Mater Sci Eng A 360 (2003) 365.
Alizadeh A, Taheri-Nassaj E and Hajizamani M, J Mater Sci Technol 27 (2011) 1113.
Hashim J, Looney L and Hashmi MSJ, J Mater Process Tech 92 (1999) 1.
Altinkok N and Koker R, Mater Des 27 (2006) 625.
Bharath V, Nagaral M, Auradi V and Kori SA, Procedia Mater Sci 6 (2014) 1658.
Etemadi R, Pillai KM, Rohatgi PK and Hamidi SA, Metall Mater Trans A 46 (2015) 2119.
Tatar C, Özdemir N, Phys B 405 (2010) 896.
Rahmani Fard R and Akhlaghi F, J Mater Process Tech 187 (2007) 433.
Kennedy AR and Wyatt SM, Comp Sci Technol 60 (2000) 307.
Meyers MA, Mishra A and Benson DJ, Prog Mater Sci 51 (2006) 427.
Zhang Z and Chen DL, Scripta Mater 54 (2006) 1321.
Wang X, Wu M, Ma W, Lu Y and Yuan S, J Mater Eng Perform 25 (2016) 64.
Lieblich M, Gonzalez-Doncel G, Adeva P, Ibanez J, Torralba M, and Caruana G, J Mater Sci Lett 16 (1997) 726.
Chawla N, Williams JJ and Saha R, J Light Met 2 (2002) 215.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sattari, S., Jahani, M. An Investigation of Parameters Involved and Defects in the Fabrication of Al–SiC Nanocomposite Using Hot Extrusion Technique. Trans Indian Inst Met 70, 2361–2370 (2017). https://doi.org/10.1007/s12666-017-1097-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-017-1097-7