
Abstract
Metal matrix composite (MMC) rods made of an aluminum alloy matrix with a chemical composition close to AA6061, reinforced with 5, 10, and 15 vol pct of titanium nitride particles, were produced by hot extrusion of cold compacted cylindrical forms to obtain better mechanical properties than the aluminum alloy itself. Artificial aging by heat treatment makes composites have higher increments in yield and tensile strength. Aging kinetics was analyzed by hardness and differential scanning calorimetry (DSC) measurements, showing acceleration with a direct relationship to the reinforcement percentage.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Initial research work on metal matrix composites (MMCs) was focused on MMCs reinforced with continuous fibers, such as C, SiC, B, B4C, or Al2O3, in the shape of filaments or strands, and the matrixes used were Al and Mg, and then Ti alloys.[1] However, aluminum alloys constitute the most common choice of all the metal matrixes for manufacturing MMCs[2] because of their properties.[3–8]
Due to the cost/performance ratio consideration, the researcher’s interest has been focused on commercial applications of composite aluminum alloys with discontinuous reinforcements, such as SiC w , SiC p , Al2O3p , and SiO2p .[9–14] In addition, the aluminum matrix composites with discontinuous reinforcements can be manufactured using standard procedures, such as melting, powder metallurgy, forging, extrusion, lamination, or welding.[15]
Besides the improved mechanical properties that can be produced in Al-MMCs by adding ceramic particles, when these composites are processed by powder metallurgy techniques, they show an additional strength contribution, which is due to the dispersion of an oxide layer that covers the aluminum powders, when this layer is incorporated and dispersed conveniently as incoherent particles into the metallic matrix during the consolidation process.[16]
Based on the results obtained by Shyu et al.[3] in a reactive route, and Huashun et al.[17] in Al-Mg-Ti melted alloys reinforced by the addition of TiN particles, the purpose of this investigative work was to evaluate the improvements produced in the mechanical behavior of an aluminum alloy matrix, by the addition of TiN particles processed by hot extrusion of cold compacted cylindrical forms of powder mixtures.
The composites produced in this work were mixtures of an AlMgSiCu alloy with a very similar composition to AA6061, and using three volumetric percentages (vol pct) of TiN particles: 5, 10, and 15. TiN had a minimum purity of 99.8 pct, density of 5.22 g/cm3, and nominal particle size of 2 to 5 μm, and was supplied by Johnson Matthey (Alfa Aesar, Germany). The aluminum alloy powder was supplied by The Aluminum Powder Co. Ltd. (West Midland, England). Its chemical composition is provided in Table I, along with the specifications of the forged alloy in agreement with AA specifications. Figure 1 shows scanning electron micrographs of (a) powders of the AlMgSiCu alloy (round morphology) and (b) powders of TiN (polygonal morphology) used in this work.

Powders of (a) AlMgSiCu alloy and (b) TiN particles
The powders were weighed using a precision scale ± 0.001 g, and then they were placed in a laboratory mill (10-cm internal diameter with 30 alumina balls with a diameter of 2.54 cm ) and were mixed for 2 hours at 90 rpm to assure a good distribution of reinforcement particles in the aluminum matrix. Afterward, the mixture was transferred to hermetic containers.
Samples of approximately 40 g were taken from each of the prepared mixtures and were submitted to uniaxial cold compression at room temperature in a simple action hydraulic press, with a slow and gradual increase in pressure up to 250 MPa in a cylindrical matrix form, according to ASTM B331. This process resulted in compacted cylindrical forms of 25 mm of diameter and an approximated height of 30 mm.
The surfaces of the compacted samples were lubricated with a suspension of 20 wt pct of graphite powder and REPSOLFootnote 1 SAE 15W40 oil to assure separation of the extruded Al-MMCs from the extrusion matrix made of H13 steel.
The compacted samples were introduced into the extrusion matrix, which was then placed in a furnace at 573.3 K. The temperature was increased at a10 K/min ratio up to 823.3 K and held there for 30 minutes. Afterward, the compacted samples were extruded for the final consolidation and cooled at room temperature.
The extrusion matrix had an exit diameter of 5 mm and an attack angle of 120 deg. Taking into account the initial diameter of the green compact form of 25 mm, the extrusion ratio was 25:1. The extruded products were rods of 5 mm of diameter with an approximate length of 400 mm, without porosity and a smooth surface.
In agreement with ASTM E8M, the original diameter of extrusion (5 mm) was machined in the central zone (20-mm length) to 4 mm of diameter, to keep the L/D ratio = 5. Twelve machined samples were obtained (three for each composition: 0, 5, 10, and 15 vol pct TiN).
An Instron machine model 4204 with a crosshead velocity of 0.12 mm/s was used for tensile tests. Three fundamental parameters were obtained: yield stress at 0.2 pct, tensile strength, and elongation (pct).
The parameters of the T6 heat treatment for the basic alloy were applied to 12 specimens (three for each composition: 0, 5, 10, and 15 vol pct TiN) and consisted of a solution treatment at 803.3 K for 90 minutes, cool water quenching, and immediate aging at 448.3 K in a vacuum furnace during 8 hours. This aging time was optimal for the basic alloy and was used on the other specimens to compare them. The specimens with reinforcements of 5, 10, and 15 vol pct TiN resulted overaged after the heat treatment.
To analyze the influence of the quantity of reinforcement on aging kinetics, differential scanning calorimetry (DSC) in a Perkin-Elmer DSC-7 was made in Ar atmosphere with a scanning rate of 20 K/min and a 0.2 MPa constant pressure with 99.998 pct aluminum samples used as a reference material. The scanning range was limited from 423 to 673 K, 0.05 g of each material were used, and the normalized curve slope was corrected by unit mass.
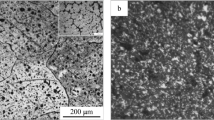
Figure 2 shows micrographs of the MMCs extruded. In general, it was observed that Al-MMCs reinforced with TiN particles had no porosity. In addition, the TiN particles appear to have a reasonable uniform distribution within the matrix after extrusion. Nevertheless, some clustering tendency was observed in the MMCs with 15 vol pct of TiN. The purpose of these micrographs is to show the reinforcement’s distribution.

SEM micrographs of the Al-MMCs in “as-extruded condition”: (a) AlMgSiCu alloy with 5 pct of TiN, (b) AlMgSiCu alloy with 10 pct of TiN, and (c) AlMgSiCu alloy with 15 pct of TiN
Table II shows the tensile strength, at a 0.2 pct yield strength, and elongation values of the extruded material and the extruded material with a T6 heat treatment.
Figure 3 shows the results from a Vickers test, which was applied to 40 specimens (10 of each composition, 0, 5, 10, and 15 vol pct TiN); a 10 N load was applied to each sample for 15 seconds, and measurements were taken at room temperature at different times during the aging process. Five hardness measurements were obtained from each specimen.

Vickers hardness as a function of aging time at 423 K for the base alloy and the Al-MMCs
In the DSC thermograms of Figure 4, an alteration in the kinetic precipitation of the phases is shown, and it is represented by a displacement of the curves to the left. This may be attributed to the variation of diffusion, due to the presence of a higher amount of dislocations or segregations of solute atoms around the reinforcement particles. In general, there is an influence of residual tension fields around the particles,[18] produced by the difference between the coefficients of lineal thermal expansion between the matrix and the reinforcement. Dislocations constitute preferential sites for heterogeneous nucleation of the precipitates.[19] In addition, it can be observed in Figure 4 that the precipitation sequence of the alloy matrix does not change, i.e., the appearance of exothermic peak A around 523 K and peak B around 573 K.

DSC diagrams for the matrix and Al-MMCs
Summarizing, the present investigation has shown that there is an increase in the strength of the Al-MMCs, up to approximately 10 vol pct of TiN. However, there is a decrease in strength on a composition of 15 vol pct TiN; this decrease results in an even lower strength than the one of the base material, probably due to the tendency of the TiN particles to form clusters. The percentage of elongation is reduced in direct proportion to the percentage of addition of reinforcement in almost all cases.
On the other hand, as expected, all reinforced materials were always harder than the base material, and also showed accelerated aging in relation to the simple alloy, as shown in Figure 4, where the metastable coherent β″ (peak A) and semicoherent β′ (peak B) phases are clearly formed before those of the corresponding alloy without reinforcement particles.
However, in all cases, it was observed that the precipitation process of the materials presents a similar behavior, with the presence of exothermic peaks around 523 and 573 K.
Notes
REPSOL is a trademark of Repsol YPF.
References
S.M. Lee: International Encyclopedia of Composites, 1st ed., John Wiley & Sons, New York, NY, 1976, p. 379
A.R. Begg: Powder Metall., 1993, vol. 36, pp. 107–10
R.F. Shyu, F.T. Weng, C.T. Ho: J. Mater. Processing Technol., 2002, vol. 122, pp. 301–04.
J.C. Huang, C.S. Shin, S.L.I. Chan: Int. J. Fatigue, 2003, vol. 26, pp 691–703.
K. Shin: Adv. Performance Mater., 1998, vol. 5, pp. 307–18
W.C. Harrigan: Engineered Materials Handbook, 1st ed., ASM INTERNATIONAL, Metals Park, OH, 1987, pp. 889–95
W.H. Hunt, T.J. Rodjom: Adv. Powder Metallurgy Particulate Mater., 1992, vol. 9, pp. 21–32
Ü Cöcen, K. Önel, I. Özdemir: Compos. Sci. Technol., 1997, vol. 57, pp. 801–07
S. Oin, M. Gupta: J. Mater. Sci., 1995, vol. 30, pp. 5223–27
A.W. Bowen, M. Ardakani, and F.J. Humphreys: in Metal Matrix Composites: Processing, Microstructure and Properties, 1st ed., N. Hansen et al., eds., 1991, pp. 241–46
N.L. Han, Z.G. Wang, G.D. Zhang: Compos. Sci. Technol., 1997, vol. 57, pp. 1491–97
J.H. Tweed: Mater. Sci. Eng., 1991, vol. 135A, pp. 73–76
Chai-Yuan Sheu, Su-Jien Lin: Scripta Mater., 1996, vol. 35, pp. 1271–76
A. Borrego, J. Ibáñez, V. López, M. Lieblich, G. González, Doncel: Scripta Mater., 1996, vol. 34, pp. 471–78
W.C. Chen, C.H.J. Davies, I.V. Samarasekera, J.K. Brimacombe, E.B. Hawolt: Metall. Mater. Trans. A, 1996, vol. 27A, pp. 4095–4111
J.K. Tien and E.G. Jacobs: in Mechanical Properties of Metallic Composites, 1st ed., S. Ochiariy, ed., M. Dekker, Inc., Japan ,1994, pp. 25–40
Y. Huashun, J.D. Kim, S.B. Kang: Mater. Sci. Eng. A, 2004, vol. 386, pp. 318–25
J.L. Ortiz, V. Amigó, M.D. Salvador, C.R. Pérez: Revista Metalurgia, 2000, vol. 36, pp. 348–56
V. Amigó, J.L. Ortiz, M.D. Salvador: Scripta Mater., 2000, vol. 42, pp. 383–88
One of the authors (MAP) thanks the Instituto Tecnológico y de Estudios Superiores de Monterrey, Campus Querétaro, for the scholarship provided to him.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted May 15, 2006.
Rights and permissions
About this article
Cite this article
Ortiz, J., Amigó, V., Manzano, A. et al. Mechanical Properties of Composites Made of an Aluminum Alloy Matrix Reinforced with Titanium Nitride Particles, Consolidated by Powder Extrusion. Metall Mater Trans B 38, 1–4 (2007). https://doi.org/10.1007/s11663-006-9003-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-006-9003-4