
Abstract
Limited metal resources and significant environmental hazards urged researchers for finding sustainable technology for recycling of waste printed circuit boards (PCBs) to recover metals. Therefore, the present paper is focused on the recovery of copper (Cu) from waste PCBs using mechanical pre-treatment followed by hydrometallurgical processing. Initially, depopulated PCBs were pre-treated to get enrich copper in metallic concentrate. Further, experiments were carried out with varying different process parameters, i.e. acid concentration, oxidant concentration, time, etc., to obtain optimized condition for efficient Cu leaching from metallic concentrate. It was found that 99.9% Cu was leached using 20% H2SO4 at 75 °C in the presence of 20% H2O2 within 120 min maintaining 100 g/L pulp density. The obtained leach liquor could be used for electro-winning to recover pure copper metal.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Due to rapid economic growth and continuous replacement of old electrical and electronic devices with advanced one resulted in the generation of massive amount of discarded e-waste such as personal computer, printer, and mobile phone. These e-wastes essentially contain printed circuit boards (PCBs) as a key component which is made up of glass reinforced resin and copper metal sheet including valuable metals (silver, gold, platinum, etc.) and hazardous metals. It has been reported that 52 million metric tons (Mt) e-waste were generated in 2021. But, only 10–20% e-waste are recycled by formal sector while others remain unaccounted or treated by informal sector which may cause environmental pollution as well as loss of valuables. Hence, it has been necessary to develop sustainable process for recovery of metals from e-waste in an eco-friendly way. Various processes have been reported for the recovery of metals from PCBs using pyrometallurgical and hydrometallurgical processes. During the pyrometallurgical process, poisonous fumes were evolved. Therefore, hydrometallurgical process consisting of pre-treatment, leaching, and solvent extraction has been considered adequate for metal recovery from PCBs [1,2,3,4].
As a result, the hydrometallurgical approach, which includes pre-treatment, leaching, solvent extraction, evaporation, and electro-winning procedures, is determined to be the best for recycling valuable metals with high commercial grade. As a result, there have been earnest attempts made globally to develop a process that uses mechanical pre-treatment in conjunction with hydrometallurgical technology [5].
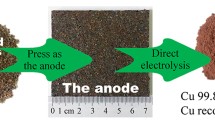
The development of a revolutionary recycling method for PCBs, which involves releasing the metals from the PCBs through organic swelling and then treating the resin to get rid of or recover the hazardous soldering elements, has been the subject of several investigations. Lead, a dangerous metallic component, must be recovered from the resin's freed resin. Fresh solder that contained 63.9% Pb and the remainder Sn was used for leaching investigations. According to experimental findings under various circumstances, lead dissolved with 6 M HNO3 at a solid-to-liquid (S/L) ratio of 1:10 (g/mL) in 75 min [6]. Sulfuric acid and hydrogen peroxide leaching are optimized, and the amount of chemicals used at each stage is estimated. With 75 g/L pulp density and 3.5 mol/L sulfuric acid and 6% hydrogen peroxide, two optimum conditions for the leaching of copper were discovered and experimentally verified. These conditions differed in leaching temperature and time (186 min, at 60 °C, at 20 °C versus 60 min). Using electro-winning, copper was extracted directly from the leachate with a recovery rate of over 92% and a product purity of over 99.9%. Hydrogen peroxide and strong sulfuric acid were added during five consecutive recirculation cycles, and recovery rates were high [7].
From the extensive literature review made, it can be concluded that there is still lack of feasible and indigenous technology for complete recovery of valuables from waste PCBs in view of its feasibility and environmental concern. Due to significant conflict between availability of natural resources and lack of viable technology, laboratory scale Know-How has been developed by scientists at CSIR-NML to recover Cu from metallic friction of waste PCBs using hydrometallurgical route. The developed process is feasible and economical and will be helpful to fulfill the future demands of this metal.
Experimental
Materials
Scrap personal computers (PCs) were collected from local market and used for experimental purpose. Initially, PCs were disassembled to separate the PCBs and other components. Thereafter, PCBs were mechanically pre-treated using crushing, grinding, and gravity separation process to enrich the metallic values in concentrate. The typical analysis of metal values in metallic concentrate is presented in Table 2. Different leaching agents like sulfuric acid and hydrogen peroxide were supplied by Merck, India, used for experimental purpose to leach the metals whereas deionized water was used for dilution of sample.
Methodology
Pre-treatment of the Waste PCBs
PCBs were dismantled and depopulated using hot air gun (DeWalt D26414). Naked PCBs were used for mechanical pre-treatment. Then, reduced size naked PCBs were pulverized into fine powder using pulverizer. Pulverized product comprised metallic concentrate, mix-metallic fractions, and epoxy resins. Further, the pulverized product was sieved in sieve shaker using mesh size of 150 (μ) microns which separates oversized materials and fine particles of pulverized PCBs. The sieved metallic concentrate contains copper, nickel, lead, tin, aluminum, and iron. Thereafter, gravity separation technique was followed up using spiral concentrator or by thoroughly mixing the concentrate in water using mixer rod.
Heavier metallic concentrate was settled at the bottom, and epoxy resins are floated at the top of the slurry system which were skimmed off from the system and collected separately. Ceramics consisting of water and metallic concentrate containing pure copper with some impurities were collected separately. The copper containing concentrate is washed and dried in vacuum oven at temperature of 120 °C for 3 h whereas undersized ceramics is filtered and dried, and water is recycled for further processing. The process scheme developed for the recovery of copper concentrate from PCBs is shown in Fig. 1.

Proposed flow-sheet for the processing of waste PCBs
The samples are very heterogeneous in nature and mainly depend on the quality and type of PCBs used for various applications. Data collected by few sets of experiments based on 1 kg waste PCBs after every step of pre-treatment are shown in Table 1. The typical composition of metals in the PCBs samples is shown in Table 2.
Leaching Studies
The leaching experiment was carried out in 2 L three necked round-bottomed leaching reactor fitted with condenser and temperature control sensor with continuous stirring at fixed rpm, which was placed on hot plate to control temperature and stirring speed. Various process parameters were, viz. effect of leachate concentration; time, temperature, pulp density, and stirring speed were optimized. Further, a fixed amount of metallic concentrate is precisely weighted and then sulfuric acid (H2SO4) and hydrogen peroxide (H2O2) is used as leaching agents. When the solution temperature reaches up to desired temperature, then sample was added slowly with continuous stirring at fixed rpm. The Cu metal and other impurities present in the concentrate were leached using 20% H2SO4 and 20% H2O2 at 75 °C for 2 h to maintain pulp density of 100 g/L for maximum dissolution of metals. Leach liquor was filtered, and the residue obtained was washed (Pd, Sn & Al), dried in vacuum oven, and further treated for electro-winning. The chemical reactions occurring in H2SO4 and H2O2 media are presented Eq. 1 [8].
Analytical Procedure
Atomic absorption spectrometer (AAS, VARIAN AA240 + VGA77) was used for analysis of metals in the leach liquor generated during leaching studies. pH meter (Model: 797 Basic Titrino; Make: Metrohm, Switzerland) with an electrode and automated temperature correction was used to measure the pH of the solution.
Results and Discussion
Effect of Leachate Concentration
Leaching experiments were carried out by varying the sulphuric acid from 5 to 25% (v/v) at 75 °C for 120 min in the presence of an oxidant (H2O2) to leach the copper from metallic concentrate of PCBs. Figure 2 shows that 25.60% Cu was leached with 5% H2SO4 at 75 °C in 120 maintaining pulp density 100 g/L, while 99.9% Cu was leached in 20% H2SO4 while other parameters were kept constant. The enhancement in leaching efficiency was observed with increase in acid concentration due to increase in the flow of H+ ions across the particle boundaries of metallic concentrate [9]. Further, increase in acid concentration above 20% H2SO4 had no effect on the leaching efficiency of copper. Therefore, 20% H2SO4 has been considered as optimum sulphuric acid concentration for copper leaching from metallic fraction of PCBs.

Effect of H2SO4 Conc. (v/v%) [Acid—20% H2O2 Time - 120 min, Temperature - 75 °C, and Pulp density - 100 g/L]
Effect of H2O2 Concentration
To determine the effect of oxidant (H2O2) concentration on the leaching of Cu from the metallic concentrate of waste PCBs, the experiment was performed using a pulp density of 100 g/L, time of 120 min, temperature of 75 °C, and 20% sulphuric acid. It was observed that the leaching percentage of copper increased with an increase in oxidant concentration (H2O2) as shown in Fig. 3. The leaching percentage of copper was increased from 28 to 99.9% with an increase in the concentration of H2O2 from 5 to 20% (v/v). When H2O2 breaks down, oxygen is produced. This oxygen combines with copper to form cupric oxide, which then reacts with H2SO4 to form cupric sulphate [10, 11]. Equation (2) shows the leaching reaction, in which sulphuric acid and hydrogen peroxide act together actively as reactants [10].

Effect of H2O2 Conc.(v/v%) [Acid—20% H2SO4, Time - 120 min, Temperature - 75 °C, and Pulp density - 100 g/L]
Effect of Time
Experiments were conducted by varying time range from 5 to 150 min by maintaining pulp density of 100 g/L at 75 °C to optimize the equilibration time for the leaching of Cu from metallic friction. The results (Fig. 4) show that leaching reaction of copper increases with increase in mixing time. 36.22% copper dissolved in 5 min, whereas 99.9% copper dissolved was found in 120. Additionally, increasing the reaction time has no effect on effectively dissolving the copper. It shows that the reaction has reached equilibrium in 120 min, so 120 min is chosen as the optimized reaction time for the dissolution of copper from metallic friction.

Effect of time [Acid—20% H2SO4 + 20% H2O2 (v/v), Pulp density - 100 g/L, and Temperature - 75 °C]
Effect of Temperature
To see the role of temperature on copper leaching from metallic concentrate of PCBs, experiments were carried in a range of temperature varying from 25 to 85 °C in 20% H2SO4 and 20% H2O2 (v/v) for 20 min at pulp density of 100 g/L. It was found that leaching of copper increased from 51.7 to 99.99%, with increase in temperature from 25 to 75 °C (Fig. 5) due to increase in the rate of reaction. It was observed that reaction attained the equilibrium at 75 °C and further temperature had no significant effect on copper leaching. Therefore, 75 °C has been chosen as optimum temperature for copper dissolution.

Effect of temperature [Acid—20% H2SO4 + 20% H2O2, Pulp density - 100 g/L, and Time-120 min]
Kinetic Studies
The leaching data obtained at different times (5–120 min) and temperatures (25–75 °C) were fitted with kinetics models/equations to determine the leaching mechanism of copper [12]. In all these equations for copper, this equation was selected (1–(1–X) 1/2Kct), where Kc is the reaction rate constant (min−1), t = time (min), and x = value and reaction the basis of metal fraction (% extraction/100) is shown in Fig. 6. The highest value of R2 is considered to be the basis for selecting the equation for one of the models, i.e. the regression coefficient obtained in the case of mixed samples and constants. The complete process flow-sheet developed for the recovery of Cu from metallic friction from waste PCBs is presented in Fig. 7.

Kinetics of Cu dissolution [Acid: 20% H2SO4 + 20%H2O2 (v/v) and Pulp density: 100 g/L]

Developed process flow-sheet to recover Cu from copper concentrate of discarded PCBs
Film diffusion control dense constant size small particles in all geometries (Eq. 3)
Film diffusion control dense shrinking spheres (Eq. 4)
Chemical reaction control dense constant size cylindrical particles (Eq. 5)
Chemical reaction control dense constant size or shrinking spheres (Eq. 6)
Ash diffusion control dense constant size spherical particles (Eq. 7)
Treatment of Residues, Effluent, and Gases Evolved During Metal Recovery
After the metal was dissolved, the leached residue was primarily subjected to TCLP testing before being used or disposed of in the environment. The residue was safe for use as disposal because the presence of metals was below the allowed limit, according to the TCLP results. The gases produced during the leaching process were condensed back because the leaching was done in a reactor with a condenser. After extraction, the effluent was collected and taken to effluent treatment facility for neutralization, where the pH was measured and kept at 7 before being disposed of otherwise we can reuse after treating.
Conclusions
In this study, a feasible process to recover Cu from waste printed circuit boards (PCBs) using the hydrometallurgical route is developed. The following steps are involved to achieve the above objective:
-
More than 94% metallic concentrate was observed by the mechanical froth flotation and gravity separation processes.
-
It was found that 99.9% Cu leached with 20% sulfuric acid and 20% H2O2 (v/v) at 75 °C, 100 g/L, and time 120 min.
-
Copper leaching followed the shrinking core model in this Eq. 1–(1–X)1/2Kct.
References
Rajahalme J, Peramaki S, Budhathoki R, Vaisanen A (2021) Effective recovery process of copper from waste printed circuit boards utilizing recycling of leachate. Adv Manuf 4:73
Babu BR, Parande AK, Basaha CA (2007) Electrical and electronic waste a global environmental problem. J Waste Manag 25:307–318
Choubey PK, Panda R, Jha MK, Lee JC, Pathak DD (2015) Recovery of copper and recycling of acid from the leach liquor of discarded printed circuit boards (PCBs) Sep. Purif Technol 156:269–275
Jha MK, Choubey PK, Kumar A, Kumar R, Kumar V, Lee JC (2011) Recycling of electronic waste. II Proceedings of the second symposium
Lee JC, Kim DJ (2004) Product recovery and impurity control i: pure products from clean processing. Proceedings of hydrometallurgy conference
Zhang Y, Xie S, Zeng X, Li J (2012) Current status on leaching precious metals from waste printed circuit boards. Procedia Environ Sci 16:560–568
Sawahbkeh RA (2010) Hydrometallurgical extraction of zinc from Jordanian electric arc furnace dust. Hydrometallurgy 104:61–65
Birloaga I, Michelis ID, Ferella F, Buzatu M, Veglio F (2013) Study on the influence of various factors in the hydrometallurgical processing of waste printed circuit boards for copper and gold recoveryJ. Waste Manag 33:935–941
Flores-campos R, Estrada-ruiz RH, Velarde-sánchez EJ (2017) Study of the physico chemical effects on the separation of the non-metallic fraction from printed circuit boards by inverse flotation. J Waste Manag 69:400–406
Wang JC, Wang H, Wang CQ, Zhang LL, Wang ZL (2017) A novel process for separation of hazardous poly (vinyl chloride) from mixed plastic wastes by froth flotation. J. Waste Manag. 69:59–65
Jha MK, Kumar V, Maharaj L, Singh RJ (2004) Studies on leaching and 359 recycling of zinc from rayon waste sludge. Ind Eng Chem Res 43:1284–1295
Lee J, Kim S, Kim B, Lee JC (2018) 360 Effect of mechanical activation on the361 kinetics of copper leaching from copper sulfide (CuS). Metals 8:150–158
Acknowledgements
The authors are grateful to the Director, CSIR-National Metallurgical Laboratory, Jamshedpur, India, for kind co-operation.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Dinkar, O.S., Parween, R., Panda, R., Choubey, P.K., Ambade, B., Jha, M.K. (2023). Recovery of Copper Metal from Discarded Printed Circuit Boards (PCBs) by Hydrometallurgical and Electrometallurgical Processes. In: Ouchi, T., et al. Rare Metal Technology 2023. TMS 2023. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-031-22761-5_12
Download citation
DOI: https://doi.org/10.1007/978-3-031-22761-5_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-22760-8
Online ISBN: 978-3-031-22761-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)