
Abstract
This study was pertained to the effects of Ti coating on diamond surfaces and Si addition into Al matrix on the thermal conductivity (TC) and the coefficient of thermal expansion (CTE) of diamond/Al composites by pressure infiltration. The fracture surfaces, interface microstructures by metal electro-etching and interfacial thermal conductance of the composites prepared by two methods were compared. The results reveal that Ti coating on diamond surfaces and only 12.2 wt% Si addition into Al matrix could both improve the interfacial bonding and increase the TCs of the composites. But the Ti coating layer introduces more interfacial thermal barrier at the diamond/Al interface compared to adding 12.2 wt% Si into Al matrix. The diamond/Al composite with 12.2 wt% Si addition exhibits maximum TC of 534 W·m−1·K−1 and a very low CTE of 8.9 × 10−6 K−1, while the coating Ti-diamond/Al composite has a TC of 514 W·m−1·K−1 and a CTE of 11.0 × 10−6 K−1.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The exponential growth of the heat flux on computer chips needs to use suitable materials as heat spreaders and heat sinks in the field of electronic packing [1, 2]. Diamond has the highest thermal conductivity (TC) (1200–2000 W·m−1·K−1) as a naturally existing material and a low coefficient of thermal expansion (CTE) (1.0 × 10−6 K−1) [3, 4], which can be used as a reinforcement for heat sink materials. A second material embedding diamond reinforcements can select preferably a metallic matrix such as Al (or Cu and Ag), providing a way to transfer the exceptional thermal properties of diamond to prepare engineering components [5]. In consideration of reducing the costs, density and ease of processing, Al is selected as the second phase for heat sink materials, so diamond/Al composites have drawn much attention as new-generation heat sink materials due to their potential high TC and low CTE matching that of the chip [6–9]. Owing to that it is hard to be machined subsequently for diamond/Al composites, the diamond/Al composites can be prepared by near-net-shape processing, e.g., powder metallurgy or metal infiltration, both of which are widely used in the production of other heat sink materials, such as SiCp–Al or SiCp–Cu composites [10, 11]. However, the interfacial reaction between diamond and Al has selectivity on different diamond crystal faces and severely interfacial reaction which produces Al4C3 is inevitable. It is known that Al4C3 has seriously hygroscopic property, which is harmful for subsequent mechanical properties of the composites. In order to improve the interface state between diamond and Al, some methods must be used to turn their negative bonding state into a favorable bonding. Based on a previous study, alloying Al with carbide formers, e.g., Ti, Cr, Mo, W, Mg or Si, can improve the interface state and thermophysical characteristics by forming a thin carbide layer at the interface between diamond and Al [12]. Until now, a number of groups have widely researched diamond/Al composites. Xue and Yu [13] studied the TCs of diamond/Al composites with Ti coating on diamond surface (Ti-diamond/Al) and Ti added into matrix (diamond/Al–Ti) and found that the TCs of Ti-diamond/Al composites were larger than those of diamond/Ti–Al composites with the same nominal Ti content. Feng et al. [14] studied the effect of a TiC coating layer on the TC of diamond/Al composites, indicating that the chemical reactions between TiC and metal matrix strengthen the interfacial bonding of diamond {111} face. Mizuuchi et al. [15] examined that adding 10 vol% AlMg5 with a TC of 150 W·m−1·K−1 into Al matrix contributed to the increase in TC of the SPS composites up to 403 W·m−1·K−1; in addition, 10 vol% AlSi5 was added (with a TC of 150 W·m−1·K−1) in pure Al and the spark plasma sintering (SPS) composites with 35 vol%–50 vol% diamond exhibit a promising TC of 458–552 W·m−1·K−1 [16]. Therefore, Si and Ti compared to other Al alloying elements could improve the interface bonding of diamond/Al composites. However, experimental results in Refs. [13, 14] are not very ideal, and especially TC value in Refs. [14] is lower than 370 W·m−1·K−1. SPS method was used to prepare the diamond/Al composites, by which it is hard to be machined subsequently for diamond-based materials [15].
Two methods can be proposed to solve the negative interface bonding for enhancing the thermal properties between diamond and Al. The first method is that the diamond surface is coated with Ti. Coating Ti can not only act as middle layers strengthening the interface, but also protect the diamond powders from the atmosphere and reduce the degree of graphitization at high temperatures. In addition, the process of coating Ti on the surfaces of the diamond particle is a method widely used in the manufacture of diamond tools and it is cheaper, easier and more suitable for industrial production than that in which W or Mo is used [17]. The second method is that Si with high content is added into Al matrix, which can not only lower the melting point and improve castability, but also form silicon carbide with a high TC and decrease the CTE of Al matrix. Ekimov et al. [18] and Ruch et al. [4] tested the TC of diamond/Al composites with low Si addition into Al matrix, but the results turned out to be very low. So far, little attention is paid on the effect of Si with high addition into Al matrix on the thermal properties of diamond/Al composites, and few works investigate the enhancement of TC by comparing the Ti coating on diamond surface with high Si addition to Al matrix.
In this work, the microstructures, TCs and CTEs of diamond/Al composites by pressure infiltration were studied and the methods of coating Ti onto diamond surface and adding Si with high content into Al matrix were compared.
2 Experimental
2.1 Materials
The diamond particle used in this study is an MBD6-grade diamond with a nitrogen content of 250 × 10−6, purchased from Polaris Limited Company, Hebei, China. The diamonds are single crystal with size of 106–125 μm. The mean size is about 100 μm, and the maximum content of inerratic and uniform diamond particles can reach as high as 70 vol% of the diamond preform, and the content of diamond is assumed to be 63 vol% in this study. The diamond particles coated by Ti were produced by vacuum microdeposition technology at Yanshan University, China, and the thickness of Ti coating can range from several nanometers to ten microns by adjusting the deposition temperature and time, as well as the weight ratio of diamond to coating raw materials such as TiCl3 and TiH2 powders. The morphologies of the diamond without and with Ti coating and the morphologies of the Ti coating are shown in Fig. 1. The thickness of Ti coating was approximately 2 μm. Al and Al alloyed with silicon (7.0 wt%, 12.2 wt%, 20.0 wt% and 40.0 wt%) were used as matrix materials for pressure infiltration experiments. The Al was 99.99 wt% in purity. The Al–Si alloys were produced in-house by adding pure silicon to the aluminum base material.

SEM images of diamond a without and b with Ti coating and c SEM image of Ti coating
2.2 Preparation of composite
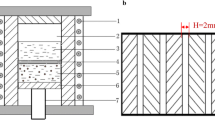
The composite was prepared by pressure infiltration. The diamond preforms with 3 mm in thickness and 30 mm in diameter were prepared by die casting processing; then, they were moved into ultra-high-purity nitrogen atmosphere (99.999 %, O2 < 0.1 × 10−6 (volume concentration) for thermal debinding). It needs to be noted that the thermal debinding temperature should be controlled to ensure that debinding preforms have certain strength for operation and also the pores in the preform are enough to be impregnated successfully. Then, a debinding preform was fixed in the graphite die and a plate of metal (Al or Al alloy) was placed on top of the debinding perform. Finally, the graphite die was put in pressure infiltration apparatus. Vacuum was applied in order to avoid oxidation and facilitate infiltration. The temperature was raised up to 1000 °C at a rate of 20 °C·min−1 and held for 30 min, while a uniaxial pressure of 10 MPa was slowly applied for 30 min and lastly kept for 30 min. The typical sintering procedure is shown in Fig. 2.

A typical infiltration procedure
2.3 Property testing
TC (λ) was calculated as the product of thermal diffusivity (C), specific heat (α) and the density (ρ), using specimens with a dimension of 10 mm in diameter and 3 mm in thickness. The TC (λ) could be derived from the following equation:
where C and α were, respectively, measured at 298 K by laser flash method and calorimetric techniques and ρ of the composites was measured using the Archimedes method. CTE measurement was taken on a NETZSCH STA 409C machine using specimens with a dimension of 25 mm × 3 mm × 3 mm. The specimens were tested between 50 and 400 °C with a heating rate of 5 °C·min−1 in an argon atmosphere. Scanning electron microscopy (SEM, LEO1450) was applied to examine the microstructures of the composites. Some samples for SEM observation were prepared by electrochemical etching. Aqueous solutions of nitric acid at concentrations of 10 vol% were used as electrolyte, while the current density was fixed at 2 A·cm−2. XRD analysis was carried out on Siemens D 5000 X-ray diffractometer using Cu radiation.
3 Results and discussion
3.1 Microstructure
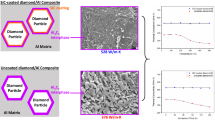
Figure 3 shows the fracture surfaces of the composites with and without Ti coating on diamond surfaces. As shown in Fig. 3a, the {111} surface of the diamond is much smoother than the {100} surface of the diamond, meaning that the interfacial bonding between diamond and Al happens hardly on the {111} diamond surfaces, while such bonding is observed on the {100} diamond surfaces. Figure 3b indicates that the surfaces of the coated diamond are rough and there are a large amount of residues retained. This illustrates that the Al alloy matrix adhered on almost all the diamond surfaces after Ti is coated on diamond surfaces and selective bonding is not observed. So the Ti coating on diamond surfaces could enhance the adhesion of Al onto the {111} surfaces of diamond particles.

SEM images of fracture surfaces of diamond/Al composites: a without coating and b with Ti coating
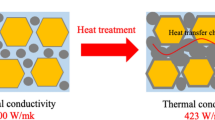
Figure 4 shows the interface microstructures by metal electro-etching of diamond/Al composites by pressure infiltration with various contents of Si and the observation of Si precipitates in the composite with 12.2 wt% Si. It can be seen that no selective bonding is observed in Fig. 4. This might be because the diffusion of Si has no selectivity on different crystal surfaces of diamond. It can also be seen that Fig. 4b, e presents a strong interfacial bonding and Si precipitated at the interfaces. The interfacial products are confirmed to be SiC by XRD as shown in Fig. 5, and the undesired interfacial formation of Al4C3 is reduced. This means that the diffusion of 12.2 wt% Si is uniform across the entire diamond surfaces and takes an active role in providing a channel of heat transfer. For the other diamond/Al composites with Si, all of the interfacial bonding are weaker, as shown in Fig. 4a, c, d. The result is thought that it is difficult for 7.0 wt% Si in the Al matrix to form an uniform interface because of the insufficient chemical reactions; the excess Si (20.0 wt%, 40.0 wt%) during the cooling process has some segregation and is terribly nonuniform across the entire diamond surfaces.

SEM images of interface microstructures by metal electro-etching of diamond/Al composites by pressure infiltration with various contents of Si: a 7.0 wt%, b 12.2 wt%, c 20.0 wt%, d 40.0 wt%, and e higher magnification of b

XRD patterns of diamond/pure Al composite and diamond/Al with 12.2 wt% Si
3.2 Thermal conductivity (TC)
The TCs and relative densities (RDs) of all the composites prepared by different methods are shown in Fig. 6. For the diamond/Al composites with Si, it could be seen that TC as well as RD increases when the content of Si in the Al matrix increases from 7.0 wt% to 12.2 wt%, and there is a corresponding increase in TC from 488 to 534 W·m−1·K−1. With the further Si addition of 20.0 wt% and 40.0 wt%, TC then decreases to 372 W·m−1·K−1 sharply, even much lower. Meanwhile, the RDs sharply decrease and are lower than 85 %. The composite with 12.2 wt% Si (diamond/Al–Si) exhibits maximum TC and RD compared to the other composites including the composite with diamond without Ti coating and pure Al (diamond/pure Al) and the composite with diamond with Ti coating and pure Al (Ti-diamond/Al). The Ti-diamond/Al composite has the second highest TC of 514 W·m−1·K−1, when the diamond/pure Al composite exhibits the TC of 502 W·m−1·K−1. Generally, the TC of a composite depends on the content and TC of each component and their distribution and particle sizes, as well as the existence of an interfacial thermal barrier resistance (if any). The interfacial thermal barrier resistance arises from the combination of a poor mechanical or chemical adherence at the interface and a mismatch in the coefficients of thermal expansion [19]. An ideal interface should provide good adhesion and minimum thermal boundary resistance. The thermal boundary conductance (h) is the inverse value of the interfacial thermal barrier resistance and could be used to quantitatively assess the efficiency of heat transfer in composites prepared by different methods. It can be estimated by a simple Debye model in terms of the acoustic mismatch theory [20, 21]:
where C p is the specific heat of metal, ρ is the density, and v is the Debye phonon velocity. Subscripts c, m and p denote the composite, metal matrix and reinforcement, respectively. Substituting ρ Al = 2700 kg·m−3, C pAl = 880 J·kg−1·K−1, v Al = 3595 m·s−1, ρ dia = 3520 kg·m−3, C pdia = 516 J·kg−1·K−1 and v dia = 12,800 m·s−1 [21], the thermal boundary conductance of diamond/Al composite (h c1) could be estimated to be 2.7 × 107 W·m−2·K−1 by Eq. (2) for the diamond/pure Al composite, where subscript dia denotes diamond. The velocities of transversal waves were used since those contribute the most to heat transfer. Owing to the lack of data, the Debye phonon velocity of Ti, Si and carbides can be derived by the form:
where E is the elastic modulus. Thermal–physical and chemical properties of Ti, Si and carbides needed to calculate the thermal boundary conductance (h) of the composites by Eqs. (2) and (3) are summarized in Table 1 [20, 22].

Thermal conductivities (TCs) and relative densities (RDs) of diamond/Al composites
The thermal boundary conductance of the Ti-diamond/Al composite (h c2) could be calculated according to the following expression due to its interfacial structural characteristics:
where h c-dia-TiC is the thermal boundary conductance between diamond and TiC, h c-TiC is the thermal conductance of TiC, h c-TiC-Ti is the thermal boundary conductance between TiC and Ti, h c-Ti is the thermal conductance of Ti, h c-Ti-Al is the thermal boundary conductance between Ti and Al, and b 1 and b 2 are the thickness of TiC layer and Ti layer, respectively. In this case, it could be assumed that b 1 and b 2 are both 1 μm as shown in Fig. 1c. In the calculations, the TiC layer is referred to as the matrix for the diamond/carbide layer and as the reinforcement for the carbide/Ti layer. Similarly, the Ti layer is referred to as the reinforcement for the Ti/Al layer. h c-dia-TiC, h c-TiC-Ti and h c-Ti-Al could be all estimated by Eqs. (2) and (3), respectively. By Eq. (4), h c2 is calculated to be 1.29 × 107 W·m−2·K−1. For the diamond/Al-12.2Si composite, there is an interfacial formation of SiC on the diamond surfaces. Although the reaction of silicon onto diamond surfaces occurs locally in spatially confined domain, concentration of silicon is uniformly across the entire diamond surfaces. So it can be assumed that diamond particles are coated by the interfacial formation of SiC as the reinforcement and Al alloy is used as the matrix. The thermal boundary conductance of the diamond/Al-12.2Si composite (h c3) could be calculated like the Ti-diamond/Al composite. Substituting b 1′ = b 2′ = 3 μm into Eq. (4), where b 1′ and b 2′ are the thickness of SiC layer and Si layer, respectively, h c3 could be finally calculated to be 3.3 × 107 W·m−2·K−1 by using Eqs. (2), (3) and (4) (considered here as pure aluminum, given the lack of data for Al-12.2Si alloys). For the other composites with 7.0 wt%, 20.0 wt% and 40.0 wt% Si, Si content is not enough or excess seriously for the chemical reaction between diamond and Al, and hence, it is difficult to estimate their thermal boundary conductance. Maybe the imperfect interfacial bonding is one reason for lowering of their TCs. By comparing the values of h c1, h c2 and h c3, it can be known that h c3 is the highest. This means that Si in the diamond/Al-12.2Si composite improves the interfacial bonding and plays a more positive role in the thermal boundary conductance compared to Ti layer (or not) on diamond surfaces. The highest thermal boundary conductance leads to the maximum TC. It can also be seen that h c2 is lower than h c1. But actually, the TC of Ti-diamond/Al composites is larger than that of diamond/pure Al composites. The result is thought to be related to the RD of the composite. Pores can severely degrade the thermal and mechanical properties of the composites, and porosity can be estimated as:
It was derived by Hasselman–Johnson equation, which is as follows [23].
where K c is the TC, K p is the TC of the reinforcement, K m is the TC of the matrix, V p is the content of reinforcement, and D is the radius of the reinforcement. Assuming K p = 0, this meant there is no reinforcement conductance and V p could be identical with the expression of the porosity for the composite. It can be known that K c decreases with the increase in V p, meaning that the pores could reduce the TC of the composite. The lower RD of the diamond/pure Al composite results in its lower TC compared to those of the Ti-diamond/Al composite and diamond/Al-12.2Si composite. This might be another reason why the TC of the diamond/Al-12.2Si composite is higher than those of the Ti-diamond/Al composite and diamond/pure Al composite. It is not difficult to understand why the TCs of the other composites with 7.0 wt%, 20.0 wt% and 40.0 wt% Si are very low.
3.3 Coefficients of thermal expansion (CTE)
Figure 7 shows the measured CTEs of all the composites obtained by averaging the values measured between 20 and 400 °C. It can be seen that the CTE of the composite decreases with Si content increasing and that of the composite with 40.0 wt% Si is the lowest. The change in the CTE of the diamond/pure Al composite and Ti-diamond/Al composite is not obvious. But there is a big difference in the CTEs of the composites compared to the TCs. Although the porosities of the composites with 7.0 wt%, 20.0 wt% and 40.0 wt% Si are higher than those of the Ti-diamond/Al composite and diamond/pure Al composite, their CTEs are lower. This is because the CTE of the composite is not sensitively dependent on the porosity of the composite compared with the TC of the composite like Lee and Hong’s study [24], and it is more dependent on the characteristic of Al matrix.

Experimental and theoretical CTEs of diamond/pure Al composite, Ti-diamond/Al composite and diamond/Al–Si composite with various Si contents
In contrast, the theoretical CTE evaluated by Kerner model is presented as well in Fig. 7. The model can be expressed by the following equation [25].
where a is the coefficient of thermal expansion, V is the content in volume fraction, K is the bulk modulus, G is shear modulus, and subscripts c, m and p refer to the composite, matrix and reinforcement, respectively. Substituting a p = 2.3 × 10−6 K−1, a m = 24 × 10−6 K−1, K p = 360 GPa, K m = 76 GPa, G m = 26 GPa [16], V p = 63 vol% and V m = 37 vol%, the theoretical value of the CTE could be calculated to be 11.7 × 10−6 K−1 for diamond/Al composites. As seen, experimentally obtained CTEs of the composites are all lower than predicted values of Kerner model. This might indicate that there is a strong bonding between the diamond particles and the Al matrix in the composites. In the present work, because a m is larger than a p, the CTE of the composite would decrease with a m decreasing according to Eq. (7). So it is reasonable that the CTEs of the composites with high Si content are lower than those of the composites with 0 wt% Si due to the lower CTE of the Al–Si alloy matrix compared with that of the pure Al matrix. With regard to the CTEs of the diamond/pure Al composite and Ti-diamond/Al composite, the same pure Al is used, but the CTE of the Ti-diamond/Al composite is lower than that of the diamond/pure Al composite. It is thought to be the effect of lowering slightly the CTE of the Al matrix due to Ti layer diffusing into Al matrix.
4 Conclusion
Diamond/Al composites with Ti coating on diamond surfaces (Ti-diamond/Al) and Si added into the Al matrix (diamond/Al–Si) were fabricated by pressure infiltration. The Ti layer in the Ti-diamond/Al composite enhances the adhesion of Al onto the {111} surfaces of diamond and increases the RD and TC of the composite. Adding Si into Al matrix has a neutral adhesion of Al onto diamond {100} and {111} surfaces and plays a positive part in the RD and TC of the composites when the content of Si is only 12.2 wt%. By comparing these two methods, adding Si (only 12.2 wt%) into Al matrix and coating Ti on the diamond surfaces both improve the interfacial bonding and increase the TC of the diamond/Al composite. But the Ti coating layer introduces more interfacial thermal barrier at the diamond/Al interface compared to adding 12.2 wt% Si into Al matrix. The diamond/Al-12.2Si exhibits maximum TC of 534 W·m−1·K−1 and a very low CTE of 8.9 × 10−6 K−1, while the Ti-diamond/Al composite has a TC of 514 W·m−1·K−1 and a CTE of 11 × 10−6 K−1.
References
Yang ZL, Wang LG, Wang LM, He XB, Qu XH, Liu RJ, Hu HF. Microstructure and graphitization behavior of diamond/SiC composites fabricated by vacuum vapor reactive infiltration. Rare Met. 2015;34(6):400.
German RM, Hens KF, Johnson JL. Powder metallurgy processing of thermal management materials for microelectronic applications. Int J Powder Metal. 1994;30(2):205.
Beffort O, Khalid FA, Weber L, Ruch P, Klotz UE, Meier S, Kleiner S. Interface formation in infiltrated Al(Si)/diamond composites. Diam Relat Mater. 2006;15(9):1250.
Ruch PW, Beffort O, Kleiner S, Weber L, Uggowitzer PJ. Selective interfacial bonding in Al(Si)-diamond composites and its effect on thermal conductivity. Compos Sci Technol. 2006;66(15):2677.
Khalida FA, Beffortb O, Klotza UE, Kellera BA, Gassera P. Microstructure and interfacial characteristics of aluminium-diamond composite materials. Diam Relat Mater. 2004;13(3):393.
Weber L, Tavangar R. Diamond-based metal matrix composites for thermal management made by liquid metal infiltration-potential and limits. Adv Mater Res. 2009;59(59):111.
Weber L, Tavangar R. On the influence of active element content on the thermal conductivity and thermal expansion of Cu–X (X = Cr, B) diamond composites. Scrip Mater. 2007;57(11):988.
Johnson WB, Sonuparlak B. Diamond/Al metal matrix composites formed by the pressure infiltration process. J Mater Res. 1993;8(5):1169.
Schubert T, Ciupinski L, Zielinski W, Michalski A, Weißgarber T, Kieback B. Interfacial characterization of Cu/diamond composites prepared by powder metallurgy for heat sink applications. Scrip Mater. 2008;58(4):263.
Pech-Canul MI, Katz RN, Makhlouf MM. Optimum conditions for pressureless infiltration of SiCp performs by aluminum alloys. J Mater Process Technol. 2000;108(1):68.
Lee HS, Hong SH. Pressure infiltration casting process and thermophysical properties of high volume fraction SiCp/Al metal matrix composites. Mater Sci Technol. 2003;19(8):1057.
Schubert TH, Trindade B, Weisgarber T, Kieback B. Interfacial design of Cu based composites prepared by powder metallurgy for heat sink applications. Mater Sci Eng, A. 2008;475(1–2):39.
Xue C, Yu JK. Enhanced thermal conductivity in diamond/aluminum composites: comparison between the methods of adding Ti into Al matrix and coating Ti onto diamond surface. Surf Coat Technol. 2013;217(2):46.
Feng H, Yu JK, Tan W. Microstructure and thermal properties of diamond/aluminum composites with TiC coating on diamond particles. Mater Chem Phys. 2010;124(1):851.
Mizuuchi K, Inoue K, Agari Y, Morisada Y, Sugioka M, Itami M, Kawahara M, Makino Y. Thermal conductivity of diamond particle dispersed aluminum matrix composites produced in solid-liquid co-existent state by SPS. Compos Part B. 2011;42(5):1029.
Mizuuchi K, Inoue K, Agari Y, Morisada Y, Sugioka M, Tanaka M, Takeuchi T, Tani J, Kawahara M, Makino Y. Processing of diamond particle dispersed aluminum matrix composites in continuous solid-liquid co-existent state by SPS and their thermal properties. Compos Part B. 2011;42(4):825.
Ren SB, Shen XY, Guo CY, Liu N, Zang JB, He XB, Qu XH. Effect of coating on the microstructure and thermal conductivities of diamond-Cu composites prepared by powder metallurgy. Compos Sci Technol. 2011;71(13):1550.
Ekimov EA, Suetin NV, Popovich AF, Ralchenko VG. Thermal conductivity of diamond composites sintered under high pressures. Diam Relat Mater. 2008;17(4):838.
Ren SB, He XB, Qu XH, Li Y. Effect of controlled interfacial reaction on the microstructure and properties of the SiCp/Al composites prepared by pressureless infiltration. J Alloys Compd. 2008;455(1):424.
Swartz ET, Pohl RO. Thermal boundary resistance. Rev Mod Phys. 1989;61(3):605.
Chu K, Jia CC, Liang XB, Chen H, Gao WJ, Guo H. Modeling the thermal conductivity of diamond reinforced aluminium matrix composites within homogeneous interfacial conductance. J Mater Des. 2009;30(10):4311.
Dyck JS, Chen W, Uher C. Heat transport in Sb2-x V x Te3 single crystals. Phys Rev B. 2002;66(12):125.
Hasselman DP, Johnson LF. Effective thermal conductivity of composites with interfacial thermal barrier resistance. J Compos Mater. 1987;21(6):508.
Lee HS, Hong SH. Pressure infiltration casting process and thermophysical properties of high volume fraction SiCp/Al metal matrix composites. Mater Sci Technol. 2003;19(8):1057.
Kerner EH. The elastic and thermoelastic properties of composite media. Proc Phys Soc. 1956;69(8):808.
Acknowledgments
This study was financially supported by the National Natural Science Foundation of China (No. 51274040) and the Fundamental Research Funds for the Central Universities (No. FRF-TP-10-003B).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Guo, CY., He, XB., Ren, SB. et al. Thermal properties of diamond/Al composites by pressure infiltration: comparison between methods of coating Ti onto diamond surfaces and adding Si into Al matrix. Rare Met. 35, 249–255 (2016). https://doi.org/10.1007/s12598-015-0672-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-015-0672-5