
Abstract
In this study, diamond/aluminum composites were fabricated by the use of gas pressure infiltration. The effects of SiC-coated diamond particles on composite performance were investigated in terms of: (1) controlling the thermal conductivity (TC) during composite fabrication and (2) providing long-term stability. Al4C3 spontaneously forms at the interface of the diamond particles and the Al matrix. An excess amount of Al4C3 interphase adversely affects the composite, due to its low TC and hygroscopic behavior. Because the SiC coating of diamond particles suppressed the formation of Al4C3 during the fabrication, the composite contained a low amount of Al4C3 and showed higher a TC (528 W/m·K) than uncoated diamond/Al composite (376 W/m·K), along with significantly higher moisture resistance. The thermal expansion coefficient (CTE) of the SiC-coated diamond/Al composite was determined to be 7.2 ppm/K at room temperature. The composite exhibited long-term stability up to 500 °C as the Al-C reaction was prevented by the SiC coating. Moreover, it displayed excellent thermal shock resistance between 300 °C and room temperature.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With increasing miniaturization and improvement in components, advances in microelectronics technology have led to increased power density and consequent higher heat flux in integrated circuits. Overheating of electronic components decreases their performance and reliability. For example, a ca. 10 °C increase in temperature reduces the average failure time of microchips by a factor of two. Because the state of the art in IC chip fabrication is presently at 7 nm, heat dissipation plays an especially pivotal role, via heat sinks with even higher thermal conductivity (TC). In addition to high TC, the coefficient of thermal expansion (CTE) of thermal management materials must be compatible with adjacent electronic components. Mismatch in CTE results in thermal stress-induced failure of joints due to thermal stress and slower dissipation of the heat released. Other requirements for advanced thermal management materials are long-term TC stability and low density [1,2,3].
Monocrystalline diamond has outstanding thermal properties well suited for such applications: high TC (1200–2200 W/m·K) and low CTE (~ 1 ppm/K) [4, 5]. Therefore, monocrystalline diamond-reinforced metal–matrix composites such as diamond/aluminum (Al), diamond/copper, diamond/silver have been studied as new generation thermal management materials. Due to its light weight, relatively high oxidation resistance and lower cost, Al is a suitable matrix material.
The TC of diamond/Al composites mainly depends on the diamond quality (shape and TC), the diamond volume fraction, the Al content and the amount of interfacial phases [6,7,8,9]. Al4C3 is the main phase formed at the interface as a result of the reaction between diamond particles and Al matrix. While the reaction contributes to TC by forming chemical bonds between the diamond particles and the Al matrix, an excess amount of Al4C3 adversely affects the thermal properties, due to its low TC and hygroscopic behavior [9,10,11,12,13,14].
During the fabrication of diamond/Al composites, the amount of Al4C3 interphase is mainly controlled by: (1) precise optimization of fabrication parameters [9, 15,16,17], (2) alloying of the Al matrix such as Si, Ti [8, 9, 18, 19] and (3) coating of diamond particles such as SiC, TiC, ZrC, W [10, 11, 20,21,22]. The common purpose of all these methods is to suppress the reaction kinetics for forming Al4C3 to enhance TC. Although previous studies reported in the literature have been focused on controlling of Al4C3 formation during the composite fabrication, thermal management composites are exposed to heat and moisture under service conditions. Therefore, to achieve long-term TC stability, the method applied should also prevent the formation of Al4C3 under service conditions and contribute to resistance of the composite against thermal shock and moisture.
We hypothesize that designing a high-performance diamond/Al metal–matrix composite should address simultaneously reaction control during fabrication and the long-term stability. SiC-coated diamond particles are known to offer higher TC compared to other carbide coatings, slower reaction kinetics with liquid Al and thermodynamic stability in contact with solid Al [11, 23, 24].
Prior works have shown that the SiC coating of diamond particles suppresses Al4C3 formation during the fabrication of diamond/Al composites [11, 20]. However, in these studies, the long-term TC stability of SiC-coated diamond/Al composites has not been investigated in detail. It was concluded that the SiC-coated diamond/Al composites are stable in wet environments compared to the uncoated diamond/Al composite. No further TC stability tests were performed in the literature. So, it is necessary to clarify the effect of temperature on the TC stability of the composites.
In this study, SiC-coated diamond/Al composites were fabricated by use of gas pressure infiltration and irregular-shaped diamond particles, unlike previous reports in the literature. The effects of a SiC coating on the diamond particles were evaluated on the microstructure, thermal characteristics and TC stability tests. Thermal durability, thermal shock and wet environment durability tests were performed for the evaluation of the long-term stability of composites. The primary purpose of this work is to investigate the effects of SiC-coated diamond particles in terms of: (1) controlling the Al4C3 interphase formation during composite fabrication and (2) providing long-term stability.
Experimental details
Materials
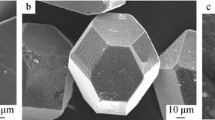
The starting materials were aluminum with the purity of 99.9 wt% as the matrix and synthetic monocrystalline diamond particles with an average particle size of D50 = 152 μm as the reinforcement. Synthetic diamond particles of lower cost and irregular shape (typically used in abrasive industry), as shown in Fig. 1a, were used to demonstrate that the effect of diamond quality on TC can be minimized by controlling the amount of Al4C3 interphase. The diamond particles were coated with SiC by a reactive conversion method [25]. The XRD pattern of SiC-coated diamond particles is shown in Fig. 1b. The characteristic SiC (JCPDS 006-0675) and diamond (JCPDS 029-1129) peaks were detected in the diffractogram.

a SEM image of the SiC-coated diamond particles, b XRD result of the SiC-coated diamond particles
Fabrication process
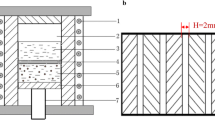
The SiC-coated diamond/Al composites were fabricated by use of gas pressure infiltration and compared with control samples prepared with uncoated diamond particles. The diamond particles were densely packed into graphite molds, and a solid piece of Al was placed on the top of the particle beds. The assembly was then placed in a cold-wall infiltration furnace. The furnace was heated up to 800 °C at a rate of 10 °C/min by an induction heater. The melting of Al was performed at a vacuum level of better than 0.5 mbar to avoid oxidation. After reaching the infiltration temperature, the furnace was pressurized to 20 bar using high-purity argon gas to infiltrate molten Al into the free volume between diamond particles. The induction heating was switched off 15 min. After pressurization, it is followed by furnace cooling down to 300 °C while maintaining the same gas pressure. Upon reaching 300 °C, the gas was evacuated. The composites were infiltrated in a net shape of the dimensions required for thermal measurements.
Characterization
TC of the composites was derived from the equation TC = Tdiff·ρ·Cp, where Tdiff is thermal diffusivity, ρ is bulk density and Cp is specific heat capacity. The thermal diffusivity was measured by the laser flash technique (Netzsch LFA 457 Micro Flash) with an accuracy of ± 3%, using a disk composite with 12.5 mm in diameter and 3 mm in thickness. Diffusivity values were obtained from averaging of 10 measurements for each composite. Oxygen-free high-conductivity copper (OFHC) served as the reference. Density of the composites was determined by the Archimedes method using distilled water as the immersion medium. The density results were calculated from an average of 5 consecutive measurements. The specific heat capacity was determined by a differential scanning calorimeter (Netzsch STA 449 F3 Jupiter) with a heating rate of 1 °C/min up to 200 °C, with an accuracy of ± 1.5%. For the CTE measurements, a pushrod dilatometer (Netzsch DIL 402 Expedis) was used over the temperature range of 40 °C to 200 °C with a heating rate of 5 °C/min. The measurement was conducted under an argon atmosphere on a cylindrical composite sample of 4 mm in diameter and 10 mm in length. The room temperature CTE value was determined by extrapolation using the corresponding plot. Microstructural characterization was performed by using a field-emission scanning electron microscope (FE-SEM; JEOL JSM 7000F). The phase analyses were conducted by X-ray diffractometer (XRD; Panalytical Aeris) with Cu–Kα radiation. A micro-Raman spectrophotometer with a 632.8 nm wavelength He/Ne laser (LabRam 800 Horiba Scientific Jobin–Yvon) was used to determine the presence of Al4C3 interphase on the fracture surface of composites.
The thermal conductivity stability tests
The TC stability tests were performed to investigate the effect of SiC-coated diamond particles on the composites under service conditions. Three types of tests were applied: thermal durability, thermal shock and wet environment durability. The thermal durability tests were conducted on the same sample consecutively at 100, 200, 300, 400, 500 °C, with the heating and cooling rates of 3 °C/min in air. The holding time was held constant for 1 h at each temperature. The uncoated diamond/Al composites were detrimentally affected during the test. To determine TC stability of SiC-coated diamond/Al composites at high temperature, the samples were subjected to an additional thermal durability test at 500 °C for 120 h. The thermal shock cyclic tests were performed from 300 °C to room temperature, by air quenching, with a holding time of 15 min at each temperature. Wet environment durability tests were carried out in 100 ml of distilled water at room temperature for 240 h. To accelerate the effect of moisture, the composites were immersed into distilled water. All tests were done with three repetitions.
Results and discussion
The fractured surface SEM image of the SiC-coated diamond/Al composite is shown in Fig. 2. The diamond particles were distributed homogeneously in the aluminum matrix. No porosity was observed in the matrix. The density of composites was measured as 3.17 ± 0.02 g/cm3, indicating an approximately 58% volume fraction of diamond. Particle geometry is one of the parameters that affected the diamond ratio in the mold. Since the diamond particles were significantly different from spherical shape, packing became difficult, and this led to a decrease in the density.

Fractured surface BSE-SEM image of the SiC-coated diamond/Al composite
TC results of the SiC-coated diamond/Al composite were plotted as a function of temperature between room temperature and 200 °C (Fig. 3a). The values of TC were derived from its specific heat capacity (Fig. 3.b), thermal diffusivity (Fig. 3.c) and density. The TC of composite was obtained as 528 W/m·K at room temperature and decreased exponentially with the increasing temperature by Eq. (1). In fact, the SiC-coated diamond/Al composite provided a TC of above 450 W/m·K up to 200 °C. The TC values are significantly large compared to those in the literature for diamond/Al composites, despite the use of low-quality diamond particles.
CTE results of the SiC-coated diamond/Al composite are shown in Fig. 4, between room temperature and 200 °C. The CTE of the composite was determined as 7.2 ppm/K at room temperature. Such a CTE value indicates suitability for thermal management applications [3, 18, 19, 26, 27].

a Thermal conductivity, b specific heat capacity and c thermal diffusivity results of the SiC-coated diamond/Al composite

Coefficient of thermal expansion results of the SiC-coated diamond/ Al composite
During the infiltration process, the molten Al reacts with the uncoated diamond particles, and Al4C3 is formed at the interface due to the high reactivity and low solubility of carbon in Al. The reaction between Al and C is given in Eq. (2). However, the interfacial reaction for SiC-coated diamond/Al composite is governed by the reaction given in Eq. (3). Because the diamond particles are completely covered with SiC, the reaction between Al and SiC is responsible for the interphase formation, rather than the Al-C reaction. According to thermodynamic calculations [28], given in Table 1, the Gibbs free energy change (ΔGT) of the reaction is positive-valued above the melting point of Al, indicating that SiC and liquid Al are thermodynamically in equilibrium. On the other hand, elemental silicon, which is the other reaction product, is miscible in liquid Al, according to the Al-Si phase diagram. The decreased activity of silicon results in a negative ΔGT. Therefore, the reaction proceeds spontaneously. However, the reaction tends to terminate rapidly as the amount of dissolved silicon increases [23, 24, 29].
The SEM images taken from the fractured surface of SiC-coated and uncoated diamond/Al composites are shown in Fig. 5. The surface of the diamond particles was continuously covered by the interfacial reaction product. As seen from the Raman spectra in Fig. 6, all the peaks belong to Al4C3 phase [12, 30]. Therefore, the reaction product was determined to be Al4C3. Also, the presence of Al4C3 interphase on SiC-coated diamond particles proved that the reaction, given in Eq. (3), spontaneously proceeds, despite the predictions according to thermodynamic calculations. Although the composites were fabricated with the same parameters, the Al4C3 interphases are coarser and higher amounts on the uncoated diamond particles than on those of the SiC coated, as shown in Figs. 5d, e and 6. It indicates that the SiC coating of diamond particles suppresses the formation of Al4C3 at the interface during the fabrication process. These results are in good agreement with the TC results of composites. While the Al4C3 interphase contributes to TC by chemically bonding diamond particles and Al matrix, excess amounts of Al4C3 act as a thermal barrier at the interface, due to its low thermal conductance. Therefore, the SiC-coated diamond/Al composite with low content Al4C3 has higher TC (528 W/m·K) than uncoated diamond/Al composite (376 W/m·K).

Fractured surface SEM images of a the SiC-coated diamond/Al composite as-fabricated, b the uncoated diamond/Al composite as-fabricated and c the uncoated diamond/Al composite after thermal durability test. d–f high magnification of a–c, respectively

Raman spectra of Al4C3 interphase on the fracture surface of composites
The thermal durability test results are shown in Fig. 7a and b. The results are consistent with the ΔGT values of the reactions presented in Table 1. Because the Al-SiC reaction (Eq. 3) had positive ΔGT values below the melting point of Al, the Al4C3 interphase is not thermodynamically stable. Therefore, the TC of SiC-coated diamond/Al composite remained stable up to 500 °C even for 120 h. On the other hand, solid Al and C are thermodynamically incompatible (i.e., reactive), due to the negative ΔGT values. When the uncoated diamond/Al composite was exposed to elevated temperature, the Al4C3 became large, as shown in Fig. 5f. So, the initial TC value decreased dramatically, due to the low TC of Al4C3. When the thickness of Al4C3 interphase increased, carbon diffusion from diamond to Al becomes difficult, and the TC displayed exponential decay despite the increasing temperature. Also, the TC stability of the coated diamond/Al composite indicated that the diamond particles were conformally coated with SiC. Otherwise, the Al-C reaction would occur on the uncoated parts of the diamond particles, and the TC would decrease because of Al4C3 formation.

a Temperature-dependent thermal durability test results of the composites, b time-dependent thermal durability test results of the SiC-coated diamond/Al composite at 500 °C and c thermal shock test results of the SiC-coated diamond/Al composite between 300 °C and room temperature
As shown in Fig. 7.c, the SiC-coated diamond/Al composite maintained its TC value during 50 thermal cycles between 300 °C and room temperature. This result indicated that the diamond particle–Al matrix interfaces were not separated from each other. Two mechanisms contributed to TC stability during thermal shock. Firstly, chemically bonding across the diamond/SiC/Al4C3/Al interfaces strengthened the adhesion between the diamond particles and the Al matrix. Secondly, since the CTEs of SiC and Al4C3 are between those of diamond and Al, a gradual CTE transition from diamond particle to Al was built-in (CTEs of diamond, SiC, Al4C3, Al are 1, 3, 8, 23 ppm/K, respectively [1, 5, 31]). As a result of both contributing mechanisms, the effect of compressive and tensile stresses acting on the interfaces decreased.
Diamond/Al composites are moisture-sensitive due to the hygroscopic nature of the Al4C3 phase. Hydrolysis of Al4C3 in water occurred according to the reaction given in Eq. (4) [14]. The wet environment durability test results of the composites are shown in Fig. 8. While the SiC-coated diamond/Al composite maintained its TC value in distilled water at room temperature during 240 h, the TC of the uncoated diamond/Al composite decreased under the same conditions, due to its higher content of Al4C3 interphase. The decomposition of Al4C3 into porous aluminum hydroxides led to a large volume expansion [32, 33]. The stresses, caused by the increase in volume, induced crack formation at the interface, as shown in Fig. 9a and c. Consequently, the gaps formed decreased the TC value dramatically. The cracks could also be observed in the Al matrix. This result showed that degradation was not limited to the interface. After the wet environment durability test of the uncoated diamond/Al composite, the aluminum hydroxides were selectively dissolved in a solution containing 6% H3PO4 and 1.8% H2CrO4. As shown in Fig. 9b and d, the large gaps indicated that in addition to Al4C3, the Al matrix also had hydrolyzed into aluminum hydroxides. This result is consistent with a study reporting that the thickness of aluminum hydroxide increases during 510 days [33]. The degradation of the Al matrix can be explained by the crevice corrosion mechanism. Crevice corrosion is initiated by changes in local chemistry within the cavity. Water penetrates through the cracks resulting from Al4C3 hydrolysis, and the environment in the cavity creates the conditions necessary for the initiation and propagation of crevice corrosion. After the aluminum hydroxides were selectively dissolved, the composite thickness was significantly reduced by the dropping of diamond particles detached from the matrix. It demonstrated that crevice corrosion caused degradation to propagate inward from the surface of the composite. Therefore, if the composite continued to be exposed to moisture, its TC will decrease further over time. Since the SiC-coated diamond/Al composite consisted of lower amounts of Al4C3 interphase, its TC remained stable in distilled water under the test conditions. However, a decrease in TC of SiC-coated diamond/Al composite was inevitable, due to its Al4C3 content. The low amount of Al4C3 delayed initiation of the hydrolysis reaction.

Wet environment durability test results of the composites

Surface SEM images of the uncoated diamond/Al composite after the wet environment durability test: a before, b after the aluminum hydroxides were selectively dissolved. c, d high magnification of a, b, respectively
Conclusions
Diamond/Al composites were fabricated by use of gas pressure infiltration. The results showed that the SiC-coated diamond particles suppressed Al4C3 interphase formation during fabrication, which was consistent with SiC-coated diamond/Al composites exhibiting higher TC (528 W/m·K) than uncoated diamond/Al composite (376 W/m·K). When these TC results are evaluated together with the literature, it is clear that the significantly higher TC value was due to controlling the amount of Al4C3 via SiC coating, despite using low-quality diamond particles. It indicated that the effect of diamond quality on TC was minimized, by suppressing Al4C3 formation during fabrication. The CTE of SiC-coated diamond/Al composite was obtained as 7.2 ppm/K at room temperature.
Unlike the uncoated diamond/Al composite, the SiC-coated diamond/Al composite exhibited long-term stability up to 500 °C, as the Al-C reaction was prevented by conformal SiC coating of the diamond particles, and it showed considerably higher moisture resistance during 240 h. Also, the SiC coating of diamond particles contributed to the resistance of the composite against thermal shock between 300 °C and room temperature.
As a consequence, this study demonstrates that SiC-coated diamond/Al composites are promising material candidates for advanced thermal management even under extreme conditions.
References
Zweben C (2005) Ultrahigh-thermal-conductivity packaging materials. In: 21st IEEE semiconductor thermal measurement and management symposium, pp 168–174
Timbs K, Khatamifar M, Antunes E, Lin W (2021) Experimental study on the heat dissipation performance of straight and oblique fin heat sinks made of thermal conductive composite polymers. Therm Sci Eng Prog 22:100848. https://doi.org/10.1016/j.tsep.2021.100848
Kitzmantel M, Neubauer E (2015) Innovative hybrid heat sink materials with high thermal conductivities and tailored CTE. In: Proceedings of SPIE—the international society for optical engineering
Yamamoto Y, Imai T, Tanabe K et al (1997) The measurement of thermal properties of diamond. Diam Relat Mater 6:1057–1061. https://doi.org/10.1016/s0925-9635(96)00772-8
Jacobson P, Stoupin S (2019) Thermal expansion coefficient of diamond in a wide temperature range. Diam Relat Mater 97:107469. https://doi.org/10.1016/j.diamond.2019.107469
Weber L, Tavangar R (2009) Diamond-based metal matrix composites for thermal management made by liquid metal infiltration—potential and limits. Adv Mater Res 59:111–115. https://doi.org/10.4028/www.scientific.net/amr.59.111
Monje IE, Louis E, Molina JM (2014) On critical aspects of infiltrated Al/diamond composites for thermal management: diamond quality versus processing conditions. Compos Part A Appl Sci Manuf 67:70–76. https://doi.org/10.1016/j.compositesa.2014.08.015
Xue C, Yu JK (2013) Enhanced thermal conductivity in diamond/aluminum composites: comparison between the methods of adding Ti into Al matrix and coating Ti onto diamond surface. Surf Coatings Technol 217:46–50. https://doi.org/10.1016/j.surfcoat.2012.11.070
Edtmaier C, Segl J, Rosenberg E et al (2018) Microstructural characterization and quantitative analysis of the interfacial carbides in Al(Si)/diamond composites. J Mater Sci 53:15514–15529. https://doi.org/10.1007/s10853-018-2734-1
Che Z, Wang Q, Wang L et al (2017) Interfacial structure evolution of Ti-coated diamond particle reinforced Al matrix composite produced by gas pressure infiltration. Compos Part B Eng 113:285–290. https://doi.org/10.1016/j.compositesb.2017.01.047
Li X, Yang W, Sang J et al (2020) Low-temperature synthesizing SiC on diamond surface and its improving effects on thermal conductivity and stability of diamond/Al composites. J Alloys Compd 846:156258. https://doi.org/10.1016/j.jallcom.2020.156258
Monje IE, Louis E, Molina JM (2016) Role of Al4C3 on the stability of the thermal conductivity of Al/diamond composites subjected to constant or oscillating temperature in a humid environment. J Mater Sci 51:8027–8036. https://doi.org/10.1007/s10853-016-0072-8
Ruch PW, Beffort O, Kleiner S et al (2006) Selective interfacial bonding in Al(Si)-diamond composites and its effect on thermal conductivity. Compos Sci Technol 66:2677–2685. https://doi.org/10.1016/j.compscitech.2006.03.016
Lu Y, Wang X, Zhang Y et al (2018) Aluminum carbide hydrolysis induced degradation of thermal conductivity and tensile strength in diamond/aluminum composite. J Compos Mater 52:2709–2717. https://doi.org/10.1177/0021998317752504
Tan Z, Li Z, Fan G et al (2013) Fabrication of diamond/aluminum composites by vacuum hot pressing: process optimization and thermal properties. Compos Part B Eng 47:173–180. https://doi.org/10.1016/j.compositesb.2012.11.014
Monje IE, Louis E, Molina JM (2013) Optimizing thermal conductivity in gas-pressure infiltrated aluminum/diamond composites by precise processing control. Compos Part A Appl Sci Manuf 48:9–14. https://doi.org/10.1016/j.compositesa.2012.12.010
Zhang Y, Li J, Zhao L, Wang X (2015) Optimisation of high thermal conductivity Al/diamond composites produced by gas pressure infiltration by controlling infiltration temperature and pressure. J Mater Sci 50:688–696. https://doi.org/10.1007/s10853-014-8628-y
Mizuuchi K, Inoue K, Agari Y et al (2011) Processing of diamond particle dispersed aluminum matrix composites in continuous solid-liquid co-existent state by SPS and their thermal properties. Compos Part B Eng 42:825–831. https://doi.org/10.1016/j.compositesb.2011.01.012
Guo C, He X, Ren S, Qu X (2016) Effect of (0–40) wt. % Si addition to Al on the thermal conductivity and thermal expansion of diamond/Al composites by pressure infiltration. J Alloys Compd 664:777–783. https://doi.org/10.1016/j.jallcom.2015.12.255
Johnson WB, Sonuparlak B (1993) Diamond/Al metal matrix composites formed by the pressureless metal infiltration process. J Mater Res 8:1169–1173. https://doi.org/10.1557/JMR.1993.1169
Li N, Wang L, Dai J et al (2019) Interfacial products and thermal conductivity of diamond/Al composites reinforced with ZrC-coated diamond particles. Diam Relat Mater 100:107565. https://doi.org/10.1016/j.diamond.2019.107565
Che Z, Li J, Wang Q et al (2018) The formation of atomic-level interfacial layer and its effect on thermal conductivity of W-coated diamond particles reinforced Al matrix composites. Compos Part A Appl Sci Manuf 107:164–170. https://doi.org/10.1016/j.compositesa.2018.01.002
Carotenuto G, Gallo A, Nicolais L (1994) Degradation of SiC particles in aluminium-based composites. J Mater Sci 29:4967–4974. https://doi.org/10.1007/BF01151086
Bartuli C, Carassiti F, Valente T (1994) Interfacial reactions in Al/SiC composites produced by low pressure plasma spray. Adv Perform Mater 1:231–242. https://doi.org/10.1007/BF00711205
Miyamoto Y, Lin J, Yamashita Y et al (2000) Reactive coating of SiC on diamond particles. In: 24th annual conference on composites, advanced ceramics. Mater Struct B 185–192
Hutsch T, Schubert T, Schmidt J, et al (2010) Innovative metal-graphite composites as thermally conducting materials. In: World PM 2010 proceedings of the world powder metallurgy congress and exhibition
Yang W, Peng K, Zhu J et al (2014) Enhanced thermal conductivity and stability of diamond/aluminum composite by introduction of carbide interface layer. Diam Relat Mater 46:35–41. https://doi.org/10.1016/j.diamond.2014.04.007
Malcolm C (1998) NIST-JANAF Thermochemical Tables. J Phys Chem Ref Data
Iseki T, Maruyama T, Kameda T (1984) Interfacial reactions between SiC and aluminium during joining. J Mater Sci 19:1692–1698
Kennedy JL, Drysdale TD, Gregory DH (2015) Rapid, energy-efficient synthesis of the layered carbide, Al4C3. Green Chem 17:285–290. https://doi.org/10.1039/c4gc01277a
Asthana R, Tewari SN (1993) Interfacial and capillary phenomena in solidification processing of metal-matrix composites. Compos Manuf 4:3–25. https://doi.org/10.1016/0956-7143(93)90012-W
Li Y, Ke C, Zhang Y et al (2014) Study on erosion mechanism of Cr2O3‐Al2O3‐ZrO2 bricks for coal‐water slurry pressurized gasifier. In: Goski DG, Smith JD (eds) Proceedings of the unified international technical conference on refractories (UNITECR 2013), pp 1223–1227
Rodríguez-Reyes M, Pech-Canul MI, Parga-Torres JR et al (2011) Development of aluminum hydroxides in Al-Mg-Si/SiCp in infiltrated composites exposed to moist air. Ceram Int 37:2719–2722. https://doi.org/10.1016/j.ceramint.2011.04.028
Acknowledgements
The authors would like to express their gratitude to Dr. Cleva Ow-Yang, Dr. Mustafa Ürgen and Dr. Kay Weidenmann for their contributions.
Funding
This work was supported by Research Fund of the Istanbul Technical University. Project Number MOA-2019-42309.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: N. Ravishankar.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kondakci, E., Solak, N. Enhanced thermal conductivity and long-term stability of diamond/aluminum composites using SiC-coated diamond particles. J Mater Sci 57, 3430–3440 (2022). https://doi.org/10.1007/s10853-021-06817-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-021-06817-x