
Abstract
Diamond particles reinforced aluminum–silicon matrix composites, abbreviated as Al(Si)/diamond composites, were fabricated by squeeze casting. The effect of Si content on the microstructure and mechanical properties of the composites were investigated. The mechanical properties are found to increase monotonically with Si content increasing up to 7.0 wt%. The Al-7.0 wt% Si/diamond composite exhibits tensile strength of 78 MPa, bending strength of 230 MPa, and compressive strength of 426 MPa. Al–Si eutectic phases are shown to connect with Al matrix and diamond particles tightly, which is responsible for the enhancement of mechanical properties in the Al(Si)/diamond composites.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
With rapid development of microelectronic technology, heat dissipation becomes a bottleneck of restricting the performance of electronic devices [1–5]. Aluminum matrix composites reinforced with diamond particles (Al/diamond composites) received substantial attention due to their high thermal conductivity, tailorable coefficient of thermal expansion, and low density [6–11]. Although the thermo-physical properties of Al/diamond composites were widely studied [8–11], little knowledge is available about their mechanical behaviors [12–14]. The mechanical properties of Al/diamond composites are important for their electronic packaging applications. Electronic packaging materials have capability to withstand not only mechanical stresses during machining and assembling but also thermal stresses in service. The mechanical properties of Al/diamond composites require thorough investigations for their promising applications.
The interface in composites is capable of transferring stresses from matrix to reinforcements under mechanical loading. Interfacial bonding becomes a key factor to determine the mechanical properties of composites. Since the addition of Si to Al matrix depresses the melting point and viscosity, this route will improve the wettability between Al–Si matrix and diamond particles. As a result, the number of defects incurred during processing could be reduced, and the mechanical properties of the Al(Si)/diamond composites should be enhanced.
In this work, the mechanical properties of Al(Si)/diamond composites fabricated by squeeze casting with different Si additions were investigated. It is demonstrated that Si addition can greatly improve interfacial bonding between Al matrix and diamond particles and enhance the mechanical properties accordingly.
2 Experimental
Al–Si alloys containing 0 wt%, 0.5 wt%, 1.0 wt%, 3.0 wt%, 5.0 wt%, and 7.0 wt% Si were used as matrix materials, which were vacuum induction melted from 99.99 wt% purity Al and Al-14.00 wt% Si alloy (Hebei Sitong New Metal Materials Co., China). Synthetic diamond single crystals of MBD-4 grade with particle size of ~165 μm were used as reinforcements (Henan Jinbei Industrial Diamond Co., China). Al(Si)/diamond composites were produced by the squeeze casting method. The diamond particles were tap-packed in a graphite mold, and the alloy bulks were placed on top of the diamond particle beds. Then, the mold was heated to 1073 K and held for 20 min. The infiltration by molten metal was achieved at a pressure of 10 MPa within 5 s. Subsequent solidification of the compacts was completed within 30 s.
The diamond volume fraction in the produced Al(Si)/diamond composites was characterized to be ~55 vol% by metallographic examination. The phase structure of the composites was investigated by X-ray diffraction (XRD, Rigaku DMAX-RB, Japan). For tensile testing, the Al(Si)/diamond compacts were cut into dog-bone-shaped specimens with a gauge size of 15 mm × 4 mm × 3 mm. The tensile testing was performed at room temperature with a loading speed of 0.5 mm·s−1. The bending strength was measured using specimens with 3 mm × 5 mm × 3 mm in size through three-point-bending testing with a loading speed of 0.5 mm·s−1. The compressive strength was measured using specimens with 3 mm × 3 mm × 8 mm in size with a strain rate of 1 × 10−4 s−1. Three specimens were used for each mechanical measurement, and their average values were derived. Field emission scanning electron microscope (FE-SEM, Zeiss Supra 55, Germany) was used to characterize the polished surface as well as fractured surface of the composites. The polished surface was eroded by 10 % HCl in distilled water for 30 s in order to selectively dissolve Al from Al(Si)/diamond composites. The element distribution along the polished and fractured surfaces was characterized by energy-dispersive spectrometer (EDS) installed on SEM.
3 Results and discussion
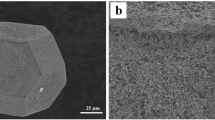
Figure 1 shows FE-SEM images of the Al(Si)/diamond composites. Figure 1a confirms that diamond particles are homogeneously dispersed in Al matrix. No defects are observed, indicating complete infiltration of liquid metal between diamond particles. As can be seen from the comparison of Fig. 1b–d, Si-rich skeletons are observed on diamond particles in the Si-modified composites. The Si-rich skeletons, which are proved to be eutectic phases in Al–Si alloys [11, 15], are identified by EDS analysis in the inset of Fig. 1d.

SEM images of Al(Si)/diamond composites with metal matrix of a, b pure Al, c Al-2.0 wt% Si, and d Al-7.0 wt% Si. Inset in d showing EDS analysis of Si element
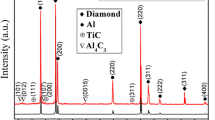
Figure 2 shows XRD patterns of the Al(Si)/diamond composites. The diffraction peak of Si is clearly observed, confirming the presence of eutectic Si phases in the composites. According to Al–Si phase diagram, Si has a solubility of ~1.6 wt% in Al at 850 K and tiny solubility at room temperature. For the range of 0.5 wt%–7.0 wt% Si investigated, some amounts of Si precipitate from α-Al phase at room temperature, and the other amounts of Si directly form eutectic Al–Si. Since Si has a crystal structure similar to diamond, the uncombined Si is inclined to cover on the surfaces of diamond. It is worth noting that Al4C3 is not observed in the XRD patterns. This suggests that interfacial reaction between Al matrix and diamond is slight.

XRD patterns of Al(Si)/diamond composites containing different Si contents
Figure 3 shows the mechanical properties of the Al(Si)/diamond composites. The tensile, bending, and compressive strength of the unmodified Al/diamond composite are 34, 70, and 345 MPa, respectively. Weidenmann et al. [12] produced Al/diamond composites by gas-assisted pressure infiltration (GPI), using 99.99 wt% purity Al matrix and 100-μm-sized diamond particle reinforcements. The tensile strength of the composites was reported to be 124 MPa, which was much higher than 34 MPa in this study. This suggests that GPI is more effective than squeeze casting in producing high strength Al/diamond composites. As shown in Fig. 3, the composites exhibit higher mechanical properties with Si content increasing and attain the maximum strength values at 7.0 wt% Si addition, with tensile strength of 78 MPa, bending strength of 230 MPa, and compressive strength of 426 MPa. The strength values of the Al-7.0 wt% Si/diamond composite are approximately 129 %, 228 %, and 24 % higher than those of the unmodified Al/diamond composite. The mechanical properties are expected to increase continually with Si content increasing beyond 7.0 wt%. Nevertheless, previous work [15] shows that the maximum thermal conductivity of the Al(Si)/diamond composites is attained at 1.0 wt% Si addition in the range of 0 wt%–20.0 wt% Si. In order to maintain the balanced performance of composites, Si added to Al matrix is up to 7.0 wt% in this study.

Mechanical properties of Al(Si)/diamond composites as a function of Si content
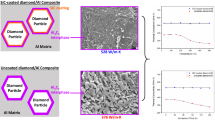
Figure 4 shows the tensile-fractured surfaces of the Al(Si)/diamond composites. As shown in Fig. 4a, the smooth surface of diamond indicates that no interfacial reaction occurs between Al and diamond. This is owing to the short contacting time between liquid metal and diamond during squeeze casting. The diamond particles are mechanically bonded to pure Al matrix, resulting in poor mechanical properties of the unmodified Al/diamond composite. The Al(Si)/diamond composites possess different fractured surfaces, as shown in Fig. 4b–d. With Si content increasing in Al matrix, more metal residues are found to cover on diamond surfaces. The dominant fracture mode is ductile fracture of Al matrix, thus leaving metal residues covered on diamond. This finding suggests that interfacial bonding is enhanced by Si addition. Strong interfacial bonding could intensify the transfer of stresses from metal matrix to diamond particles, leading to the enhancement of mechanical properties of the composites.

FE-SEM images of tensile-fractured surfaces of Al(Si)/diamond composites with metal matrix of, a pure Al, b Al-1.0 wt% Si, c Al-3.0 wt% Si, and d Al-7.0 wt% Si. Inset in d showing EDS analysis of Si element
The fractured surface of Al-7.0 wt% Si/diamond was further surveyed by EDS. The result in the inset of Fig. 4d shows that Si-rich matrix is clearly observed on diamond particles. The Al–Si eutectic phases are generated at the metal/diamond interface during solidification of liquid metal matrix. According to the preceding SEM observations, the Al–Si eutectic phases play a critical role in bridging metal matrix and diamond particles. The Si skeleton is inclined to form on the surfaces of diamond, giving desirable metallurgical bonding between Al matrix and diamond. Additionally, eutectic Al–Si has a lower melting point than pure Al and thus displays better flowability. This feature is favorable to reducing interfacial defects such as voids that could be produced during squeeze casting. Stress concentration due to defects can thus be greatly relieved during mechanical loading.
4 Conclusion
Al(Si)/diamond composites containing ~55 vol% diamond particles were successfully fabricated by the squeeze casting method. Si addition is shown to improve the interfacial bonding between Al matrix and diamond particles. The Al–Si eutectic phases formed on diamond surfaces play an important role in bridging metal matrix and diamond particles, leading to the enhancement of mechanical properties in the Al(Si)/diamond composites. The Al-7.0 wt% Si/diamond composite possesses the maximum tensile strength, bending strength, and compressive strength of 78, 230, and 426 MPa, respectively.
References
Qiu WQ, Liu ZW, He LX, Zeng DC, Mai YW. Improved interfacial adhesion between diamond film and copper substrate using a Cu(Cr)-diamond composite interlayer. Mater Lett. 2012;81:155.
Vetterli M, Tavangar R, Weber L, Kelly A. Influence of the elastic properties of the phases on the coefficient of thermal expansion of a metal matrix composite. Scr Mater. 2011;64(2):153.
Yoshida K, Morigami H. Thermal properties of diamond/copper composite material. Microelectron Reliab. 2004;44(2):303.
Tan ZQ, Li ZQ, Xiong DB, Fan GL, Ji G, Zhang D. A predictive model for interfacial thermal conductance in surface metallized diamond aluminum matrix composites. Mater Des. 2014;55:257.
Guo H, Bai ZH, Zhang XM, Yin FZ, Jia CC, Han YY. Evolution of thermo-physical properties of diamond/Cu composite materials under thermal shock load. Rare Met. 2014;33(2):185.
Beffort O, Vaucher S, Khalid FA. On the thermal and chemical stability of diamond during processing of Al/diamond composites by liquid metal infiltration (squeeze casting). Diam Relat Mater. 2004;13(10):1834.
Kleiner S, Khalid FA, Ruch PW, Meier S, Beffort O. Effect of diamond crystallographic orientation on dissolution and carbide formation in contact with liquid aluminium. Scr Mater. 2006;55(4):291.
Molina JM, Rhême M, Carron J, Weber L. Thermal conductivity of aluminum matrix composites reinforced with mixtures of diamond and SiC particles. Scr Mater. 2008;58(5):393.
Mizuuchi K, Inoue K, Agari Y, Morisada Y, Sugioka M, Tanaka M, Takeuchi T, Tani J, Kawahara M, Makino Y. Processing of diamond particle dispersed aluminum matrix composites in continuous solid–liquid co-existent state by SPS and their thermal properties. Compos B. 2011;42(4):825.
Feng H, Yu JK, Tan W. Microstructure and thermal properties of diamond/aluminum composites with TiC coating on diamond particles. Mater Chem Phys. 2010;124(1):851.
Beffort O, Khalid FA, Weber L, Ruch P, Klotz UE, Meier S, Kleiner S. Interface formation in infiltrated Al(Si)/diamond composites. Diam Relat Mater. 2006;15(9):1250.
Weidenmann KA, Tavangar R, Weber L. Mechanical behaviour of diamond reinforced metals. Mater Sci Eng A. 2009;523(1–2):226.
Weidenmann KA, Tavangar R, Weber L. Rigidity of diamond reinforced metals featuring high particle contents. Compos Sci Technol. 2009;69(10):1660.
Schöbel M, Degischer HP, Vaucher S, Hofmann M, Cloetens P. Reinforcement architectures and thermal fatigue in diamond particle-reinforced aluminum. Acta Mater. 2010;58(19):6421.
Zhang Y, Wang XT, Wu JH. The influence of silicon content on the thermal conductivity of Al-Si/diamond composites, In: The International Conference on Electronic Packaging Technology-High Density Packaging (ICEPT-HDP), Beijing. 2009. 708.
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (No. 51271017), the Fundamental Research Funds for the Central Universities (No. FRF-TP-13-033A), and the Program for New Century Excellent Talents in University (No. NCET-10-0227).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wu, JH., Zhang, HL., Zhang, Y. et al. Enhanced mechanical properties in Al/diamond composites by Si addition. Rare Met. 35, 701–704 (2016). https://doi.org/10.1007/s12598-015-0515-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-015-0515-4