
Abstract
Previously, we described a single layer fabrication combining thick photoresist (KMPR) micromolding and electroforming to fabricate ECF micropumps with triangular prism and slit electrode pairs (TPSEs). However, the fabricated TPSEs have a height limitation due to the limitation of KMPR’s aspect ratio caused by serious swelling and deformation of KMPR micromolds. To solve this problem and realize high-aspect-ratio TPSEs, we propose to utilize the multilayer fabrication instead of the single layer one. After each prior micromolding layer fabrication, the precision surface grinding technique is introduced to achieve the excellent planarization of the KMPR micromolds and electroplated TPSEs between the first layer and the second one. We apply this method to successfully fabricate the 3D-integration ECF micropump (3D-EMP) with TPSEs of 880 µm in height. Also, we validate this method by experimentally investigating and comparing the output performance of ECF micropumps composed of double layer TPSEs and previous single layer ones. The novel MEMS fabrication method combining multilayer micromolding and electroforming with the planarization is promising and applicable to a broad range of high-aspect-ratio metallic microstructures.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Since microrobots emerged as a promising branch in the robotic fields, a wide variety of microrobots have been proposed and developed over the past few decades from industries to even our daily life, such as pipeline inspection [1, 2], medical diagnosis [3, 4], bioinspired locomotion [5, 6] and so on. In principle, the ideal microrobots should possess excellent locomotion, long strokes, and high output force or torque in minimal geometries. These capabilities require the integration of micropower transducer with high power density rather than the connection with bulky external ones, which has become the most consideration for microrobots. Traditionally, hydraulics has been used to provide high output force at the macro scale. The basic mechanism is to utilize the controlled circulation of pressurized fluid to convert hydraulic pressure into a linear or rotary actuation. In the late 1990s, the new concept of microhydraulic transducers was firstly proposed by researchers at MIT and regarded as an intriguing solution to provide high force actuation at the microscale [7]. This led to the extensive research on the development of microhydraulic power sources with different actuation mechanisms involving piezoelectric actuation. However, these pumping mechanisms are subjected to complex structures, needing either cumbersome movable components [8] or complicated fluidic logic [9]. The limitation mentioned above has been gradually circumvented by the development of some non-mechanical pumping principles including magnetohydrodynamic (MHD) phenomenon [10,11,12], electrohydrodynamic (EHD) theory [13,14,15] and electroosmotic actuation [16,17,18]. They have demonstrated their attractive potentials as the microhydraulic power sources owning to simple fabrication, continuous flow, and relatively high output performance.
To this end, we pay attention to a kind of functional and dielectric fluid referred to as electro-conjugate fluid (ECF) and its generated flow as a promising non-mechanical pumping mechanism. As shown in Fig. 1, the ECF is intrinsically capable of producing an active flow called the ECF jetting between the submerged electrode pair when high direct-current (DC) voltage is applied [19,20,21]. Based on this direct pumping without any movable components, ECF micropumps can generate powerful flow by just allocating electrode pairs in microfluidic channels. Various ECF micropumps have been developed and employed as microhydraulic power sources in many micro and mini systems, especially in microrobots, such as micro inchworm robot [22] and robotic fingers [23,24,25,26,27].

Triangular prism and slit electrode pair (TPSE) generating a powerful ECF jetting (unit: mm)
Unlike the limited output pressure and flow rate that one TPSE can generate, the integration of many TPSEs is one of the fascinating methods for ECF micropumps to improve the output performance [28]. Previously, our research group proposed a MEMS-fabricated 2D-integrated ECF micropump (2D-EMP) consisting of serialized TPSEs and paralleled ones and proved its effectiveness for both higher output pressure and higher output flow rate [29,30,31]. Moreover, we tested the large model prototypes of ECF micropumps composed of height-different TPSEs fabricated by wire electrical discharge machining (WEDM). The experimental results demonstrated that the output flow rate could increase proportionally to the height of TPSEs, which is the similar effect caused by parallelized TPSEs in the 2D-EMP [28].
Although it is effective to increase the TPSE height for higher flow rate, it is not easy to realize such high-aspect-ratio TPSEs at the microscale (for example, 1000 µm in height) by our previous fabrication process based on the UV-LIGA technique (an acronym for ultraviolet lithography, electroplating, and molding in the German language) [29]. In the previous single layer UV-LIGA process, the capability of high-aspect-ratio structure is limited by serious deformation of KMPR micromolds [32].
To overcome the previous fabrication limitation, we propose a novel fabrication combining multilayer UV-LIGA with mechanical surface grinding so as to realize the ECF micropump with higher-aspect-ratio TPSEs, named as the 3D-integrated ECF micropump (3D-EMP). Here, the mechanical surface grinding between layers is implemented to achieve the excellent surface flatness and almost the same height between grown nickel TPSEs and patterned KMPR micromolds. In this paper, we investigate the conditions of the planarization process. Characteristics of the fabricated ECF micropumps are experimentally investigated to confirm that the proposed multilayer UV-LIGA technology can improve the output performance.
2 Concept of 3D-EMP with TPSEs and Design Configuration
The evolution of the ECF micropumps with TPSEs from the early stage of 2D-EMP to the newly proposed 3D-EMP is schematically illustrated in Fig. 2. During the development of ECF micropumps, the 2D-EMP (Fig. 2a) designed by allocating a number of TPSEs with height up to about 500 µm in both series and parallel was fabricated by single layer UV-LIGA process. Although serialized or paralleled TPSEs enables 2D-EMP to improve the output pressure or flow rate independently, the more significant numbers of TPSEs in this planar arrangement occupy the more footprint. Therefore, 2D-EMP is not suitable for the applications where the footprint is strictly limited. As shown in Fig. 2b, 3D-EMP is composed of higher-aspect-ratio TPSEs and fabricated by multilayer UV-LIGA process, thus resulting in a higher flow rate. For example, if the TPSEs height of 3D-EMP is two times higher than that of 2D-EMP, it is expected that the outflow rate obtained by the 3D-EMP is also two times higher. In this research, we focus on the promising 3D-EMP.

Conceptual diagram of 2D-EMP and 3D-EMP
The schematic diagram and dimensions of designed 3D-EMP are shown in Fig. 3. As a typical example, the 3D-EMP (footprint: 29.25 × 8.3 mm2) with a straight fluidic channel (width: 2.7 mm) is designed by allocating ten TPSEs in series with a pitch of 2.1 mm and three ones in parallel with a pitch of 1.0 mm. The paralleled TPSEs are partitioned by the isolated walls (width: 0.3 mm). As the higher-aspect-ratio TPSEs are fabricated by the two-layer UV-LIGA process which will be introduced later, their height is expected to be about 1000 µm, nearly twice as high as previous ones in 2D-EMP.

Designed 3D-EMP and its dimensions
3 Fabrication and Experimental Apparatus
3.1 Multilayer UV-LIGA with Mechanical Grinding for High-Aspect-Ratio TPSEs
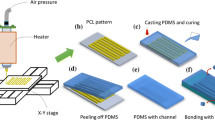
Figure 4 illustrates the two-layer UV-LIGA process by KMPR to achieve the high-aspect-ratio TPSEs. The steps from (a) to (c) are the same as those in our previous single layer fabrication [33]. (a) First, thermal evaporation is conducted to deposit titanium and gold on the glass substrate as the metallic seed layer. Afterward, the standard lithography is conducted to pattern the seed layer. (b) Then, thick photoresist (KMPR 1035) is spin-coated on the substrate, followed by the pre-exposure bake. After the UV exposure by mask aligner and the post-exposure bake on the hot plate, the KMPR developer is adopted to selectively dissolve the uncrosslinked KMPR and form the micromolds for TPSEs. (c) In the next step, the substrate is immersed in the electroplating bath for nickel to grow in the KMPR micromolds for TPSEs. After the nickel electroforming, the mechanical grinding is implemented to obtain excellent surface flatness and almost the same height between grown nickel TPSEs and formed KMPR micromolds. (d)-(e) In the following second layer fabrication, the same KMPR micromolding and nickel electroforming are repeated. (f) After the KMPR micromolds are removed by a commercial remover, we can fabricate the high-aspect-ratio TPSEs up to about 1000 µm.

Two-layer UV-LIGA process by KMPR to fabricate high-aspect-ratio TPSEs
3.2 Necessity and Implementation of Mechanical Grinding
During the first electroforming step in the above-mentioned two-layer UV-LIGA process, the phenomena of less or more nickel growing always occur. If the nickel grows below the top surface of the micromolds with a large gap (Fig. 5a), air bubble trapping can be induced during the formation of the second layer KMPR micromolding. In the worst case, if the trapped air bubbles just locate in or near the position of designed micromolds, the reflection and refraction of UV from these bubbles will prohibit the second micromolding layer from forming designed patterns. On the contrary, nickel growing over the micromolds (Fig. 5b) is also undesirable, because the deformed TPSEs can induce unexpected exposure in the second layer and the electric discharge during the operation of ECF jetting at the applied voltage. Therefore, it is necessary to confirm the same height between the micromolds and the nickel plated TPSEs.

Electroplated nickel under or over the 1st-layer micromolds
Various planarization techniques including mechanical grinding [34,35,36,37,38], chemical mechanical polishing (CMP) [39,40,41,42,43,44], electrolyte in-process dressing (ELID) [45,46,47,48,49] have been developed to achieve the micro- or nano-scale surface finishing for semiconductor applications. Traditional mechanical grinding utilizes the cutting edges of abrasive grains on the grinding wheel to produce the fine surface finishes. However, the sharpness of grinding wheels becomes dull with the processing time, so that the truing and dressing of the wheels are required to achieve the ultraprecision surface finish. Due to the difficulty of this truing and dressing, the limitation of processed surface roughness remains at the micro or sub-micro scale in general. CMP is a very fine surface machining method in which the workpiece is pressed downward and rotated against the polishing pad covered with a slurry containing particles and chemicals. This combination of the chemical and mechanical process can provide nano-scale and damage-free mirror surface, but takes much longer processing time because of its low removal rate. ELID is recognized as a promising grinding technique by employing an electrolytically dressed grinding wheel. Due to this automatic and constant dressing, the abrasives on the grinding wheel are continuously protruded. Therefore, the ELID method is capable of nano-scale surface finishes with high efficiency. The only limitation here is the requirements of specific experimental setups, grinding solutions and particles.
What is important in this research is not the mirror surface at the nano-scale but no height difference between electroplated nickel and the KMPR micromold, which is a few tens of micrometers in general. To this end, in this paper, we utilize the mechanical grinding method to achieve the excellent planarization of electroplated nickel structures and KMPR micromolds. The actual image of the utilized commercial precision surface grinding machine (GHL-B406-4, Hitachi Seiki Co., Ltd.) is shown in Fig. 6. The custom-designed vacuum chuck is employed for holding the wafer and keeping it flat throughout the surface grinding process. The surface grinding performance is dominated by the following grinding conditions: (a) rotating speed, (b) cutting depth, (c) feed rate, and (d) grain size of the grinding wheel. It is noteworthy that sometimes peeling-off of electroplated TPSEs occurs during the mechanical grinding as illustrated in Fig. 7, since the grinding residual stress is so high and exceeds the adhesion strength between glass wafer and metallic seed layer. In order to minimize this unwanted residual stress, the grinding conditions are determined by the trial-and-error method and listed in Table 1.

Optical image of the precision surface grinding machine with custom-made vacuum chuck

Nickel TPSEs stripped from the substrate due to large grinding stress
Thanks to these optimized processing parameters, no TPSEs were peeled off (100% TPSEs survived) in eight ECF micropump chips on the 3-inch wafer. In terms of flatness performance, we utilized a Dektak 150 profiler (Veeco Instruments Inc) to measure the thickness of selected 32 points distributed on the wafer as illustrated in Fig. 8a. The measured data shown in Fig. 8b indicated that the maximal thickness difference on the central chip region (red color) was 1 µm. In addition, the surface roughness (Ra) of TPSEs obtained by the Dektak 150 profiler was 0.14 µm. Therefore, the above-measured results proved that by using the precision surface grinding technique we successfully attained the clear border lines and almost same height between the KMPR micromolds and electroplated TPSEs which owned acceptable smooth surface at sub-microscale.

Thickness distribution of the 3-inch wafer having eight ECF micropump chips after the mechanical grinding
After repeating KMPR micromolding and electroforming for the second layer, we removed the whole micromolds and successfully obtained the high-aspect-ratio TPSEs with a height of 880 µm (Fig. 9a). Figure 9b shows the 2D-EMP chip with TPSE height of 500 µm fabricated by traditional single layer fabrication. Therefore, the proposed multilayer UV-LIGA process combined with the mechanical surface grinding demonstrated its potential application in the fabrication of high-aspect-ratio TPSEs. Of course, apart from the high-aspect-ratio TPSEs fabrication, this versatile method is also applied to most of ultrathick metallic microstructures fabrication. Then gold electroplating was conducted to cover all the electrode surfaces with thin gold films. Finally, the microfluidic channel patterning was conducted using another thick photoresist SU8 (MicroChem Corp.). Figure 9a demonstrated the fabricated 3D-EMP chip and its corresponding SEM image of high-aspect-ratio TPSEs and patterned SU-8 fluidic channel. The customized PEI (polyetherimide) jig, combined with a sandwiched silicone sheet, was utilized for sealing and packaging, as presented in Fig. 10. Two stainless steel pipes (diameter: 2 mm) were connected with inlet and outlet of the ECF micropump respectively.

Fabricated 3D-EMP and 2D-EMP chips

Optical image of packaged 3D-EMP
3.3 Experimental Apparatus
The characteristics of the ECF micropumps are explored by measuring the output pressure under different load pressure. A high DC voltage amplifier (Matsusada Precision Inc.) is used to supply voltage from 0 to 3 kV with an increase of every 0.5 kV increments. Also, the variable throttle is utilized to adjust the different load pressure. Furthermore, the positions of an ECF micropump and a pressure sensor are adjusted to keep the same height with the ECF level in ECF tank, so that the initial pressure difference becomes zero. Then the output pressure is measured by a calibrated pressure sensor system (AP-V82 and AP-13S, Keyence Co., Ltd.), while the output flow rate is calculated by the mass of ECF flowing out from the outlet tube at the specific time measured by a digital electric balance (EK-610i, A&D Co., Ltd.) with a stopwatch. The following is the working conditions of all the characteristic experiments conducted in this paper: (a) temperature: 23 °C; (b) humidity: 30% and (c) working fluid (a type of ECF): FF-101EHA2 (New Technology Management Co., Ltd.).
4 Performance Characterization and Discussion
In order to demonstrate the compelling merit of proposed multilayer UV-LIGA combined with precision surface grinding, we compared the multilayered 3D-EMP (Fig. 9a) with the 2D-EMP (Fig. 9b) fabricated by the single layer UV-LIGA process. Concerning dimensions, the average height of TPSEs in the 2D-EMP was about 500 µm, much lower than that of TPSEs (height: 880 µm) in the 3D-EMP. The performance characteristics of these two kinds of ECF micropumps were experimentally investigated, as shown in Fig. 11. The maximal output pressure without flow obtained by the 3D-EMP at the applied voltage of 3 kV was about 36 kPa, which was lower than about 60 kPa obtained by the 2D-EMP. From Fig. 9a, it seemed that the tip profile of the triangular prism electrodes was not vertical but inclined, so that the electrode gap (between triangular electrodes and slit ones) in the top became larger than one in the bottom of the 2nd layer. Figure 12 displays the magnified SEM images of fabricated 3D-EMP and 2D-EMP chips. As shown in Fig. 13, the sidewall angle of the tip is defined as the angle between a line perpendicular to the bottom plane and a line connecting the triangle vertices of the top and the bottom plane. Also, the electrode gap refers to the shortest distance between a triangular electrode and a slit electrode in the middle plane. The average sidewall angle of the tip in the 2D-EMP is about 89°, while the average value in the 3D-EMP is about 77°. On the other hand, the average electrode gap in the 2D-EMP and the 3D-EMP are about 205 µm and 240 µm, respectively. As another reason, the misalignment with average value of 50 µm between the 1st layer TPSEs and the 2nd ones would allow more pressure loss in the case of applied load pressure, which also largely impaired the output pressure. Therefore, the lower maximal output pressure by the 3D-EMP mainly resulted from the worse tip profile of triangular prism electrodes and the misalignment effect by the 3D-EMP. In the near future, we need to optimize the fabrication conditions and processes so as to attain the higher accuracy of TPSEs shapes and minimize the misalignment effect by the 3D-EMP.

Performance comparison of the 2D-EMP and the 3D-EMP

Magnified SEM images of fabricated 3D-EMP and 2D-EMP chips

Dimensions to evaluate the shape of fabricated TPSEs
On the other hand, the output flow rate by the 3D-EMP was much higher than the counterpart by 2D-EMP. For example, the maximal output flow rate without load pressure by the 3D-EMP at the applied voltage of 3 kV was 650 mm3/s, which was 2.1 times larger than that by the 2D-EMP, 310 mm3/s. As previously higher electrodes were already clarified for the higher flow rate [28], the different flow rate characteristics were mainly attributed to the height differences of fabricated TPSEs. In the previous single layer UV-LIGA fabrication, TPSEs height was limited up to 500 µm due to severe deformation of KMPR micromolds. On the contrary, in this research, thanks to the multilayer UV-LIGA combined with precision surface planarization, we were successful in fabricating high-aspect-ratio TPSEs with the height of 880 µm, were about 1.8 times higher than that of TPSEs obtained by single layer UV-LIGA.
Besides of output pressure and output flow rate, the output power is recognized as another criterion to evaluate the output performance of ECF micropumps. In general, the output power is defined as the multiplication of load pressure and its corresponding output flow rate. This represents the area of a rectangle under the flow rate/load pressure curve with one corner at the origin and another corner at a point on the curve. It was found that the maximal output power by the 3D-EMP was calculated as 8.9 mW when the load pressure and the output flow rate were 26 kPa and 343 mm3/s, respectively, at the applied voltage of 3 kV. In contrast, the maximal output power by the 2D-EMP was 6.3 mW when the load pressure and the output flow rate were 34 kPa and 184 mm3/s respectively, at the applied voltage of 3 kV. It could be seen clearly that the 3D-EMP fabricated by the combination of multilayer UV-LIGA and precision surface grinding achieved higher-aspect-ratio TPSEs with better output performance on the same footprint, compared with the 2D-EMP fabricated by the single layer UV-LIGA.
5 Conclusion and Future Work
In this paper, a novel MEMS fabrication method combining multilayer UV-LIGA and precision surface grinding was proposed and investigated to fabricate the 3D-EMP with high-aspect-ratio TPSEs. After each prior micromolding layer fabrication, the planarization process of precision mechanical grinding was unique in its ability to achieve clear border lines and excellent flatness between the KMPR micromolds and the electroplated TPSEs, aiming for the next micromolding layer fabrication. Thanks to the proposed method, we successfully fabricated the 3D-EMP with TPESs height of 880 µm. According to the characteristic comparison of 3D-EMP and 2D-EMP, the experimental results validated higher output performance of the 3D-EMP due to high-aspect-ratio TPSEs in almost a millimeter scale. We believe that our work will represent significant potential in the fabrication of high-aspect-ratio metallic microstructures.
References
Nakazato, Y., Sonobe, Y., & Toyama, S. (2010). Development of an in-pipe micro mobile robot using peristalsis motion. Journal of Mechanical Science and Technology,24(1), 51–54.
Qiao, J., Shang, J., & Goldenberg, A. (2012). Development of inchworm in-pipe robot based on self-locking mechanism. IEEE/ASME Transactions on Mechatronics,18(2), 799–806.
Yim, S., & Sitti, M. (2011). Design and rolling locomotion of a magnetically actuated soft capsule endoscope. IEEE Transactions on Robotics,28(1), 183–194.
Yim, S., Gultepe, E., Gracias, D. H., & Sitti, M. (2013). Biopsy using a magnetic capsule endoscope carrying, releasing, and retrieving untethered microgrippers. IEEE Transactions on Biomedical Engineering,61(2), 513–521.
Wood, R. J. (2008). The first takeoff of a biologically inspired at-scale robotic insect. IEEE Transactions on Robotics,24(2), 341–347.
Seok, S., Onal, C. D., Cho, K. J., Wood, R. J., Rus, D., & Kim, S. (2012). Meshworm: A peristaltic soft robot with antagonistic nickel titanium coil actuators. IEEE/ASME Transactions on Mechatronics,18(5), 1485–1497.
Hagood IV, N. W., Roberts, D. C., Saggere, L., Schmidt, M. A., Spearing, M., Breuer, K. S., et al. (2000). Development of micro-hydraulic transducer technology. In Proceedings of the 10th international conference on adaptive structures and technologies (pp. 71–81).
Roberts, D. C., Li, H., Steyn, J. L., Turner, K. T., Mlcak, R., Saggere, L., et al. (2002). A high-frequency, high-stiffness piezoelectric actuator for microhydraulic applications. Sensors and Actuators A: Physical,97, 620–631.
Wehner, M., Truby, R. L., Fitzgerald, D. J., Mosadegh, B., Whitesides, G. M., Lewis, J. A., et al. (2016). An integrated design and fabrication strategy for entirely soft, autonomous robots. Nature,536(7617), 451.
Kim, C. T., & Lee, J. (2014). Design, fabrication, and testing of a DC MHD micropump fabricated on photosensitive glass. Chemical Engineering Science,117, 210–216.
La, M., Kim, W., Yang, W., Kim, H. W., & Kim, D. S. (2014). Design and numerical simulation of complex flow generation in a microchannel by magnetohydrodynamic (MHD) actuation. International Journal of Precision Engineering and Manufacturing,15(3), 463–470.
Jian, Y., Si, D., Chang, L., & Liu, Q. (2015). Transient rotating electromagnetohydrodynamic micropumps between two infinite microparallel plates. Chemical Engineering Science,134, 12–22.
Darabi, J., Ohadi, M. M., & DeVoe, D. (2001). An electrohydrodynamic polarization micropump for electronic cooling. Journal of Microelectromechanical Systems,10(1), 98–106.
Darabi, J., Rada, M., Ohadi, M., & Lawler, J. (2002). Design, fabrication, and testing of an electrohydrodynamic ion-drag micropump. Journal of Microelectromechanical Systems,11(6), 684–690.
Kazemi, P. Z., Selvaganapathy, P. R., & Ching, C. Y. (2009). Electrohydrodynamic micropumps with asymmetric electrode geometries for microscale electronics cooling. IEEE Transactions on Dielectrics and Electrical Insulation,16(2), 483–488.
Chen, L., Wang, H., Ma, J., Wang, C., & Guan, Y. (2005). Fabrication and characterization of a multi-stage electroosmotic pump for liquid delivery. Sensors and Actuators B: Chemical,104(1), 117–123.
Takemori, Y., Horiike, S., Nishimoto, T., Nakanishi, H., & Yoshida, T. (2005). High pressure electroosmotic pump packed with uniform silica nanospheres. In The 13th international conference on solid-state sensors, actuators and microsystems, 2005. (Vol. 2, pp. 1573–1576).
Cheema, T. A., Kim, K. W., Kwak, M. K., Lee, C. Y., Kim, G. M., & Park, C. W. (2014). Numerical investigation on composite porous layers in electroosmotic flow. International Journal of Precision Engineering and Manufacturing-Green Technology,1(3), 207–213.
Yokota, S., Otsubo, Y., & Edamura, K. (2000). Electro-sensitive movable fluids, methods of using the same and motors for the electro-sensitive movable fluids. U.S. Patent No. 6,030,544. Washington, DC: U.S. Patent and Trademark Office.
Raghavan, R. V., Qin, J., Yeo, L. Y., Friend, J. R., Takemura, K., Yokota, S., et al. (2009). Electrokinetic actuation of low conductivity dielectric liquids. Sensors and Actuators B: Chemical,140(1), 287–294.
Kim, J. W., Tanabe, Y., & Yokota, S. (2019). Comprehending electro-conjugate fluid (ECF) Jets by using the onsager effect. Sensors and Actuators A: Physical, 295(15), 266–273.
Ueno, S., Takemura, K., Yokota, S., & Edamura, K. (2014). Micro inchworm robot using electro-conjugate fluid. Sensors and Actuators A: Physical,216, 36–42.
Abe, R., Takemura, K., Edamura, K., & Yokota, S. (2007). Concept of a micro finger using electro-conjugate fluid and fabrication of a large model prototype. Sensors and Actuators, A: Physical,136(2), 629–637.
Mori, K., Yamaguchi, A., Takemura, K., Yokota, S., & Edamura, K. (2012). Control of a novel flexible finger using electro-conjugate fluid with built-in angle sensor. Sensors and Actuators A: Physical,183, 75–83.
Yamaguchi, A., Takemura, K., Yokota, S., & Edamura, K. (2012). A robot hand using electro-conjugate fluid: Grasping experiment with balloon actuators inducing a palm motion of robot hand. Sensors and Actuators A: Physical,174, 181–188.
Han, D., Gu, H., Kim, J. W., & Yokota, S. (2017). A bio-inspired 3D-printed hybrid finger with integrated ECF (electro-conjugate fluid) micropumps. Sensors and Actuators A: Physical,257, 47–57.
Nagaoka, T., Mao, Z., Takemura, K., Yokota, S., & Kim, J. W. (2018). ECF (electro-conjugate fluid) finger with bidirectional motion and its application to a flexible hand. Smart Materials and Structures, 28, 025032.
Kim, J. W., Suzuki, T., Yokota, S., & Edamura, K. (2012). Tube-type micropump by using electro-conjugated fluid (ECF). Sensors and Actuators A: Physical,174, 155–161.
Kim, J. W., Nguyen, T. V., Edamura, K., & Yokota, S. (2016). Triangular prism and slit electrode pair for ECF jetting fabricated by thick micromold and electroforming as micro hydraulic pressure source for soft microrobots. International Journal of Automation Technology,10(4), 470–478.
Kim, J. W., Yamada, Y., & Yokota, S. (2019). Micro electro-conjugate fluid (ECF) hydraulic power sources based on the modular design of TPSEs (triangular prism and slit electrode pairs). The International Journal of Advanced Manufacturing Technology. https://doi.org/10.1007/s00170-019-04598-x. (accepted, ‘Online First’).
Matsubara, T., Huynh, H. H., Yoshida, K., & Kim, J. W. (2019). Development of MEMS-fabricated Bidirectional Electro-Conjugate Fluid (ECF) micropumps. Sensors and Actuators A: Physical,295(15), 317–323.
Shin, Y. M., Gamzina, D., Barnett, L. R., Yaghmaie, F., Baig, A., & Luhmann, N. C. (2010). UV lithography and molding fabrication of ultrathick micrometallic structures using a KMPR photoresist. Journal of Microelectromechanical Systems,19(3), 683–689.
Han, D., Xia, Y., Yokota, S., & Kim, J. W. (2017). UV-LIGA technique for ECF micropumps using back UV exposure and self-alignment. Journal of Micromechanics and Microengineering,27(12), 125008.
Tang, J., Du, J., & Chen, Y. (2009). Modeling and experimental study of grinding forces in surface grinding. Journal of Materials Processing Technology,209(6), 2847–2854.
Wei, J., Zhang, Q., Xu, Z., & Lyu, S. (2010). Study on precision grinding of screw rotors using CBN wheel. International Journal of Precision Engineering and Manufacturing,11(5), 651–658.
Mao, C., Tang, X., Zou, H., Huang, X., & Zhou, Z. (2012). Investigation of grinding characteristic using nanofluid minimum quantity lubrication. International Journal of Precision Engineering and Manufacturing,13(10), 1745–1752.
Lee, P. H., Lee, S. W., Lim, S. H., Lee, S. H., Ko, H. S., & Shin, S. W. (2015). A study on thermal characteristics of micro-scale grinding process using nanofluid minimum quantity lubrication (MQL). International Journal of Precision Engineering and Manufacturing,16(9), 1899–1909.
Chen, S. P., Wang, Z. Z., Yu, H., & Lin, L. Q. (2018). Research on Automatic Compensation Technology for Eccentricity of Grinding Wheel. International Journal of Precision Engineering and Manufacturing,19(8), 1201–1209.
Luo, J., & Dornfeld, D. A. (2001). Material removal mechanism in chemical mechanical polishing: Theory and modeling. IEEE Transactions on Semiconductor Manufacturing,14(2), 112–133.
Guo, Y., Lee, H., Lee, Y., & Jeong, H. (2012). Effect of pad groove geometry on material removal characteristics in chemical mechanical polishing. International Journal of Precision Engineering and Manufacturing,13(2), 303–306.
Park, Y., Jeong, H., Choi, S., & Jeong, H. (2013). Planarization of wafer edge profile in chemical mechanical polishing. International Journal of Precision Engineering and Manufacturing,14(1), 11–15.
Park, Y., Lee, H., Lee, Y., Park, S., & Jeong, H. (2013). Effect of contact angle between retaining ring and polishing pad on material removal uniformity in CMP process. International Journal of Precision Engineering and Manufacturing,14(9), 1513–1518.
Lee, C., Park, J., Kinoshita, M., & Jeong, H. (2015). Analysis of pressure distribution and verification of pressure signal by changes load and velocity in chemical mechanical polishing. International Journal of Precision Engineering and Manufacturing,16(6), 1061–1066.
Lee, H., Lee, D., & Jeong, H. (2016). Mechanical aspects of the chemical mechanical polishing process: A review. International Journal of Precision Engineering and Manufacturing,17(4), 525–536.
Lim, H. S., Fathima, K., Kumar, A. S., & Rahman, M. (2002). A fundamental study on the mechanism of electrolytic in-process dressing (ELID) grinding. International Journal of Machine Tools and Manufacture,42(8), 935–943.
Zhang, K., Yu, Y., Wang, W., & Li, H. (2015). Experimental study on internal cylindrical grinding of bearing steel with electrolytic in-process dressing grinding. The International Journal of Advanced Manufacturing Technology,81(5–8), 1175–1185.
Tang, H., Deng, Z. H., Guo, Y. S., Qian, J., & Reynaerts, D. (2015). Depth-of-cut errors in ELID surface grinding of zirconia-based ceramics. International Journal of Machine Tools and Manufacture,88, 34–41.
Wu, M. L., Zhang, K., & Ren, C. (2015). Study on the non-uniform contact during ELID groove grinding. Precision Engineering,39, 116–124.
Ma, W., Zhang, B., Nakajima, A., & Mawatari, T. (2015). Electrolytic in-process dressing grinding of ceramic balls. The International Journal of Advanced Manufacturing Technology,79(5–8), 1153–1160.
Acknowledgements
A part of this work was supported by a JSPS KAKENHI Grant-in-Aid for Scientific Research (B), Grant Number 18H01359. The authors thank Kazuya Edamura (New Technology Management Co., Ltd., 2-9-1-306 Higashishinkoiwa, Katsushika-ku, Tokyo 124-0023, Japan) for his support in providing the information concerning ECFs.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Han, D., Yamada, Y., Yokota, S. et al. Multilayer Fabrication of Micromolding and Electroforming with the Planarization of Grinding for High-Aspect-Ratio Microelectrodes in Electro-conjugate Fluid (ECF) Micropumps. Int. J. Precis. Eng. Manuf. 21, 927–936 (2020). https://doi.org/10.1007/s12541-019-00299-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-019-00299-3