
Abstract
Titanium alloys are well known with their superior properties such as corrosion resistance, specific strength; however, machining and shaping of this material are quite tricky and costly. In the present study, an attempt was made to improve the machinability of Ti–6Al–4V alloy by conducting deep and shallow cryogenic treatment. For this purpose grade, 5 in ASTM B348 titanium alloy was supplied as bar material. Cryogenic treatment was conducted to both annealed and aged state Ti–6Al–4V alloy. Machinability of different heat-treated materials was tested by using a CNC wire electro discharge machining machine. The test results were evaluated by material removal rate, surface roughness and surface hardness of the machined surface. Additionally, the electrical conductivity of different heat-treated specimens was measured. An XRD test was conducted to understand the internal changes happened with the effect of heat treatment. The results of the study show that the application of cryogenic treatment to both annealed and aged samples improved the machinability and electrical conductivity and provides better surface roughness of machined surfaces. This study suggests an alternative approach to improve the machinability of Ti–6Al–4V alloy and presents a characterization study about the effect of cryogenic treatment on Ti–6Al–4V alloy.
Graphic Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloys are widely used in biomedical, aerospace, food processing, and petrochemical industries because of its exceptional properties such as high corrosion resistance, specific strength, and high-temperature stability. In addition to their superior properties, there are some unfavorable properties such as limited wear resistance, the difficulty of manufacturing and shaping and high cost.
To reduce the cost of titanium parts, manufacturability properties of titanium alloys are needed to be improved. The concept of manufacturability can have different meanings for different applications. In general terms, the amount of resources such as energy, consumables and time needed for the production of the product can be expressed as a unit manufacturing cost. Comparing these costs to a specific material and rating different materials among themselves created the term of manufacturability. This term relatively measures the ease of manufacturing comparing to the machining of another material. The concept of manufacturability can be used for many different manufacturing methods such as forming, machining, grinding, chemical milling, forming by chemical or electrochemical processes such as electro-discharge machining. The mechanisms used by the aforementioned methods to shape materials and the reactions of materials to these mechanisms are quite different from each other. The general approach to manufacturability term is the relative expression of the potential to be manufactured for another case, regarding a material that is relatively easy to manufacture. Titanium alloys have low thermal conductivity coefficients, low modulus of elasticity, high hardness at elevated temperatures and high chemical reactivity to form an oxide form on their surface are the main reasons why machinability of titanium alloys are considered difficult [1]. The studies on the machinability of titanium alloys show that the general approach decreases the manufacturability from α titanium alloys to α + β and β titanium alloys [2]. Machinability of the materials can be increased by the heat treatment effect. Still, since the processes used for this process affects the mechanical properties and dimensional accuracy of the final part, it is generally recommended to apply them before they become final products. The aging process applied to impart strength to titanium alloys worsens the manufacturability as expected [3] because of obtained strength and hardness improvement. Studies are indicating that the increasing cutting speeds yield an increase in machinability with the help of thermal softening effect in the machining of titanium alloys [4]. However, the risk of burning due to its reactive structure also limits the cutting speed that can be used. Rahman et al. Applied β titanium alloy to the solution and aging process, then tried to determine their machinability by machining method. The authors stated that the assumption that the increase in hardness will make the manufacturing difficult applies to some extent titanium alloys. On the other hand, increasing ductility value also affects the machinability by eliminating additional friction between removed chip and insert and different results were observed in terms of machinability under different cutting conditions [5].
Improving the machinability of an alloy is significant in many ways. Lowering the needs for producing a finished product improves sustainability. There are many different approaches to lower the environmental cost of manufacturing. One of the trending approaches to lowering the environmental effects of titanium machining is altering the traditional approach of cooling of the cutting zone. For this purpose, one of the most promising approaches is the Minimum Quantity Lubrication (MQL) technique [6] as cutting fluid. Another approach to improving the cooling of the cutting zone while reducing the environmental effect is using advanced coolants such as liquid nitrogen and CO2 [7,8,9]. In literature, there are many approaches to improve the machining of Ti alloys. Some of the methods are hot machining [10, 11], vibration-assisted machining [12, 13], rotary machining [14] and using advanced coolants such as liquid nitrogen and CO2. Although these methods provide promising results, the difficulty and additional cost of application modules prevent their widespread usage.
Another approach is conducting heat treatment to alloys to obtain an easy to cut structure [3]. The main disadvantage of this method is applying heat treatment completely alters the material structure and mostly worsens mechanical properties. One of the methods used to improve the machinability of titanium alloys is cryogenic treatment. In literature, some studies suggest using the cryogenic treatment. These studies show that these studies are concentrated on the electro-discharge machining method. In their study, Singh et al., Commercially pure titanium (Titan 15) ASTM Gr.2 material was cryogenically treated at − 80 °C for about 20 h. As a result of this process, the workability of the material was determined by electro discharge machining (EDM) method. The experimental design was performed with Taguchi method and material removal rate (MRR), tool wear rate (TWR), surface roughness and dimensional accuracy were handled as outputs. Cryogenic treatment yielded 60.39%, 58.77%, 7.99% and 80.00% improvement in these parameters, respectively [15]. In another study by Gill et al., Ti6246 material was cryogenic at − 196 °C for 24 h. In this application, EDD (Electro-erosion drilling) was applied. For drilling, 10 mm blind holes were drilled with copper electrodes. According to the results of the study, the material removal rate (MRR) was improved by cryogenic treatment of the materials, the useful wear rate (material wear rate/tool wear rate) and tool wear rate (TWR) improved. It has also been reported that the accuracy and accuracy of the drilled holes in the deep cryogenic samples are improved [16]. The shape memory NiTi alloy were subjected to cryogenic treatment at 185 °C for 24 h. In this study, the electrical conductivity values of NiTi alloy were examined and it was reported experimentally that the process significantly increased the electrical conductivity of the alloy. According to the results of the study, the metal removal rate increased by approximately 19% [17]. In another study on shape memory alloys, NiTi alloys were kept under cryogenic conditions for 3 h and then microhardness and phase analysis were performed. It is stated that the microhardness increases with the cryogenic process applied but the net change related to the phase change cannot be seen [18]. In addition to these studies, Kumar et al. investigated the effect of cryogenic treatment of Ti5Al2.5Sn alloy on the electro erosion process using different process parameters. This material test group, which is an alpha alloy, was subjected to shallow cryogenic treatment at − 110 °C for 24 h while another group was subjected to deep cryogenic treatment at − 184 °C for 24 h. The results were evaluated considering machining removal rate, microhardness, tool wear, and surface roughness. According to the study, deep cryogenic treated samples and shallow cryogenic treated and untreated samples showed a significant increase in performance. Different EDM process parameters produced different results on the effect of the process [19]. According to the results of this study, the effect of cryogenic treatment becomes more prominent under relatively aggressive processing conditions. This difference was reported to be less in trials with relatively moderate parameters [19]. In the light of the studies in the literature, it has been concluded that it is possible to improve the manufacturability by controlling the factors such as low thermal conductivity, friction and adhesion tendency, irregular internal structure, amount of residual stress in the structure, which make the manufacturability difficult in titanium alloys.
In literature, there are studies about improving the machinability of nonferrous materials and Titanium alloys in particular. However, most of these studies are focused on only applying a cryogenic treatment of alloy to the best of our knowledge the effect of aging and additional cryogenic treatment were not studied. In this study, the effect of cryogenic treatment on the machinability of Ti–6Al–4V alloy was investigated MRR, and resulting surface roughness and hardness were measured. Additionally, the electrical conductivity of different heat-treated groups was measured. By conducting the study, it was aimed to show that the cryogenic treatment of Ti–6Al–4V could be used to improve the machinability of the alloy in wire electro discharge machining (WEDM) machining processes and explain the internal mechanisms that provide the observed effects of the process.
2 Experimental Methods
2.1 Workpiece and Electrode
In order to investigate the effect of cryogenic treatment on the machinability of Ti–6Al–4V alloy, Titanium alloy is supplied as Grade 5 in ASTM B348 standard as a 35 mm diameter cylindrical rod. Alloys of this standard are annealed at 700 °C as supplied. The bar material was converted into test specimens by slicing with a wire erosion method. For each group, a pre-sliced bar was heat treated. A CNC controlled WEDM machine was used with a molybdenum wire. The tests were repeated for different groups under homogeneous conditions.
2.2 Heat Treatment of Ti–6Al–4V Alloy
A total of 8 groups of samples were prepared in 2 main categories in order to examine the effects of the cryogenic treatment of Ti–6Al–4V alloy on the machinability behavior. The first group was selected as the reference sample and left as supplied. The second and third groups of samples were subjected to shallow cryogenic treatment for 12 and 24 h, while the fourth and fifth groups of samples were subjected to deep cryogenic treatment for 24 and 36 h. The sixth group was treated only with aging, and the seventh and eighth groups were subjected to deep cryogenic treatment for 24 and 36 h after solution addition and quenching. With this method, it is aimed to investigate the effects of the aging process together with cryogenic treatment. Sixth, seventh, and eighth group samples were subjected to 1 h solution at 920 °C for the aging process, and then sixth group samples were directly aged at 650 °C for 3 h. The seventh and eighth samples were subjected to cryogenic treatment at − 196 °C before aging after quenching. MMD Technology applied the cryogenic treatment applied to the samples according to the parameters in Table 1. Cryogenic treatment parameters were determined by preliminary trials and literature studies.
The method to be followed in the aging process is determined by considering the aging parameter recommendations in different sources. Samples were heated to α + β region (920 °C) for the solution and kept at this temperature for 1 h considering the sample size. After the solution was quenched in oil medium. Samples that were cryogenically treated before aging was subjected to deep cryogenic treatment for 24 h and 36 h within 24 h following the solution. Then, all samples were aged for 3 h at 650 °C. The properties of annealed state Ti–6Al–4V alloy are given in Table 2. These properties represent general information about the Ti–6Al–4V alloy. Applying heat treatment would probably alter some of these properties.
2.3 Machining Tests
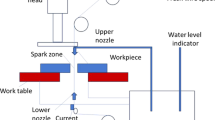
Manufacturability can be expressed as the amount of product obtained despite the amount of resources (energy, tool, consumables, time…) consumed in general. WEDM method was chosen as the application to be used for the machinability test. The reason for this choice was the ease of observing the machinability characteristics of the EDM method and the widespread use of EDM methods for difficult to cut materials. For machinability tests, pre-sliced cylindrical samples were sliced from the ⌀35 mm bar material. 30 mm thick manufacturability test specimens were heat treated and used as test samples. 5 mm thick blocks were cut from the pre-sliced samples. In the WEDM process, the wire material was Molybdenum. A schematic representation of the process and the WEDM equipment used in this study is shown in Fig. 1. Process performance and surface quality were observed and reported during and after the tests. Three samples were tested for each group. The results are given on average values.

Representation of wire erosion tests a WEDM machine used in tests b
Machinability test was performed on a CNC WDM machine (CNC Multiple Cut WEDM 4050T6H40—GOLD SAN CNC). Molybdenum wire of 0.18 mm thickness was used as the electrode material in the tests. The tests were performed by radial slicing of samples with a diameter of 35 mm. The effects of heat treatments on machining performance and product quality were detected. Test parameters were kept constant for all samples. The process parameters used in the tests are given in Table 3.
Machining test parameters were determined by taking into consideration the sample sizes and previous studies in the literature and considering the recommendations of the company representative. In the cutting process, an arc is formed between the wire and the workpiece as the electrode approaches the pre-sliced specimen. The feed rate of wire was automatically controlled by the WEDM machine according to the active electro erosion speed.
In this test, which was carried out as a machinability test, the samples were repeatedly cut with the same cutting parameters. In each process, the cutting time was recorded by a timer until the end of the test. All samples were weighed using precise scales, and material remove rate was calculated as MRR (material remove rate). The tool wear rate was also wanted to be measured, but no significant weight loss was observed in the 2 m long molybdenum wire. In Eq. (1) “\({W}_{0}\)” is the initial weight of the sample “\({W}_{1}\)” is the weight after the test “\(t\)” was the measured machining time while \(\rho\) is material density. The time measured according to Eq. (1) was converted to minutes and material removal rate was calculated by taking 4.43 g/cm3 as material density.
One of the criteria of the machinability of an alloy is the quality of the resulting surfaces. Characterization of surfaces is observed by observing parameters such as surface roughness, hardness distribution, microstructure difference between surface and base material. In this study, surface roughness and surface hardness were also measured and reported. In the hardness tests, a diamond Pyramid with 136° was used with 100 g force load and 10 s dwell time. Many measurements were taken and average results are given.
2.4 Electrical Conductivity Tests
Electrical conductivity is a property that is affected by the internal structure of the sample, dislocation density, dislocation distribution, and internal tension of the material. In general, the electrical conductivity of materials is proportional to thermal conductivity magnitudes. In this sense, it is a parameter that can be monitored to observe the effects of applied heat treatments on the machinability and internal structure of the material. The electrical conductivity measurement was carried out using 35 mm diameter, 5 mm wide coupons, which were supplied as cylindrical rods and were previously taken from heat-treated samples which had been sliced to a thickness of 30 mm in machining tests. The electrical conductivity test was determined by the GOM-802 electrical conductivity meter using a 4 point measurement technique. This device measures the electrical resistance of the connected object in millimeters ohms using 4 points. The resistance value measured in the method used is proportional to the sample sizes tested. In order to avoid this situation, the measured values were made independent of the sample size with the help of Eq. (2) and used in the calculation of electrical conductivity.
In Eq. (2), \(R\) is the measured resistance, \(A\) is the cylindrical sample cross-sectional area, and \(L\) is the cylindrical sample length \(\rho\) is the calculated resistivity. The nature of this process and the dimensions of the samples to be measured per the method used directly affect the measurement results. For this reason, the samples to be used for measurement were sliced to a thickness of 5 ± 0.02 mm by paying attention to the parallelism between the surfaces by wire erosion method. After this process, the small differences in the samples were weighed on the precision balance and compensated by reflecting the length difference on the assumption that the samples had the same diameter.

2.5 XRD Tests
In order to detect the microstructural changes that happened with the applied heat treatment, an X-ray diffraction (XRD) analysis was conducted. For the XRD test, the samples were scanned at the face side of the cylindrical bar with a range of 25°–90°. The test samples were cut before heat treatment. The XRD samples are not the same samples that were obtained after WEDM machining tests. These samples were cut from the alloy rod was cut by using a Silicon carbide (SiC) disc. A water-based coolant was used in the cutting process to minimize the effect of the generated heat to the material structure. The surface of the samples was ground by using coarse and fine grinding. Coarse grinding was carried out using 220, 600 grid emery paper. Since the titanium surface is easily scratched, additionally fine grinding is done with 1200 and 2400 emery paper. A pneumatic controlled 15 N load was applied to each sample at each stage of grinding. Additionally, a polishing process was performed. The X-rays were focused on the center of sliced cylinders. All samples were tested under the same conditions. The obtained results were analyzed by using MAUD software. CIF (Crystallography Information File) files were supplied for possible phases. A Rietveld analysis was conducted to determine the α and β phase ratios of samples.
3 Results and Discussions
3.1 Influence of Cryogenic Treatment on Electrical Conductivity
The electrical conductivity test was carried out using a GOM-802 electrical conductivity meter using a 4 point measurement technique. This device measures the electrical resistance of the connected object in millimeter ohms using 4 points. The resistance value measured with this method is proportional to the sample size. Therefore, the measured values were used to determine the electrical conductivity values, which are independent of the sample sizes by using Eq. (2). The test results are given in Fig. 2.

Electrical resistivity of different groups
According to these results, it was observed that cryogenic treatment decreased electrical resistance and increased electrical conductivity and thermal conductivity coefficient. This effect was observed in the order of 6.7%, especially in the sample with 36 h of deep cryogenic treatment. In shallow cryogenic samples, no significant improvement was observed in the sample treated for 12 h, while the sample treated for 24 h showed approximately 4% improvement. On the other hand, it was observed that the electrical conductivity value worsened by about 6%. However, the cryogenic treatment before the aging process compensated for this negative effect. After cryogenic 24 h of deep cryogenic treatment, the sample showed a conductivity close to the reference group, whereas 36 h of deep cryogenic treatment improved the electrical conductivity of the sample by approximately 7%.
Electrical conductivity is directly proportional to thermal conductivity and is one of the parameters that directly affect the machinability. One of the applications where this effect will be directly observed is the electro-erosion method. Similarly, in machining applications, since the material with higher conductivity will absorb the heat generated in the cutting zone faster, it will contribute to keeping the cutting zone temperature under control. In this context, the positive effect of cryogenic treatment on electrical conductivity reported in previous studies was also observed in Ti–6Al–4V alloy.
3.2 Influence of Cryogenic Treatment on Material Removal Rate
WEDM method was used to measure the machinability of titanium alloys. In order to determine the material removal rate, repeated tests were performed for each group under the same parameters. In each test, the cutting time was recorded with a chronometer from the moment the arc starts to the end. All samples to be tested before the process was weighed and recorded using precision scales. This process was repeated after the WEDM test, and the amount of material removed was determined as weight loss. material removal rate (MRR) was calculated by dividing the determined weight difference by dividing the test duration determined by the timer. Tool wear rate was also wanted to be measured, but no significant weight loss was detected in the 2 m long molybdenum wire used in the tests. MRR values were calculated using Eq. (1). The results are given in Fig. 3.

Average material removal rates
The increased material removal rate is an indication that the material can be manufactured more easily. In this context, the material with the lowest MRR is the 6th group, which was aged. According to these results, it is seen that shallow and deep cryogenic treatment increases the MRR. The most obvious improvement was observed in the sample with deep cryogenic treatment for 36 h, with approximately 5%. Although MRR decreased in the sample treated only with aging, 4% improvement was observed in cryogenically treated samples compared to the sample treated only with aging. The observed improvement of MRR with the application of cryogenic treatment was also reported in previous studies [16, 17]. The reported improvement in previous studies proposed a greater improvement in MRR. By Analyzing previous studies, it can be said that the effect of cryogenic treatment on MRR increases more in conditions where processing parameters are more aggressive [19]. The aging process itself lowers both machinability and thermal conductivity. These phenomena could be attributed to the dispersion of small particles, which blocks the slip lines and dislocation movements. These effect brings improvement on the strength of the material but lowers the electrical conductivity and machinability of the alloy.
3.3 Influence of Cryogenic Treatment on Surface Roughness and Hardness
One of the criteria of machinability is the quality of the surfaces that emerge after manufacturing. The quality of the surfaces is evaluated by observing the parameters such as surface roughness, hardness distribution, microstructure difference between the surface and the base material. In this study, surface roughness and surface hardness were measured. As the wire erosion method deteriorates the surface integrity, the unwanted remelting zone (Recast Layer) was observed to be quite thin (5–10 µm) in all samples. Surface roughness measurement was performed in all samples in the direction of wire feed. The average values calculated by conducting measurements from multiple points and the results are shown in Fig. 4. Measurements were performed on the cut off slices obtained as a result of the process.

Average surface roughness (Ra) of samples cut by the wire EDM method
According to these results, deep cryogenic treated samples were observed to give a smoother surface compared to reference samples machined under the same conditions. This effect was most commonly seen in groups 4 and 5, which were subjected to deep cryogenic treatment. The cryogenic treatment applied in addition to the aging process had a positive effect on the surface roughness, either.
Another method of quality of the surface produced in WEDM applications is the observation of surface hardness. The hardness difference between the surface and the base material is an indication of the strength of the manufactured part surface, and high hardness is preferred, especially in sectors such as mold making. In this study, the surfaces cut by wire erosion were cut, and measurements were taken at a distance of 30 µm from the first main material very close to the surface and the results were given as average in Fig. 5.

Average hardness values of surfaces treated with WEDM
One of the main reasons of hardening on the surface is the diffusion of carbon in the dielectric liquid to the titanium surface to form carbide. Another reason is that the eroded material in this region hardens rapidly to form a hard layer, and the area close to the surface hardens with thermal effect. These very thin layers generally wear out quickly during use as they disrupt the surface integrity or are cleaned before use. Therefore, measurements were made on the more permanent layer. According to the measurement results, the surface hardness of the sample applied deep cryogenic treatment for 24 h increased by approximately 30 Hv compared to the reference sample surface hardness. No significant difference between reference and 36 h deep cryo-treated samples was observed in the surface hardness. The aged samples are expected to be harder compared to annealed and cryo-treated samples. Applying cryogenic treatment after quenching prior to aging increases surface hardness up to 20–50 Vickers comparing to only aged samples.
3.4 XRD Tests
XRD test provides valuable information about the structure of the alloys. The locations, widths, and intensities of the peaks in the XRD patterns provide information about phase quantities, surface integrity, residual stress amount, and grain structure. The peaks obtained were analyzed for the determination of α and β phase ratios. In order to do this, XRD patterns of the samples were measured. XRD patterns for all samples are given in Fig. 6. To compare these patterns, the databases in the literature were examined for all phases that may exist in the structure. CIF (Crystallography Information File) files are provided for all possible phases. CIF files are produced with the help of PDF-4 + 2018 software. XRD patterns and CIF files were analyzed by Rietveld Method by using MAUD software. The Rietveld analysis results are given in Fig. 7. The phase analysis results show that with the effect of cryogenic treatment, the unstable β phase transformed into a stable β phase and α phase. The increase observed in electrical conductivity and the shapes of the peaks support that refinement in microstructure and rearranging of dislocations happened with the help of cryogenic treatment.

XRD patterns of Samples

β phase ratios, according to Rietveld analysis
It was determined that the β phase ratio increased with the effect of the solution step in the aging process. In the aging process, the application of cryogenic treatment after quenching decreased the β phase ratio slightly compared to the sample that was aged only.
Therefore, the effect of the cryogenic treatment applied after the solution on residual stress and dislocation density in the internal structure is also more limited than the samples subjected to cryogenic treatment alone. According to XRD results, the application of cryogenic treatment after quenching affects the phase ratios in the samples subjected to aging; the aging process is thought to play a more dominant role in determining crystallographic properties.
According to these results, it can be said that cryogenic treatment has a positive effect on the manufacturability in the electro-erosion process. The main effects of this improvement are thought to be β α phase transformation, reduction of residual stresses in samples, and regulation of internal structure. During the cryogenic treatment of Ti6Al4V alloy, the element of Vanadium, which acts as a β stabilizer, is thought to play an active role in this process. As the temperature of the workpiece decreases to sub-zero temperatures, thermal shrinkage occurs. With the shrinkage of the β phase lattice in the BCC structure, the lattice squeezes and the V atoms in the structure begin to diffuse. As a result of this process, the particles in the β phase, which do not have enough β stabilizer in their structure, can no longer continue as a β phase and transform to the α phase. As a result of this transformation, the amount of V element that the α phase can dissolve in the structure is much less than the β phase and they are diffused to the semi-stable β phases near the V element. With the increase of the V element in the semi-stable structure, the amount of β stabilizer in it increases from a semi-stable state to a stable state. With the effect of the cryogenic treatment applied, the β phase in the semi-stable state is converted to the α phase and then to the stable β phase. Since the transformation between the α and β phases in titanium alloys is diffusion based transformations, long periods of time are required for the process to be effective as the diffusion rate is low at very low temperatures. A recent study about the topic is pointed out a similar theory [21].
4 Conclusion
Applying cryogenic treatment as a supplementary heat treatment has effects on the electrical conductivity and machinability of Ti–6Al–4V alloy. As a result of experimental studies, it has been observed that cryogenic treatment of annealed or aged Ti–6Al–4V alloy causes many changes in material properties. In WEDM tests the average value of 5% MRR improvement was observed and resulting surface roughness is improved nearly 24%. The WEDM test was conducted at moderate conditions; in more aggressive conditions, it was expected that this improvement could be much greater. According to XRD tests, it was observed that the microstructure changed with the cryogenic treatment applied, the β phase transformed into α phase depending on the processing time and conditions, the internal stresses in the structure decreased, and the grains were arranged as a result of characterization studies. Another test supports these findings is the electrical conductivity test results. It was found that the deep cryogenic treatment lowered the electrical resistivity up to 7% comparing to the reference sample. The internal changes that happened with the application of cryogenic treatment in annealed or aged samples result in the improvement of machinability and surface hardness and provide better surface roughness. Another finding of this study is that aging treatment lowers both Machinability and electrical conductivity. Applying cryogenic treatment after solution treatment might improve the electrical conductivity and machinability of aged Ti–6Al–4V alloy.
References
C. Veiga, J.P. Davim, A.J.R. Loureiro, Review on machinability of titanium alloys: the process perspective. Rev. Adv. Mater. Sci. 34(2), 148–164 (2013)
A. Pramanik, Problems and solutions in machining of titanium alloys. Int. J. Adv. Manuf. Technol. 70(5–8), 919–928 (2014). https://doi.org/10.1007/s00170-013-5326-x
N. Khanna, A. Garay, L.M. Iriarte, D. Soler, K.S. Sangwan, P.J. Arrazola, Effect of heat treatment conditions on the machinability of Ti64 and Ti54M alloys. Procedia CIRP 1, 477–482 (2012). https://doi.org/10.1016/j.procir.2012.04.085
S. Gürgen, F.H. Çakır, M.A. Sofuoğlu, S. Orak, M.C. Kuşhan, H. Li, Multi-criteria decision-making analysis of different non-traditional machining operations of Ti6Al4V. Soft Comput. 23(13), 5259–5272 (2019). https://doi.org/10.1007/s00500-019-03959-8
R.A. Rahman Rashid, S. Sun, G. Wang, M.S. Dargusch, Machinability of a near beta titanium alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 225(12), 2151–2162 (2011). https://doi.org/10.1177/2041297511406649
M.K. Gupta et al., Machining characteristics based life cycle assessment in eco-benign turning of pure titanium alloy. J. Clean. Prod. 251, 119598 (2020). https://doi.org/10.1016/j.jclepro.2019.119598
S.Y. Hong, Y. Ding, Cooling approaches and cutting temperatures in cryogenic machining of Ti–6Al–4V. Int. J. Mach. Tools Manuf. 41(10), 1417–1437 (2001). https://doi.org/10.1016/S0890-6955(01)00026-8
S. Sun, M. Brandt, M.S. Dargusch, Machining Ti–6Al–4V alloy with cryogenic compressed air cooling. Int. J. Mach. Tools Manuf. 50(11), 933–942 (2010). https://doi.org/10.1016/j.ijmachtools.2010.08.003
M. Mia et al., Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti–6Al–4V. J. Clean. Prod. 210, 121–133 (2019). https://doi.org/10.1016/j.jclepro.2018.10.334
A.K. Parida, K. Maity, Hot machining of Ti–6Al–4V: FE analysis and experimental validation. Sādhanā (2019). https://doi.org/10.1007/s12046-019-1127-8
T.L. Ginta, A.K.M.N. Amin, Surface integrity in end milling titanium alloy Ti–6Al–4V under heat assisted machining. Asian J. Sci. Res. 6(3), 609–614 (2013). https://doi.org/10.3923/ajsr.2013.609.614
M.A. Sofuoğlu, F.H. Çakır, S. Gürgen, S. Orak, M.C. Kuşhan, Numerical investigation of hot ultrasonic assisted turning of aviation alloys. J. Braz. Soc. Mech. Sci. Eng. (2018). https://doi.org/10.1007/s40430-018-1037-4
M. Lotfi, S.A. Sajjady, S. Amini, Wettability analysis of titanium alloy in 3D elliptical ultrasonic assisted turning. Int. J. Lightweight Mater. Manuf. (2019). https://doi.org/10.1016/j.ijlmm.2019.05.001
S. Lei, W. Liu, High-speed machining of titanium alloys using the driven rotary tool. Int. J. Mach. Tools Manuf. 42(6), 653–661 (2002). https://doi.org/10.1016/S0890-6955(02)00012-3
R. Singh, B. Singh, Comparison of cryo-treatment effect on machining characteristics of titanium in electric discharge machining. Int. J. Automot. Mech. Eng. 3, 239–248 (2011). https://doi.org/10.15282/ijame.3.2011.1.0020
S.S. Gill, J. Singh, Effect of deep cryogenic treatment on machinability of titanium alloy (Ti-6246) in electric discharge drilling. Mater. Manuf. Process. 25(6), 378–385 (2010). https://doi.org/10.1080/10426910903179914
V.S. Jatti, T.P. Singh, Effect of deep cryogenic treatment on machinability of Niti shape memory alloys in electro discharge machining. Appl. Mech. Mater. 592–594, 197–201 (2014). https://doi.org/10.4028/www.scientific.net/AMM.592-594.197
J.W. Kim, J.A. Griggs, J.D. Regan, R.A. Ellis, Z. Cai, Effect of cryogenic treatment on nickel–titanium endodontic instruments. Int. Endod. J. 38(6), 364–371 (2005). https://doi.org/10.1111/j.1365-2591.2005.00945.x
S. Kumar, A. Batish, R. Singh, T. Singh, Machining performance of cryogenically treated Ti–5Al–2.5Sn titanium alloy in electric discharge machining: a comparative study. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. (2016). https://doi.org/10.1177/0954406215628030
‘ASM Material Data Sheet’. https://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MTP641. Accessed 01 July 2019.
K.-X. Gu, K.-K. Wang, J.-P. Zheng, L.-B. Chen, J.-J. Wang, Electrochemical behavior of Ti–6Al–4V alloy in Hank’s solution subjected to deep cryogenic treatment. Rare Met. (2018). https://doi.org/10.1007/s12598-018-1163-2
Acknowledgement
This work was supported by a research program supported by the Eskisehir Osmangazi University, Project Number 2017/15A210.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Çakir, F.H., Çelik, O.N. Improvement of the Machinability of Ti–6Al–4V Alloy Wire Electro Discharge Machining with Cryogenic Treatment. Met. Mater. Int. 27, 3529–3537 (2021). https://doi.org/10.1007/s12540-020-00667-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-020-00667-z