
Abstract
Wire electric discharge machining (WEDM) is recognized as a specialized method for metal removing which restricts the application of conventional machining methods by delivering accurate qualities. WEDM uses thin wire as tool which produces electricity to cut the materials. Titanium alloys exhibit low machinability due to high strength and low thermal conduction. Achieving efficient material removal with better surface qualities can be challenging. Although titanium grade 2 alloy is widely used in the aerospace and medical domains, there are few studies that describe the ideal machining parameters to achieve desirable microstructural results and surface integrity. Hence, it is necessary to study the relationship between WEDM parameters and the resultant microstructural characteristics, providing valuable insights that can enhance machining precision in practical applications. In this study, Titanium Grade 2 alloy was machined using untreated and cryogenic brass wires. This study explores a range of machining variables including wire tension (WT), pulse on time (Ton), and pulse off time (Toff) on material removal rate (MRR) and surface roughness (SR). RSM was chosen to design experiments and study the effect of parameters. Improved MRR and Ra was obtained at cryogenic treated wire. The cryogenic treated wire showed better surface finishes than untreated wire. This could be due to thermal stability of the wire, reducing its susceptibility to thermal expansion and maintaining dimensional accuracy during machining. It is showed that the noticeable characteristics such as pores, cracks, fracture, voids and resolidified particles on machined surface. It was concluded that the titanium alloy machined with cryogenic treated brass wire was found to exhibit the highest MRR and lowest SR in comparison to brass wire. This could be due to electrode disintegration and higher discharge energy at cryogenic treated brass wire.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
WEDM is electro thermal process, introduced for making complex shape with accurateness (Ref 1). WEDM is widely used to machine regardless of hardness of steel, aluminum, copper, graphite, Hastelloy, waspaloy, inconel and titanium (Ref 2). Titanium is light weight material is used in airplanes, missiles and rocket where high strength and low weight are needed. Titanium alloys have high heat resistant that detriment the life of the cutting tool (Ref 3). Owing to low thermal conduction, the heat generated during metal cutting tends to concentrate at the small area of the workpiece contact point, leading to high thermal stresses and frictional forces. Additionally, the material's chemical reactivity at elevated temperatures makes it prone to reacting with the surrounding atmosphere (Ref 4). Ordinary cutting tools may experience premature failure under these challenging conditions. Consequently, unconventional machining processes are introduced to address the specific challenges associated with machining titanium alloys. Ezeddini et al. (Ref 5) conducted investigation to predict factors would affect the SR of titanium-aluminum composites. The pulse voltage, pulse duration and flushing pressure were identified as key factors in order to improve the machining performance. Microcracks, debris, and craters were discovered through the examination of machined surfaces and subsurface. Saedon et al. (Ref 6) carried out machining of Ti alloy utilizing brass electrodes with wire diameters of 0.25 mm. The influence of wire tension, discharge current and wire feed rate on SR have been investigated. Less than 2% separated the average error percentage between the experimental and projected values. Shandilya et al. (Ref 7) have examined the variables that affecting the inconel-825 during wire electrical discharge machining. The input variables such as cutting angle, current, spark off and on times, and cutting angles have chosen. At lowest discharge current and pulse on time with cutting angle of 44.8°, the maximum MRR (19.744 mm/min) and minimum SR (1.331 µm) were obtained. Abdallah et al. (Ref 8) examined the effects of cut direction and machining parameters on carbon fiber-reinforced plastic composites during WEDM. L18 orthogonal array was employed in this study to carry out the trials. SR and kerf widths were the study reactions to the process factors which were ignition current, duty factor and discharge voltage. Gowthaman et al. (Ref 9) studied the parametric effect during Wire-EDM of AISI 4340. It was observed that the pulse on time and voltage were identified as dominating factor that affect the SR. It is cleared that the MRR increases as the pulse duration and circuit voltage increase. Dilip and Pradeep (Ref 10) machined Ti-6Al-4 V using cryogenic coolants during machining. It was observed that the temperature was reduced up to 36 and 47% when CO2 and LN2 cryogenic are used, respectively. Surface roughness is improved by 48% compared when machined using LN2. Better controlled chip and less tool wear are observed when cryogenic liquid is used.
Mostafapor and Vahedi (Ref 11) examined the effects of servo feed rate, pulse on time and pulse current on material removal rate, kerf width and surface roughness in the WEDM of AZ91magnesium alloy. It was found that the kerf width and MRR were significantly greater than those of hard materials, reaching around 180 mm3/min, while the SR and kerf width were almost 4.683 μm and 0.450 mm, respectively. The maximum and minimum layer thickness observed in the machined surface were 6.91 and 3.09 μm, respectively. SEM photographs revealed that the machined surface exhibited few microcracks and sign of surface deterioration, proving capacity to provide work surfaces free of damage. Ahuja et al. (Ref 12) studied the influence of parameters on surface roughness and removal rate in WEDM of biodegradable magnesium alloy using face centered central composite design. It was revealed that the discharge energy generated between the electrodes caused overlapped voids and development of microcracks over the machined workpiece. Pramanik et al. (Ref 13) investigated surface roughness and kerf width during wire electrical discharge machining of AA6061 aluminum alloy through controlled factors such as wire tension and pulse on time. It was observed that the MRR increases with an increase in pulse on time. Although wire tension does not affect the MRR. The wire electrode experienced more wear due to increased heat input caused by the longer pulse on time. The result of this wear was tapered slots with a kerf that was broader on top than bottom. Due to this wear, the slots tapered and the kerf widened on the top side compared to the bottom side. Yupapin et al. (Ref 14) improved machining qualities of superconductive cryogenically treated Monel-K500 alloy by utilizing the WEDM. Effect of variables such as spark current, pulse width, flow rate, wire tension on SR and MRR was studied using Taguchi L27 orthogonal array. The results showed that the MRR and WWR of the superconductive state were 14.29 and 5.48%, respectively, while the surface roughness was 26.92% lower compared to the normal conductive state of the Monel K500 alloy.
Based on a review of prior literature, different wires were used as electrodes in WEDM to machine the various workpieces. Numerous studies have focused on process parameter manipulation as a means of improving workpiece surface integrity. Nevertheless, there hasn't been much research done on WEDM of lightweight materials, especially titanium alloys. To the best of my understanding, obtaining desirable microstructural results and surface integrity is challenging. In the present investigation, the Titanium Grade 2 is machined using brass and cryogenic treated brass wire using WEDM. Central composite design (CCD) is applied in this work to plan the experiment. The microstructure investigation has been performed using electron-based microscope in order study the defect mechanism that occur in the machined surface.
2 Experimental Details
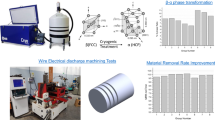
In this present study, an attempt has been performed on Titanium Grade 2 using Wire-EDM in order to improve the qualities of the machined surface. The schematic diagram of Wire-EDM is illustrated in Fig. 1.

Schematic diagram of Wire-EDM
The elemental proportion of the given titanium alloy is provided in Table 1. Titanium Grade 2 is known for its outstanding weldability and fabricability. The selected Titanium alloy grade 2 was purchased from Sachin steel centre, Maharashtra. The parent material had a thickness of 3 mm and was connected to the cathode terminal. The Ti alloy has been machined using two conditioned wires namely conventional brass wire and LN2 cooling brass wire with diameter of 0.25 mm. LN2 effectively cools the workpiece and the wire reducing thermal distortion and preventing overheating, which can degrade surface quality and dimensional accuracy. Furthermore, LN2 minimizes the formation of recast layers and micro-cracks, enhancing the overall surface integrity of the machined part. The Wire-EDM factors selected for machining are illustrated in Table 2.
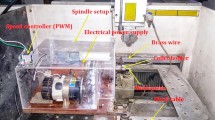
RSM is a mathematical method, employed in the design of response-predictive studies (Ref 15). It is used to find the best input parameter combinations that minimize or maximize response characteristics within a certain region. RSM is very helpful when it comes to input parameter optimization (Ref 16). A popular experimental design in RSM is the CCD, which has a full factorial design with center points supplemented by a set of axial points. Figure 2 shows the Wire-EDM Maxicut-e, which was used for the study.

Maxicut e-WEDM machine
A setup for the cryogenic cooling of wire electrode was developed. This setup consists of a rectangular box which is made up of stainless steel. A hollow vertical tube which is made up of copper is positioned at the center of the box. Brass electrode for WEDM is passed through the hollow copper tube. A layer of thermoscoal is placed inside the rectangular box around the copper tube. The liquid nitrogen is stored in the thermocoal box which surrounds the copper tube. The constant level of liquid nitrogen at the thermocoal box is maintained by manually switching on the compressor to pump the liquid nitrogen that is stored in thermo flask. Cryogenic setup mounted with WEDM machine is given in Fig. 3. The wire electrodes were used for machining are brass wire and LN2 cooled brass wire. A negatively polarized brass wire was used as the electrode. The yield strength of brass wire was observed as 464 MPa. Liquid nitrogen was used to treat the wire which is referred to as cryogenic treated. The selected brass wires were subjected to LN2 cooling at a distance of 100 mm from the work piece. Hexagonal profile has been formed and each side length is10 mm.

Cryogenic setup mounted on WEDM machine
3 Results and Discussion
In this research, Ti grade 2 alloy was machined with brass wire and LN2 cryogenic treated brass wire. Twenty experiments were carried out for each type of wire. MRR and Ra were measured for each condition. The workpiece machined with hexagonal shape using brass wire and LN2 cryogenic treated brass wires were shown in Fig. 4. MRR and Ra value recorded during machining are presented in Table 3.

Machined sample (a) separated workpiece; (b) hexagonal profile
3.1 Parametric Effects on MRR
Figure 5 displays the MRR plot constructed with respect to the value of against Ton, Toff and WT. MRR increases as increase Ton, Toff and WT. As Ton increases, more discharge energy is produced in the machining zone, causing melting and evaporation (Ref 17). At higher Ton with conventional brass wire, the electrical discharge generates intense heat, causing melting of workpiece material. Hence, the greater volume of material melted and subsequently removed. In this graph, MRR values observed for brass wire and cryogenic treated brass wire are 2.49 and 2.51 mm3/min, respectively. These enhancements allow the treated wire to withstand higher thermal energy input and sustain efficient sparking, resulting in a higher MRR.

Process parameters on MRR
At higher Ton with cryogenic treated wire, the energy delivered to the workpiece is more which provide more energy to the spark, leading to a more efficient removal of material and potentially increasing MRR. On the other hand, higher MRR was obtained at cryogenic treated wire, due to its enhanced thermal conductivity and wear resistance. During the machining, the Ton lead to increase heat accumulation in the workpiece. While this can contribute to higher MRR, it also raises the risk of thermal damage, such as recast layer formation and changes in material properties. Pulse on time may accelerate electrode wear. This wear can influence the machining accuracy and affect the consistency of MRR over time (Ref 18). The pulse on times might lead to a smoother surface due to increased MRR for both electrodes, but excessive heat can also introduce surface irregularities.
As given in effect plot, MRR values noted for brass wire and cryogenic treated brass wire are 2.48 and 2.54 mm3/min, respectively. As increase the pulse off time (Toff), MRR increases for both untreated and cryogenic treated brass wire. Higher improvement of MRR was obtained at the cryogenic treated wire. This could be due to improved thermal conductivity and stability of the treated wire. These properties allow for more effective cooling and debris removal during the longer Toff, enhancing the increasing efficiency and MRR. Improvement during the Toff, the electrical discharge ceases, allowing the spark gap to deionize. The duration of Toff influences how quickly this deionization occurs. Short Toff (2 µs) may result in a quicker re-ignition of the spark during the next Toff, potentially increasing MRR. The longer Toff (4 µs) allows for better cooling, which can be crucial for preventing excessive heat buildup and potential thermal damage, especially when machining materials like brass. Longer Toff can contribute to more efficient dissipation of residual heat, potentially minimizing thermal effects on the machined surface. Adequate Toff is essential for reducing electrode wear (Ref 19). It allows the electrode to cool and minimizes wear, contributing to prolonged tool life and consistent machining performance. The cryogenically treated wire may exhibit improved thermal characteristics, potentially allowing for more effective heat dissipation and reducing the risk of thermal damage.
The tension in the wire influences the contact force between the wire and workpiece. Optimal wire tension is essential for ensuring efficient material removal during the machining process. Inadequate tension may lead to insufficient cutting, affecting MRR. Proper wire tension is crucial for maintaining stability in the WEDM process. Inconsistent tension can result in variations in cutting speed and machining accuracy, directly affecting MRR. The wire tension of 1000 gms causes wire vibration during machining for both brass and cryogenic treated wire. This can impact the precision of the cut and result in variations in MRR. With increasing wire tension, it tends to stabilize the wire, reducing vibrations that can negatively impact cutting precision. Insufficient tension may lead to wire slippage or erratic behavior, causing accelerated wear. Proper tension management is crucial for maintaining consistent MRR and extending the life of the cutting wire. At brass wire with 1300 gms, the wire affects the MRR of the machined part (Ref 20). Inconsistent tension may lead to variations in surface quality, impacting the overall MRR.
3.2 Parametric Effects on SR
Figure 6 shows the plots of SR against Ton, Toff and WT. Brass wire is commonly used in WEDM and exhibits typical properties. Shorter Ton (7 µs) with brass wire led to decrease material removal, potentially resulting in a smoother surface (Ref 21). However, excessively long Ton (9 µs) can also contribute to heat related issues, affecting Ra negatively. Cryogenically treated brass wire with shorter Ton (7 µs) exhibit improved stability and wear resistance during WEDM. This can contribute to more consistent cutting performance and potentially result in better SR. The enhanced mechanical properties may also help in achieving better SR with a wider range of Ton. A short Ton may not allow for sufficient material removal, potentially resulting in a rougher surface. Both types of wire may exhibit similar behavior under short pulse on times. As Ton increases, the enhanced wear resistance of cryogenically treated brass wire may become more obvious (Ref 22). It may offer a smoother surface compared to standard brass wire, which may experience more wear and tear. Longer Ton can lead to increased material removal. Cryogenically treated brass wire, with its improved wear resistance, may maintain a more stable performance over time, potentially resulting in a smoother surface compared to standard brass wire.

Process parameters on SR
At longer Toff (4 µs), better cooling and dissipation of heat is occurred, potentially resulting in a smoother surface. However, the Toff may also lead to other challenges such as reduced material removal rates. A short Toff (2 µs) may limit the cooling period and heat dissipation. Cryogenic brass wire may exhibit behavior under short pulse off time, potentially leading to better Ra. As Toff increase, cryogenically treated brass wire may maintain better stability due to its enhanced wear resistance. This can result in improved Ra compared to standard brass wire, which may experience more wear during longer pulse off time (Ref 23). The longer Toff allow for better cooling, and cryogenically treated brass wire may demonstrate advantages in terms of maintaining stable machining conditions and achieving a smoother surface under extended Toff.
The lower wire tension (1000 gms) can lead to wire slippage or erratic behavior during machining, negatively impacting Ra. Both types of wire affected roughness similarly under low tension conditions. Proper wire tension is crucial for achieving optimal surface roughness. Cryogenically treated brass wire, with its enhanced mechanical properties, may offer advantages in terms of stability and wear resistance, potentially contributing to better surface finishes compared to standard brass wire under optimal tension (Ref 24). The higher wire tension (1300 gms) may lead to increased wear on the wire, affecting Ra. Cryogenically treated brass wire may exhibit better wear resistance under high tension conditions, potentially resulting in more stable machining and improved surface finish.
3.3 Microstructure of Machined Surface
The short pulse on time with brass wire, show a limited or thin recast layer due to insufficient energy for thorough material melting and re-solidification. The cryogenic treated wire reveals a more refined and reduced recast layer compared to brass wire, showcasing the benefits of enhanced wear resistance. It reveals the surface irregularities such as pitting or incomplete melting, leading to a rougher surface. However, at lower pulse on time, fewer cracks and fractures on the machined surface is observed as depicted in Figure 7(a) and (b), due to limited heat input. The excessive heat and prolonged pulses may result in surface irregularities, visible as melted and re-solidified areas, affecting surface quality (Ref 25). Distinct patterns of material re-solidification, such as dendritic structures or re-solidified pools is observed as depicted in Figure 7(c), due to prolonged pulses. Excessive thermal stress and prolonged pulses may lead to more cracks and fractures.

Microstructure (a) Cracks at 7 µs, (b) Fracture at 7 µs, c Resolidified pools at 9 µs
At shorter pulse off time, insufficient cooling time may lead to incomplete solidification, resulting in voids and pores in the machined material as evidenced in Fig. 8(a). Rapid solidification without adequate cooling time may induce thermal stresses, contributing to the formation of microcracks. Insufficient pulse off time may result in an incomplete removal of molten material, leaving a thick and irregular recast layer. Incomplete solidification can contribute to a rougher surface due to the presence of protrusions, microcracks, and other irregularities. The longer pulse off time cause overcooling, leading to the formation of voids and pores due to delayed solidification (Ref 26). Overcooling can lead to increased brittleness, promoting crack formation in the material. Excessive pulse off time might lead to overcooling, causing variations in the recast layer thickness and irregularities as illustrated in Fig. 8(b). Overcooling may result in a more pronounced re-solidification pattern, affecting surface roughness.

Microstructure (a) Void at 2 µs, (b) Uneven deposition at 4 µs
The lower wire tension, may cause wire slippage or erratic movement during machining, leading to incomplete material removal and the formation of voids and pores. Inadequate tension can result in wire deflection, leading to inaccurate cuts and the potential for crack formation in the material. Insufficient tension can cause wire slippage or erratic movement, resulting in irregularities in the recast layer. Inadequate tension can result in erratic cutting behavior and uneven material removal (Fig. 9a), leading to a rougher surface finish. Excessive tension can cause excessive material removal and increased wire wear, leading to voids and pores due to overcutting (Ref 27). The higher wire tension induced high stress on the wire and workpiece, contributing to microcracks or even macroscopic cracks as shown in Fig. 9(b). Excessive tension may lead to increased wire wear and erratic cutting behavior, contributing to variations in the recast layer. When wire tension is high, aggressive cutting force is developed, potentially resulting in a smoother surface but with the risk of increased wire wear.

Microstructure (a) crater at 1000 gms, (b) cracks at 1300 gms
4 Conclusion
In this investigation, Titanium alloy was machined using WEDM with two different wire electrode namely brass and cryogenic treated brass wire. An effect of WEDM parameters on MRR and SR was studied. MRR increases for both wires, as increase Ton, Toff and WT. With an increased Ton using standard brass wire, the electrical discharge produces high levels of heat, leading to the melting of the material in the workpiece, resulted higher MRR. The longer Toff can contribute to more efficient dissipation of residual heat, potentially minimizing thermal effects on the machined surface, resulted improved MRR. A wire tension of 1000 gms induces vibration or deflection in the wire during machining, affecting both brass and cryogenically treated wire which lead to variations in MRR.
With an increase in Ton, the superior wear resistance of cryogenically treated brass wire becomes more apparent. This treatment results in a smoother surface compared to conventional brass wire. The longer Toff with cryogenically treated brass wire enables more effective cooling, and exhibit benefits in terms of sustaining stable machining conditions and attaining a smoother surface, resulted improved SR. A wire tension at 1000 gms may result in wire slippage or erratic behavior during machining, adversely affecting surface roughness. It is revealed that at lower Ton, there is a decrease in the occurrence of cracks and fractures on the machined surface. This is attributed to the restricted heat input during the machining process. The longer Toff results in overcooling, leading to the formation of voids and pores due to delayed solidification. The higher wire tension (1300 gms) leads to the generation of aggressive cutting forces, which may contribute to a potentially minimum SR. However, there is a heightened risk of increased wire wear.
It was concluded that the titanium alloy machined with cryogenic treated brass wire showed maximum MRR and minimum SR than brass wire. The MRR has increased at cryogenic treated brass wire due to more discharge energy and minimum electrode erosion.
References
A. Polishetty and G. Littlefair, Evaluating Optimal Parameters for Machining Selective Laser Melting Titanium Alloy Using Wire Cut Electrical Discharge Machining, Int. J. Manuf. Mater. Mech. Eng., 2020, 10, p 62–72.
K. Rajmohan and A.S. Kumar, Experimental Investigation and Prediction of Optimum Process Parameters of Micro-Wire-Cut EDM of 2205 DSS, Int. J. Adv. Manuf. Tech., 2017, 93, p 187–201.
N. Khanna, C. Agrawal, D.Y. Pimenov, A.K. Singla, A.R. Machado, L.R.R. da Silva, M.K. Gupta, M. Sarikaya and G.M. Krolczyk, Review on Design and Development of Cryogenic Machining Setups for Heat Resistant Alloys and Composites, J. Manuf. Process., 2021, 68, p 398–422.
K. Mahesh, J.T. Philip, S.N. Joshi, and B. Kuriachen, Machinability of Inconel 718: A Critical Review on the Impact of Cutting Temperatures, Mater. Manuf. Process., 2021, 36, p 753–791.
S. Ezeddini, M. Boujelbene, E. Bayraktar, and S. Ben Salem, Optimization of the Surface Roughness Parameters of Ti-Al Intermetallic Based Composite Machined by Wire Electrical Discharge Machining, Coatings, 2020, 10, p 900.
J.B. Saedon, N. Jaafar, R. Jaafar, N.H. Saad, and M.S. Kasim, Modeling and Multi-response Optimization on WEDM Ti6Al4V, Appl. Mech. Mater., 2014, 510, p 123–129.
P. Shandilya, A.K. Rouniyar, and D. Saikiran, Multi-objective Parametric Optimization on Machining of Inconel-825 using Wire Electrical Discharge Machining, Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci., 2020, 234, p 4056–4068.
R. Abdallah, S.L. Soo, and R. Hood, The Influence of Cut Direction and Process Parameters in Wire Electrical Discharge Machining of Carbon Fibre–Reinforced Plastic Composites, Int. J. Adv. Manuf. Tech., 2021, 113, p 1699–1716.
P.S. Gowthaman, J. Gowthaman, and N. Nagasundaram, A study of Machining Characteristics of AISI 4340 Alloy Steel by Wire Electrical Discharge Machining Process, Mater. Today Proc., 2020, 27, p 565–570. https://doi.org/10.1016/j.matpr.2019.12.037
B. Dilip Jerold and M. Pradeep Kumar, The Influence of Cryogenic Coolants in Machining of Ti-6Al-4V, J. Manu. Sci. Eng., 2013, 135, 031005.
A. Mostafapor and H. Vahedi, Wire Electrical Discharge Machining of AZ91 Magnesium Alloy; Investigation of Effect of Process Input Parameters on Performance Characteristics, Eng. Res. Exp., 2019, 1, 015005.
N. Ahuja, U. Batra, and K. Kumar, Experimental Investigation and Optimization of Wire Electrical Discharge Machining for Surface Characteristics and Corrosion Rate of Biodegradable Mg Alloy, J. Mater. Eng. Perform., 2020, 29, p 4117–4129.
A. Pramanik, A.K. Basak, M.N. Islam, and G. Littlefair, Electrical Discharge Machining of 6061 Aluminium Alloy, Trans. Nonferrous Metals Soc. China, 2015, 25, p 2866–2874.
P. Yupapin, Y. Trabelsi, A. Nattappan, and S. Boopathi, Performance Improvement of Wire-Cut Electrical Discharge Machining Process Using Cryogenically Treated Super-Conductive State of Monel-K500 Alloy, Iran, J. Sci. Tech. Trans. Mech. Eng., 2023, 47, p 267–283.
U. Elaiyarasan, V. Satheeshkumar, and C. Senthilkumar, Experimental Analysis of Electrical Discharge Coating Characteristics of Magnesium Alloy Using Response Surface Methodology, Mater. Res. Exp., 2018, 5, 086501.
N. Senthilkumar, T. Tamizharasan, and S. Gobikannan, Application of Response Surface Methodology and Firefly Algorithm for Optimizing Multiple Responses in Turning AISI 1045 Steel, Arab. J. Sci. Eng., 2014, 39, p 8015–8030.
M. Manjaiah, R.F. Laubscher, A. Kumar, and S. Basavarajappa, Parametric Optimization of MRR and Surface Roughness in Wire Electro Discharge Machining (WEDM) of D2 Steel Using Taguchi-Based Utility Approach, Int. J. Mech. Mater. Eng., 2016, 11, p 1–9.
A. Torres, I. Puertas, and C.J. Luis, Modelling of Surface Finish, Electrode Wear and Material Removal Rate in Electrical Discharge Machining of Hard-to-Machine Alloys, Precis. Eng., 2015, 40, p 33–45.
R. Singh, R.P. Singh, and R. Trehan, State of the Art in Processing of Shape Memory Alloys with Electrical Discharge Machining: A Review, Proc. Inst. Mech. Eng. Part B J. Eng. Manuf., 2021, 235, p 333–366.
S. Bose and T. Nandi, A Novel Optimization Algorithm on Surface Roughness of WEDM on Titanium Hybrid Composite, Sādhanā, 2020, 45, p 236.
M. Al-Amin, A.M. Abdul-Rani, M. Danish, H.M. Thompson, A.A.A. Aliyu, S. Hastuty, F.T. Zohura, M.G. Bryant, S. Rubaiee and T.V.V.L.N. Rao, Assessment of PM-EDM Cycle Factors Influence on Machining Responses and Surface Properties of Biomaterials: A Comprehensive Review, Precis. Eng., 2020, 66, p 531–549.
F. Han, J. Jiang, and D. Yu, Influence of Machining Parameters on Surface Roughness in Finish Cut of WEDM, Int. J. Adv. Manuf. Tech., 2007, 34, p 538–546.
N.E. Arun Kumar, M. Subramanian, and A. Suresh Babu, Performance Evaluation of Cryogenic Treated and Untreated Brass Electrode in Wire-EDM, Mater. Manuf. Process., 2023, 38, p 816–827.
A.B. Puri and B. Bhattacharyya, An Analysis and Optimization of the Geometrical Inaccuracy due to Wire Lag Phenomenon in WEDM, Int. J. Mach. Tools Manuf, 2003, 43, p 151–159.
Z. Liao, A. la Monaca, J. Murray, A. Speidel, D. Ushmaev, A. Clare, D. Axinte, and R. M’Saoubi, Surface Integrity in Metal Machining-Part I: Fundamentals of Surface Characteristics and Formation Mechanisms, Int. J. Mach. Tools Manuf, 2021, 162, p 103687.
A. Mohanty, G. Talla, and S. Gangopadhyay, Experimental Investigation and Analysis of EDM Characteristics of Inconel 825, Mater. Manu. Process., 2014, 29, p 540–549.
T. Jadam, S. Datta, and M. Masanta, Study of Surface Integrity and Machining Performance During Main/Rough Cut and Trim/Finish Cut Mode of WEDM on Ti-6Al-4V: Effects of Wire Material, J. Br. Soc. Mech. Sci. Eng., 2019, 41, p 1–23.
Acknowledgments
This work is partially funded by Centre for Sustainable Materials and Surface Metamorphosis, Chennai Institute of Technology, India Vide funding number CIT/CSMSM/2024/RP/010.
Funding
No funding provided for this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Elaiyarasan, U., Nandakumar, C. & Arunkumar, T. Experimental Study on Parametric Effect of Wire Electric Discharge Machining of Titanium Grade 2 Alloy Using Cryogenic Treated Wire. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-09976-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-09976-5