
Abstract
In this work, time and temperature-dependent viscoelastic properties, i.e., creep and stress relaxation of synthetic fabrics have been studied using the dynamic mechanical analyser. Three different fabric materials viz. polyester (PET), polypropylene (PP) and Nylon 6,6 (PA) were used and tests were carried out at a wide range of temperatures from 35 to 110 °C with an interval of 15 °C after each test. Thereafter, the master curve for each fabric is generated at 35 °C using the time–temperature superposition (TTS) principle which extrapolates short time experimental data to a longer time scale by shifting experimental curves of different temperatures toward the reference temperature (35 °C) and superimposes them to obtain a smooth master curve. From the creep study, it is observed that PET fabric is expected to give greater creep resistance with minimal deformation in creep strain of about 39% followed by 53% in PA and 128% in PP even after 10 years. Besides, in the stress relaxation study, relaxation modulus for all fabrics tends to decrease with increasing temperature. It is found that PA fabric showed a slow reduction of relaxation modulus even after 10 years, which gives about 55% reduction followed by PET (68%) and PP (75%) from its initial value. In addition, true stress versus time curves showed that a higher true stress value in PA followed by PP and PET is referring to its higher relaxation modulus. It was found that initial modulus, glass transition temperature (Tg) and crystallinity of fibre plays an important role in determining creep and stress relaxation behaviour of the fabrics. On the other side, the correlation between experimental data and theoretical data ascertains the use of viscoelastic Burger’s model and Weibull distribution equation model for creep and stress relaxation.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Synthetic Fabrics are increasingly used directly or as substrate in various applications such as tensile structures, flexible composite, lightweight inflatables, automobiles, and engineering applications wherein strict dimensional stability and minimal deformation with time and temperature under dynamic conditions is essentially required [1, 2]. Generally, synthetic fabrics are inherently viscoelastic materials whose mechanical properties vary with respect to time and temperature under constant stress. Thus, understanding these properties is important for various load-bearing applications. Creep recovery and stress relaxation are the two most essential mechanical properties of viscoelastic polymers as a function of time and temperature. Creep is defined as deformation in strain when subjected to constant stress or load and creep recovery is a recoverable strain resulting from the stress removal and the part of the unrecoverable strain is considered as a permanently deformed creep. However, stress relaxation resulted in a gradual loss of stress under constant strain for a long time [3]. Both of these properties are time and temperature-dependent.
A number of studies have been reported on creep behaviour and stress relaxation phenomena in polymers and fabrics [4, 5]. The investigation of these properties in relation to time and temperature provides deeper insight into the structure–property relationship of thermoplastic polymers. However, a systematic study of creep and stress relaxation at different temperatures over a wide time range is a long process and sometimes difficult to carry out using laboratory instruments. The time–temperature superposition (TTS) principle enables the determination of the viscoelastic properties of polymers beyond the experimental time scale and allows the modelling prediction of viscoelastic properties of polymeric materials [6]. Construction of the master curve reveals the viscoelastic property over extended time range using short-term laboratory data. The application of the TTS principle to evaluate the viscoelastic properties of polymeric systems has been widely studied [7,8,9]. To predict the creep behaviour of fibre reinforced polymer composites and pipes, Rafiee et al. have put forth an extensive amount of research. Using a laminate analogy and a creep modelling technique, they have developed a framework for studying the macro and micro-scale creep phenomenon [10,11,12]. Both the short-term and long-term creep processes are aptly described by their most recent model. The replacement of a long-term creep test with a single step of loading with a short-term creep test with many stages of loading is also recommended [13,14,15]. The dynamic modulus of polyurethane coatings was studied using DMA and applying the TTS principle at varied frequencies and temperatures [16]. Alternatively, the viscoelastic models are also proposed to describe creep and stress relaxation properties of polymers, for instance, the creep behaviour was described by the Burger’s model consisting of a number of springs (Hooke’s law) and viscous dashpots (Newton’s law) [17]. The stress relaxation or recovery behaviour of viscoelastic material is widely explained by the Weibull distribution function. It is used to estimate recoverable strain upon removal of applied stress [18]. Researchers have utilized different models such as Findley and Burger's methods-Weibull parameters to display theoretical correlation in polymeric materials. A limited work is published to analyze mechanical deformation in fabric material under loading conditions [19, 20]. For example, creep and recovery behaviour in fabric was investigated by Urbelis et al. under different constant loads. This model considers both the strains in elastic region and the plastic region. They also used the viscoelastic model to display good correlation between experimental data and theoretical model [21]. Another research group studied the creep recovery and stress relaxation in carbon fibre reinforced epoxy composite. Creep recovery and stress relaxation analyses of these composites were carried out using the Weibull distribution function [22]. The creep behaviour of composites based on carbon/Epoxy-fabric composites has been studied by researchers to replace metals for structural applications. The experimental data were fitted using Findley and Burger’s model [23].
It is identified that creep and stress relaxation deformation is accelerated at higher temperatures, and the application of time–temperature superposition has been used to determine long-term prediction of these properties from short-term tests carried out over a wide range of varied temperatures. Most of the published research work is focused on creep behaviour and stress relaxation using the TTS principle carried out on polymeric material and composites. However, fabrics also undergo considerable deformation under continuous stress with time and temperature. To the best of the author's knowledge, no study has been published on the creep and stress relaxation behaviour of synthetic fabrics that explains the temperature and time-dependent deformation in the fabric over a wide period using the TTS principle. Thus, in this work authors have studied creep behaviour and stress relaxation of different synthetic fabrics viz. polyester (PET), polypropylene (PP) and Nylon 6,6 (PA) over a wide service temperature range using the dynamic mechanical analyser. Time–temperature superposition principle is used to predict the creep and stress relaxation behaviour at reference temperature over a wide time scale using experimental data. Viscoelastic models have been used to show a correlation between experimental and theoretical data.
2 Experimental
2.1 Materials
Three different types of synthetic fabrics, i.e., Polyester (PET), Polypropylene (PP), and Nylon 6,6 (PA) were taken to study the creep and stress relaxation behaviour. All fabrics were plain-woven structures. Nylon and PET fabric were procured from M/s Kusumgar Corporates, Vapi, India, and PP fabric was supplied from Ankur Textile Corporation, Ahmedabad, India. The basic fabric properties of all three materials are reported in Table 1.
2.2 Dynamic Mechanical Analysis
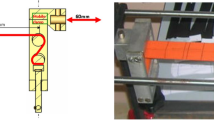
DMA technique is widely used to analyze viscoelastic properties (Modulus, creep recovery, stress relaxation) and secondary transition temperatures (glass transition, β-transition, δ-transition) of polymeric materials as a function of time, temperature, strain, stress and frequency [24]. This is a technique that applies an oscillatory force at a set frequency to the sample and reports changes in stiffness (storage modulus), loss modulus and damping factor. The sample can be subjected to controlled stress or a controlled strain. Dynamic mechanical analyser from TA instrument, USA, discovery series DMA850 was used to carry out creep recovery and stress relaxation TTS test in tension mode. The TRIOS software in DMA850 is fully programmed to perform the TTS test and its analysis. Testing samples with rectangular dimension of 15 × 7.5 × 0.35 mm3 were clamped in the testing platform as shown in Fig. 1.

Tensile fixtures and testing platform for creep and stress relaxation tests in DMA instrument
2.3 Creep Recovery Test
Creep tests were performed by applying stress of 6.5 MPa which corresponds to about 7% of breaking strength and the temperature was varied from 35 to 110 °C with an increment of 15 °C in each step. Creep and recovery time was set at 20 min (tcreep = 20 min and trecovery = 20 min) for each temperature. The creep strain curve obtained by creep tests was used for curve fitting and generating the master curve using the Burger’s model and TTS principle assuming linear viscoelastic behaviour.
2.4 Stress Relaxation Tests
Stress relaxation tests were also carried out from 35 to 110 °C at 7% strain for each temperature. Similar to the creep test, stress relaxation time and recovery time was 20 min for each temperature. Relaxation modulus curves at different temperatures were used to evaluate stress relaxation behaviour and curve fitting was done using the Weibull distribution equation. The master curve was constructed using the TTS principle. The stress relaxation test considers the change in modulus and stress with time, while deformation is maintained constant.
2.5 Mechanical Strength Testing
The breaking strength of the fabric samples was measured using INSTRON tensile testing machine (Model 5960) according to ASTM D5035 standard [25]. The machine measures the force required to break the fabric along with elongation at break. The samples for tensile testing were made of dimensions 5 cm x 15 cm. The tensile tests were carried out using the load cell of 30 kN, the extension rate of 300 mm/min and the gauge length of 7.5 cm. Tensile results in terms of Breaking strength (N/5 cm) and % elongation were obtained from force–displacement curve.
2.6 Description of Model
Burger’s model: This model is considered to relate creep behaviour of viscoelastic materials in linear region. It was given by the Dutch physicist Johannes Martinus Burger and it is also known as four parameter model [26]. The burger model is used to explain the creep-time behaviour of the polymer composite material. This model is the combined form of the Maxwell and Kelvin–Voigt model in the series as shown in Fig. 2. The equation of the Burger model is derived by the strain under the constant stress for each coupled element in the series. So, the total strain (εB) at time t is given by the sum of the total strain developed in the Maxwell model (εM1, εM2) and kelvin–Voigt model (εK), respectively.
where εB = total strain in Burger’s model, εM1 and εM2 = strains for spring and dashpot in Maxwell model, respectively, and εK = strain for Kelvin–Voight unit. The Burger’s model is given by the following equation:
where E1 and η1 denote the modulus and viscosity of the maxwell model, η2 and E2 denote the modulus and viscosity of the kelvin–Voigt model, respectively. t represents the loading time and τ is the total delay time that is used to produce 63.2% or (1 – exp −1) of total deformation time in the kelvin unit. σ denotes the initially applied stress over the polymer material.

Burger’s model and strain versus time in creep recovery test [26]
Weibull distribution function: The polymeric materials, undergo creep recovery or stress relaxation with time. The stress relaxation or creep recovery behaviour of viscoelastic material is successfully modelled by means of the Weibull distribution function. The Weibull distribution function is used to estimate the time-dependent recovery strain in the polymeric material upon removal of the stress [27]. The time-dependent stress relaxation is given by the following equation:
where σrel(t) is stress relaxation at time t, σ0 and σf denote the time-dependent stress and final stress corresponding to the longest time in the stress relaxation test. βσ represents the shape parameter, and ησ is characteristic life.
2.7 TTS Principle and Construction of the Master Curve
Time–temperature superposition (TTS) principle is a tool used in polymer physics to determine the viscoelastic properties of thermoplastic polymers in a broad range of time and temperatures by shifting experimental data. Temperature-related material properties, such as creep, relaxation modulus, loss and storage modulus, flexibility, and viscosity can be used to predict the viscoelastic nature of polymers at larger time frame by increasing test temperature. The creep or stress relaxation curves measured at different temperatures below and above the reference temperature are horizontally shifted to the reference temperature curve until superimposing to form a smooth continuous master curve as shown in Fig. 3 [28]. The amount of shifting required for a specific curve is defined by shift factor (αT). The shift factor is derived by the Williams–Landel–Ferry (WLF) equation [29].
where αT is the shift factor, C1 and C2 are the values of the viscoelastic coefficients that depend on the polymer and the reference temperature T0, and T is the testing temperature. The WLF equation is modelled to explain the time–temperature superposition more precisely. Thus, the application of the WLF equation and TTS principle allow the estimation of the mechanical properties of polymeric materials outside of the experimental time scale and allows modelling prediction of viscoelastic properties of polymeric systems [30]. This relationship is almost identical for all amorphous polymers near the glass–rubber transition region. For conditions beyond the glass transition temperature, an Arrhenius relationship is normally used to describe the dependency of the shift factor on temperature.

Short-term creep curves at different temperatures superimposed and translated into a master curve using TTS principle concept [42]
3 Results and Discussion
3.1 Force–Displacement Relationship
The breaking strength of all fabrics was measured at room temperature in a universal testing machine and their force–displacement profile is shown in Fig. 4. Characteristic results are reported in Table 2. The tensile result obtained for different fabrics is in agreement with the published research work [31, 32]. It is observed that PET and PA fabrics show higher strength. On the other hand, PP has a greater elongation at break, i.e., 50.7% but tensile strength was lower than PET and PA. Variation in the tensile strength is mainly attributed to the molecular structure, the presence of chemical bonds, the orientation of polymeric chains, their crystallinity as well as the difference in fabric mass.

Force and displacement curves of fabrics used
3.2 Creep and Recovery Analysis of Fabrics
The creep and creep recovery behaviour of different fabrics over a varied range of temperatures, i.e., 35 °C to 110 °C was studied as shown in Fig. 5a–c. The first half (20 min) of the curve represents creep behaviour (load application) and change in strain due to creep while the other half (20 min) represents recovery behaviour (load removal) and the regain of the strain during creep recovery. The initial stage of load application represents the elastic stage and then the viscoelastic stage and the plateau represent the viscous stage. When the load is removed, there is a recovery with chain molecules rearrangement and part of the strain that remains non-recoverable is called permanent creep [33].

Creep and recovery curves of synthetic fabric under applied stress of 6.3 MPa and different temperatures at 35, 50, 65, 80, 95 and 110 °C for a PA, b PET, and c PP fabrics
In the case of all fabrics, the initial instant increase in creep strain or primary creep might be attributed to the de-crimping of yarns in the fabric followed by the stretching of yarns. The creep is found to be highly dependent on temperature and properties are greatly influenced at elevated temperature. The glass transition temperature of these polymer is widely reported in the scientific publications thus Tg considered for PET (78 °C), PA (55 °C) and PP (-20 °C) in this study is based on the literatures [34,35,36,37]. It is observed that when the temperature is increased above Tg, initial deformation is higher in all fabrics. PA and PP fabrics showed similar creep behaviour with an increase in temperature and creep strain lies between 3 and 8.5% for these two fabrics as shown in Fig. 5a and (c). PET fabric shows very less creep strain, i.e., 2–4%. For PET and PA, it was noticed that there is a minimal change in the creep at glassy region (below 65 °C), however, it becomes significant at rubbery region (above 65 °C). Nevertheless, owing to lower Tg of PP at around − 20 °C, it allows more segmental motion (rubbery region) during creep test.
3.2.1 Validation of Experimental Data Through the Viscoelastic Model
In this study, the creep region of fabrics has been modelled using Burger’s model. All three fabrics were used to validate creep curves with experimental curve fitting, however, for convenience, creep stage curves of only PET fabric and model fit curves are displayed in Fig. 6. The curve fitting at various temperatures and Burger’s parameters collected in Table 3 are derived using non-linear curve fit in Origin software. The degree of correlation found is 0.97 which concludes the good fitting of experimental data over curve-fitting data (Table 4). The elastic modulus of the spring element is represented by \({E}_{m}\) in the instantaneous creep strain, this part is immediately recovered on the removal of stress. Higher \({E}_{m}\) the value represents a more elastic nature in the material. Moreover, \({E}_{m}\) is temperature dependent because the matrix material tends to become softer with the increase in temperature, which decreases the elastic modulus. \({E}_{k}\) is associated to the short-term rigidity of the amorphous region, which resembles to the retardancy elasticity of spring components on the Kelvin–Voigt model. \({\eta }_{k}\) relates to the viscosity of spring assembly on the Kelvin–Voigt model. The ratio of \({\eta }_{k}\) to \({E}_{k}\) represents retardation time, τ. The retardancy elasticity \({E}_{k}\) and viscosity \({\eta }_{k}\) presented a similar dependency on temperature and stress. As soon as the temperature increases and reaches to the glass transition, the amorphous region becomes more active and quickly oriented in a short-term period as soon as the stress is applied. The viscous slippage of the molecules becomes easier to achieve upon the increase in temperature. Thus, \({E}_{k}\) and \({\eta }_{k}\) decreased by increasing temperature due to greater energy absorption by the active polymer chains; consequently, the stiffness decreases. Another crucial parameter in Burger’s model is \({\eta }_{m}\) that corresponds to the dashpot component in the Maxwell model and is associated with the irrecoverable creep strain, i.e., it is a measure of the amount of the residual strain left in the specimen after repeated creep and recovery [9]. This parameter can also be related to the disorientation of non-crystalline regions. Similarly, to the other Burger's model parameters, the value of \({\eta }_{m}\) decreases with increasing temperature owing to the greater mobility of the molecular chains at higher temperatures.

Creep stage of PET fabric fitted by Burger Model at different temperatures
3.2.2 Construction of Master Curve
The evaluation of creep for a long time is carried out through the extrapolation of measured data points at shorter time using the TTS principle. The procedure of time–temperature superposition involves shifting the measured short-term different temperature curves along the time axis to overlap these curves at a reference temperature, thereby extending the short-term creep data at different temperatures to a larger creep at a longer time. Generally, some horizontal shifts (αT) along the time axis and a small vertical shift (αT) along the creep strain axis are also required to obtain a smooth continuous master curve [38]. The master curves for different fabrics are generated by superimposing all short-term creep curves of different temperatures at a reference temperature of 35 °C as shown in Fig. 7. In PET fabric, a narrow gap is seen between the creep strain curves up to 80 °C showing a minimal change in creep strain with time. When the temperature is above Tg (80 °C) the distance between the neighbouring curve increased due to molecular mobility occurring above Tg. After superimposing the creep strain curves, the creep strain goes from 2.5% to a maximum of 5%. A small increase is noticed in the trend up to 108 s while a steep rise is observed in the trend when time increases up to 1012 s. In the case of PA fabric, the distance between curves is increased with increasing temperature from 35 to 80 °C, superimposed creep strain goes from 7.2 to 8.5% as the time rises to 109 s. It is found that the initial creep strain in PET is lower as compared to PA due to the higher Tg (78 °C) of PET than that of PA (55 °C), allowing less mobility in PET fabric. However, in PP higher creep strain is noticed and gap between the curves is also more ascribed to its lower Tg (− 20 °C) which allows molecular mobility under rubbery region in PP which increases with increasing temperature and after superimposing these curves, it exhibits 5 to 8.5% creep strain as the time increases up to 1010 s.

The creep strain curves at different temperatures are superimposed at the reference temperature (Tref = 35 °C) with extended time scale: a PET, b PA, and c PP
The WLF equation is used to describe the relationship between temperature and shift factor (αT). A good linear relationship between the shift factor and temperature is shown in Fig. 8. At a particular temperature higher value of the shift factor corresponds to the noticeable changes in creep strain with time [38]. Hence, the creep change in PP is more prominent than PA and PET at different temperature units as expected by the shift factor and temperature relationship.

Relationship between shift factor (αT) and different temperatures of fabrics
3.2.3 Long-Term Creep Prediction Based on the TTS Principle
A master curve at a low temperature is usually constructed over long periods from the results of short-time creep tests carried out over a wide range of elevated temperatures. Accuracy in the derived master curve relies on the shape of the curve and the magnitude of the shift factor (αT) that leads to accurate overlapping of curves at different temperatures. The long-term life is estimated using the TTS master curve for all fabrics used in this study is shown in Fig. 9 and estimated creep for 1, 5 and 10 years is reported in Table 4. It is found that PET fabric undergoes very less deformation, i.e., only 2.7% creep even after 10 years which corresponds to a 39% reduction from the initial creep value while PA gives about 8.6% creep after 10 years which is about 53% reduction. Moreover, PP shows high creep (7.3%) among all three synthetic fabrics studied which showed about a 128% increase as compared to the initial creep value. This finding confirms that PET fabric has more creep resistance properties than PA but PP shows poor creep resistance properties.

Master curve and long-time creep strain prediction at 35 °C for all three fabrics
3.3 Stress Relaxation Analysis of Fabrics
The stress relaxation behaviour of any polymer is non-linear in nature and it depends upon the temperature and time. The stress relaxation measures loss in modulus considering strain as constant by time. The relaxation modulus curves of different synthetic fabrics studied at temperatures between 35 and 110 °C shown in Fig. 10a–c. For all tested temperatures, the 7% strain was achieved in a very short time within a few seconds and then kept constant for 20 min. For all curves, the relaxation modulus starts at a higher value because the material has restricted segmental mobility at the beginning (preferably below Tg) and then with time molecular rearrangement occurs and it relaxes slowly. At constant strain, molecular segment activated above Tg or by increasing testing temperature leading to molecular mobility and modulus decreases.

Stress relaxation modulus of synthetic fabrics at 7% strain for different temperature
The shape of the resulting curve suggests that all fabric materials act as a thermo-rheological simple material because the shift factor between neighbouring temperatures can be determined and a master curve can be obtained by the horizontal shift of the relaxation modulus curve at a fixed reference temperature. The relaxation modulus of the PET decreases from 125 to 30 MPa with increasing temperature from 35 to 110 °C. Stress relaxation in the glassy region (Tg = 78 °C) typically below 65 °C occurs slowly due to the presence of more frozen-in segments. However, above the glass transition region (> 80 °C) molecular mobility increases, consequently, the relaxation modulus curve tends to decrease faster than previous temperatures. PA fabric also shows a similar trend of reduction in relaxation modulus. However, PA exhibits a higher value of initial relaxation modulus of 185 MPa which decreases at a slow rate with time at 35 °C, Further, as the temperature increases, stress relaxation occurs due to segmental movement above Tg (> 55 °C), resulting in a larger gap between the neighbouring curves. Interestingly, the distance between neighbouring curves was lower in PA than that of PET fabric. Higher modulus in PA is attributed to the presence of H-bonding and more crystalline phase than PET fabric [35]. Furthermore, the relaxation modulus of the PP fabric reduced from 210 to 58 MPa as displayed in Fig. 10c. The reduction in relaxation modulus is quite noticeable because the stress relaxation in PP is taking place well above the glass transition temperature (Tg = − 20 °C) where the chains are quite free to move and higher molecular mobility is observed. As a consequence, more loss of relaxation modulus is noticed at the end of the test as compared to the initial modulus at the same temperature.
This finding confirms that the stress relaxation in PA is slower compared to PET and PP which concludes that PA has greater dimensional stability. However, PP shows the highest stress relaxation among all three synthetic fabrics studied.
3.3.1 Validation of Stress Relaxation Data Through the Viscoelastic Model
The viscoelastic behaviour of polymeric materials with respect to strain has been described by the Weibull distribution model for correlating the stress relaxation of polymeric materials [22]. All three fabrics are studied to validate stress relaxation curves with experimental curve fitting, however, for convenience, relaxation modulus curves of PET fabric and model fit curves are shown in Fig. 11, which shows the curve fitting at various temperatures and the derived Weibull parameters reported in Table 5 are calculated using the non-linear curve fit in Origin 2020b software. The degree of correlation of the stress relaxation data for PET fabric at different temperatures (35–110 °C) has been found above 0.92. The \({\sigma }_{0}\) denotes the time–dependent stress and \({\sigma }_{f}\) denotes the final stress with time (t) that approaches infinity. In the viscoelastic materials, the stress relaxation process is facilitated by the temperature. Aforementioned that the stress relaxation is the time–dependent phenomena where stress decreases under the constant strain. At the higher temperature, molecular mobility in the polymer chains leads to decrease in internal stress and increase in stress relaxation phenomena of the polymer chains. The \({\beta }_{\sigma }\) is known as the shape parameter or Weibull slope. This parameter represents the failure behaviour of the polymeric material. If the value of the shape parameter is \({\beta }_{\sigma }<1\) that means failure rate of material decreases with time. If the \({\beta }_{\sigma }>1\) that means failure rate of material increases with time and \({\beta }_{\sigma }=1\) represents failure rate of material is constant [39]. Table 5 shows that the value of the \({\beta }_{\sigma }\) is greater than 1 which indicates that the failure of the PET fabric takes place with time. The \({\eta }_{\sigma }\) represents the scale parameter and sometimes it is also called characteristic life. In Weibull analysis it is related to the TTF (time to failure). The scale parameter (\({\eta }_{\sigma }\)) is defined as the time at which 63.2% of the components during analysis will fail [40]. It is observed that the value of \({\eta }_{\sigma }\) decreased at higher temperatures (e.g., 110 °C) because the rearrangement of polymer segments takes place that leads to the failure of the material.

Stress relaxation stage of PET fabric fitted by Weibull Distribution Function at different temperatures
3.3.2 Long-Term Prediction of Stress Relaxation Based on TTS Principle
Figure 12 shows the relaxation modulus master curve at 35 °C reference temperature for all three types of synthetic fabrics. The process of stress relaxation is accelerated with the increase in the temperature and shift factor (αT). The shift factor (αT) is defined as the shifting of curves to make them align with the reference curve. Horizontal shifting of relaxation modulus curves along the time axis results in the formation of the master curve for the extended period.

Long-term prediction of stress relaxation based on the TTS principle at 35 °C
TTS principle helps to study the effect of temperature and time on the viscoelastic properties. So, in this study TTS principle is used to construct the master curve for studying stress relaxation behaviour in different fabrics. The master curve is used to predict the stress relaxation behaviour of fabric material for an extended period of time (Table 6). From Fig. 12, it is observed that PA fabric shows greater dimensional stability and its relaxation modulus after 10 years decreased up to 55% from the initial value. Moreover, PET fabric shows a reduction in relaxation modulus of about 64% in 5 years and around 68% in 10 years compared to the initial value. The PP fabric has a high modulus initially but as time goes on its modulus diminishes significantly due to the high molecular mobility at a higher temperature, as a consequence, more reduction in relaxation modulus is noticed; about 72% in five years and about 75% in 10 years, respectively.
3.4 Influence on True Stress
During the stress relaxation test, the instantaneous stress, known as true stress, changes due to the relaxation phenomenon. Higher relaxation behaviour leads to more reduction in true stress [41]. Figure 13 shows the change in true stress with time during the stress relaxation test at different temperatures. At low-temperature true stress value increases with time due to high initial modulus which restricts any segmental mobility in fabric material and reduction of the experimental cross-section area of the testing sample. However, at higher temperatures, the frozen-in bonds are activated and segmental mobility is allowed that leads to the reduction in true stress. In PA fabric, the upward trend of true stress continues up to 65 °C and the value reaches up to 65 MPa from 42 MPa and then starts decreasing with respect to temperature. This upward trend is attributed to the high relaxation modulus of PA and change in the instantaneous cross-sectional area. However, in PP fabric, the true stress value increases up to 50 °C and then it decreases with time as testing temperature increases. Further, upon increasing the temperature, true stress value decreases with time. Low initial true stress value is noticed due to the low modulus of PP as compared to PA and free segmental mobility in PP chains occurring at the rubbery region. In the case of PET, the true stress increased only at 35 °C and then continue to decrease up to 110 °C. This is attributed to the low relaxation modulus of PET as compared to PA and PP which leads to less dimensional stability due to stress relaxation. As a consequence, true stress value decreases. It is also noticed that in PET the trend at different temperatures is opposite, this behaviour might be better explained with further rheological analysis.

True stress verses time curves of all three fabrics at different temperatures
4 Conclusion
In this article, the creep and stress relaxation properties of different conventional synthetic fabrics were experimentally studied at different temperatures from 35 to 110 °C. The applicability of the TTS principle to the dynamic viscoelastic properties was also verified. The viscoelastic model, i.e., the Burger model used for creep analysis complies well with experimental data but tends to deviate from the model at higher temperatures above 95 °C. This was understood to mean that, when compared against the effects of temperature and time, the temperature had a greater influence on the creep behaviour. The creep master curve constructed against a longer time scale (up to 1012 s) at 35 °C reference temperature revealed that PET fabric has a greater tendency to resist deformation over a longer period of time even after 10 years 39% creep strain was expected followed by PA (53%) and PP (128%), from their initial value. The model’s deduced parameters offer insight into changes that are occurring at the molecular level.
While during stress relaxation, the change in modulus with time was primarily measured at different temperatures. Weibull distribution function model fits well with experimental data at all temperatures. Among all fabrics, PA fabric demonstrated greater resistance towards stress relaxation and exhibits long-lasting dimensional stability owing to its high initial modulus at low temperatures, which limits any segmental mobility in fabric material. The master curve was constructed with respect to relaxation modulus and extended time scale (up to 109 s). It was found that even after 10 years PA gives about a 55% reduction compared to 68% in PET and a 75% reduction in PP from its initial value. Moreover, true stress curves plotted versus time also confirm that higher true stress value in PA is pertaining to its higher relaxation modulus.
The dimensional stability, glass transition temperature and crystallinity of fibre play an important role in determining the creep and stress relaxation properties of the fabrics. The focus of the current study's contribution is on the selection and application of synthetic fabrics to be used in load-bearing applications. This study could be a valuable reference work for future studies using synthetic fabrics.
Data availability statement
The data that support the findings of this study will be available on request from the corresponding author Dr. Mangala Joshi.
References
C.A. Lawrence, High-Performance Textile and Their Applications (2014), pp. 1–69. https://doi.org/10.1016/C2013-0-17069-9 (ISBN: 978-1-84569-180-6)
S. Grishanov, High perform, in Text Their Appl, 1st edn., ed. by C.A. Lawrence (Woodhead Publishing, London, 2014), pp. 1–69
K. Srinivas, Stress relaxation and creep of polymers and composite materials (Ahmedabad, India, 2020)
A. Asayesh, A.A.A. Jeddi, Text. Res. J. 80, 642 (2010)
G.D. Dean, Polym. Test. 30, 229 (2011)
P.A. Sopade, P. Halley, B. Bhandari, B. D’Arcy, C. Doebler, N. Caffin, J. Food Eng. 56, 67 (2003)
J. Capodagli, R. Lakes, J. Capodagli, R. Lakes, Rheol Acta 47, 777 (2008)
A.J. Ariza, M. Marjorie, M. Augusto, C.A. Costa, M.F. Costa, Polym. Test. 82, 106312 (2020)
C. Xue, H. Gao, Y. Hu, G. Hu, Polym. Test. 87, 106509 (2020)
R. Rafiee, A. Ghamarzadeh, Polym. Compos. 44, 1 (2023)
R. Rafiee, A. Ghorbanhosseini, Thin-Walled Struct. 151, 106714 (2020)
R. Rafiee, A. Ghorbanhosseini, Fibres Polym. 22, 222 (2021)
R. Rafiee, B. Mazhari, Constr. Build. Mater. 122, 694 (2016)
R. Rafiee, B. Mazhari, Compos. Struct. 136, 56 (2016)
R. Rafiee, A. Ghorbanhosseini, Compos. Struct. 254, 1 (2020)
D. Ionita, M. Cristea, C. Gaina, Polym. Test. 83, 106340 (2020)
X. Gao, H. Chen, S. Sun, Fibres Text. East. Eur. 1, 72 (2015)
Z. Xu, Y. Liu, B. Wang, J. Nucl. Mater. 557, 153215 (2021)
M.D. Nikolic, T.V. Mihailovic, Int. J. Cloth. Sci. Technol. 8, 9 (1996)
V. Urbelis, A. Petrauskas, A. Vitkauskas, Fibres Text. East. Eur. 4, 37 (2004)
V. Urbelis, A. Petrauskas, A. Vitkauskas, Mater. Sci. 11, 162 (2005)
F. M. Monticeli, H. L. Ornaghi, R. M. Neves, and M. Odila Hilário Cioffi, J. Strain Anal. 55(3-4), 109–117 (2020). https://doi.org/10.1177/0309324719892710
N. Lorandi, M. Odila Hilário Cioffi, C. Shigue, and H. L. Ornaghi, Mater. Res. 21(3), e20170768 (2018). https://doi.org/10.1590/1980-5373-mr-2017-0768
Dynamic Mechanical Analysis - Chemistry LibreTexts. Weblink: 2.10. (2018) https://chem.libretexts.org/
ASTM D5035—breaking strength and elongation of textile fabrics (Strip Method) (2019).
M. Dogan, A. Kayacier, Ö.S. Toker, Food Bioprocess Technol. 6, 1420–1433 (2013). https://doi.org/10.1007/s11947-012-0872-z
Y. Jia, K. Peng, X.L. Gong, Z. Zhang, Int. J. Plast. 27, 1239 (2011)
P. Hajikarimi, F. Moghadas Nejad, Applications of viscoelasticity (Elsevier, New York, 2021), pp.85–105
Y.F. Shutilin, Polym. Sci. U.S.S.R 33, 119 (1991)
D. Ljubic, M. Stamenovic, C. Smithson, M. Nujkic, B. Međo, S. Putic, Zast. Mater. 55, 395 (2014)
M.H. Zohdy, S.S. Mohamed, A.W.M. El-Naggar, Nucl. Instruments Methods Phys. Res. Sect. B Beam Interact. with Mater. Atoms 222, 105 (2004)
J. Wiener, A. Chládová, S. Shahidi, L. Peterová, AUTEX Res. J. 17, 370 (2017)
E. Kontou, Creep analysis of polymer matrix composites using viscoplastic models. In: Creep and Fatigue in Polymer Matrix Composites, 2nd edn., (2019), pp. 215–248. https://doi.org/10.1016/B978-0-08-102601-4.00006-0
J.W. Nicholson, The chemistry of polymers, second (The Royal Society of Chemistry, Cambridge, 1997)
R. Greco, L. Nicolais, Polymer 17, 1049 (1976)
Glass Transition Temperature of Polymers (2012). https://www.protolabs.com/resources/design-tips/glass-transition-temperature-of-polymers/
Glass Transition Temperature (Tg) of Plastics - Definition & Values (2014). https://omnexus.specialchem.com/polymer-properties/properties/glass-transition-temperature
R.M. Guedes, Polym. Test. 30, 294 (2011)
B.M.D. Fernando, X. Shi, S.G. Croll, J. Coatings Technol. Res. 5, 1 (2008)
H.L. Ornaghi, J.H.S. Almeida, F.M. Monticeli, R.M. Neves, Compos. Part C Open Access 3, 100051 (2020)
J.M. Choung, S.R. Cho, J. Mech. Sci. Technol. 22, 1039 (2008)
A. Rauh, R. Hinterholzl, K. Drechsler, Eur. Phyical J. Spec. Top. 206, 15 (2012)
Acknowledgements
The authors gratefully acknowledge the DRDO’s Lab Aerial Delivery Research and Development Establishment (ADRDE), Agra, India for sponsoring this project (RP03465G). The authors also acknowledge a joint venture between DRDO and IIT Delhi named Joint Advanced Technology Centre (JATC) for providing lab facility.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no potential conflict of interest in relation with the research, authorship, and/or publication of this article.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mandlekar, N., Rana, B., Maurya, P. et al. Long-Term Prediction of Creep and Stress-Relaxation Behaviour in Synthetic Fabrics Using the Time–Temperature Superposition Principle. Fibers Polym 24, 2195–2207 (2023). https://doi.org/10.1007/s12221-023-00181-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12221-023-00181-0