
Abstract
Ice cream is a complex food colloid that consists of an unfrozen serum phase, ice crystals, fat globules, and air bubbles. The main ingredients of ice cream are fat, milk solid-not-fat, sucrose, stabilizer, and emulsifier. Various steps in the manufacturing process, including mixing, pasteurization, homogenization, aging, freezing, and hardening, contribute to the development of this structure. In general, the analytical methods can be divided into three groups: chemical (volatile and non-volatile compounds), physical (rheological and color analysis), and structural analysis. The aim of this study was to review the new methods that were used for the analysis of ice cream.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Ice cream is a complex food colloid consisting of an unfrozen serum phase, ice crystals, fat globules, and air bubbles. Sometimes, the probiotic bacteria may be incorporated to the ice cream (Homayouni et al. 2008a; Homayouni et al. 2012). Ice crystals and air bubbles are usually in the range of 20–50 μm (Cladwell et al. 1992). Air bubbles are partially coated with fat globules, and the fat globules are coated with a protein/emulsifier layer (Boode and Walstra 1993; Goff and Jordan 1989; Kalab 1985). The serum phase consists of saccharose, lactose, glucose, high molecular weight polysaccharides, and probiotic cells in a freeze-concentrated solution (Homayouni et al. 2008b). During the homogenization of fat, proteins and emulsifiers are placed in interfacial spaces to create the mix emulsion. Following crystallization and homogenization of the fat, reorganization of the fat globule membrane to the lowest free dynamism state is happening. The resulted emulsion then undergoes the whipping and ice crystal formation during the dynamic freezing process, which contributes to development of four main structural components of frozen product: a network of partially coalesced fat surrounding the air bubbles, discontinuous foam, ice crystals, and a continuous, unfrozen aqueous solution (Goff 1997; Trgo and Danone 2003). This article reviews the new methods that were used for analysis of ice cream structure. In general, the analysis methods can be categorized to three groups; chemical (volatile and non-volatile compounds), physical (rheological and color analysis), and structural analysis as is shown in Fig. 1. Some publications applying analysis in ice cream are shown in Table 1.

The analysis methods of ice cream
Chemical Analysis
Volatile Compound (Vanillin)
Vanillin autoxidation is the cause for off-flavor formation in vanilla ice cream. Vanillin and benzaldehyde may autoxidize in the same manner. Intermediate hydroperoxides can start autoxidation, but the autoxidation of vanillin at 150 °C disproves this idea (Gassenmeier 2003; Löliger 1990; Wallick and Sarkanen 1983). Vanillin may react with amino groups of proteins such as whey protein, caseinate, and aspartame (Hansen and Heinis 1991). During 100 days storage of ice cream mix at − 18 °C, 10% of vanillin may be decreased (Gubler 1981).
The most important redox enzymes in milk are Lactoperoxidase and Xantine oxidase which remain active after pasteurization. Enzymatic oxidation of vanillin by lactoperoxidase yields di-vanillin but not vanillic acid. Since vanillic acid has always been found in vanillin oxidation, it is unlikely that lactoperoxidase is primarily responsible for the oxidation of vanillin (Gassenmeier 2003). On the contrary, xanthine oxidase (XO) can oxidize vanillin into vanillic acid (Anklam et al. 1997; Demott and Praepanitchai 1978). XO activity has been reported in ice cream (Cerbulis and Farrell Jr 1977). Vanillin is oxidized mainly during the mixing and/or ripening process of ice cream production and the cardboard note cannot be attributed to a complete loss of flavor (Gassenmeier 2003).
Analysis of Volatile Compounds
Twenty milliliters of the aqueous aroma distillate can be extracted using SPME-fiber (solid phase micro-extraction) (DVB/Carboxen/PDMS, Supelco part 57328-U) and subsequently be injected into a GC (HP5890), coupled with a mass selective detector (HP5972), respectively, a modified GC (Carlo Erba HRGC 5300) with sniffing port. A DB-1 column (30 m × 0.32 mm i.d. × 0.25 μm f.t.) can be used. Identification is based on comparison of mass spectra and retention indices with the reference compounds (Gassenmeier 2003). Vanillin, vanillic acid, (E)-2-nonenal, heptanal, 2,4-heptadienal, 1-octen-3-ole (E)-2-octenal, and (E)-2-heptenal could be used as reference compounds (Fig. 2) (Alves and Franco 2003; Gassenmeier 2003; Jo and Ahn 1999; Welty et al. 2001). The volatile compounds in the headspace of the ice cream samples can also be measured by static head space chromatography (Faydi et al. 2001).

GC/MS chromatograms of aroma extracts of ice cream model with vanilla (A) and without (B) after stirring for 48 h at 4 °C
Non-volatile Compounds
Hydrocolloids
Hydrocolloids are used for thickening, gelling and stabilizing in complex food products. The most significant hydrocolloids are pectins, xanthan, alginates, carrageenans, and galactomannans. Pectins are mainly extracted industrially from apple pomace, citrus peel, and at a lower extent from sugar beet pulp and sunflower heads (Vega et al. 2005). These polysaccharides consist of chains of α-(1,4)-linked D-galacturonic acid units interrupted in “hairy regions” by L-rhamnose which carries branched neutral sugar side chains containing mainly arabinose and galactose to a greater or lesser degree. Many of galacturonic acid units are naturally esterified with methanol. High methoxyl pectin (HM) is an ideal gelling agent for use in a conventional jam (Quemener et al. 2000b).
Xanthan gum is a microbial polysaccharide. This polysaccharide is used as a thickener, suspender, and gel-forming agent in combination with certain galactomannans in food industry. Its molecule is composed of a backbone of 1,4-linked β-D-glucose with side chains of acetylated mannose, glucuronic acid, and mannose. Half of the terminal mannose units carry a pyruvic acid residue (Palabiyik et al. 2017).
Alginates are cell wall polysaccharides of brown algae. Their molecule consists of repeating units of β-D-mannuronic acid (M) and α-l-guluronic acid (G) linked with 1,4-glycosidic bonds. Alginates are transformed to various salt forms such as Na-, K-, Ca-, NH4-, or propylene glycol in order to increase stability and solubility in water. The important properties of alginate in food products are gel forming in restructured products and in pudding and desserts, thickening and water binding in soups and sauces, stabilizing in ice cream, and salad dressing (Mirzaei et al. 2012; Salmeán et al. 2017).
Analysis of Hydrocolloids
Methanolysis is the efficient technique to release uronic acids and neutral sugars from pectins. This depolymerization technique can also be applied to xanthan gum and alginate (Quemener et al. 2000a). Methanolysis coupled to reverse HPLC analysis is used for the quantitative determination of pectins, xanthan, and alginates in complex food products such as ice cream (Fig. 3) (Zorba and Ova 1999).

Experimental procedure used for the analysis of commercial hydrocolloids in food products: (a) aqueous extraction and purification pretreatment; (b) freeze-drying pretreatment with or without delipidation
Fatty Acids
In most industrialized countries, coronary heart disease is a leading cause of death (Roth et al. 2017). In 1997, cardiovascular diseases were responsible for 41.2% of all deaths in the USA. Because of high content of saturated fatty acids in milk and some dairy products, they have been listed as one of the risk factors in coronary heart disease. Many researches have focused on modification of the fatty acid profile in milk fat to yield lower saturated fatty acid and greater polyunsaturated fatty acid content. A modified fatty acid profile may influence several physical and chemical properties of milk fat such as firmness, melting point, viscosity, solid fat and liquid fat content, oxidative stability, and flavor. The count of double bonds in fatty acids impacts melting behavior and oxidative stability (off-flavors), although scattering of the fatty acids in the triglyceride building influences melting behavior, crystallization, and nutritional aspects (Hawke and Taylor 1983; Roth et al. 2017). High content of unsaturated fatty acids in milk fat increases the risk of oxidation and production of off-flavors. Off-flavors in butterfat can be carried to ice cream and affect consumer acceptance (Ashes et al. 1997; Bohl et al. 2017; Focant et al. 1998).
Analysis of Fatty Acids
The oleic acid, linoleic acid, medium-chain fatty acids, trans-vaccenic acid (TVA), and conjugated linoleic acid (CLA) content of ice cream mixes and butter oil can be evaluated by methylation of fatty acids with 0.5 N NaOH (Marín-Suárez et al. 2016; Tredwell and Keun 2015). Methylation reaction is done underneath more strict situations. The carboxyl group of a fatty acid must be depolarized via methylation so that facilitate gas chromatographic separation or separation via fractional distillation. Reaction with diazomethane is chosen for analytical purposes. Diazomethane is formulated via alkaline hydrolysis of N-nitroso-N-methyl-p-toluene sulfonamide. The gaseous CH2N2 discharged via hydrolysis is swept by a stream of nitrogen into a receiver comprising the fatty acid solution in ether-methanol (9:1 v/v) (Belitz et al. 2009). Fatty acid methyl esters are injected by an auto sampler into a Hewlett-Packard 5890A gas chromatograph with a flame ionization detector (Hewlett- Packard, Sunnyvale, CA). Methyl esters are separated on a 100 × 0.25 mm i.d. fused silica capillary column (CP-Sil 88; Chrompack, Middleburg, The Netherlands). An 80:1 split ratio is used for injection of 0.5 μl hexane containing the methyl esters of fatty acids. Ultra-pure hydrogen is used as carrier gas and inlet pressure should be maintained at 23.1 psi, and the injector temperature should be maintained at 250 °C, while the detector temperature can be maintained at 255 °C. The initial oven temperature should be set at 70 °C and hold for 1 min with increases of 5 °C per min until 100 °C is reached and hold for 2 min. An increase of 10 °C/min can be set until 175 °C is reached and hold for 40 min and then increase 5 °C/min to 225 °C and hold for 15 min (Fernández and Juan 2000; Gonzalez et al. 2003).
Physical Analysis
Rheology
Dynamic rheological measurement is used for the characterization of texture and structure in foamed dairy emulsions (Sarkar and Singh 2016; Stanley et al. 1996). Unstable foam microstructure is maintained during the rheological measurement at low deformation amplitudes. Microstructure influences the dynamic oscillatory moduli G′ and G″ in whipped cream. The results of oscillatory thermo-rheometer (OTR) shows that the storage and loss moduli (G′ and G″) which characterize, respectively, the elastic and viscous behavior apparently decreases with a coarser foam structure due to increasing air bubble sizes during storage (Smith et al. 2000). It was shown that the storage modulus (G′) strongly increases with decreasing ice cream temperature and increasing ice fraction (Stanley et al. 1996; Wildmoser et al. 2004).
Oscillatory Rheometry
Ice cream tablets with a diameter of 25 mm and a height of 5 mm can be formed using a cylindrical cutting tool at − 20 °C. The samples may be measured or stored at − 20 °C for 24 h. The rheological measurements can be done using a rotational rheometer (Physica MCR 300) with plate–plate geometry (diameter 25 mm). The heat exchange with the environment can be prevented by moveable hood covering the plate–plate geometry. Because of the parallel disks geometry, deformation and shear stress are a linear function of the plate radius (r). For oscillatory measurements, maximal deformation (γR) and stress values (τR) occur at the outer radius (R) assuming Newtonian fluid behavior (Macosko 1994):
where φ depicts the maximal deflection angle, H is the plate gap width, and M is the measured maximal torque in the oscillation test. The characteristic storage and loss moduli G′ and G″ can be calculated according to the following equations, using the phase-shift angle δ between applied strain (deformation) and measured shear stress function:
Oscillation tests are two different types, namely frequency sweep and temperature sweep tests. Prior to the frequency test a deformation amplitude sweep test at a constant frequency of 1.59 Hz (angular frequency ω = 10 s−1) should be carried out in order to determine the linear viscoelastic regime (LVR) of ice cream. Linear behavior of G′ and G″ will be seen for deformation amplitudes smaller than 5 × 10−4 for different measurement temperatures between − 20 and 0 °C. Small constant deformation amplitude of 2 × 10−4 is used for oscillatory measurements of ice cream structure in the frozen as well as in the molten state. A clear tendency can be seen in comparison of different measuring gap widths. The smaller the gap width, the higher are the measured values for G′ and G″: Hence, a constant measuring gap width of 2 mm can be adjusted for all frequency tests. The oscillation frequency can be varied between 1 and 100 Hz. The time of measurement of a single point is adjusted to 10 s and the temperature should be constant during the test (Macosko 1994; Toker et al. 2013).
In the OTR method, the measuring temperature should be continuously increased from − 20 to 10 °C (temperature sweep test) and oscillatory test should be done within the LVR of ice cream at a constant deformation amplitude of 2 × 10−4 and frequency of 1.59 Hz (angular frequency ω = 10 s−1). The gap width between the plates can be adjusted to a constant value of 3 mm. A larger gap width of 3 mm for OTR is because of high normal stresses which may be involved during gap width adjustment for the low sample loading temperature of − 20 °C. The heating rate in the test is 0.5 °C/min (Macosko 1994; Toker et al. 2013).
Color
In addition to digestive, metabolic and nutritive qualities, ice cream has organoleptic and thermoregulatory characteristics. The nutritive quality of ice cream is high and makes it suitable for children’s diet, but the presence of dyes can introduce a risk factor (Del Giovine and Bocca 2003).
According to law, food dyes are substances that color food or give back its original color and include natural components of food products and other elements of natural origin, which are not normally consumed as foods, or as typical ingredients of food. Dyes do not improve the nutritive value of foods. From the toxicological viewpoint, every dye has a daily acceptable dose (DGA) in food. A high number of coloring substances, as single components or in mixtures, can be used in ice cream in the range of 50–150 μg/kg (Cai and Corke 1999; Del Giovine and Bocca 2003).
Color Analysis
Dyes are chemical compounds that absorb visible and UV rays. Their chemical structure contains chromophore groups that are typically represented by double bonds linked in aromatic or quinonic structures, aliphatic double bonds linked to carbonylic groups, azo groups or nitro groups, hydroxyl groups or amino groups can furthermore increase the intensity of the specific absorption for a given dye. E110, E122, and E124 belong to group of monoazotic dyes which have restrictions in food industry. The usual analytical method for food dyes is spectrophotometry in the visible spectrum after separation of dye by thin-layer chromatography. In addition, high-performance liquid chromatography, UV–Vis detector, in solvent gradient, or ion-pair chromatography can be used. Such methods are time-consuming and are not suitable for routine analyses. In other hand, capillary electrophoresis has great efficiency to faster analyzing food dyes in ice cream. It gives a better separation and greater accuracy in detection by external standardization than the other methods (Del Giovine and Bocca 2003) (Fig. 4).

Electropherogram of dyes standards: E110, E122, E124; conc. 10 μg/ml
Structural Analysis
The freezing step is one of the most important steps in the ice cream manufacturing process which determines the final texture of product. The final quality of the product is largely depended on its formulation and structure (Chang and Hartel 2002a; Goff 2002; Russell et al. 1999). The distribution, size, and morphology of air bubbles and ice crystals and fat globules have significant effect on ice cream structure. Some important physical changes occur in the ice cream structure during hardening, storage, and commercial distribution such as coalescence and drainage of air phase and recrystallization in the ice phase (Chang and Hartel 2002b; Donhowe and Hartel 1996; Segall and Goff 2002a; Segall and Goff 2002b).
The air bubbles diameter range is located between 30 and 150 μm with a mean diameter around 40 μm, and the ice crystals mean size is between 20 and 75 μm with a mean value around 40 μm. The range of fat globule diameter is to be 0.04–4.0 μm (Chang and Hartel 2002a).
Various methods have been used to characterize the texture and the structure of frozen foods. These methods include textural analysis, sensorial analysis, differential scanning calorimetry, nuclear magnetic resonance spectroscopy or imagery, and various microscopic methods. The microscopic methods, among these numerous methods, are the most suitable in industrial control laboratories. Microscopic techniques can be divided to three types: destructive, direct, and indirect methods. Destructive method is based on the optical observation of a sample. In this method, sample is mixed with a suitable medium for dispersing the observed phase (ice crystals or air bubbles) and dissolving the other phases (Donhowe et al. 1991; Segall and Goff 1999). Short experimental time and easiness are the advantages of this method but position and volume fractions of the different phases and texture morphology of frozen system cannot be obtained due to sample dissolution. Indirect methods are electronic microscopy techniques. They provide clear images of the structure and only partiallamount of sample may be destroyed by cryo-substitution, cryo-fixation, freezeetching, or freeze-drying (Flores and Goff 1999; Goff et al. 1999; Sagara 2015). High magnification is main advantage and the expensiveness and long sample preparation time are the disadvantages of these methods (Bolliger et al. 2000; Caldwell et al. 1992).
Direct method is the photonic microscopy method with episcopic coaxial lighting that preserves at best the sample original texture of the frozen sample. It is based on direct light reflection on the surface of an ice cream sample (Fig. 5) (Caillet et al. 2003). Direct observation in situ at cold temperature allows maintaining the sample in its native state. Its low magnification is the main disadvantages of this method which does not allow the observation of fat particles in ice cream samples (Faydi et al. 2001). Some publications applying structural analysis in ice cream are shown in Table 2.

Principle of photonic microscopy with episcopic coaxial lighting
Direct Optical Microscopy
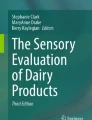
At first, the ice cream cups are prepared and stored at − 25 °C, then frozen ice cream cubic samples, a few centimeters long, have been taken and are immersed in liquid nitrogen in order to stop crystallization process. Afterwards, the sample is introduced in a cold room (− 25 °C) where the cut surface is polished, with a microtome (Leica SM2000R) to obtain a very smooth surface with a roughness lower than 1 μm. After obtaining a suitable surface quality, the ice cream sample is directly observed at − 25 °C inside the cold room, with a stereomicroscope (LEICA MZ12), equipped with a digital video camera (Hitachi CCD) and an optical fiber providing the episcopic coaxial lighting. A video monitor can be placed inside the cold room, and the images are stored with a P.C. that is located outside the cold chamber. All the optical material in the cold room should be placed inside a dry air glove box in slight overpressure with respect to the cold chamber pressure to avoid humidity condensation or frost problems at the frozen sample surface or at the surface of the microscope oculars (Caillet et al. 2003). In direct method, air bubbles appear as dark zones and have a quite spherical shape. Ice crystals are appeared in gray color and the cryoconcentrated continuous phase (containing the dry matter and the unfrozen water) in white levels. Fat globules, with the mean diameter of 1 μm, can be seen as dark points round about the air bubbles surface (Fig. 6) (Goff 2002). Also, bacterial cells may be appeared in high magnification (> × 100) (Homayouni et al. 2008a; Homayouni et al. 2008b).

Structure of ice cream observed by direct microscopy method ε = 0.4; Tf = −5 °C; Th = −20 °C; X = 100
Microbiological Analysis
The microbial content of ice cream mostly reveals the quality of the ingredients applied for their making such as raw milk, non-fat milk solids, cream, sugar, fruits, chocolate, egg, stabilizers, and emulsifiers. Raw milk and the soluble components are routinely combined and pasteurized. Consequently, microbial counts of the pasteurized blend are normally low (< 100 ml−1). Bacillus spp. and some of the thermoduric bacteria are typically the sole survivors. Coloring agents, flavors, and other components, for instance chocolate, fruits, and nuts, added to the blend after pasteurization can be the source of contaminations. Furthermore, post-pasteurization contamination can happen from air and water amalgamation, poorly cleaned apparatus, personnel item, poor use of manufactured goods rerun, and use of unsanitary and contaminated packaging materials. The presence of coliforms in pasteurized ice cream is an indication of post-pasteurization contamination. Ice cream has also been implicated as a vehicle for E. coli, Listeria, Salmonella, Campylobacter, Yersinia, and Staphylococcus that are important causes of foodborne diseases in human.
As recommended microbiological methods for ice cream, Standard Plate Count (SPC), Enterobacteriaceae Count, Coliform Count, Thermoduric Count, Psychrotrophic Count, Staphylococcus aureus Count, and Yeast-Mold Count are useful. The results of the microbial examination are reported in terms of the number of microorganisms per gram of ice cream. According to international standards, the number of live microorganisms (total Count or Total Aerobic Mesophilic Bacterial Count), Enterobacteriaceae, and Staphylococcus aureus should not exceed 105, 102, and 102 per gram ice cream, respectively. The number of E. coli should be zero per gram of ice cream. Also, all bulk components should be assessed before use in the manufacture of ice cream.
To microbiological analysis, besides conventional methods (including culture, microscopic, and sampling techniques), there are some chemical, physical, molecular, and immunological techniques for fast analysis too. There are chemical methods, e.g., thermo-stable nuclease, radiometry, and chromogenic and fluorogenic substrates; physical methods, e.g., microcalorimetry and flow cytometry; immunological methods, e.g., fluorescent antibody, enrichment serology, and ELISA; and molecular methods, e.g., PCR and real-time PCR. Chemical, physical, molecular, and immunological techniques are the new and fast methods that have high accuracy and sensitivity. However, these methods also have limitations and shortcomings. Therefore, it is recommended that a combination of both methods be used to accurately determine mentioned bacteria in ice cream and other dairy products.
Determination of Probiotic Cells in Probiotic Ice Cream
The ice cream matrix could be a worthy vehicle for probiotics, because of its structure, which contains milk proteins, fat and lactose, in addition to other components. Even though ice cream appears to be a good vehicle for probiotic cultures by reason of its composition and pH close to neutral (6.5), the survivability of them may be disturbed by freezing procedure (Homayouni et al. 2008a; Homayouni et al. 2012).
With the intention of evaluating the viability of probiotic microorganisms, it is significant to have a working technique for selective enumeration of probiotics. The viability of probiotics is important with their healthiness advantages. Survivability of probiotics may be expanded via a suitable choice of acid and bile-resistant strains, use of oxygen impervious packages, microencapsulation, stress adaptation, and integration of micronutrients, for instance, amino acids and peptides (Mirzaei et al. 2011; Moazen et al. 2013).
To offer healthiness advantages, the recommended concentration for probiotic microorganisms is 107 cfu/g of ice cream. Numerous media for selective enumeration of Bifidobacterium spp. and Lactobacilli have formerly been suggested in ice cream and other dairy products such as MRS-bile agar, MRS-salicin agar, MRS-sorbitol agar, MRS-maltose agar, MRS-glucose-vancomycin-agar, MRS-LP agar, MRS-IM agar, RCPB agar, DP agar, BIM-25 agar, AMC agar, MBG agar, BL-OG agar, TPPY-E agar, TOS-NNLP agar, and so on. Based on the results of the majority of former studies, MRS agar with the composition of selective and differential agents is completely suitable for selective and differential enumeration of probiotics in ice-cream and even other probiotic dairy products (Akalın et al. 2018; Ansari et al. 2017; Davis 2014; Dodoo et al. 2017; Ghasemnezhad et al. 2017; Ghorbani-Choboghlo et al. 2015; Pourjafar et al. 2016; Shah 2000).
Conclusions
Various advanced methods may be used for ice cream analysis depending on its target components including ice crystals, fat globules, air bubbles, probiotic cells, sucrose, vanillin, and hydrocolloids. This paper revealed that chemical, physical, and structural analysis methods could be applied for the analysis of ice cream, and their procedures were discussed in this paper.
References
Aime D, Arntfield S, Malcolmson L, Ryland D (2001) Textural analysis of fat reduced vanilla ice cream products. Food Res Int 34:237–246
Akalın A, Kesenkas H, Dinkci N, Unal G, Ozer E, Kınık O (2018) Enrichment of probiotic ice cream with different dietary fibers: structural characteristics and culture viability. J Dairy Sci 101:37–46
Akbari M, Eskandari MH, Niakosari M, Bedeltavana A (2016) The effect of inulin on the physicochemical properties and sensory attributes of low-fat ice cream. Int Dairy J 57:52–55
Alves G, Franco M (2003) Headspace gas chromatography–mass spectrometry of volatile compounds in murici (Byrsonima crassifolia L. Rich). J Chromatogr A 985:297–301
Anklam E, Gaglione S, Müller A (1997) Oxidation behaviour of vanillin in dairy products. Food Chem 60:43–51
Ansari F, Pourjafar H, Jodat V, Sahebi J, Ataei A (2017) Effect of Eudragit S100 nanoparticles and alginate chitosan encapsulation on the viability of Lactobacillus acidophilus and Lactobacillus rhamnosus. AMB Express 7:144
Ashes J, Gulati S, Scott T (1997) Potential to alter the content and composition of milk fat through nutrition. J Dairy Sci 80:2204–2212
Belitz H, Grosch W, Schieberle P (2009) Food chem. Springer-Verlag, Berlin
Bohl M, Bjørnshave A, Larsen M, Gregersen S, Hermansen K (2017) The effects of proteins and medium-chain fatty acids from milk on body composition, insulin sensitivity and blood pressure in abdominally obese adults. Eur J Clin Nutr 71(1):76–82
Bolliger S, Goff H, Tharp B (2000) Correlation between colloidal properties of ice cream mix and ice cream. Int Dairy J 10:303–309
Boode K, Walstra P (1993) Partial coalescence in oil-in-water emulsions 1. Nature of the aggregation. Colloids Surf Physicochemical Eng Aspects 81:121–137
Cadena RS, Bolini HMA (2011) Time–intensity analysis and acceptance test for traditional and light vanilla ice cream. Food Res Int 44:677–683
Cai Y, Corke H (1999) Amaranthus betacyanin pigments applied in model food systems. J Food Sci 64:869–873
Caillet A, Cogné C, Andrieu J, Laurent P, Rivoire A (2003) Characterization of ice cream structure by direct optical microscopy. Influence of freezing parameters. LWT-Food Sci Technol 36:743–749
Caldwell K, Goff H, Stanley D (1992) A low-temperature scanning electron microscopy study of ice cream. II. Influence of selected ingredients and processes. Food Struct 11:11–23
Cerbulis J, Farrell Jr H (1977) Xanthine oxidase activity in dairy products. J Dairy Sci 60:170–176
Chang Y, Hartel R (2002a) Stability of air cells in ice cream during hardening and storage. J Food Eng 55:59–70
Chang Y, Hartel RW (2002b) Measurement of air cell distributions in dairy foams. Int Dairy J 12:463–472
Cladwell K, Goff H, Stanley D (1992) A low-temperature scanning electron microscopy study of ice cream. I: techniques and general microstructure. Food Struct 11:1–9
Cook K, Hartel R (2010) Mechanisms of ice crystallization in ice cream production. Compr Rev Food Sci Food Saf 9:213–222
Damodaran S (2007) Inhibition of ice crystal growth in ice cream mix by gelatin hydrolysate. J Agri Food Chem 55:10918–10923
Damodaran S, Wang S (2017) Ice crystal growth inhibition by peptides from fish gelatin hydrolysate. Food Hydrocoll 70:46–56
Davis C (2014) Enumeration of probiotic strains: review of culture-dependent and alternative techniques to quantify viable bacteria. J Microbiol Meth 103:9–17
Del Giovine L, Bocca AP (2003) Determination of synthetic dyes in ice-cream by capillary electrophoresis. Food Control 14:131–135
Demott B, Praepanitchai O (1978) Influence of storage, heat, and homogenization upon xanthine oxidase activity of milk. J Dairy Sci 61:164–167
Dertli E, Toker OS, Durak MZ, Yilmaz MT, Tatlısu NB, Sagdic O, Cankurt H (2016) Development of a fermented ice-cream as influenced by in situ exopolysaccharide production: rheological, molecular, microstructural and sensory characterization. Carbohydr Polym 136:427–440
Dodoo CC, Wang J, Basit AW, Stapleton P, Gaisford S (2017) Targeted delivery of probiotics to enhance gastrointestinal stability and intestinal colonization. Int J Pharm 530:224–229
Dogan M, Kayacier A, Toker ÖS, Yilmaz MT, Karaman S (2013) Steady, dynamic, creep, and recovery analysis of ice cream mixes added with different concentrations of xanthan gum. Food Bioprocess Technol 6:1420–1433
Donhowe DP, Hartel RW (1996) Recrystallization of ice during bulk storage of ice cream. Int Dairy J 6:1209–1221
Donhowe D, Hartel R, Bradley R (1991) Determination of ice crystal size distributions in frozen desserts. J Dairy Sci 74:3334–3344
Faydi E, Andrieu J, Laurent P (2001) Experimental study and modelling of the ice crystal morphology of model standard ice cream. Part I: direct characterization method and experimental data. J Food Eng 48:283–291
Fernández PM, Juan S (2000) Fatty acid composition of commercial Spanish fast food and snack food. J Food Compos Anal 13:275–281
Flores A, Goff H (1999) Recrystallization in ice cream after constant and cycling temperature storage conditions as affected by stabilizers. J Dairy Sci 82:1408–1415
Focant M, Mignolet E, Marique M, Clabots F, Breyne T, Dalemans D, Larondelle Y (1998) The effect of vitamin E supplementation of cow diets containing rapeseed and linseed on the prevention of milk fat oxidation. J Dairy Sci 81:1095–1101
Fonseca FG, Esmerino EA, Tavares Filho ER, Ferraz JP, da Cruz AG, Bolini HM (2016) Novel and successful free comments method for sensory characterization of chocolate ice cream: A comparative study between pivot profile and comment analysis. J Dairy Sci 99:3408–3420
Gassenmeier K (2003) Vanillin and xanthineoxidase—key factors for the generation of a cardboard off-note in vanilla ice cream. LWT-Food Sci Technol 36:99–103
Ghasemnezhad R, Razavilar V, Pourjafar H, Khosravi-Darani K, Ala K (2017) The viability of free and encapsulated Lactobacillus casei and Bifidobacterium animalis in chocolate milk, and evaluation of its pH changes and sensory properties during storage. Annu Res Rev Biol 21(3):1–8
Ghorbani-Choboghlo H, Zahraei-Salehi T, Ashrafi-Helan J, Yahyaraeyat R, Pourjafar H, Nikaein D, Balal A, Khosravi AR (2015) Microencapsulation of Saccharomyces cerevisiae and its evaluation to protect in simulated gastric conditions. Iran J Microbiol 7:338–341
Goff HD (1997) Colloidal aspects of ice cream—a review. Int Dairy J 7:363–373
Goff HD (2002) Formation and stabilisation of structure in ice-cream and related products. Curr Opin Colloid Interface Sci 7:432–437
Goff H, Caldwell K, Stanley D, Maurice T (1993) The influence of polysaccharides on the glass transition in frozen sucrose solutions and ice cream. J Dairy Sci 76:1268–1277
Goff H, Jordan W (1989) Action of emulsifers in promoting fat destabilization during the manufacture of ice cream. J Dairy Sci 72:18–29
Goff H, Verespej E, Smith A (1999) A study of fat and air structures in ice cream. Int Dairy J 9:817–829
Gonzalez S, Duncan S, O’keefe S, Sumner S, Herbein J (2003) Oxidation and textural characteristics of butter and ice cream with modified fatty acid profiles. J Dairy Sci 86:70–77
Granger C, Leger A, Barey P, Langendorff V, Cansell M (2005) Influence of formulation on the structural networks in ice cream. Int Dairy J 15:255–262
Gubler B (1981) Stability of flavoring substances in food models related to milk. In: Schreier P (ed) Flavour-proceedings of the third Weurman symposium. Walter de Gruyter, Berlin
Guinard JX, Zoumas-Morse C, Mori L, Uatoni B, Panyam D, Kilara A (1997) Sugar and fat effects on sensory properties of ice cream. J Food Sci 62(5):1087–1094
Hansen A, Heinis J (1991) Decrease of vanillin flavor perception in the presence of casein and whey proteins1. J Dairy Sci 74:2936–2940
Hawke J, Taylor M (1983) Influence of nutritional factors on the yield, composition and physical properties of milk fat. In: Developments in dairy chemistry –chapter 2. Springer, pp 37–81
Homayouni A, Azizi A, Ehsani M, Yarmand M, Razavi S (2008a) Effect of microencapsulation and resistant starch on the probiotic survival and sensory properties of synbiotic ice cream. Food Chem 111:50–55
Homayouni A, Ehsani M, Azizi A, Razavi S, Yarmand M (2008b) Growth and survival of some probiotic strains in simulated ice cream conditions. J Appl Sci 8:379–382
Homayouni A, Azizi A, Javadi M, Mahdipour S, Ejtahed H (2012) Factors influencing probiotic survival in ice cream: a review. Int J Dairy Sci 7:1–10
Jo C, Ahn D (1999) Fat reduces volatiles production in oil emulsion system analyzed by purge- and- trap dynamic headspace/gas chromatography. J Food Sci 64:641–643
Kalab M (1985) Microstructure of dairy foods. 2. Milk products based on Fat1. J Dairy Sci 68:3234–3248
Kaleda A, Tsanev R, Klesment T, Vilu R, Laos K (2017) Ice cream structure modification by ice-binding proteins. Food Chem 246:164–171
Kurt A, Cengiz A, Kahyaoglu T (2016) The effect of gum tragacanth on the rheological properties of salep based ice cream mix. Carbohydr Polym 143:116–123
Löliger J (1990) Headspace gas analysis of volatile hydrocarbons as a tool for the determination of the state of oxidation of foods stored in sealed containers. J Sci Food Agri 52:119–128
Macosko C (1994) Rheology: principles, measurements, and applications (VCH, New York, 1994) Google Scholar: 425–474
Marín-Suárez M, García-Moreno PJ, Padial-Domínguez M, Guadix A, Guadix EM (2016) Production and characterization of ice cream with high content in oleic and linoleic fatty acids. Eur J Lipid Sci Technol 118:1846–1852
Mirzaei H, Pourjafar H, Rad AH (2011) The effect of microencapsulation with calcium alginate and resistant starch on the Lactobacillus acidophilus (La5) survival rate in simulated gastrointestinal juice conditions. J. Vet Res 66:337–377
Mirzaei H, Pourjafar H, Homayouni A (2012) Effect of calcium alginate and resistant starch microencapsulation on the survival rate of Lactobacillus acidophilus La5 and sensory properties in Iranian white brined cheese. Food Chem 132:1966–1970
Moazen S, Amani R, Homayouni A, Shahbazian H, Ahmadi K, Jalali MT (2013) Effects of freeze-dried strawberry supplementation on metabolic biomarkers of atherosclerosis in subjects with type 2 diabetes: a randomized double-blind controlled trial. Ann Nutr Metab 63:256–264
Muse M, Hartel RW (2004) Ice cream structural elements that affect melting rate and hardness. J Dairy Sci 87:1–10
Palabiyik I, Demirci AŞ, Apaydin D, Gümüs T (2017) Production of xanthan gum from Xanthomonas axonopodis pv. begonia and its rheological behaviour. Food Sci Biotechnol 19(1):201–206
Pourjafar H, Noori N, Gandomi H, Basti AA (2016) Study of protective role of double coated beads of calcium alginate-chitosan-eudragit S100 nanoparticles achieved from microencapsulation of Lactobacillus acidophilus as a predominant flora of human and animals gut. J. Vet Res 71:311–320
Quemener B, Marot C, Mouillet L, Da Riz V, Diris J (2000a) Quantitative analysis of hydrocolloids in food systems by methanolysis coupled to reverse HPLC. Part 1. Gelling carrageenans. Food Hydrocoll 14:9–17
Quemener B, Marot C, Mouillet L, Da Riz V, Diris J (2000b) Quantitative analysis of hydrocolloids in food systems by methanolysis coupled to reverse HPLC. Part 2. Pectins, alginates and xanthan. Food Hydrocoll 14:19–28
Regand A, Goff H (2002) Effect of biopolymers on structure and ice recrystallization in dynamically frozen ice cream model systems. J Dairy Sci 85:2722–2732
Regand A, Goff HD (2003) Structure and ice recrystallization in frozen stabilized ice cream model systems. Food Hydrocoll 17:95–102
Regand A, Goff H (2006) Ice recrystallization inhibition in ice cream as affected by ice structuring proteins from winter wheat grass. J Dairy Sci 89:49–57
Roth GA, Johnson C, Abajobir A, Abd-Allah F, Abera SF, Abyu G, Ahmed M, Aksut B, Alam T, Alam K, Alla F, Alvis-Guzman N, Amrock S, Ansari H, Ärnlöv J, Asayesh H, Atey TM, Avila-Burgos L, Awasthi A, Banerjee A, Barac A, Bärnighausen T, Barregard L, Bedi N, Belay Ketema E, Bennett D, Berhe G, Bhutta Z, Bitew S, Carapetis J, Carrero JJ, Malta DC, Castañeda-Orjuela CA, Castillo-Rivas J, Catalá-López F, Choi JY, Christensen H, Cirillo M, Cooper L Jr, Criqui M, Cundiff D, Damasceno A, Dandona L, Dandona R, Davletov K, Dharmaratne S, Dorairaj P, Dubey M, Ehrenkranz R, el Sayed Zaki M, Faraon EJA, Esteghamati A, Farid T, Farvid M, Feigin V, Ding EL, Fowkes G, Gebrehiwot T, Gillum R, Gold A, Gona P, Gupta R, Habtewold TD, Hafezi-Nejad N, Hailu T, Hailu GB, Hankey G, Hassen HY, Abate KH, Havmoeller R, Hay SI, Horino M, Hotez PJ, Jacobsen K, James S, Javanbakht M, Jeemon P, John D, Jonas J, Kalkonde Y, Karimkhani C, Kasaeian A, Khader Y, Khan A, Khang YH, Khera S, Khoja AT, Khubchandani J, Kim D, Kolte D, Kosen S, Krohn KJ, Kumar GA, Kwan GF, Lal DK, Larsson A, Linn S, Lopez A, Lotufo PA, el Razek HMA, Malekzadeh R, Mazidi M, Meier T, Meles KG, Mensah G, Meretoja A, Mezgebe H, Miller T, Mirrakhimov E, Mohammed S, Moran AE, Musa KI, Narula J, Neal B, Ngalesoni F, Nguyen G, Obermeyer CM, Owolabi M, Patton G, Pedro J, Qato D, Qorbani M, Rahimi K, Rai RK, Rawaf S, Ribeiro A, Safiri S, Salomon JA, Santos I, Santric Milicevic M, Sartorius B, Schutte A, Sepanlou S, Shaikh MA, Shin MJ, Shishehbor M, Shore H, Silva DAS, Sobngwi E, Stranges S, Swaminathan S, Tabarés-Seisdedos R, Tadele Atnafu N, Tesfay F, Thakur JS, Thrift A, Topor-Madry R, Truelsen T, Tyrovolas S, Ukwaja KN, Uthman O, Vasankari T, Vlassov V, Vollset SE, Wakayo T, Watkins D, Weintraub R, Werdecker A, Westerman R, Wiysonge CS, Wolfe C, Workicho A, Xu G, Yano Y, Yip P, Yonemoto N, Younis M, Yu C, Vos T, Naghavi M, Murray C (2017) Global, regional, and national burden of cardiovascular diseases for 10 causes, 1990 to 2015. J Am Coll Cardiol 70:1–25
Russell A, Cheney P, Wantling S (1999) Influence of freezing conditions on ice crystallisation in ice cream. J Food Eng 39:179–191
das Graças Pereira G, de Resende JV, de Abreu LR, de Oliveira Giarola TM, Perrone IT (2011) Influence of the partial substitution of skim milk powder for soy extract on ice cream structure and quality. Eur Food Res Technol 232:1093–1102
Sagara Y (2015) Development of quality control technologies based on ice crystal morphology formed in frozen foods. Food and Machinery Spring symposiums and conferences 12(1):24
Salmeán AA, Duffieux D, Harholt J, Qin F, Michel G, Czjzek M, Willats WGT, Hervé C (2017) Insoluble (1→ 3),(1→ 4)-β-D-glucan is a component of cell walls in brown algae (Phaeophyceae) and is masked by alginates in tissues. Sci Rep 7:2880. https://doi.org/10.1038/s41598-017-03081-5
Sarkar A, Singh H (2016) Emulsions and foams stabilised by milk proteins. In: Advanced dairy chemistry. Springer, pp 133–153
Segall K, Goff H (1999) Influence of adsorbed milk protein type and surface concentration on the quiescent and shear stability of butter oil emulsions. Int Dairy J 9:683–691
Segall K, Goff H (2002a) A modified ice cream processing routine that promotes fat destabilization in the absence of added emulsifier. Int Dairy J 12:1013–1018
Segall K, Goff H (2002b) Secondary adsorption of milk proteins from the continuous phase to the oil–water interface in dairy emulsions. Int Dairy J 12:889–897
Shah N (2000) Probiotic bacteria: selective enumeration and survival in dairy foods. J Dairy Sci 83:894–907
Smith A, Goff H, Kakuda Y (2000) Microstructure and rheological properties of whipped cream as affected by heat treatment and addition of stabilizer. Int Dairy J 10:295–301
Sofjan RP, Hartel RW (2004) Effects of overrun on structural and physical characteristics of ice cream. Int Dairy J 14:255–262
Stanley D, Goff H, Smith A (1996) Texture-structure relationships in foamed dairy emulsions. Food Res Int 29:1–13
Tekin E, Sahin S, Sumnu G (2017) Physicochemical, rheological, and sensory properties of low‐fat ice cream designed by double emulsions. Eur J Lipid Sci Technol 119
Toker OS, Karaman S, Yuksel F, Dogan M, Kayacier A, Yilmaz MT (2013) Temperature dependency of steady, dynamic, and creep-recovery rheological properties of ice cream mix. Food Bioprocess Technol 6:2974–2985
Tredwell GD, Keun HC (2015) convISA: a simple, convoluted method for isotopomer spectral analysis of fatty acids and cholesterol. Metabo Eng 32:125–132
Trgo C, Danone F (2003) Factors affecting texture of ice cream. Texture in food. Woodhead, CRC Press, New York, Publishing Vol.1 pp 373–388
Vega C, Dalgleish D, Goff H (2005) Effect of κ-carrageenan addition to dairy emulsions containing sodium caseinate and locust bean gum. Food Hydrocoll 19:187–195
Wallick S, Sarkanen K (1983) Effect of pH on the autoxidation kinetics of vanillin. Wood Sci Technol 17:107–116
Warren MM, Hartel RW (2014) Structural, compositional, and sensorial properties of United States commercial ice cream products. J Food Sci 79(10):E2005–E2013
Welty W, Marshall R, Grün I, Ellersieck M (2001) Effects of milk fat, cocoa butter, or selected fat replacers on flavor volatiles of chocolate ice Cream1. J Dairy Sci 84:21–30
Wildmoser H, Scheiwiller J, Windhab EJ (2004) Impact of disperse microstructure on rheology and quality aspects of ice cream. LWT-Food Sci Technol 37:881–891
Zorba M, Ova G (1999) An improved method for the quantitative determination of carboxymethyl cellulose in food products. Food Hydrocoll 13:73–76
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
Aziz Homayouni declares that he has no conflict of interest. Mina Javadi declares that she has no conflict of interest. Fereshteh Ansari declares that she has no conflict of interest. Hadi Pourjafar declares that he has no conflict of interest. Maryam Jafarzadeh declares that she has no conflict of interest. Ali Barzegar declares that he has no conflict of interest.
Ethical Approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Informed Consent
Informed consent was not need in this study.
Rights and permissions
About this article

Cite this article
Homayouni, A., Javadi, M., Ansari, F. et al. Advanced Methods in Ice Cream Analysis: a Review. Food Anal. Methods 11, 3224–3234 (2018). https://doi.org/10.1007/s12161-018-1292-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12161-018-1292-0