
Abstract
The single-pass, split-stream harvest of corn grain and stover has been extensively studied. Challenges for these systems include the logistics and economics of handling separate grain and stover streams. Single-pass, single-stream processes have been explored using a self-propelled forage harvester to collect whole-plant corn as a biomass feedstock. However, due to the processing done by the self-propelled forage harvester, a significant portion of the grain fraction is damaged during harvest limiting its marketability. To evaluate an alternative system, a combine harvester was modified with a rear blower to collect corn stover, facilitating the collection of the grain and stover fractions into the same wagon, creating an aggregate, whole-plant corn material. Utilizing this system, a plot study was conducted to compare it to a self-propelled forage harvester. Parameters studied for system performance were yield, grain damage, and geometric mean particle size. While the combine system reduced grain damage (p < 0.001) by 18 percentage points compared to the self-propelled forage harvester and had a similar whole plant particle size (p = 0.11), it collected 1.86 Mg DM ha−1 less biomass (p < 0.001). The combine harvester with a stover collection system provides a method to collect whole-plant corn as a biomass feedstock that maintains a large portion of the grain integrity but decreases dry matter yield.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Single-pass, split-stream harvest systems have been developed to optimize corn grain and stover collection. Compared to multi-pass systems, the advantages include reducing labor and equipment requirements of corn stover harvesting [1]. The single-pass systems have been demonstrated to reduce field traffic, subsequent soil compaction, and delivered stover costs [2, 3]. However, the two separate streams—grain and stover—present cost, product quality, and logistics challenges. An alternative, single-pass, single-stream system has been proposed, but the current harvesting system causes physical damage to the grain, limiting its market [4]. In this work, we explore a third approach that could retain the logistical benefits of the single-stream systems while improving market access to the grain.
Single-pass, split-stream harvesting methods employ a conventional combine harvester modified to collect corn residue after threshing and separating it from the grain fraction [5]. However, the combine ear snapper header (ES) has been designed to limit the amount of the non-grain fraction of the plant entering the system (corn stover harvest is limited to 36% of the total harvestable stover) [6]. Researchers have addressed this shortcoming by replacing the combine’s ear snapper header system with a whole-plant header, commonly used in forage harvesting systems. The whole-plant header has been shown to increase the stover capture rate to 94%. However, the additional non-grain fraction entering the combine limits the material capacity of the combine’s threshing, separation, cleaning, and residue management systems.
Alternatively, a single-pass, single-stream harvesting system results in a single product of whole-plant corn [4]. Because the corn stover is not aerobically stable at the optimal point of the grain harvest, the feedstock must be stored anaerobically. In the context of a biomass delivery system, the separate products of grain and stover are now a combined feedstock. This approach offers several advantages, including direct harvest of stover. Additionally, neither the grain nor the stover must be dried for stable storage. In terms of grain, this reduces the use of fossil fuels in the drying process. Field wilting is no longer necessary for the stover fraction, limiting weather risk to harvest and contamination with soil. Finally, the regulatory, weight-limited transport of the grain complements the volume-limited transport of the stover.
One disadvantage of the single-pass, single-stream system is the recovery and marketability of the corn grain fraction [7]. Research, to date, has utilized forage harvesting technology to harvest whole-plant material. While these systems result in high field productivity, significant physical damage is imparted to the grain fraction during harvest [8]. Physical damage to the grain limits its market and inhibits downstream fractionation necessary for optimal starch and cellulose biorefining.
This research presented here takes an alternative approach to single-pass, single-stream harvest. A conventional combine harvester was modified to yield a single stream of grain and stover. This system was compared to a self-propelled forage harvester in a designed experiment where each machine combined with two headers was compared over two harvest periods. Measured responses included grain quality, stover yield, and particle size. By completing this study, gaps in the understanding of single-pass single-stream harvesting of whole-plant corn were filled that have direct use in modeling alternative corn stover harvest systems.
Materials and Methods
A field study was designed to compare between the two harvest systems with two header configurations over two harvest dates. The resulting design was a 4 × 4 × 2 full-factorial experiment (Table 1) that utilized 32 plots in a corn field (Renk, RK642SSTX, 103-day relative maturity) at the University of Wisconsin-Madison’s Arlington Agricultural Research Station. Each plot was approximately 75 m long and 4.5 m wide. Sixteen plots were used for each harvest date. The first harvest occurred on October 18 and 19 2021, and the second harvest occurred on November 8. Four plots were harvested with each harvester treatment. One harvester treatment consisted of a self-propelled forage harvester (SPFH) (Model 6950, John Deere, Moline, IL) with a whole-plant (WP) head (Model 666R, John Deere) or a modified ear snapper (ES) head (Model 693, John Deere) outfitted with modified deck plates on rows 1, 3, 4, and 6 with the knives in the rearward position [9].
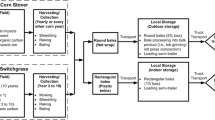
The other harvester treatment, the combine harvester (Model 9750 STS, John Deere), converted to a biomass combine harvester (BCH, Figure 1) with the same header configurations as the SPFH treatments. A tractor (Model 6310, John Deere) and self-unloading forage wagons (Model 7+4, H&S Manufacturing, Marshfield, WI) were used for collecting the material. The self-unloading forage wagons were equipped with load cells (Digistar, Fort Atkinson, WI) with a readability of 2.25 kg.

Biomass combine harvester (BCH, left) and single-pass, single-stream harvest of whole plant corn
Before harvest, one plant was removed from each plot (a total of 16 plants per harvest, 32 plants total) and hand fractionated into six fractions: lower stalk (stalk below the ear), upper stalk (stalk above the ear), leaves, husk, grain, and cob. The plants were hand-harvested by cutting the plant directly above the first visible node. These fractions were dried in an oven at 55 °C for 72 h according to ASABE Standard S358.3 [10].
One plot was harvested at a time. Operating heights varied between treatments, and header height was confirmed with a measuring tape (readability 16 mm) before each plot. Height was measured at the end of the snapping rolls for the MES header treatments. For the WP header, the height was measured at the tip of the cut-off wheels (Table 1). Header height measurements were initially taken on both outer rows to ensure the header was level, but that was reduced to just one outside row for each following plot. After each plot, the weight of the material in the wagon was recorded. This provided the yield from each plot. A sample was taken from the wagon in a 0.35 m3 basket. From that sample, two 750-g subsamples were taken for moisture content, one 750-g subsample was taken for stover compositional analysis, and one 2-kg subsample was taken for stover and grain particle size.
The moisture samples were placed in a forced-air oven at 103 °C for 24 h [10]. The composition samples were placed in a forced-air oven at 55 °C for 72 h. Samples utilized to quantify mean particle size were refrigerated overnight at 5 °C and particle-sized the following day.
Mean particle size was quantified according to the methods explained in ASABE Standard S424.1 [11]. The grain fraction was collected from the screen cascade. Since the material was still mixed with some stover, the material was cleaned using air to achieve a sample composed of only grain. The grain was dried in a forced-air oven at 55 °C for 72 h to reach a moisture content for safe and stable storage [10]. To determine the particle size of the grain fraction, a screen cascade was assembled with openings of 6.35, 4.75, 3.35, 2.36, 2, and 1.18 mm and 600 microns. The mass in the top screen would represent whole kernels, the second screen would represent chipped kernels, and the mass in the remaining screens would represent broken kernels. In some cases, the amount of grain exceeded what could be loaded into the top of the cascade. The grain samples were separated into smaller samples for processing, but the results were combined. The samples were mechanically sieved (Model RX-29, W.S. Tyler, Mentor, OH) for 2 min.
Raw data was compiled in spreadsheet software (Excel, Version 16, Microsoft, Redmond, WA). The data was organized and exported to statistical software (JMP Pro 15, SAS, Cary, NC), where a full-factorial analysis and Student’s t tests were conducted with an α = 0.05. The independent variables were the harvester type (SPFH or BCH), header type (ES or WP), and harvest date (first and second), and the dependent variables were plot yield, distribution of grain mass, and geometric mean particle size.
Results and Discussion
The weather conditions for the second harvest were cooler at a high of 9 °C compared to the early harvest of 22 °C. However, the dew points were similar for both harvests at about 6 °C, wind speeds did not exceed 16 kph, and the average barometric pressure was 99 kPa. No significant precipitation was recorded before harvest. The main effects studied included harvester—self-propelled forage harvester (SPFH) or the biomass combine harvester (BCH), header—whole-plant (WP) or modified ear snapper (MES), and harvest date—early or late. Harvest date significantly impacted whole-plant moisture content (p < 0.001). The average whole-plant moisture content across all treatments for the first harvest was 33% w.b. The whole-plant moisture content across all treatments for the second harvest was ten percentage points lower. The moisture contents between harvests and header types were found to be different (p < 0.001) but not different between the harvester types (p > 0.05) (Table 2). This results from the WP header capturing more of the lower portion of the corn plant where more moisture resides and yield is high [12, 13]. Shinners and Binversie report that 79% of stover dry mass is in the bottom half of the stalk, which they observed to dry at a much lower rate than other stover anatomical fractions.
Stover capture rate is an important factor in the overall cost of harvest [14]. The stover capture rate was reported in a percentage of the available plant dry matter (DM) collected by each harvest configuration. Available dry matter was estimated using the hand-fractionated corn plants collected from the plots before each harvest. The harvester (p = 0.0011), header (< 0.001), and harvest date (p < 0.001) all had a detectable impact on stover capture rate (Table 2). The stover capture rate based on the header type was significantly lower than previously reported in the literature. Shinners et al. (2007) reported a stover capture rate for the WP head ranging from 62.50 to 93.10% depending on cut height and a capture rate of 36.20% for an unmodified ES header. A potential explanation for this difference could be the challenge of sampling and estimating stover yield from harvested whole-plant corn, where the stover and grain were more prone to segregation in the collection wagon.
Whole-plant and stover dry matter yields were compared using Student’s t tests. The SPFH treatments resulted in higher stover capture than BCH treatments (p < 0.001), the treatments collected with the WP header yielded higher than the treatments collected with the ES header (p < 0.001), and there was no detected difference between the dry matter yield on both harvest dates (p = 0.89) (Table 2). The stover yield for the ES header treatments was like that reported by Shinners et al. (2009). They reported that grain yield was 10.1 and 11.1 Mg DM/ha, and stover yield was 1.8 and 2.1 Mg DM/ha for the 2005 and 2006 harvest years. This leads to a total material yield of 11.9 Mg DM/ha and 13.2 Mg DM/ha. Their values were slightly lower, which could be attributed to using a standard ES header instead of the MES used in this study. [9] noted an increase in stover yield by 31 percentage points for every pair of knives added to the header. Assuming a stover yield increase of 62 percentage points over that of a standard ear snapper header, the plant yields reported by [15] would be 13.02 Mg DM/ha and 14.50 Mg DM/ha for 2005 and 2006, respectively. Both values are slightly smaller than reported in this work. However, the difference could be related to the variability between growing seasons and hybrid. Yields from the treatments where a WP head was utilized also followed the results of [15]. They reported a grain yield value of 9.9 and 11.1 Mg DM/ha and a stover yield of 6.1 and 7.3 Mg DM/ha for the 2005 and 2006 harvests. This would mean a combined whole-plant yield of 16.0 and 18.4 Mg DM/ha, similar to the values reported in this work. Again, variability between growing seasons could be attributed to the differences in reported values.
Stover capture rate was determined based on the whole plant yield and the grain yield. The grain yield was 12.2 Mg DM/ha from harvesting the remaining grain after the plot study was completed, and the stover yield could be determined by subtracting the grain yield from the observed whole plant yield. Assuming a 1:1 grain/stover ratio as reported in [13], available stover DM would also be 12.2 Mg DM/ha. Based on the harvesting treatment, the stover yield could be taken as a percentage of the total available stover, determining the stover capture rate (Table 2).
One of the primary drivers of this project was to determine if the BCH resulted in a more marketable grain fraction when harvesting whole-plant corn with the physical properties of the grain representing a primary quality indicator. The mass in the top screen would represent whole kernels (> 6.35 mm), the second screen would represent chipped kernels (> 4.75 mm), and the mass in the remaining screens would represent broken kernels. Based on the amount of intact kernel residing on the first screen, it was found that only the harvester influenced the grain damage (p < 0.001) (Table 3).
The SPFH represents the state of technology for harvesting whole plant stover and grain [4]. As such, this established a baseline of 70.70%, 15.98%, and 13.15% of the grain mass resided on the top, second, and remaining screens, respectively. These findings are like the values reported by [7], where only 70% of the kernels were considered intact. This compares to 88.94%, 8.68%, and 2.50% of the grain mass resided on the top, second, and remaining screens for the BCH in this study. While grain that is 11% damaged still misses the 3% target for USDA Grade No. 1 corn, it does bring the grain quality from sample grade to USDA Grade No. 5 [16]. While useful for describing harvester performance, this classification of the grain gives only a partial understanding of the grain’s physical characteristics. Depending on the downstream process, damage grain could be fractionated and utilized as a starch source for biorefining or livestock feed. The primary method of fractionation of corn grain from stover is mechanical sieving and air classification. Both processes depend in part on grain particle size.
The geometric mean particle size (GMPS) of the whole plant corn was similar (p > 0.05) between harvests, headers, or harvesters independently (Table 4). The statistical similarity is due to the influence the grain mass has on this calculation, as most of the mass for both systems would reside in the lower screens. Similar to the results reported here, [8] observed the GMPS for an SPFH harvesting whole-plant corn to be 26 mm for material harvested with a MES header and 29 mm for material harvested with a WP header. Another factor is the husk anatomical fraction is not well processed by either the cutterhead in the SPFH or the stalk chopper in the BCH. [17] reported that adding a recutter screen with the precision cutterhead reduced the amount of uncut husk by about half, indicating more intense processing is needed for adequate size reduction of the husk fraction. The SPFH used in this study was not equipped with a recutter screen, and size was only controlled by setting the theoretical length of cut for the harvester.
Conclusions
This research compared two systems for harvesting whole-plant corn as a biomass feedstock. While whole-plant feedstock has numerous advantages in terms of harvest, storage, and transportation costs, it must be kept in anaerobic conditions until utilization. The high value of the starch-based grain stream relative to the cellulosic stover stream necessitates the separation of the two streams at the biorefinery. Separation can be challenging if the corn kernel is damaged in the harvest process.
By utilizing a BCH, whole-plant corn was harvested with a significantly (p < 0.001) higher proportion of intact grain than material harvested with an SPFH, increasing from 71 to 89% of intact grain harvested. The harvested yield was lower by 1.86 Mg/ha for the BCH compared to the SPFH system (p < 0.001). GMPS was similar (p = 0.11) between both harvesters. Systems utilizing an SPFH would be advantageous when material capture is desired, while the BCH would be advantageous where grain integrity is desired, however at an added cost of lower harvest productivity and increased transportation cost associated with handling two material streams. The adaptation of combine harvesters to stover collection could improve market participation over an SPFH, especially in the Corn Belt, where few producers have access to forage-harvesting equipment. Increasing the number of systems available for feedstock collection should aid in the adoption of utilizing high dry matter, whole-plant corn material as a biomass feedstock.
Data Availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Vadas PA, Digman MF (2013) Production costs of potential corn stover harvest and storage systems. Biomass Bioenergy 54:133–139. https://doi.org/10.1016/j.biombioe.2013.03.028
Shah A, Darr M (2016) A techno-economic analysis of the corn stover feedstock supply system for cellulosic biorefineries. Biofuels Bioprod Biorefin 10:542–559. https://doi.org/10.1002/bbb
Wendt LM, Smith WA, Hartley DS et al (2018) Techno-economic assessment of a chopped feedstock logistics supply chain for corn stover. Frontiers in Energy Research 6:90. https://doi.org/10.3389/fenrg.2018.00090
Cook DE, Shinners KJ (2011) Economics of alternative corn stover logistics systems. In: 2011 Annual International Meeting Louisville. American Society of Agricultural and Biological Engineers, Kentucky
Hoskinson RL, Karlen DL, Birrell SJ et al (2007) Engineering, nutrient removal, and feedstock conversion evaluations of four corn stover harvest scenarios. Biomass Bioenergy 31:126–136. https://doi.org/10.1016/j.biombioe.2006.07.006
Shinners KJ, Adsit GS, Binversie BN et al (2007) Single-pass, split-stream harvest of corn grain and stover. Trans ASABE 50:355–363. https://doi.org/10.13031/2013.22626
Blazer KJ (2022) Anatomical fractionation of corn grain and stover to produce biomass feestocks. Master’s of Science, University of Wisconsin - Madison
Pike BC (2022) Co-harvest of corn grain and stover for improved property control of biomass feedstocks. Master’s of Science, University of Wisconsin - Madison
Walters CP, Dietsche SC, Keene JR et al (2020) Increasing single-pass corn stover yield by combine header modifications. Trans ASABE 63:923–932. https://doi.org/10.13031/trans.13823
ASABE (2017) Moisture measurement - unground grain and seeds. ASABE, St. Josheph, MI
ASABE (2022) Method of determining and expressing particle size of chopped forage materials by screening. ASABE, St. Joseph, MI
Shinners KJ, Binversie BN (2007) Fractional yield and moisture of corn stover biomass produced in the Northern US Corn Belt. Biomass Bioenergy 31:576–584. https://doi.org/10.1016/j.biombioe.2007.02.002
Pordesimo LO, Sokhansanj S, Edens WC (2004) Moisture and yield of corn stover fractions before and after grain maturity. Transactions of the ASAE 47:1597–1603. https://doi.org/10.13031/2013.17589
Hemmelgarn AB (2022) Combined harvest of corn grain and stover as a biomass feedstock. Master’s of Science, University of Wisconsin - Madison
Shinners KJ, Boettcher GC, Hoffman DS et al (2009) Single-pass harvest of corn grain and stover: performance of three harvester configurations. Trans ASABE 52:51–60. https://doi.org/10.13031/2013.25940
USDA (1996) Official US standards for grain corn. USDA, Washington, DC
Shinners KJ, Bennett RG, Hoffman DS (2012) Single- and two-pass corn grain and stover harvesting. Trans ASABE 55:341–350. https://doi.org/10.13031/2013.41372
Disclaimer
The views expressed in this chapter do not necessarily represent the views of the US Department of Energy or the United States Government. The authors would like to thank the staff at the Arlington Agricultural Research Station for their help and support throughout this project.
Funding
The research was supported by the U.S. Department of Energy (DOE), Office of Energy Efficiency and Renewable Energy (EERE), Bioenergy Technologies Office (BETO), under Award No. DE-EE0008908.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception, execution, and design. The first draft of the manuscript was written by Adam Hemmelgarn and was edited by Kevin Shinners and Matthew Digman. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Supplementary Material 1:
(XLSX 16 kb)
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hemmelgarn, A., Shinners, K., Timm, A. et al. Single-Pass, Single-Stream Harvest of Corn Grain and Stover: a Comparison of Two Harvest Methods. Bioenerg. Res. (2024). https://doi.org/10.1007/s12155-024-10775-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12155-024-10775-y