
Abstract
Supply logistics systems for corn (Zea mays L.) stover and switchgrass (Panicum virgatum L.) with two collection methods, round bales and rectangular bales, are developed. A location in the US Midwest is assumed with corn grown on highly productive crop land and switchgrass grown on less productive land. Bales (15 % moisture wet basis) are stored at local storage sites within 3.2 km (2 mi) of the field at harvest time. Biomass is transported to an end user within a 48 km (30 mi) throughout the year. Round bales are converted to bulk product [bulk density of 240 kg m−3 (15 lb ft−3)] by tub grinding followed by roll-press compacting before truck transport. Rectangular bales are delivered by truck without processing. Total delivered cost is $97.70 Mg−1 ($88.63 ton−1) for corn stover and $137.87 Mg−1 ($125.07 ton−1) for switchgrass when delivered as a bulk compacted product. Total delivered cost is $90.25 Mg−1 ($81.87 ton−1) for corn stover and $128.67 Mg−1 ($116.73 ton−1) for switchgrass when delivered as rectangular bales. Life-cycle fossil energy consumption is higher for delivering switchgrass (9.9 to 13.8 % of energy in dry matter) than for corn stover (5.8 to 9.5 % of energy in dry matter). Excluding any potential change in soil organic carbon (SOC), life-cycle greenhouse gas (GHG) emissions are 59.2 to 99.8 kg CO2e Mg−1 for delivering corn stover and 231.8 to 279.6 kg CO2e Mg−1 for delivering switchgrass. The effect of change in SOC on the life-cycle GHG emissions for corn stover and switchgrass is discussed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Corn stover and switchgrass are potential biomass feedstocks for producing liquid transportation fuels such as ethanol, combined heat and power, chemicals, and bio-products in the USA [1]. Sustainable production of biofuels, bioenergy, and bioproducts depends on the sustainability of the biomass feedstock production and supply logistics system. Users of biomass typically operate on an industrial cycle and need a consistent supply of biomass feedstocks throughout the year. However, collection and harvesting of biomass typically occur on an agricultural cycle and are often limited to late summer or fall time frames. Thus, a system is needed to collect, store, accumulate, and deliver biomass to the users throughout the year.
Considering the existing biomass collection practice/technology, large round or large rectangular (square) bales are suggested for the supply of corn stover [2–6] and switchgrass [4, 7–13]. There are pros and cons between the round and rectangular bale supply systems [1]:(i) round balers have a lower capital investment than the rectangular balers, (ii) round bales tend to have less storage losses than rectangular bales when stored outside uncovered; thus, covered or indoor storage is recommended for rectangular bales, and (iii) rectangular bales tend to be easier to handle and load trucks without road width restrictions compared to the round bales. Moreover, the rectangular bales can be loaded near the legal weight limit for trucks [i.e., 22.7 Mg (25 ton) per truck load in the USA] than round bales. For example, Petrolia [5] reported that cargo weight per semitrailer load [cargo space of 14.6 m (48 ft) long × 2.7 m (9 ft) wide × 2.7 m (9 ft) high] for corn stover was 10.8 Mg (11.9 ton) for round bales [1.4 m (4.5 ft) diameter × 1.6 m (5.2 ft) length] and 20.3 Mg (22.4 ton) for rectangular bales [2.4 m (8 ft) length × 1.2 m (4 ft) width × 0.9 m (3 ft) height]. There have been several studies that compare the supply logistics between the round and rectangular bales for corn stover [2, 5] or switchgrass [11, 13].
Larson et al. [13] evaluated a switchgrass logistics system where switchgrass is harvested using a forage chopper and hauled to a satellite preprocessing facility for densification and packaging (i.e., using an industrial compactor and bale wrapper, the chopped biomass is condensed into a 2-Mg large round bale wrapped in mesh and plastic to provide anaerobic storage) before trucking to a biorefinery. They found that the preprocessing system outperformed the conventional large round and large rectangular bale harvest methods in the delivered costs of switchgrass. To improve the handling of round bales, Cundiff and Grisso [14] suggested containerized transport of round bales; however, such as a system could transport about 14.4 Mg (15.9 ton) per load. Cubing and pelleting have been suggested to increase the bulk density of biomass to 400–700 kg m−3 (25–44 lb ft−3) so that the truck can be loaded up to the legal road weight limit [10, 15, 16]. Cubing and pelleting have relatively high costs; however, it may not be necessary to increase the bulk density to 400–700 kg m−3(25–44 lb ft−3) since many existing trucks can load out at the legal weight limit in the USA if the bulk density is increased to 190–240 kg m−3 (12–15 lb ft−3) [17]. Morey et al. [18] developed a logistics system for corn stover where round bales are converted into roll-press compacted product [bulk density of 240 kg m−3 (15 lb ft−3)] at the local field storage sites, and then, the bulk compacted product is truck transported to an end user.
Performance of biomass supply logistics systems needs to be evaluated on multiple criteria such as economics, fossil energy consumption, and greenhouse gas (GHG) emissions. All supply logistics studies reported the total delivered cost of biomass, but only a few reported the fossil energy consumption and GHG emissions for the supply of corn stover [3, 18] or switchgrass [11, 16, 19–21]. There are no studies that include the cost, fossil energy consumption, and GHG emissions to compare the two baling systems (round and rectangular) for the two biomass materials (corn stover and switchgrass) including all aspects of the supply logistics from the production to the delivery to the end user.
The objectives of this article are as follows: (i) to define production and logistics systems for two common types of herbaceous biomass, corn stover and switchgrass, for two types of baling systems, round and rectangular, and (ii) to compare these systems for delivering biomass to the end user based on cost, fossil energy consumption, and GHG emissions per tonne of biomass.
Supply Logistics Systems
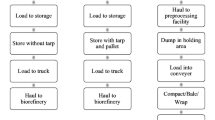
The logistics systems for corn stover and switchgrass are developed for two bale collection methods, round bales and rectangular bales (Fig. 1). We assumed a location in the US Midwest with corn grown on highly productive crop land and switchgrass grown on less productive land. Growing switchgrass on less productive land will likely result in lower yields than are experienced in other regions of the USA, for example the Southeast, which will impact some of the results for switchgrass. We followed Morey et al. [18] to model the round bale system where the round bales are converted into a bulk product with a bulk density of 240 kg m−3 (15 lb ft−3) by tub grinding followed by roll-press compacting the round bales at local storage sites, and then, the compacted product is truck transported to the end user. The rectangular bales are truck transported to the end user without any processing at the local storage site.

Schematic diagram for corn stover and switchgrass logistics systems
Three companies are currently establishing cellulosic ethanol plants in the US Midwest, two in Iowa and one in Kansas. The logistics systems that we modeled are representative of those being considered by these companies. We have not considered all collection options, and no one is currently using round bale-to-bulk processing at the local storage sites. Individual components of the logistics systems are described below.
Production
Table 1 provides the assumptions made for corn stover removal rate [7.43 Mg ha−1 (3.31 ton acre−1) dry matter every other corn year] from the field. Since corn stover is a residue from corn grain production, no production cost is included. However, a payment to the farmer of $5.50 Mg−1 ($5.00 ton−1) at 15 % moisture content (wet basis) is assumed in addition to the payment for nutrient replacement. Recent research suggests a potential corn grain yield increase of up to 10 % if residue is removed in continuous corn production systems [22, 23]. We did not include this effect in our analysis, but research in this area should be followed and potentially considered in future analyses because a corn grain yield credit could result in a significant reduction in net delivered cost of corn stover.
Production of switchgrass is based on Duffy [9], Khanna et al. [12], and Lazarus [24]. Switchgrass (Cave-in-Rock, an upland ecotype variety) with 10-year life cycle is modeled (Table 2). Switchgrass production system includes establishment (year 1) with 6.73 kg ha−1 (6.0 lb acre−1) of pure live seed (PLS) frost-seeded (February–March), 25 % probability of reseeding (year 2), and mature stand (years 3 to 10). The first-year operations include land preparation and planting to establish the crop. The field is initially prepared by adding phosphorus and potassium. There is also an application of lime assumed. There is 25 % probability that reseeding/replanting will be needed for switchgrass to replace plants that do not survive the first winter. For the mature stand, we assume an average peak switchgrass yield of 9.42 Mg ha−1 year−1 (4.20 ton acre−1 year−1) dry matter in mid-September [12]. Table 3 provides specific quantities of various inputs considered for the production of switchgrass.
For switchgrass, a land charge of $197.68 ha−1 ($80 acre−1) is assumed. As shown in Table 4, the establishment and reseeding costs are prorated at 8 % interest rate to estimate yearly cost [9]. For mature stand years (Table 3), the operating costs are assumed to be borrowed for 6 months at an interest rate of 9 % [9].
Nutrient Replacement and Chemicals
For corn stover, nutrient replacement for the biomass removed from the field is considered [18]: nitrogen of 7.4 kg Mg−1 dry matter (14.8 lb ton−1 dry matter), phosphorus (P2O5) of 2.9 kg Mg−1 dry matter (5.9 lb ton−1 dry matter), and potassium (K2O) of 12.7 kg Mg−1 dry matter (25.4 lb ton−1 dry matter). Recent research suggests that less nitrogen may be required if residue is removed rather than left on the field in no-till continuous corn production systems possibly because of less nitrogen immobilization due to reduced surface residue [22]. Our analysis included increased nitrogen for nutrient replacement of the residue removed. Research in this area should be followed and potentially considered in future analyses because a nitrogen credit rather than replacement could result in significant reductions in cost, fossil energy, and GHG emissions for corn stover delivered to the user.
For switchgrass, lime is applied at a rate of 6.73 Mg ha−1 (3.0 ton acre−1) for the first year only [9]. Fertilizer application rates for switchgrass production are based on Khanna et al. [12]. No nitrogen is applied in the first year to prevent weeds; however, 112.2 kg N ha−1 (100 lb N acre−1) is applied annually thereafter. It is assumed that in the establishment year, application rates of P2O5 and K2O are 33.7 and 44.9 kg ha−1 (30 and 40 lb acre−1), respectively. In the subsequent years, P2O5 and K2O application rates should be matched with the nutrients removed by the plants, which are 0.17 kg Mg−1 dry matter (0.34 lb ton−1 dry matter) for P2O5 and 0.72 kg Mg−1 dry matter (1.44 lb ton−1 dry matter) for K2O [12]. Herbicides are required in the first 2 years to control weeds, but no herbicide is applied for years 3 to 10 (Table 3). Roundup (land preparation), atrazine (weed control), and 2,4-D (weed control) are required for the first year. Atrazine and 2,4-D are applied in the second year for weed control.
N2O emission from nitrogen fertilizer application is estimated by assuming that 1.525 % of nitrogen in nitrogen fertilizer is emitted as nitrogen in N2O [25]. Also, N2O credit due to corn stover removal is calculated by assuming that 1.525 % of nitrogen in corn stover is emitted as nitrogen in N2O [25]. Nitrogen content of corn stover is 0.69 % dry basis [18]. Field CO2 emissions from lime and urea are calculated according to IPCC [26].
Harvesting/Collection
Two bale collection methods are considered for this study: large round bales [1.8 m (6 ft) diameter × 1.5 m (5 ft) length] and large rectangular bales [2.4 m (8 ft) length × 1.2 m (4 ft) width × 0.9 m (3 ft) height]. Corn stover is collected after the corn grain is harvested. It involves shredding, raking, baling, and transporting the bales to local storage within 3.2 km (2 mi) of the field in the fall.
Switchgrass is harvested from year 2 onwards (i.e., years 2 to 10). Harvesting/collection of switchgrass involves mowing/conditioning, raking, baling, and transporting the bales to local storage. In the second year, due to the need for reseeding (25 %), annual maintenance and harvesting can only be carried out on 75 % of the planted land. The second-year yield is assumed to be 67 % of peak yield. We assume a single harvest of switchgrass in the fall or early winter after the first frost so that translocation of nitrogen and other nutrients out of the foliage into the roots to reduce the overall nutrient use. This practice also reduces the switchgrass yields by 20 % of dry matter, compared to peak levels in mid-September [12].
After shredding or mowing, both corn stover and switchgrass are allowed to naturally field dry to a target moisture content of 15 % (wet basis) before raking and baling. The bale densities (wet basis) are assumed to be 144 kg m−3 (9 lb ft−3) for round bales and 208 kg m−3 (13 lb ft−3) for rectangular bales for both corn stover and switchgrass [24]. The bale weight is 577 kg bale−1 (1272 lb bale−1) for round bales and 566 kg bale−1 (1248 lb bale−1) for rectangular bales at 15 % moisture content (wet basis). The round bales are covered with four wraps of net wrap per bale, and the rectangular bales are covered with plastic twine (six knots per bale). The capacity of round and rectangular balers was obtained from Lazarus [27] and Shinners et al. [28] for corn stover and switchgrass, respectively.
Local Storage
The local storage site is located within 3.2 km (2 mi) of the field. The average round-trip distance from field to local bale storage site is 5.6 km (3.47 mi) [i.e., twice the average straight line one-way hauling distance (i.e., two thirds of radius) of 2.1 km (1.3 mi) times a winding factor of 1.3]. Round bales are transported to local storage site using a bale mover (e.g., Highline Bale Mover 1400), which has an average tractor speed of 22.5 km h−1 (14 mi h−1), capacity of 14 bales per round trip, total bale loading time of 7 min, and total bale unloading time of 5 min. The 14 bales on the bale mover are positioned in two rows of seven each, end to end, which allows for rapid unloading in parallel rows at the local storage.
Rectangular bales are transported to the local storage with a self-propelled automatic stacker mover (e.g., Inland 2000 Bale Mover), which has a speed of 16 km h−1 (10 mi h−1) in-field [round-trip distance of 1.6 km (1 mi) from the average field to field-edge] and 48 km h−1 (30 mi h−1) from field edge to storage site [round-trip distance of 5.6 km (3.5 mi)], capacity of eight bales per round trip, and total bale loading time and unloading time of 1 min [5, 29]. The eight bales on the bale mover are positioned in two columns of four each, which allows for automatic unloading in parallel columns. Additionally, a telehandler (85 kW; capacity of 48 bales per hour) is assumed to assist with the rectangular bale stacking in the storage building [5, 29].
In this analysis, the storage period ranges from 1 to 11 months. The round, net-wrapped bales are assumed to be stored uncovered at the local storage sites; thus, no storage structure is involved. The bales are assumed to be stored on a level surface in a line running north-south with the ends (diameter) butted tightly together with no obstructions to shade the bales, and the spacing between rows is 0.9 m (3 ft) [18]. The storage cost for round bales is the cost of the land required for storage.
The rectangular bales are assumed to be stored indoors. The storage building [30.5 m (100 ft) × 91.4 m (300 ft)] is a tarped hoop type structure and holds 5454 bales [9]. The bales are stacked six bales high. The land area required for storage is taken to be 0.8 ha (2 acre), which includes extra space for building edging, driveways, and turnaround space for semitrucks. Storage structure cost is assumed to be $129.17 m−2 ($12 ft−2). The storage cost for rectangular bales is the sum of the storage land cost plus the yearly building ownership cost at 12 % [9]. The insurance for the storage building and the stored biomass is not considered in this study.
To account for the material losses during storage, we assumed a dry matter loss (DML) of 5 % for round bales and 1 % for rectangular bales for both corn stover and switchgrass [28, 30]. A storage loss of 5 % means that 5 % more material must be delivered to storage than is removed. Thus, an amount equal to 5 % (round bales) or 1 % (rectangular bales) of the total for all categories (i.e., production, payment to farmer, harvesting/collection, and nutrient replacement) that occur prior to local storage is added to account for storage loss when calculating the total cost, energy consumption, and GHG emissions per unit of material delivered to the end user. A land rent charge of $197.68 ha−1 ($80 acre−1) is assumed.
Bale Handling/Processing at Local Storage
Delivery of corn stover and switchgrass is considered to be in two forms: roll-press compacted bulk product and rectangular bales.
Kaliyan et al. [17] conducted pilot-scale experiments and showed that tub grinding followed by roll-press compaction of baled biomass would produce bulk compacted product with a bulk density of 240 kg m−3 (15 lb ft−3) or higher. In this study, roll-press compaction process is applied only to the round bales because [18]: (1) converting the round bales to a bulk material with a bulk density of at least 240 kg m−3 (15 lb ft−3) allows for transport by trucks that will load out based on maximum weight [22.7 Mg (25 ton) per truck load] rather than volume, (2) it eliminates potential problems associated with transporting round bales that have lost their shape or structure because they have been in outdoor storage for a period of time, (3) the roll-press compacted bulk product is easier to receive and handle for the end user, and (4) partial grinding or size reduction reduces the amount of processing required for further use.
The roll-press compaction of round bales is carried out at the local field storage site throughout the year with mobile units moving from site to site. The compacted product exiting the roll-press compactor is directly loaded onto a semitrailer (e.g., box trailer or dump trailer) for delivery. Each local storage site should contain at least 181 Mg (200 ton) to allow for a full day’s operation at the site. The capacity and energy consumption data for tub grinding and roll-press compaction given in Morey et al. [18] were updated based on experimental studies by Kaliyan et al. [17, 31]. It is assumed that the energy required for producing roll-press compacted products (tub grinding/roll-press compaction) from corn stover and switchgrass is similar.
No processing is involved for rectangular bales at the local storage; however, a telehandler (85 kW; capacity of 48 bales per hour) is used to load the rectangular bales onto a semitrailer (e.g., flatbed trailer) for delivery. We considered a semitrailer cargo space of 14.6 m (48 ft) long × 2.7 m (9 ft) wide × 2.7 m (9 ft) high with a maximum possible load of 36 rectangular bales [20.4 Mg (22.5 ton) per load] arranged as three bale high × two bale wide×six bale long [5].
Truck Transport/Delivery
Both feedstocks are truck transported to an end user located within a 48-km (30 mi) radius from the field. The average straight line one-way hauling distance is 32 km (20 mi) [i.e., two thirds of radius]. The average round-trip hauling distance assuming a winding factor of 1.3 is 84 km (52 mi). An upper payload weight limit of 22.7 Mg (25 ton) per truck load is used for the analysis. Trucking cost is assumed to be $900 day−1 for five round trips between the local storage site and the end user. Diesel consumption for semitruck is 0.016 L Mg−1 km−1 (0.006 gal ton−1 mi−1) [27].
We assume that equipment is available to achieve high unloading rates at the end user. Also, the costs for material handling and storage at the facility are the responsibility of the end user; thus, our analysis stops at the point of delivery to the facility.
Soil Organic Carbon
We did not quantify SOC changes from corn stover removal, but the system is based on sustainable removal rates of an average of 35 % per year based on the criteria of returning at least 6 dry Mg ha−1 of stover to the soil [32, 33], which is consistent with a 12.6 Mg ha−1 (200 bu acre−1) grain yield.
Switchgrass has the potential to store carbon in the soil due to its dense and deep rooting where a considerable amount of biomass is accumulated [34, 35]. Measured data on the change in SOC for switchgrass is lacking in the literature. Simulation modeling results for the change in SOC for existing croplands and grasslands (i.e., pasture/hay lands) converted to grow switchgrass in the USA were obtained from Kwon et al. [36] and Hudiburg et al. [37]. Kwon et al. [36] modeled the dynamics of SOC for 36 states in the USA with switchgrass yield ranging from 7.6 to 14.0 Mg ha−1 year−1 dry matter (3.4 to 6.3 ton acre−1 year−1 dry matter) with a mean value of 12.1 Mg ha−1 year−1 dry matter (5.4 ton acre−1 year−1 dry matter). Hudiburg et al. [37] modeled the change in SOC for converting croplands with corn-corn-soy rotation to switchgrass [yield = 9.2 Mg ha−1 year−1 dry matter (4.1 ton acre−1 year−1 dry matter)] for one location (Urbana, IL) in the USA.
Input Data
All field machinery cost estimates for corn stover (stalk shredding, raking, baling, and bale moving from field to local storage) and switchgrass (airflow spreader, spraying herbicides, fertilizer application, mowing, raking, baling, and bale moving from field to local storage) are taken from 2013 Iowa Farm Custom Rate Survey [38]. Tractor power required for each field operation is obtained from Lazarus [27]. Diesel consumption is assumed to be 0.223 L of diesel per PTO kilowatt per hour on average for each implement type [27]. To account for 10 % lubricant addition [27], the diesel consumption is multiplied by 1.1 while calculating the cost, life-cycle energy consumption, and GHG emissions. Table 5 presents the price of various input materials such as diesel, switchgrass seed, fertilizers, and herbicides.
The bale handling/processing of bales at the local storage site includes a payment to aggregator [i.e., $3.75 Mg−1 ($3.40 ton−1)]. The aggregator is someone who serves the function of contracting for and collecting materials from a number of producers and arranges for the material to be delivered to the end user. This function may be filled by the end user, and it may be embedded in the price that the end user pays to the producers; nevertheless, it is a function that needs to be recognized and included in the cost. The various cost factors used for estimating the fixed cost of machinery (i.e., tractor with front-end loader to load bales into the tub grinder, tub grinder, roll-press compactor, and telehandler) required for processing of round bales into a bulk compacted product and handling rectangular bales are given in Table 6. The total cost for the tractor with front-end loader (one labor), tub grinding (half labor), roll-press compaction (half labor), or telehandler (one labor) is the sum of the fixed cost plus the costs for labor, diesel fuel consumption, and management and profit. The cost of management and profit is assumed to be 20 % of fixed cost and labor cost. Labor cost is $20 h−1 [27].
GHG Emission Metrics
The delivered cost, life-cycle fossil energy consumption, and life-cycle GHG emissions per tonne of biomass delivered to the end user are calculated with an Excel spreadsheet. The life-cycle GHG emissions related to the various logistics operations are calculated as kilogram of CO2 equivalent per tonne of biomass (kg CO2e Mg−1). The GHG emission metric of kilogram of CO2 equivalent per tonne of biomass is calculated by using the 100-year global warming potential (GWP) factors of 1 for CO2, 25 for CH4, and 298 for N2O [39]: kg CO2e Mg− 1 = [kg CO2 + (25 × kg CH4) + (298 × kg N2O)]/Mg of biomass .
Table 5 presents the life-cycle (i.e., production, transport, and use) energy and GHG emission factors for the various input materials (i.e., diesel, switchgrass seed, fertilizers, herbicides, and bale wraps). In this study, we ignored the energy and GHG emission impacts related to the manufacturing and disposal of farm machinery, vehicles, and other equipment. The lower heating value (LHV) is 16.7 MJ kg−1 dry matter for corn stover [40] and 16.8 MJ kg−1 dry matter for switchgrass [25].
Results and Discussion
Production and Logistics
The total delivered cost, life-cycle fossil energy consumption, and life-cycle GHG emissions for delivering corn stover (15 % moisture) as roll-press compacted bulk product are $97.70 Mg−1 ($88.63 ton−1), 1356.6 MJ Mg−1 (i.e., 9.5 % of energy in corn stover dry matter), and 99.8 kg CO2e Mg−1 (excluding SOC change), respectively (Table 7). The total delivered cost, life-cycle fossil energy consumption, and life-cycle GHG emissions for delivering corn stover (15 % moisture) as rectangular bales are $90.25 Mg−1 ($81.87 ton−1), 825.4 MJ Mg−1 (i.e., 5.8 % of energy in corn stover dry matter), and 59.2 kg CO2e Mg−1 (excluding SOC change), respectively (Table 8). Changing the corn stover removal rate from the base case of 70 % every other year to 35 % every year would increase the above values on the total delivered cost by 5.5 to 5.8 %, life-cycle fossil energy consumption by 3.4 to 5.3 %, and life-cycle GHG emissions by 3.5 to 5.7 % (Tables 7 and 8).
The total delivered cost, life-cycle fossil energy consumption, and life-cycle GHG emissions for delivering switchgrass (15 % moisture) as roll-press compacted bulk product are $137.87 Mg−1 ($125.07 ton−1), 1974.8 MJ Mg−1 (i.e., 13.8 % of energy in switchgrass dry matter), and 279.6 kg CO2e Mg−1 (excluding SOC change), respectively (Table 9). The total delivered cost, life-cycle fossil energy consumption, and life-cycle GHG emissions for delivering switchgrass (15 % moisture) as rectangular bales are $128.67 Mg−1 ($116.73 ton−1), 1416.7 MJ Mg−1 (i.e., 9.9 % of energy in switchgrass dry matter), and 231.8 kg CO2e Mg−1 (excluding SOC change), respectively (Table 10).
The higher total delivered cost, fossil energy consumption, and GHG emissions (excluding SOC change) for switchgrass than for corn stover are mainly due to the inclusion of the establishment/production system for the switchgrass. The switchgrass establishment/production system contributes about 48–51, 55–76, and 74–89 % to the total delivered cost, fossil energy consumption, and GHG emissions, respectively, for switchgrass delivered as a bulk product or rectangular bales. With respect to corn stover, the comparable production cost items that occur before the collection process are the payment to the farmer and the nutrient replacement, which together contribute about 27–29, 36–60, and 35–60 % to the total delivered cost, fossil energy consumption, and GHG emissions, respectively, for corn stover delivered as a bulk product or rectangular bales.
The cost, energy consumption, and GHG emissions for collection plus transport to local storage are lower for round bales than for rectangular bales (Tables 7, 8, 9, and 10). The cost for local storage including the storage loss is much lower for round bales than for rectangular bales; however, the energy consumption and GHG emissions are higher for the round bale storage than for the rectangular bale storage due to a higher storage loss for round bales (i.e., 5 % DML) than that of the rectangular bales (i.e., 1 % DML). The higher cost of storage for the rectangular bales is due to the added cost for a storage structure [$14.04 Mg−1 ($12.74 ton−1)], which is in contrast to the round bales that are stored outdoors [$0.14 Mg−1 ($0.13 ton−1)]. Transport of bulk compacted product results in a lower trucking cost, energy consumption, and GHG emissions than for the rectangular bale case. This is because the compacted product can be loaded to the maximum truck weight limit of 22.7 Mg (25 ton) per load, but the mass of rectangular bales transported is limited by the volume of the truck cargo space resulting in transport of 20.4 Mg (22.5 ton) per load (i.e., 36 bales).
Although processing of round bales (i.e., tub grinding/roll-press compaction) at the local storage site incurs additional cost, energy input, and GHG emissions, the tub grinding of bales to reduce the particle size would need to be done before using the biomass at the end user. Additionally, the bulk compacted product may be handled more efficiently than the tub-ground or baled materials. Figure 2 shows the effect of tub grinding of rectangular bales at the end user on the total delivered cost, energy consumption, and GHG emissions. Tub grinding of rectangular bales at the end user results in slightly higher total delivered cost than that of the logistics system delivering bulk compacted product; however, the energy consumption and GHG emissions are still lower for the rectangular bale logistics system with tub grinding at the end user than for the logistics system delivering bulk compacted product (Fig. 2).

a Total delivered cost, b life-cycle fossil energy consumption, and c life-cycle GHG emissions (excluding change in soil organic carbon) for supply of corn stover and switchgrass as bulk compacted product and rectangular bales. The Rectangular Bales (With Tub Grinding) bars include the effect of tub grinding of rectangular bales delivered to the end user using a tractor with front-end loader to load bales into the tub grinder and a tub grinder (data in Tables 7 and 9). The mass of biomass (tonne) is defined on a wet mass basis at 15 % moisture content
Sensitivity analysis was conducted on the storage DML (Table 11). Increasing the storage DML (in the range of 1 to 25 %) increases the total delivered cost, fossil energy consumption, and GHG emission for both corn stover and switchgrass (Table 11). For corn stover, the cost increases approximately $3 Mg−1 ($2.72 ton−1) for each five percentage points of increase in DML. Interestingly, for rectangular stover bales, an increase from 1 to 25 % loss is about $14.55 Mg−1 ($13.20 ton−1) which approximately equals the estimated cost of storage [$14.04 Mg−1 ($12.74 ton−1), Table 8]. This might suggest that as long as losses were less than 25 %, it would be cheaper to incur losses than to build a storage. However, this does not consider quality changes that may be associated with such losses and, perhaps, more importantly ignores the fact that bales which have incurred such high losses would probably not transport well as bales. For round stover bales which are processed to bulk product at removal from local storage, modest increases in storage DML may have a limited impact on delivered cost. For switchgrass, the cost increases approximately $5 Mg−1 ($4.54 ton−1) for each five percentage points of increase in DML, reflecting the greater cost of the switchgrass compared to corn stover and making the relative impact of storage losses more significant for switchgrass.
Sensitivity analysis was also conducted on the switchgrass yield (Table 12). Increasing the switchgrass yield decreases the total delivered cost, fossil energy consumption, and GHG emission for both round and rectangular baling systems (Table 12). Increasing yield by 50 % brings the delivered cost of switchgrass closer to that of corn stover, but a cost differential of approximately $15 Mg−1 ($13.61 ton−1) still exists. The switchgrass yield would have to increase by 120 % [i.e., from the base yield of 6.53 to 14.37 Mg ha−1 year−1 dry matter (2.91 to 6.40 ton acre−1 year−1 dry matter)] for the delivered cost of switchgrass to be the same as that of corn stover, with other conditions such as land and fertilizer costs unchanged.
Effect of Soil Organic Carbon
For corn stover, we assumed a sustainable residue removal rate of 35 % with a 12.6 Mg ha−1 (200 bu acre−1) grain yield which does not include any contribution for reduction in SOC [32, 33].
Figure 3 shows the simulated modeling values for the change in SOC for switchgrass. SOC may increase if switchgrass is grown on existing croplands, but the change in SOC may be positive, neutral, or negative if switchgrass is grown on existing grasslands in the USA (Fig. 3), depending on the initial levels of SOC. It is noted that there is a wide range of values reported in the literature for the simulated amount of SOC sequestered by switchgrass. Figure 3 illustrates this variation between the results of Kwon et al. [36] and Hudiburg et al. [37]. When including the potential SOC sequestration by switchgrass in croplands (Fig. 3), the total life-cycle GHG emissions (i.e., production+logistics+change in SOC) for delivering switchgrass are −26.5 to 250.5 kg CO2e Mg−1 for bulk compacted product and −74.3 to 202.7 kg CO2e Mg−1for rectangular bales. When including the potential SOC sequestration by switchgrass in grasslands (Fig. 3), the total life-cycle GHG emissions (i.e., production+logistics+change in SOC) for delivering switchgrass would be 151.9 to 358.8 kg CO2e Mg−1 for bulk compacted product and 104.1 to 311.0 kg CO2e Mg−1 for rectangular bales. Thus, the life-cycle GHG emissions may become negative or positive for switchgrass depending upon the amount of soil carbon sequestered by switchgrass, which is shown to be affected by several factors such as location, soil texture, initial soil carbon stock, historical land use (i.e., cropland or grassland), and yield of switchgrass [34–37].

Potential sequestration of soil organic carbon (SOC) if switchgrass is grown in existing croplands and grasslands in the USA. The low, mean, and high SOC sequestration values given by Kwon et al. [36] are compared with a SOC sequestration value from Hudiburg et al. [37] for growing switchgrass in existing croplands. Positive value means SOC sequestration, and negative value means SOC emission. In Grassland to Switchgrass category, the data of 0.6 kg CO2e Mg−1 corresponds to the bar for Mean-Kwon et al. [36]. The mass of biomass (tonne) is defined on a wet mass basis at 15 % moisture content
Conclusions
Supply logistics systems are developed for corn stover and switchgrass where these feedstocks are collected as either round or rectangular bales, transported to a local storage site within 3.2 km (2 mi) of the field at harvest time. Bales are retrieved from local storage throughout the year and transported to the end user within a 48-km (30 mi) radius. The round bales are converted into a bulk product with a bulk density of 240 kg m−3 (15 lb ft−3) by tub grinding followed by roll-press compacting the round bales at local storage sites, and then, the compacted product is truck transported to the end user. The rectangular bales are delivered without any processing at the local storage site.
The total delivered cost, life-cycle fossil energy consumption, and life-cycle greenhouse gas (GHG) emissions are higher for delivering bulk product (from round bales) than for rectangular bales. Life-cycle GHG emissions are lower for corn stover than for switchgrass when excluding any changes in soil organic carbon (SOC). Sustainable removal of corn stover [removal rate of 35 % per year for a grain yield of 12.6 Mg ha−1 (200 bu acre−1)] does not cause GHG emissions from the soil. When considering the soil carbon sequestration, the life-cycle GHG emissions may become negative or positive for switchgrass because the amount of soil carbon sequestered by switchgrass depends on several factors such as historical land use (i.e., cropland or grassland).
Sensitivity analysis showed that increasing the storage DML (in the range of 1 to 25 %) increases the total delivered cost, life-cycle fossil energy consumption, and life-cycle GHG emissions for both corn stover and switchgrass. Increasing the switchgrass yield (by 25 or 50 %) decreases the total delivered cost, life-cycle fossil energy consumption, and life-cycle GHG emissions for switchgrass.
References
U.S. Department of Energy (2011) U.S. billion-ton update: biomass supply for a bioenergy and bioproducts industry. Perlack RD, Stokes BJ (leads), ORNL/TM-2011/224. Oak Ridge National Laboratory, Oak Ridge, TN, 227 pp. http://www1.eere.energy.gov/bioenergy/pdfs/billion_ton_update.pdf. Accessed 7 November 2014
Perlack RD, Turhollow AF (2002) Assessment of options for the collection, handling, and transport of corn stover. ORNL/TM-2002/44. Oak Ridge National Laboratory, Oak Ridge, TN, 27 pp. http://web.ornl.gov/~webworks/cppr/y2001/rpt/113127.pdf. Accessed 7 November 2014
Sokhansanj S, Kumar A, Turhollow AF (2006) Development and implementation of integrated biomass supply analysis and logistics model (IBSAL). Biomass Bioenergy 30(10):838–847
Brechbill S, Tyner WE (2008) The economics of renewable energy: corn stover and switchgrass. Purdue Extension ID-404-W. Purdue University, West Lafayette, Indiana, USA. https://extension.purdue.edu/renewable-energy/bioenergy.shtml. Accessed 7 November 2014
Petrolia DR (2008) The economics of harvesting and transporting corn stover for conversion to fuel ethanol: a case study for Minnesota. Biomass Bioenergy 32(7):603–612
Thompson JL, Tyner WE (2014) Corn stover for bioenergy production: cost estimates and farmer supply response. Biomass Bioenergy 62:166–173
Cundiff JS, Marsh LS (1996) Harvest and storage costs for bales of switchgrass in the southeastern United States. Biomass Bioenergy 56:95–101
Epplin FM (1996) Cost to produce and deliver switchgrass biomass to an ethanol conversion facility in the southern plains of the United States. Biomass Bioenergy 11(6):459–467
Duffy M (2008) Estimated costs for production, storage and transportation of switchgrass. Ag Decision Maker File A1-22. Iowa State University Extension, Ames, IA, February 2008.http://www.extension.iastate.edu/agdm/crops/pdf/a1-22.pdf.Accessed 7 November 2014
Bransby DI, Smith HA, Taylor CR, Duffy PA (2005) Switchgrass budget model: an interactive budget model for producing & delivering switchgrass to a bioprocessing plant. Ind Biotechnol 1(2):122–125
Kumar A, Sokhansanj S (2007) Switchgrass (Panicum virgatum, L.) delivery to a biorefinery using integrated biomass supply analysis and logistics (IBSAL) model. Bioresour Technol 98:1033–1044
Khanna M, Dhungana B, Clifton-Brown J (2008) Costs of producing miscanthus and switchgrass for bioenergy in Illinois. Biomass Bioenergy 32(6):482–493
Larson JA, Yu TH, English BC, Mooney DF, Wang C (2010) Cost evaluation of alternative switchgrass producing, harvesting, storing, and transporting systems and their logistics in the southeastern USA. Agric Finance Rev 70(2):184–200
Cundiff JS, Grisso RD (2008) Containerized handling to minimize hauling cost of herbaceous biomass. Biomass Bioenergy 32(4):308–313
Sokhansanj S, Turhollow AF (2004) Biomass densification—cubing operation and costs for corn stover. Appl Eng Agric 20(4):495–499
Sokhansanj S, Mani S, Turhollow A, Kumar A, Bransby D, Lynd L, Laser M (2009) Large-scale production, harvest and logistics of switchgrass (Panicum virgatum L.)—current technology and envisioning a mature technology. Biofuels Bioprod Biorefin 3(2):124–141
Kaliyan N, Morey RV, Schmidt DR (2013) Roll press compaction of corn stover and perennial grasses to increase bulk density. Biomass Bioenergy 55:322–330
Morey RV, Kaliyan N, Tiffany DG, Schmidt DR (2010) A corn stover supply logistics system. Appl Eng Agric 26(3):455–461
Turhollow AF, Perlack RD (1991) Emissions of CO2 from energy crop production. Biomass Bioenergy 1(3):129–135
Ney RA, Schnoor JL (2002) Incremental life cycle analysis: using uncertainty analysis to frame greenhouse gas balances from bioenergy systems for emission trading. Biomass Bioenergy 22:257–269
Smeets EMW, Lewandowski IM, Faaij APC (2009) The economical and environmental performance of miscanthus and switchgrass production and supply chains in a European setting. Renew Sust Energ Rev 13:1230–1245
Sindelar AJ, Coulter JA, Lamb JA, Vetsch JA (2013) Agronomic responses of continuous corn to stover, tillage, and nitrogen management. Agron J 105:1498–1506
Birrell SJ, Karlen DL, Wirt A (2014) Development of sustainable corn stover harvest strategies for cellulosic ethanol production. Bioenergy Res 7:509–516
Lazarus WF (2010) Minnesota crop cost & return guide for 2011. University of Minnesota Extension, St. Paul, MN, November 2010. http://faculty.apec.umn.edu/wlazarus/documents/cropbud.pdf. Accessed 7 November 2014
GREET (2013) The greenhouse gases, regulated emissions, and energy use in transportation model. Argonne National Laboratory, Argonne, IL. http://greet.es.anl.gov/. Accessed 7 November 2014
IPCC (2006) 2006 IPCC guidelines for national greenhouse gas inventories. Prepared by the National Greenhouse Gas Inventories Programme. Eggleston HS, Buendia L, Miwa K, Ngara T, Tanabe K (eds). Institute for Global Environmental Strategies (IGES), Hayama, Japan. http://www.ipcc-nggip.iges.or.jp/public/2006gl/vol4.html. Accessed 7 November 2014
Lazarus WF (2013) Machinery cost estimates. University of Minnesota Extension, St. Paul, MN, June 2013. http://faculty.apec.umn.edu/wlazarus/tools.html. Accessed 7 November 2014
Shinners KJ, Boettcher GC, Muck RE, Weimer PJ, Casler MD (2010) Harvest and storage of two perennial grasses as biomass feedstocks. Trans ASABE 53(2):359–370
Sokhansanj S, Turhollow AF (2002) Baseline cost for corn stover collection. Appl Eng Agric 18(5):525–530
Shinners KJ, Binversie BN, Muck RE, Weimer PJ (2007) Comparison of wet and dry corn stover harvest and storage. Biomass Bioenergy 31(4):211–221
Kaliyan N, Schmidt DR, Morey RV, Tiffany DG (2012) Commercial scale tub grinding of corn stover and perennial grasses. Appl Eng Agric 28(1):79–85
Wilhelm WW, Johnson JMF, Karlen DL, Lightle DT (2007) Corn stover to sustain soil organic carbon further constrains biomass supply. Agron J 99(6):1665–1667
Johnson JMF, Novak JM, Varvel GE, Stott DE, Osborne SL, Karlen DL, Lamb JA, Baker J, Adler PR (2014) Crop residue mass needed to maintain soil organic carbon levels: can it be determined? Bioenergy Res 7:481–490
Anderson-Teixeira KJ, Davis SC, Masters MD, Delucia EH (2009) Changes in soil organic carbon under biofuel crops. Glob Chang Biol Bioenergy 1:75–96
Monti A, Barbanti L, Zatta A, Zegada-Lizarazu W (2012) The contribution of switchgrass in reducing GHG emissions. Glob Chang Biol Bioenergy 4:420–434
Kwon H, Mueller S, Dunn JB, Wander MM (2013) Modeling state-level soil carbon emission factors under various scenarios for direct land use change associated with United States biofuel feedstock production. Biomass Bioenergy 55:299–310
Hudiburg TW, Davis SC, Parton W, Delucia EH (2014) Bioenergy crop greenhouse gas mitigation potential under a range of management practices. Glob Chang Biol Bioenergy. doi:10.1111/gcbb.12152
Edwards W, Johanns A, Chamra A (2013) 2013 Iowa farm custom rate survey. Ag Decision Maker File A3-10. Iowa State University, Extension and Outreach, Ames, Iowa, USA.http://www.extension.iastate.edu/agdm/crops/html/a3-10.html. Accessed 5 April 2013
IPCC (2007) Climate change 2007: the physical science basis. Contribution of working group I to the fourth assessment report of the Intergovernmental Panel on Climate Change. Solomon S, Qin D, Manning M, Chen Z, Marquis M, Averyt KB, Tignor M, Miller HL (eds) Cambridge University Press, Cambridge, UK and New York, NY, USA.http://www.ipcc.ch/publications_and_data/publications_and_data_reports.shtml. Accessed 7 November 2014
Morey RV, Hatfield DL, Sears R, Haak D, Tiffany DG, Kaliyan N (2009) Fuel properties of biomass feed streams at ethanol plants. Appl Eng Agric 25(1):57–64
Pilz H, Schweighofer J, Kletzer E (2005) The contribution of plastic products to resource efficiency. GUA-Gesellschaft für umfassende Analysen, Vienna.http://www.plasticseurope.org/document/gua---the-contribution-of-plastic-products-to-resource-efficiency-full-report---january-2005.aspx. Accessed 7 November 2014
Acknowledgments
This research was supported by the North Central Regional Sun Grant Center–US Department of Transportation Biobased Transportation Research Program (grant number DOTS59-07-G-00054).
Conflict of Interest
The authors declare that they have no conflict of interest.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kaliyan, N., Morey, R.V. & Tiffany, D.G. Economic and Environmental Analysis for Corn Stover and Switchgrass Supply Logistics. Bioenerg. Res. 8, 1433–1448 (2015). https://doi.org/10.1007/s12155-015-9609-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12155-015-9609-y