
Abstract
Aggregate production planning (APP) is a medium-term planning in the production system, which determines the optimal production plan in the planning horizon. To allocate the optimal production quantity to the production lines, we propose an efficiency-based APP to multi-line manufacturing systems. For that purpose, first, considering the line efficiency factors, we calculate the efficiency score of production lines with an extension of data envelopment analysis (namely DEA-AR). Pollution rate, defective product rate, production capacity, downtime, and electricity consumption are the criteria employed to calculate the efficiency of production lines. Then, using the result of DEA as a parameter, we develop a bi-objectives integer mathematical model that allocates the most production to efficient lines while minimizing total production costs considering loading constraints. To solve the proposed model, the ℇ-constraint method is employed. We evaluate the performance of the multi-line APP using a set of data collected from a plastic production factory. Results indicate that in using the proposed model, both efficiency and production costs are appropriately satisfied in the efficiency-based APP. The proposed framework is generic and provides the managers of different manufacturing organizations with a powerful tool to deal with medium-term planning by taking the line efficiency into account.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In the last few decades, to deal with the intensely more and more competitive operational environment, manufacturing companies have been forced to work efficiently to achieve and sustain a competitive advantage over their rivals (Jang and Chung 2020). Admittedly, efficiency is one of the most significant factors contributing to the organization's competitiveness (Lisboa et al. 2012). In this regard, production managers are obliged to revise their aggregate production planning (APP) to operate efficiently while trying to meet the customer demand in a timely manner (Ríos-Solís et al. 2020; Seyfi et al. 2022). That is to say, an effective efficiency-based APP is expected to maximize the overall production efficiency by allocating the production to the lines or facilities, which is among the most critical issues in manufacturing (Bazargan-Lari et al. 2022), with the best operational performance calculated based on the line efficiency factors (LEFs).
Reportedly, almost all of the studies on efficiency-based APP have focused on developing multi-objective mathematical models to minimize total production cost simultaneously with improving the production efficiency from resource utilization (Entezaminia et al. 2016; Modarres and Izadpanahi 2016; Rasmi et al. 2019), greenhouse gas emission (Entezaminia et al. 2016; Modarres and Izadpanahi 2016), and defective product (Leung and Chan 2009; Mehdizadeh et al. 2018) perspectives. Nevertheless, production efficiency pillars are not only confined to the aforementioned measures (Chen and Liao 2003), and to have more realistic APP models, it is necessary to take other LEFs (e.g., production capacity, downtime, production quality) into account (Pradenas et al. 2009). However, considering all of the efficiency measures in the objective function and the constraints of the APP would increase the complexity of the model (Méndez et al. 2006), which, in turn, reduces the feasibility of the problem. In addition, as different LEFs do not contribute equally in the overall production efficiency (Jamalnia and Soukhakian 2009; Sequeira et al. 2022), their importance weight should be estimated using an appropriate weighing method. Nonetheless, since the weighting procedure is challenging, most scholars have either ignored the objective importance (Wang and Liang 2004) or used experts' opinions to determine the weight of the LEFs as the objective functions (Jamalnia and Soukhakian 2009). However, experts' opinions are subjective in nature and tend to be biased or imprecise (Wen and liao 2021; Xin et al. 2022). There are also other concerns regarding the conformity induced by aggregating experts' opinions (Ouchi 2004).
On the other hand, despite the fact that an efficiency-based APP may significantly improve the overall production efficiency of the manufacturing companies in which dissimilar manufacturing lines (or machines) perform similar operations with different operational characteristics (Wu and Golbasi 2004; Klement et al. 2021), this problem has not yet received enough attention in the literature. To address these deficiencies, a hybrid efficiency-based methodology for a multi-product multi-line APP is proposed in this paper. It assigns the production to the most efficient production lines, based on their operational performance producing each product family. The presented methodology combines two consecutive stages, including (i) an efficiency score estimation using data envelopment analysis (DEA) succeeded by (ii) a line efficiency-based multi-objective APP (MO-APP) model with regard to loading constraints. From the main advantages of the suggested methodology, not only does it consider all the important production LEFs, but it also does not require to find the weight of the objective function. Finally, the ε-constraint method is used to solve the MO-APP by converting the multi-objective model into a single-objective model.
The incorporation of ε-constraint into the optimization process can enhance the stability and robustness of the optimization process, resulting in more dependable and exact solutions. Moreover, ε-constraint can also contribute to the generalization of the solution to unseen data. (Cao et al. 2019). To evaluate the capability of the model, an Iranian plastic production factory is selected as a case study. In summary, this research aims to answer the following questions:
-
Does incorporating production lines’ characteristics into the APP minimize the overall production cost?
-
What is the optimal end-to-end architecture of such APP?
The rest of this paper is organized in the following way. The relevant research literature on multi-line APP is reviewed in Section 2. Section 3 presents our proposed hybrid methodology, followed by the computational results of a real illustrative case study in Section 6. Finally, we provide concluding remarks and present future research directions in Section 7.1..
2 Literature review
We begin our discussion by drawing in two relevant streams of literature to the multi-line APP. The first set addresses single-objective works. The second set touches on multi-objective APP that has received attention among production and operation management scholars. Moreover, we use the literature to extract the most significant line efficiency indicators.
Among the single-objective works, the minimization of cost as an objective function is the most prominent. In order to substantiate the high performance of adopting a fuzzy mathematical programming approach, Omar et al. (2012) introduced a fuzzy mixed-integer linear programming (FMILP) model for APP considering multiple product families, identical parallel machines, restriction of batch sizing, and setup issues. The main objective of this study is to minimize the total cost, including production, setup, inventory, backorder, and workforce-related costs. Moreover, real data from a resin manufacturing plant is used to evaluate the capability of the model. Hahn et al. (2012) introduced an aggregate stochastic queuing (ASQ) model for an APP with respect to the dynamics of the production system. The goal of this model is to identify optimal capacity buffers and lead time, as well as minimize the total costs specified in the objective functions. Finally, Hahn et al. (2012) integrated APP and ASQ into a hierarchical framework to solve the model.
Omar et al. (2013) introduced an FMILP model to minimize the sum of production, setup, inventory, backorder, and workforce costs in an APP problem. They implemented this study on a chemical plant in the southeast of Asia that produces multiple product families with different production lines. Raa et al. (2013) concentrated on solving a multi-plant aggregate production and distribution problem for a European branch of global plastic products manufacture where products are fabricated using injection molding. Mold transfer between plants was the main problem. To deal with the interfacility mold transferring problem, they proposed mixed-integer linear programming, which is solved by a meta-heuristic solution approach. The objective of this model is to minimise the summation of the costs associated with production and distribution.
Mehdizade and Abkenar (2014) presented a multi-machine, two-phase APP model considering product returns, breakdown, and preventive maintenance. They developed two mixed-integer linear programming models to minimize production breakdowns, maintenance costs, and inventory levels, while trying to have a constant workforce level. In this study, to calibrate the parameter of the meta-heuristic and choose the optimal level of the factors that influence the performance of the algorithm, the Taguchi method is utilized. Besides, the authors employed the Harmony search algorithm to solve the model. Moreover, to determine the optimal plan of production and preventive maintenance and to develop the efficiency of the equipment, Erfanian and Pirayesh (2016) proposed an integrated model for multi-machine APP and maintenance planning. The goal of this model is to determine the optimal production and inventory level in a way that minimizes total production cost associated with the production operations, changes in workforce level, and the lack of a preventive maintenance plan. Finally, to show the capability of the model, information from an Iranian pharmaceutical company is used.
Similarly, Campo et al. (2018) presented a linear programming model for APP to obtain the best midterm production strategy in a textile company. Considering factors such as fabric contraction, process wastes, new employees' efficiency, and training requirements, they provided a mathematical model referred to as LIPROTEX to minimize the total cost. Rahmani et al. (2019) employed a multi-machine APP considering environmental and machine pollution concerns. In this study, which minimizes the overall production cost, the authors used the light robust optimization to deal with the uncertainty of the parameters. Moreover, to test the validity of the suggested APP, they provided a numerical example of a refrigerator factory located in Iran. In addition, Kia (2020) proposed mixed-integer nonlinear programming to provide an APP and design a dynamic cellular manufacturing system regarding significant features like budget constraints related to machines purchasing, alternative processing routes, operation sequence, process time, duplicates of machines, the depot of machines, and so forth. Just like the other works, the main objective of this research is the minimization of the total cost, including 16 cost components. To solve the model, an improved genetic algorithm is implemented.
Another popular objective function in single objective cases is profit maximization. To cope with the poor performance of inventory management in a Brazilian food company with high seasonal customer demand, Takey and Mesquita (2006) proposed a spreadsheet multi-line model that links APP and inventory management planning. Their model is designed to maximize profit by optimizing production rate, inventory, and workforce level. Similarly, Phruksaphanrat et al. (2011ab) proposed a practical APP considering fuzzy demand, variable system capacity, and limitation in fixed hardware capacity to maximize profit. They provided a new approach by integrating the possibility level of demand to handle the fuzzy demand. To demonstrate the validity of their model, they chose three performance measures base on the theory of constraints (TOC) concept.
Contrary to the single-objective APP, a few studies have employed multi-objective models to formulate the APP problems. For instance, Rakes et al. (1984) presented an MO-APP based on chance-constrained goal programming with respect to probabilistic product demands and production line operating characteristics. The main goal of the multi-objective model presented in this work was to obtain the optimal production rate. Furthermore, Farzam Rad and Shirouyehzad (2014) conducted a multi-objective, multi-machine APP in a tile factory in Iran. They developed a linear goal programming approach to solve the suggested model. The objectives of this study are to minimize total production cost, to meet customer's demand without any backorders, and to maximize production capacity utilization while considering machines’ limitations in producing different product categories.
Phruksaphanrat et al. (2011a, b) took a pre-emptive possibilistic linear programming (PPLP) approach to solve an APP in an electronic component company concerning interval demand, imprecise unit price, and operational costs. The objective functions, which were maximizing the possible value of profit and the opportunity to achieve more profit and minimizing the risk related to decrease the value of profit, were transformed into their equivalent crisp objective functions. Notably, the author used a possible range of interval demands to improve the flexibility of the plan. Taking the learning effect of workforce and machine deterioration into account, Mehdizadeh et al. (2018) presented a bi-objective APP. The model is developed to minimize the cost of repairs and deterioration and to maximize total profit concerning the optimal level of production, inventory, workforce, and subcontracting. In this study, to validate the capability of the mathematical formulation, the multi-objective model is converted to a single objective model using fuzzy goal programming; subsequently, the subpopulation genetic algorithm (SPGA) is utilised to solve the large-sized problem. The results substantiated that the SPGA shows good performance in this problem.
By reviewing the literature, it is revealed that when it comes to developing an efficiency-based APP, researchers have shown a predilection for mathematical programming. However, previous studies have only assessed a few of the most obvious efficiency indicators, for example, energy consumption and product quality, in their analysis of line efficiency. In contrast, this study has sought to address the deficiencies of existing studies by taking into account downtime, production capacity, and pollution rate. On the other hand, incorporating important LEFs into the model would increase the complexity of the model, which, in turn, would diminish the feasible region or even make the problem unfeasible. Most importantly, the literature review shows that efficiency-based APPs have not yet been widely applied to production planning problems where different manufacturing lines can perform similar operations with different functioning capabilities.
To tackle the aforementioned problems, a two-stage hybrid methodology is proposed that not only takes the experts’ opinions into account in the efficiency score calculation procedure, but also chooses a handful of the conspicuous line efficiency measures using experts’ appraisements. To be more precise, using the weights bounds of line efficiency criteria and considering the efficiency score of production lines as a parameter of an objective function, the hybrid methodology greatly reduces the complexity of APP mathematical model. Another contribution of our methodology is the consideration of a manufacturing environment in which a wide variety of products are produced across multiple manufacturing lines sharing similar production capabilities.
3 Methodology
As shown in Fig. 1, the methodology suggested in this paper comprises two stages. In the first stage, we identify the most important production LEFs in the industry of interest. Then, we utilize pairwise comparisons among these factors according to the experts’ opinions to determine the input and output weights’ assurance regions used in DEA to calculate the efficiency score (or relative efficiency) of the production lines according to their functioning performance. In the second stage, a bi-objective line efficiency-based APP is presented that optimizes total operational costs and overall production efficiency with respect to loading constraints. It should be noted that the scores obtained from the first stage are used in the formation of the second objective function, which is the maximization of production efficiency. Then, using the ε-constraint method, the developed model is solved and evaluated. The methods used in this paper are elaborated upon in the following sections.

The methodology used in this research
3.1 Problem definition
Consider a manufacturing plant, such as the plastic production industry, capable of producing \(N\) product families within different one-month periods (\(T\)) by \(L\) production lines with non-identical operational characteristics. Each product family \(n\in N\) is produced only by particular production lines provided that the required molds are available, with the number of molds of each product family being less than the number of lines. The demand levels for different periods are not necessarily equal and are already known. Our goal is to propose an APP that determines the optimal production and inventory levels for each product category at different periods of time in a way that optimizes the overall production efficiency and cost. That is to say, since each production line has a different operational performance status, in order to increase the overall efficiency of the production system, the model should allocate the production to the more efficient manufacturing lines. Therefore, in the First stage, the DEA method is utilized to determine the manufacturing lines’ efficient scores.
3.2 DEA
DEA is a mathematical programming model to assess the relative efficiency of the decision-making units (DMUs) that have homogeneous characters. This method was first presented by Charnes et al. (1978). This model is also known as DEA-CCR. Consider n DMUs with m input and s output criteria, where the input and output criteria of \({DMU}_{j}\) are denoted as \(\left({x}_{1j}, {x}_{2j}, \dots ,{x}_{mj}\right)\) and \(\left({y}_{1j}, {y}_{2j}, \dots ,{y}_{sj}\right),\) respectively. Given the relevant performance information, Model 1 is solved for each DMU.
where \(0\) ranges over 1, 2, …, n. \({v}_{i0}\) and \({u}_{r0}\) are the weight of input and output index i and r for \({DMU}_{0}\), respectively. \(\varepsilon\) is a small positive constant.
The weights in the DEA-CRR model are derived from data and are not fixed. In this regard, because each DMU tends to get the best efficiency score, an efficient DMU may overweight a single input and a single output, with the other inputs and outputs being underweighted. In order to overcome this obstacle, this research makes use of the DEA-AR model, designed by Thompson et al. (1986). It is worth mentioning that the DEA-AR method has been used for a variety of objectives, including transportation (Lai et al. 2015; Lu et al. 2019; Tadić et al. 2019), energy (Thompson et al. 1996; Wu et al. 2021; Huang et al. 2021; Lu et al. 2022), economics (Bian 2012), industrial and technology performance (Ray et al. 1998; Liu 2008; Jahanshahloo et al. 2009; Zhou et al. 2010, 2012; Yu and Lee 2013), political (Hashimoto 1997), banking (Taylor et al. 1997; Thompson et al. 1997), academic (Liu and Chuang 2009; Kong and Fu 2012), supplier selection (Ebrahimi and Khalili 2018; Amindoust 2018), and environmental (Liang et al. 2009; Hongmei et al. 2015) issues. The DEA-AR enables weights to be adjusted within a given area by imposing limitations on the respective magnitudes of the weights for items of special significance (Kong and Fu 2012).
For every pair of input and output measurements, lower (lb) and upper (ub) bounds for the ratio of weights are defined as:
where \({v}_{{i}_{1}}/{v}_{{i}_{2}}\) and \({u}_{{r}_{1}}/{u}_{{r}_{1}}\) represent the ratio of weights for a pair of inputs \({i}_{1}\) and \({i}_{2}\), and the ratio of weights for a pair of outputs \({r}_{1}\) and \({r}_{2}\), respectively. These constraints are added to the DEA model to convert the region of weights to a limited one named assurance region (AR). The ratio of the weights is derived from a pairwise comparison. In other words, after determining the ratio of weights for every respondent, minimum and maximum values within these sets are selected as lb and ub, respectively.
As mentioned before, at the first stage, using the experts' opinions and literature review, some factors are considered as the LEFs. Downtime (\({X}_{1}\)), electricity consumption (\({X}_{2}\)), production capacity (\({Y}_{1}\)), defective product rate (\({Y}_{2}\)), and pollution rate (\({Y}_{3}\)) are the two inputs and outputs criteria employed to calculate the efficiency of production lines. Using the DEA-AR, the efficiency scores of production lines are calculated.
3.3 Model construction
In this section, we present an efficiency-based, bi-objective model to formulate the problem. As stated before, the parameters used in the second objective function are computed in the first stage of the suggested methodology. The main assumptions in constructing the mathematical model are as follows:
-
There are several production lines which can produce different product families. They differ as far as energy consumption, production rate, downtime, etc.
-
Production and inventory costs are proportional to the production amount and inventory level.
-
The costs associated with production and inventory carrying are almost constant during the study period, and the price fluctuations within production periods are negligible (they change at the first of the year).
-
The maximum production capacity of lines for product category n (\({TP}_{nl}\)) is time independent.
-
Backorder and subcontracting are allowed; however, the backordered demand in any given period should be fulfilled in the next period.
-
It is assumed that the initial inventory is equal to zero.
-
All the production lines are always available.
-
The capacity of the warehouse is large enough, and there is no limit to the number of products stored as inventory.
-
The demand for different periods is known.
-
The time horizon unit is one month.
The notations used to develop the model are as follows:
Notation
Indices:
- t:
-
Index of time period (t = 1, 2, …, T)
- n:
-
Index of product group (n = 1, 2, …, N)
- l:
-
Index of production line (l = 1, 2, …, L)
Decision variables:
- Xnlt:
-
1 if product n is produced by line l in period t, 0 otherwise
- Qnlt:
-
Total number of nth products, produced by line l in period t (unit)
- Int:
-
Inventory level of product n in period t (unit)
- Bnt:
-
Backorder level for nth product in period t (unit)
- Snt:
-
Subcontracting volume for product n in period t (unit)
- WFrt:
-
Number of workers available in regular time in period t (person)
- WFot:
-
Number of workers available in overtime in period t (person)
- Ht:
-
Workers hired in period t (person)
- Lt:
-
Workers laid off in period t (person)
Parameters:
- Rrt:
-
Available working hours of each regular time worker in period t (hour/man)
- Rot:
-
Available working hours of each overtime worker in period t (hour/man)
- Vcn:
-
All variable production costs incurred for producing a unit of product n (costs associated with raw material, managers' salaries, overhead costs) ($/unit)
- Fc:
-
The fixed cost incurred for using any of the lines (loading costs) ($/unit)
- CWrt :
-
Regular time working cost in period t ($/month)
- CWot :
-
Overtime working cost in period t ($/month)
- CIn :
-
Inventory carrying cost per unit of nth product ($/unit)
- CBn :
-
Backorder cost for a unit of product n ($/unit)
- CSn:
-
The cost incurred for subcontracting a unit of product n ($/unit)
- CHt:
-
Cost of hiring one worker in period t ($/person)
- CLt:
-
Cost of firing one worker in period t ($/person)
- TPnl:
-
Time required to produce each unit of product n in line l (man-hour/unit)
- WFmaxt:
-
Maximum number of workforces in period t (person)
- PCnlt:
-
Production capacity of line l for producing the product n in period t (unit)
- MClt :
-
Total production capacity of line l in period t (unit)
- Dnt:
-
Demand for product n in period t (unit)
- Enl:
-
Relative efficiency of line l for product n (hour/unit)
- Mn:
-
Total number of type n molds available in the plant (unit)
- SLn:
-
A subset of production lines sharing common ability to produce the product n
3.4 Model formulation
The first objective function minimizes the total operational cost associated with the production, and the second objective function maximizes the overall production efficiency. Objective functions are formulated as follows:
-
Minimize total operational cost
$$\begin{aligned}\mathrm{Min}\;F_1&={\textstyle\sum_{n=1}^N}{\textstyle\sum_{l=1}^L}{\textstyle\sum_{t=1}^T}{Vc}_nQ_{nlt}+{\textstyle\sum_{n=1}^N}{\textstyle\sum_{l=1}^L}{\textstyle\sum_{t=1}^T}FcX_{nlt}\\&+{\textstyle\sum_{n=1}^N}{\textstyle\sum_{t=1}^T}{(CI}_nI_{nt}+{{CB}_nB}_{nt}+{{CS}_nS}_{nt})\\&+{\textstyle\sum_{t=1}^T}{WFr}_t{CWr}_t+{WFo}_t{CWo}_t+{CH}_tH_t+{CL}_tL_t\end{aligned}$$(3)
The total production cost comprises five items: fixed cost (which is related to mold transferring and loading costs), variable production costs (costs associated with raw material, managers' salaries, overhead costs), inventory costs, backorder and subcontracting cost, and workforce-related costs (salary, hiring, and firing cost).
-
Maximize line efficiency
$$\mathrm{Max}F_2={\textstyle\sum_{n=1}^N}{\textstyle\sum_{l=1}^L}{\textstyle\sum_{t=1}^T}T{E_{n,l}Q}_{nlt}$$(4)
The constraints of our model are as follows:
As formulated in Eqs. (5) and (6), the amount of production and the total amount of time that any given production line spends on production process should not exceed the line's production capacity and total available time (in both regular time and overtime), respectively. Constraint (7) guarantees that the total production of any given line would not exceed its production capacity. Equations (8) to (9) are workforce constraints. Equation (11) shows the relationship of the forecasted demand in any given period with the production, subcontracting, backorder, and inventory levels. Ultimately, the last constraint is the loading constraint. As previously mentioned, the number of available molds for a given product family (n) is strictly less than the number of the production lines capable of producing that product (\({SL}_{n}\)); hence, as stated in Eq. (12), the number of lines chosen to produce the product family n should necessarily be less than its available molds (\({M}_{n})\).
3.5 The ɛ-constraint method
To solve the proposed model, we use the ɛ-constraint method, which is one of the common techniques for multi-objective problems. The ɛ-constraint method is independent of the scaling of objective functions, which has a strong influence on the obtained results. Furthermore, by using the \(\upvarepsilon\)-constraint method, we can control the number of produced efficient solutions (Nouri et al. 2018).
As seen in Eq. (13), \(\upvarepsilon\)-constraint optimizes one of the objective functions (e.g. \({F}_{1}\)), while the other objective functions (e.g., \({F}_{2}\)) are considered constraints with respect to their allowable levels (specified as \(\upvarepsilon\)) (Nojavan et al. 2017). In other words, by using the \(\upvarepsilon\)-constraint method, a multi-objective model is converted into a single-objective problem.
s.t.
As indicated in Fig. 2, \(\upvarepsilon\) is a parameter in the range of \({F}_{2}^{L}\) to \({F}_{2}^{U}\), where \({F}_{2}^{\mathrm{L}}\) and \({F}_{2}^{\mathrm{U}}\) are the amount of \({F}_{2}\) for a set of solution that optimizes \({F}_{1} and\) \({F}_{2}\), respectively. The point of C in Fig. 2 is the result of Model 12 for a specific amount of \(\upvarepsilon\). Please note that using the points in the range of [\({F}_{2}^{\mathrm{L}}\) \({F}_{2}^{\mathrm{U}}\)] as values of \(\upvarepsilon ,\) a set of solutions considered as Pareto front is obtained (Fig. 2).

Pareto front calculated by the ε-constraint method (Nojavan et al. 2017)
4 Results and discussion
We evaluated the efficiency of lines and allocated them an efficiency score. To the best of author knowledge, the maximization of production efficiency through using the efficiency scores and minimizing the operational costs presented in this study is among the first proposed in the context of APP that explicitly takes into account characteristics of the production lines in multi-line manufacturing systems.
To test the usefulness of applying the proposed efficiency-based APP to the multi-line manufacturing industry, the present case study is carried out using data provided by a company located in the northeast region of Iran, which produces various types of plastic containers (including five product families) using 10 non-identical production lines. The dataset comprises all the information regarding the company's aggregate production plan from 9 January 2019 to 9 May 2019. It should be noted that according to the information provided by the administrative manager of the company, the main loading constraints of this company are as follows:
Only the first five lines can produce product family 2.
-
a.
There are two types of molds for product family 2; the first type can only be applied to production line 1, production line 2, and production line 3, and the second type is compatible with line 4 and line 5.
-
b.
Product family 3 is only produced using two molds by the first, second, and third lines.
-
c.
The first three and the last four lines cannot produce product family 4; there are two molds available for this product family.
-
d.
Two available molds of product family 5 can only be applied to lines 7 and 8.
To find appropriate line efficiency measures for the plastic manufacturing businesses, the opinions of a group of experts in this industry — whose demography is shown in Table 1 — were asked through an interactive interview. Accordingly, a set of production line efficiency indicators is obtained that comprises pollution rate, defective product rate, production capacity, downtime, and electricity consumption. Subsequently, the relative ratio of inputs and output weights’ bounds is calculated using pairwise comparisons (Table 4 in Appendix) according to the experts’ opinions. Finally, the efficiency score of the production lines (i.e., DMU) is determined by applying the DEA-AR model with the weights’ bounds (Table 2). The parameters used for the DEA model are presented in Table 5 in the Appendix.
As shown on Table 2, the most efficient production lines with respect to downtime (X1), electricity consumption (X2) production capacity (Y1) defective product rate (Y2), and pollution rate (Y3) criteria, are the lines 2, 3, and 1, respectively. So, it is predictable that the model allocates production to these three lines before others. The efficiency scores are considered the input of the second objective function in the efficient-based bi-objective APP model. Moreover, the managers can decide either to upgrade or eliminate lines 9 and 10 due to their poor performance.
Using the results of the first stage of the proposed methodology (Table 2), we evaluated the efficiency-based APP for N = 5, L = 10, and T = 4 using the Lingo software to obtain the non-dominated solutions of the illustrative case problem. Among the non-dominated solutions, Solution 1 has the least operational cost (F1), and Solution 9 has the highest production efficiency (F2) (Table 3).
As seen in Fig. 3, there is a trade-off between the operational cost and the production efficiency: considering the normalized scores, the less the operational cost, the more the production efficiency. On the Pareto efficient front, Solution 5 displays an equitable balance between the objective functions, which makes it an appropriate solution to be chosen by the decision-makers. Indeed, Solution 5 displays an equitable balance between the objective functions, are about 930000000 and 57,319,000000 Toman, respectively. Comparing these results with the current situation of the factory shows a 24% increase in the production rate and a 4.8% decrease in the operational costs.

The trade-off between production efficiency and operational cost
In addition, almost in all solutions and all periods, production needs a maximum workforce capacity. But in overtime, the factory needs less or no workforce. Moreover, the current maximum number of workforces is enough to satisfy the demand. Regarding the inventory level of products, we can see that in early periods, the production is more than the realized demand, and the leftover stock is transferred to the following periods. Moreover, incorporating the efficiency of the production lines into the APP, reduces the subcontracting quantity. The result demonstrates that using an efficient-based APP for a given production capacity, would increase the production capabilities. So, the managers are recommended to run vigorous marketing campaigns to make even more profit. Finally, we report optimal variables of our case sample in Tables 6 to M in the Appendix.
5 Sensitivity analysis
In sensitivity analysis, we seek to know how a change in a parameter has effect on the decision variables. Sensitivity analysis makes it possible to consider uncertainty in different values of decision variables. Generally, two outputs are expected as a result of applying sensitivity analysis; (i) final decision is not sensitive to that variable and (ii) a small change in some parameters completely changes the results of the mathematical model. Therefore, sensitivity analysis can help us to focus and put our efforts on the main variables of the problem. Furthermore, using the sensitivity analysis, we can analyse the performance of the presented model in the line with our expectation.
Since there is a direct relation between the performance of APP and the capacity of production line, we assess the role of the production capacity of the lines (\({MC}_{lt}\)) on the performance of the objective functions of the efficiency-based mathematical model. To this end, we run the suggested model for \({MC}_{lt}^{^{\prime}}\)= 0.9 \({MC}_{lt}\). By reducing the production capacity of the lines (Scenario 2), a slight increase in the operational cost (in comparison to Scenario 1) is expected, as more demand might be backlogged, and more products should be produced in overtime or even supplied by subcontracting (Tables 7, 8, 9, 10, 11, 12, 13, 14, and 15).
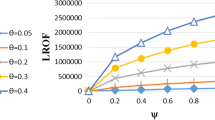
By comparing these two scenarios (Fig. 4), we realize that, as we anticipated before, the operational cost of the second scenario in any given efficiency level is higher than the same amount in the first scenario. Moreover, we can see that achieving one unit of efficiency is cheaper in the starting solutions (Sol. 1 to 3) than the rest of the solutions, regardless of the production capacity.

Comparison of different scenarios regarding the objective functions
Furthermore, Fig. 4 reveals that the slope of the operational cost-production efficiency graph in the second scenario is steeper than the other scenario among all the common areas; this means that not only the operational cost of the second scenario in any given efficiency point is higher, but the cost of achieving one unit more of an efficient production system in the second scenario is also more expensive than in the first scenario.
6 Conclusion
In this study, a bi-objective integer linear programming was developed to address the efficiency-based APP. In this regard, first, considering the factors contributing to the efficiency of production lines, we calculated the efficiency score of production lines using DEA. Then, taking into account the objectives of minimizing the total cost and maximizing the efficiency of production lines considering a number of constraints, including production capacity, workforce limitation, the relationship between demand and production rate, subcontract, backorder, and inventory constraints, and loading complexity, we formulated the bi-objective linear mixed integer programming model. The \(\upvarepsilon\)-constraint method was applied to solve the model and produce efficient Pareto-optimal solutions. To analyse the performance of the proposed efficiency-based APP model, a set of data collected from a plastic products factory in Mashhad, Iran, was used.
The suggested framework is customizable; in other words, the authorities of any manufacturing company with multiple production lines, may decide different line efficiency factors (LEFs) to increase the overall efficiency. Moreover, the decision-makers can efficiently handle the conflict goals in a production system. The results indicated that by employing the proposed model, managers could prevent high production costs and increase the efficiency of production systems, considering different functional capabilities of the production lines. Indeed, the results of the model are efficacious in deciding rearranging, repairing, and even selling the lines' equipment. On the other hand, with the aid of this model, backorders and lost sales are significantly reduced.
The findings of this study can be used to inform the creation of an effective decision-making structure in which the importance of different products in the efficiency steps process is taken into account. Through the suggested methodology, organizations can more effectively group their products and raw materials. Furthermore, scholars can use the analysis of attributes and their effect on the production line's efficiency to prioritize which aspects of the machinery and equipment require improvement.
.However, like any academic work, this research has some limitations. One of the limitations is the incapability of the model to reckon with technical constraints such as the molds’ quality. It seems to be a significant limitation as the molds’ quality indirectly influences machines' performance. Moreover, this methodology is specially related to maximizing the efficiency of multi-line manufacturing systems capable of producing similar products. Therefore, the model cannot readily be used for production systems with different structure unless it is customized.
Based on the results of this study, several recommendations are suggested for future works. First, it can be valuable to apply this model in other industries producing goods using mold. The advancement of digital technology has necessitated the identification of relevant criteria to evaluate the efficiency of digital production lines as a potential area of future research. Moreover, the optimization model was solved using a deterministic parameter; however, real-world problems are stochastic and dynamic in nature. Therefore, future research that addresses the multi-line APP model in a stochastic-dynamic context is highly valuable and important. This is particularly true for products that are related to human life. The proposed APP is planned to be adapted to this context. Finally, the proposed model and case study were readily solvable with existing commercial solvers; however, if the complexity of the model is extended with a larger number of variables and constraints, the need for tailored solution algorithms may arise.
References
Amindoust A (2018) A resilient-sustainable based supplier selection model using a hybrid intelligent method. Comput Ind Eng 126:122–135. https://doi.org/10.1016/j.cie.2018.09.031
Bazargan-Lari MR, Taghipour S, Zaretalab A, Sharifi M (2022) Production scheduling optimization for a parallel machine subject to physical distancing due to COVID-19. Oper Manag Res 1–25. https://doi.org/10.1007/s12063-021-00233-9
Bian Y (2012) A Gram-Schmidt process based approach for improving DEA discrimination in the presence of large dimensionality of data set. Expert Syst Appl 39(3):3793–3799. https://doi.org/10.1016/j.eswa.2011.09.080
Campo EA, Cano JA, Gómez-Montoya RA (2018) Linear programming for aggregate production planning in a textile company. Fibres Text East Eur. https://doi.org/10.5604/01.3001.0012.2525
Cao Y, Wang Q, Du J, Nojavan S, Jermsittiparsert K, Ghadimi N (2019) Optimal operation of CCHP and renewable generation-based energy hub considering environmental perspective: An epsilon constraint and fuzzy methods. Sustain Energy Grids Netw 20:100274. https://doi.org/10.1016/j.segan.2019.100274
Charnes A, Cooper WW, Rhodes E (1978) Measuring the efficiency of decision making units. Eur J Oper Res 2(6):429–444. https://doi.org/10.1016/0377-2217(78)90138-8
Chen Y-K, Liao H-C (2003) An investigation on selection of simplified aggregate production planning strategies using MADM approaches. Int J Prod Res 41(14):3359–3374. https://doi.org/10.1080/0020754031000118107
Ebrahimi B, Khalili M (2018) A new integrated AR-IDEA model to find the best DMU in the presence of both weight restrictions and imprecise data. Comput Ind Eng 125:357–363. https://doi.org/10.1016/j.cie.2018.09.008
Entezaminia A, Heydari M, Rahmani D (2016) A multi-objective model for multi-product multi-site aggregate production planning in a green supply chain: Considering collection and recycling centers. J Manuf Syst 40:63–75. https://doi.org/10.1016/j.jmsy.2016.06.004
Erfanian M, Pirayesh M (2016) Integration aggregate production planning and maintenance using mixed integer linear programming. In: 2016 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), (pp. 927–930). IEEE. https://doi.org/10.1109/IEEM.2016.7798013
Farzam Rad M, Shirouyehzad H (2014) Proposing an Aggregate Production Planning Model by Goal Programming Approach, a Case Study. Data Envelop Anal Decision Sci 1–13
Hahn GJ, Kaiser C, Kuhn H, Perdu L, Vandaele NJ (2012) Enhancing aggregate production planning with an integrated stochastic queuing model. In: Operations Research Proceedings 2011, (pp. 451–456). Springer. https://doi.org/10.5899/2014/dea-00061
Hashimoto A (1997) A ranked voting system using a DEA/AR exclusion model: A note. Eur J Oper Res 97(3):600–604. https://doi.org/10.1016/S0377-2217(96)00281-0
Hongmei G, Zhihua W, Dandan J, Guoxing C, Liping J (2015) Fuzzy evaluation on seismic behavior of reservoir dams during the 2008 Wenchuan earthquake, China. Eng Geol 197:1–10. https://doi.org/10.1016/j.enggeo.2015.07.023
Huang B, Zhang L, Ma L, Bai W, Ren J (2021) Multi-criteria decision analysis of China’s energy security from 2008 to 2017 based on Fuzzy BWM-DEA-AR model and Malmquist Productivity Index. Energy 228:120481. https://doi.org/10.1016/j.energy.2021.120481
Jahanshahloo GR, Sanei M, Rostamy-Malkhalifeh M, Saleh H (2009) A comment on “A fuzzy DEA/AR approach to the selection of flexible manufacturing systems.” Comput Ind Eng 56(4):1713–1714. https://doi.org/10.1016/j.cie.2008.10.021
Jamalnia A, Soukhakian MA (2009) A hybrid fuzzy goal programming approach with different goal priorities to aggregate production planning. Comput Ind Eng 56(4):1474–1486. https://doi.org/10.1016/j.cie.2008.09.010
Jang J, Do Chung B (2020) Aggregate production planning considering implementation error: A robust optimization approach using bi-level particle swarm optimization. Comput Ind Eng 142:106367. https://doi.org/10.1016/j.cie.2020.106367
Kia R (2020) A genetic algorithm to integrate a comprehensive dynamic cellular manufacturing system with aggregate planning decisions. Int J Manag Sci Eng Manag 15(2):138–154. https://doi.org/10.1080/17509653.2019.1655674
Klement N, Abdeljaouad MA, Porto L, Silva C (2021) Lot-sizing and scheduling for the plastic injection molding industry—A hybrid optimization approach. Appl Sci 11(3):1202. https://doi.org/10.3390/app11031202
Kong W-H, Fu T-T (2012) Assessing the performance of business colleges in Taiwan using data envelopment analysis and student based value-added performance indicators. Omega 40(5):541–549. https://doi.org/10.1016/j.omega.2011.10.004
Lai PL, Potter A, Beynon M, Beresford A (2015) Evaluating the efficiency performance of airports using an integrated AHP/DEA-AR technique. Transport Policy 42:75–85. https://doi.org/10.1016/j.tranpol.2015.04.008
Leung SC, Chan SS (2009) A goal programming model for aggregate production planning with resource utilization constraint. Comput Ind Eng 56(3):1053–1064. https://doi.org/10.1016/j.cie.2008.09.017
Liang L, Li Y, Li S (2009) Increasing the discriminatory power of DEA in the presence of the undesirable outputs and large dimensionality of data sets with PCA. Expert Syst Appl 36(3):5895–5899. https://doi.org/10.1016/j.eswa.2008.07.022
Lisboa JV, Gomes CF, Yasin MM (2012) Improving Organizational Efficiency: A Comparison of Two Approaches to Aggregate Production Planning. Int J Manag 29(2):792
Liu ST (2008) A fuzzy DEA/AR approach to the selection of flexible manufacturing systems. Comput Ind Eng 54(1):66–76. https://doi.org/10.1016/j.cie.2007.06.035
Liu ST, Chuang M (2009) Fuzzy efficiency measures in fuzzy DEA/AR with application to university libraries. Expert Syst Appl 36(2):1105–1113. https://doi.org/10.1016/j.eswa.2007.10.013
Lu S, Ren J, Lee CK, Zhang L (2022) Spatial-temporal energy poverty analysis of China from subnational perspective. J Clean Prod 341:130907. https://doi.org/10.1016/j.jclepro.2022.130907
Lu W, Park SH, Huang T, Yeo GT (2019) An analysis for Chinese airport efficiency using weighted variables and adopting CFPR. Asian J Shipp Logist 35(4):230–242. https://doi.org/10.1016/j.ajsl.2019.12.010
Mehdizadeh E, Abkenar AA (2014) Harmony search algorithm for solving two aggregate production planning models with breakdowns and maintenance. In: Proceedings of the International Management Conference, (Vol. 8, pp. 306–320). Faculty of Management, Academy of Economic Studies, Bucharest, Romania
Mehdizadeh E, Niaki STA, Hemati M (2018) A bi-objective aggregate production planning problem with learning effect and machine deterioration: Modeling and solution. Comput Oper Res 91:21–36. https://doi.org/10.1016/j.cor.2017.11.001
Méndez CA, Cerdá J, Grossmann IE, Harjunkoski I, Fahl M (2006) State-of-the-art review of optimization methods for short-term scheduling of batch processes. Comput Chem Eng 30(6–7):913–946. https://doi.org/10.1016/j.compchemeng.2006.02.008
Modarres M, Izadpanahi E (2016) Aggregate production planning by focusing on energy saving: A robust optimization approach. J Clean Prod 133:1074–1085. https://doi.org/10.1016/j.jclepro.2016.05.133
Nojavan S, Majidi M, Najafi-Ghalelou A, Ghahramani M, Zare K (2017) A cost-emission model for fuel cell/PV/battery hybrid energy system in the presence of demand response program: ε-constraint method and fuzzy satisfying approach. Energy Convers Manage 138:383–392. https://doi.org/10.1016/j.enconman.2017.02.003
Nouri A, Khodaei H, Darvishan A, Sharifian S, Ghadimi N (2018) Optimal performance of fuel cell-CHP-battery based micro-grid under real-time energy management: An epsilon constraint method and fuzzy satisfying approach. Energy 159:121–133. https://doi.org/10.1016/j.energy.2018.06.141
Omar MK, Jusoh MM, Omar M (2012) Investigating the benefits of fuzzy mathematical programming approach for solving aggregate production planning. In: 2012 IEEE International Conference on Fuzzy Systems, (pp. 1–6). IEEE. https://doi.org/10.1109/FUZZ-IEEE.2012.6251368
Omar MK, Jusoh MM, Omar M (2013) Fmilp Formulation for aggregate production planning. World Appl Sci J 21. https://doi.org/10.1109/FUZZ-IEEE.2012.6251368
Ouchi F (2004) A literature review on the use of expert opinion in probabilistic risk analysis
Phruksaphanrat B (2011a) Preemptive possibilistic linear programming: Application to aggregate production planning. Int J Ind Manuf Eng 5(8):1592-1599. 10.5281/zenodo.1334153
Phruksaphanrat B, Ohsato A, Yenradee P (2011b) Aggregate production planning with fuzzy demand and variable system capacity based on theory of constraints measures. Int J Ind Eng 18(5)
Pradenas L, Alvarez C, Ferland J (2009) A solution for the aggregate production planning problem in a multi-plant, multi-period and multi-product environment. Acta Math Vietnam 34(1):11–17
Raa B, Dullaert W, Aghezzaf E-H (2013) A matheuristic for aggregate production–distribution planning with mould sharing. Int J Prod Econ 145(1):29–37. https://doi.org/10.1016/j.ijpe.2013.01.006
Rahmani D, Zandi A, Behdad S, Entezaminia A (2019) A light robust model for aggregate production planning with consideration of environmental impacts of machines. Oper Res 1–25. https://doi.org/10.1007/s12351-019-00451-x
Rakes TR, Franz LS, James Wynne A (1984) Aggregate production planning using chance-constrained goal programming. Int J Prod Res 22(4):673–684. https://doi.org/10.1080/00207548408942487
Rasmi SAB, Kazan C, Türkay M (2019) A multi-criteria decision analysis to include environmental, social, and cultural issues in the sustainable aggregate production plans. Comput Ind Eng 132:348–360. https://doi.org/10.1016/j.cie.2019.04.036
Ray SC, Seiford LM, Zhu J (1998) Market entity behavior of Chinese state-owned enterprises. Omega 26(2):263–278. https://doi.org/10.1016/S0305-0483(97)00044-3
Ríos-Solís YÁ, Ibarra-Rojas OJ, Cabo M, Possani E (2020) A heuristic based on mathematical programming for a lot-sizing and scheduling problem in mold-injection production. Eur J Oper Res 284(3):861–873. https://doi.org/10.1016/j.ejor.2020.01.016
Sequeira M, Adlemo A, Hilletofth P (2022) A hybrid fuzzy-AHP-TOPSIS model for evaluation of manufacturing relocation decisions. Oper Manag Res 1–28. https://doi.org/10.1007/s12063-022-00284-6
Seyfi SA, Yılmaz G, Yanıkoğlu İ, Garip A (2022) Capacitated Stochastic Lot-sizing and Production Planning Problem Under Demand Uncertainty. IFAC-PapersOnLine 55(10):2731–2736. https://doi.org/10.1016/j.ifacol.2022.10.130
Tadić S, Krstić M, Brnjac N (2019) Selection of efficient types of inland intermodal terminals. J Transp Geogr 78:170–180. https://doi.org/10.1016/j.jtrangeo.2019.06.004
Takey FM, Mesquita MA (2006) Aggregate Planning for a Large Food Manufacturer with High Seasonal Demand. Braz J Oper Prod Manag 3(1):05–20
Taylor WM, Thompson RG, Thrall RM, Dharmapala PS (1997) DEA/AR efficiency and profitability of Mexican banks a total income model. Eur J Oper Res 98(2):346–363. https://doi.org/10.1016/S0377-2217(96)00352-9
Thompson RG, Brinkmann EJ, Dharmapala PS, Gonzalez-Lima MD, Thrall RM (1997) DEA/AR profit ratios and sensitivity of 100 large US banks. Eur J Oper Res 98(2):213–229. https://doi.org/10.1016/S0377-2217(96)00343-8
Thompson RG, Dharmapala PS, Rothenberg LJ, Thrall RM (1996) DEA/AR efficiency and profitability of 14 major oil companies in US exploration and production. Comput Oper Res 23(4):357–373. https://doi.org/10.1016/0305-0548(95)00044-5
Thompson RG, Singleton Jr FD, Thrall RM, Smith BA (1986) Comparative site evaluations for locating a high-energy physics lab in Texas. Interfaces 16(6):35–49. https://doi.org/10.1287/inte.16.6.35
Wen Z, Liao H (2021) Capturing attitudinal characteristics of decision-makers in group decision making: application to select policy recommendations to enhance supply chain resilience under COVID-19 outbreak. Oper Manag Res 1–16. https://doi.org/10.1007/s12063-020-00170-z
Wang R-C, Liang T-F (2004) Application of fuzzy multi-objective linear programming to aggregate production planning. Comput Ind Eng 46(1):17–41. https://doi.org/10.1016/j.cie.2003.09.009
Wu TH, Chung YF, Huang SW (2021) Evaluating global energy security performances using an integrated PCA/DEA-AR technique. Sustain Energy Technol Assess 45:101041. https://doi.org/10.1016/j.seta.2021.101041
Wu SD, Golbasi H (2004) Multi-item, multi-facility supply chain planning: Models, complexities, and algorithms. Comput Optim Appl 28(3):325–356. https://doi.org/10.1023/B:COAP.0000033967.18695.9d
Xin L, Lang S, Mishra AR (2022) Evaluate the challenges of sustainable supply chain 4.0 implementation under the circular economy concept using new decision making approach. Oper Manag Res 1–20. https://doi.org/10.1007/s12063-021-00243-
Yu P, Lee JH (2013) A hybrid approach using two-level SOM and combined AHP rating and AHP/DEA-AR method for selecting optimal promising emerging technology. Expert Syst Appl 40(1):300–314. https://doi.org/10.1016/j.eswa.2012.07.043
Zhou Z, Yang W, Ma C, Liu W (2010) A comment on “A comment on ‘A fuzzy DEA/AR approach to the selection of flexible manufacturing systems”’and “A fuzzy DEA/AR approach to the selection of flexible manufacturing systems.” Comput Ind Eng 59(4):1019–1021. https://doi.org/10.1016/j.cie.2010.07.027
Zhou Z, Zhao L, Lui S, Ma C (2012) A generalized fuzzy DEA/AR performance assessment model. Math Comput Model 55(11–12):2117–2128. https://doi.org/10.1016/j.mcm.2012.01.017
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors did not receive support from any organization for the submitted work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
1.1 Decision Variables
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Naji Nasrabadi Yazd, S.A., Salamirad, A., Kheybari, S. et al. An efficiency-based aggregate production planning model for multi-line manufacturing systems. Oper Manag Res 16, 2008–2024 (2023). https://doi.org/10.1007/s12063-023-00381-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12063-023-00381-0