
Abstract
High concentrations of fermentable sugars are a demand for economical bioethanol production. A single process strategy cannot comprehensively solve the limiting factors in high-solid enzymatic hydrolysis. The multiple intensification strategies in this study achieved the goal of preparing high-concentration fermentable sugars of corn stalk with high solid loading and low enzyme loading. First, steam explosion pretreatment enhanced the hydrophilicity of substrates and enzymatic accessibility. Second, periodic peristalsis was used to improve the mass transfer efficiency and short the liquefaction time. Additionally, fed-batch feeding and enzyme reduced the enzyme loading. Ultimately, the intensification strategies above showed that the highest fermentable sugar content was 313.8 g/L with a solids loading as much as 50% (w/w) and enzyme loading as low as 12.5 FPU/g DM. Thus, these multiple intensification strategies were promising in the high-solid enzymatic hydrolysis of steam-exploded lignocellulose.
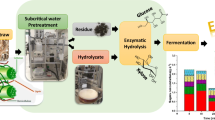
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Bioethanol from lignocellulose was an environmentally friendly energy source with abundant resources and renewable characteristics [1,2,3]. Reducing the costs of production was the purpose of the current research on bioethanol worldwide. The measures included increasing feed-stock pretreatment efficiency, shortening conversion time, reducing the enzyme loading, and improving enzymatic hydrolysis efficiency [4,5,6]. The concentration of fermentable sugars more than 8% and the initial solid loading above 20% had economic advantages of bioethanol production [7,8,9]. High sugar content was a prerequisite for improving the economics of bioethanol because it reduces material loss, energy consumption and the burden of equipment [10]. High solids enzymatic hydrolysis has the advantages of higher sugar concentrations, lower operating costs and less equipment input [11]. However, these systems had difficulty in heat and mass transfer, high energy consumption, and low conversion efficiency. Therefore, different intensification strategies had been developed to overcome high solids enzymatic hydrolysis disadvantages, promote efficiency and prepare high concentrations of fermentable sugars [7].
At present, the steam explosion had been considered a common pretreatment technology. The key step of steam explosion was to loosen the tight structure of biomass through physical tearing and chemical hydrolyzing effects [12]. On the macrostructure, steam explosion promoted the formation of porous structures and increased the reactive specific surface area, thereby increasing the mass transfer rate and accessibility of enzymes [8]. On the microstructure, steam explosion pretreatment could cause the hydrogen bond fracture, hemicellulose degradation, and cellulase reaction site exposure, thereby promoting enzymatic digestibility [13]. The steam explosion pretreatment removed hemicellulose and increased the surface area of cellulose hydrolysis [14].
Previous studies had shown that periodic peristalsis was an effective intensification strategy that was designed based on the principle of bionics and simulates the digestion system in the rumen [15]. Taking the periodic peristalsis normal force as the source, the raw materials in the reaction tank were extruded by steel balls, so as to achieve the purpose of strengthening in enzymatic hydrolysis. The function of periodic peristalsis was to reduce the restriction of water and improve the performance of high solids enzymatic hydrolysis. Periodic peristalsis was applicable to high solids enzymatic hydrolysis systems and could overcome difficulties such as porous heterogeneity and poor liquidity of substrates [16]. Periodic peristalsis reduced the inhibition of mass and heat transfer, promoted the accessibility of enzymes, and increased the rate of substrate degradation [17]. Steam explosion coupling with periodic peristalsis could remarkably enhance all-inclusive polysaccharide enzymatic digestibility. Glucan and xylan digestibility reached approximately 97% and 87%, respectively [18]. In addition, periodic peristalsis increased the acetone-butanol-ethanol productivity by 44.8% in the high solids simultaneous saccharification and fermentation process when the period of batch fermentation was shortened by 22% [19]. Although periodic peristalsis significantly improved the enzymatic hydrolysis efficiency, the viscosity, shear stress and water constraint sharply increased with solid loading, which led to a decrease in the mass transfer efficiency and sugar conversion. In addition, when the solid loading was higher than 24% (w/w), the liquefaction process lasted over 24 h due to mass transfer limitations [7, 15].
The increase in sugar concentration was affected by multiple factors, such as solid loading, viscosity and enzyme loading. As the solid loading increased during high solids enzymatic hydrolysis, product inhibition became more obvious with increasing fermentable sugar concentration. Compared with the one-step batch process, the fed-batch process could improve the efficiency of high solids enzymatic hydrolysis by reducing the initial viscosity at high solids loading [20]. Additionally, the fed-batch process could take advantage of excessive enzyme loading and reduce the inhibition effect. On the other hand, the excessive enzyme loading and massive residues of raw material could not be ignored in high solids enzymatic hydrolysis, which could be eliminated by fed-batch enzymes. Therefore, fed-batch feeding and enzymes should be evaluated at the same time to balance efficiency and cost. In short, eliminating the effects of feedback inhibition, reducing the enzyme load, increasing substrate utilization, and increasing the efficiency of enzymatic hydrolysis were effective ways to improve the economy of enzyme hydrolysis [11]. In conclusion, according to Table 1, the advantages of single process strategy had been thoroughly studied, which promoting the fermentable sugars preparation of lignocellulose in high solids enzymatic hydrolysis. However, there was lack of the evaluation about the coupling effect.
Since a single process strategy could not well increase the concentration of fermentable sugars in high solids enzymatic hydrolysis, multiple enhancement strategies were needed to enhance high solids enzymatic hydrolysis efficiency. Currently, the combined intensification strategies of high solids enzymatic hydrolysis had partly increased the mass transfer efficiency, reduced the energy consumption of mixing, and improved the concentration of fermented sugars [21,22,23,24]. However, the efficiency of high solids enzymatic hydrolysis had not reached a new breakthrough, thereby limiting the further increase in the concentration of fermented sugars. This study intended to multiply the intensification strategies, which included steam explosion pretreatment, periodic peristalsis process, fed-batch feeding and enzyme, aiming to prepare high concentrations of fermentable sugars by enhancing the efficiency of high solids enzymatic hydrolysis.
Materials and Methods
Raw Materials and Steam Explosion Pretreatment
Corn stalk was provided by Chinese Academy of Agricultural Sciences in Beijing and stored dry at room temperature. The corn stalk was cut to a length of 2–3 cm after drying and then stored at room temperature for later research. Enzyme preparation Cellic CTec2 was kindly provided by Novozymes (China) Investment Co., Ltd. (Beijing, China), in which cellulase activity was 100 FPU/mL, and the β-glucosidase activity was 1290 IU/mL.
The steam explosion tank was designed by our research group [25]. Before pretreatment, the corn stalk was adjusted to 15% moisture content with distilled water. The corn stalk was placed in a steam explosion tank, and the steam explosion pretreatment condition was 1.0 MPa for 10 min. The steam was saturated and the temperature was 180℃. After the steam explosion, the corn stalk was fully washed by using 1:10 (w/w) distilled water and dried at room temperature. The steam exploded corn stalk was pulverized and passed through 20 mesh sieve (pore size of 850 μm).
Based on the laboratory analysis protocol of the National Renewable Energy Laboratory, Colorado, USA [26], the cellulose, hemicellulose, lignin and ash contents of corn stalk before and after pretreatment were determined. The determination of principal component content and the correction of cellulose and hemicellulose contents were performed according to Laboratory Analytical Procedure.
Enzymatic Hydrolysis Experiments
Three grams of steam exploded corn stalk powder was weighed. Cellulase and citric acid buffer at pH 4.8 were added to adjust the solid loading. Fed-batch feeding was according to the change of viscosity in enzymatic hydrolysis. The viscosity of the system was measured regularly with a viscometer. When the viscosity dropped to the lowest point, fed-batch feeding was carried out at this stage. According to the previous research of our group, we determined the time of enzyme supplement. The initial solid loading and enzyme loading was 20% (w/w) and 25 FPU/g DM, respectively. The amount of fed-batch feeding was 3 g each time in enzymatic hydrolysis time of 6 h/24 h/60 h. The fed-batch enzyme was 12.5 FPU/g DM each time at an enzymatic hydrolysis time of 24 h/60 h.
The total solid loading was 12 g, and the total enzyme loading was 150 FPU. The final enzyme loading was the ratio of enzyme to solid loading, which was calculated as 12.5 FPU/g DM.
The substrate and enzyme were packaged with transparent silicone bags, which included sealing devices. The container was incubated vertically in a 50 °C water bath under the condition of a periodic peristalsis enzymatic hydrolysis reaction system developed by our laboratory. The periodic peristaltic enzyme hydrolysis reactor was an enzyme hydrolysis tank attached with four peristaltic arms connected to the ball, which were driven by motor [15]. The operating parameters of periodic peristalsis were set at 80 rpm. Under the same conditions, the control group used standing state or shaken (200 rpm) as an intensified strategy. Samples were taken at the specified time for sugar concentration determination and viscosity determination.
The fermentable sugars were determined by a high-performance liquid chromatography system (HPLC, Agilent Technologies, USA) equipped with a refractive index detector and a Bio–Rad Aminex HPX-87 H column (Bio–Rad, Hercules, CA, USA) [27]. The column temperature was maintained at 40 °C using 5 mM H2SO4 as the mobile phase with a flow rate of 0.6 mL/min. Since the main sugar products after the enzymatic hydrolysis of steam-exploded corn stalk were glucose and xylose, and the content of arabinose had little influence on the enzymatic hydrolysis yield, so the arabinose content was omitted in the calculation. The enzymatic hydrolysis yield was calculated by the following formula:
The final concentration of fermentable sugars was calculated by the following equation:
Where W was the weight of raw material, g; C was the content of cellulose and hemicellulose, %; E was the enzymatic hydrolysis yields, %; V was the volume of enzymatic hydrolysate collected, mL.
Time Domain Nuclear Magnetic Resonance (TD-NMR) Measurement
TD-NMR analyses were conducted by using a NIUMAN NMI20-Analyst with a 0.05 T Tesla permanent magnet (2 MHz proton resonance frequency). Samples were added to NMR quartz tubes and placed in the sample cell for TD-NMR. Spin-spin relaxation time (T2) was used to study the water within samples, depending on the environment of hydrogen nuclei in the samples. The determination of T2 was conducted by the Carr-Purcell-Meiboom-Gill (CPMG) sequence. For the assignment of water pool distributions in enzymatic hydrolysis, the mixture was mixed well and then analyzed by TD-NMR [16].
Rheological Analysis
The apparent viscosity of the enzymatic hydrolysis system was measured by a DV2TLVTJ0 (Brookfield, USA) viscometer at a specific time during hydrolysis. The rotor speed was 200 rpm, and each sample was tested 3 times to ensure repeatability.
Statistical Analysis
The experimental data was analyzed in triplicate and expressed as average values ± standard deviation. Statistical analysis of the results was performed to determine the significant difference in selected data using Origin 8.0 (OriginLab, USA). For all analyses, statistical significance was defined as p < 0.05.
Results and Discussion
Comparison of Strategies for Preparing High Concentrations of Fermentable Sugars
The development of individual process step was not enough to achieve an economical and environmental utilization of lignocellulose. Thus, breakthroughs needed to be made in the process integration [1]. High solids enzymatic hydrolysis had the advantages of high product concentration, water savings, low energy and cost reduction from lignocellulosic biomass. However, the increase in solid loading would worsen the rheological properties, resulting in heat/mass transfer limitations and higher mixing energy [28]. Therefore, process integration was the inevitable development trend of high solids enzymatic hydrolysis to prepare high concentration fermentable sugars. As shown in Fig. 1, there were coupling and coordination effects among multiple intensification strategies. The synergy between steam explosion and periodic peristalsis reduced energy consumption. The main effect of coupling fed-batch feeding on periodic peristalsis was shortening the cycle time and improving the efficiency. The purpose of fed-batch feeding and enzyme were to improve substrate utilization. The raw materials used for enzymatic hydrolysis pretreated by steam explosion were beneficial to improve enzymatic utilization. In short, the effects of multiple intensification strategies were mutually promoting and coupled. Multiple intensification strategies had formed a cycle of promoting high solids enzymatic hydrolysis to produce fermentable sugars.

Coupling relationship between multiple enhancement strategies in high solids enzymatic hydrolysis of lignocellulose
In Table 2, different strategies for the preparation of fermentable sugars were compared. The parameters of comparison included raw materials, particle size, component, pretreatment methods, solids loading, enzymatic hydrolysis conditions and fermentable sugar concentration. In the process of preparing fermentable sugar from lignocellulose, solid loading, enzyme loading and sugar concentration were general key indicators. In contrast, 313.8 g/L fermentable sugar was currently a higher yield in this study compared with other intensification strategies. At the same time, the solid loading was as high as 50% (w/w), and the enzyme loading was as low as 12.5 FPU/g DM. The multiple intensification strategies of high-concentration fermentable sugars established in this study had certain advantages in high solids enzymatic hydrolysis.
Steam Explosion Pretreatment Enhanced Enzymatic Hydrolysis Accessibility
Biomass biorefinery technologies were still facing technical and economic challenges. The natural recalcitrance of biomass toward destruction and bioconversion was due to the tough physical structure and defensive system built by lignin against damage [32]. To enhance the accessibility of enzymes to solid substrates, steam explosion pretreatment has been applied to destroy the compact structure of lignocellulose.
The components of corn stalk were compared in the untreated group and the steam explosion pretreatment group. The results (in Table 3) showed that after steam explosion pretreatment, the relative content of cellulose increased by 19%, while that of hemicellulose and lignin decreased by 39% and 8%, respectively. Pretreatment had a positive effect on the enrichment of cellulose. Cellulose enrichment referred to the percentage increase with other components being removed in the cell wall. Therefore, the removal amount of components was proportional to the surface area and exposure of cellulose in enzymatic hydrolysis [33]. The removal of hemicellulose not only reduced the polysaccharide content of the substrate but also destroyed the lignin-carbohydrate complex structure combined with lignin [34]. The smaller degradation of lignin after steam explosion pretreatment avoided the inhibition of enzyme activity by degradation products (phenolic acids containing phenyl rings) [8]. Therefore, the steam explosion pretreatment removed part of the hemicellulose and increased the relative content of cellulose, which was beneficial to the enzymatic hydrolysis process and the production of high-concentration sugars.
Figure 2 shows the water holding capacity of corn stalk in the control group and the steam explosion pretreatment group under different solid loadings. More than 1/4 of the material was in the floating state in the control group and had obvious layering, while the material in the steam explosion group was completely mixed with water. Compared to the control group, the increase in absorbed water molecules in the steam explosion group was due to the destruction of the corn stalk structure, which exposed more hydrophilic groups (such as hydroxyl groups) on the surface [35, 36]. The enhanced hydrogen bonding between steam-exploded corn stalk and water led to enhanced hydrophilicity.

Water holding capacity and water pool transition of corn stalk before (A) and after (B) steam explosion pretreatment. Steam explosion pretreatment condition was at 1.0 MPa for 10 min with 15%, 20%, 25% and 30% (w/w) solid loading (CG: Control group, SL: Solid loading, SE: Steam explosion group)
Corn stalk was a typical porous structure biomass. Since the porous structure was composed of countless micropores, the water holding capacity of corn stalk before and after the steam explosion could be investigated from the water distribution in the pores. Studies had confirmed multiple T2 relaxation times of solid samples by TD-NMR, indicating that multiple proportions of water pools were determined by the corresponding water [16]. The index area ratio corresponding to different transverse relaxation times was defined as the content ratio of different moisture states [15]. The bound water (relaxation time was 0–10 ms) was the part of water that tightly and stably combined with the macromolecular substance. The relaxation time of the NMR-T2 curve gradually moved forward as the solid loading increased, indicating the degree of decrease in moisture freedom. In Fig. 2, the peak area of bound water increased obviously in the steam explosion group compared to the control group. More air and water would remain in hygroscopic porous materials, which indicated that pores with various apertures of steam-exploded corn stalk had increased [37]. Because the difference in water distribution was not significant, partial overlaps of some lines were shown at a certain scale. Figure 2A shows that the water holding capacity of the raw materials did not change with increasing solid loading at 25% and 33% and reached fiber saturation equilibrium. After the steam explosion, the overlapping part of the curve was 20% and 25% solid loading (Fig. 2B). This result indicated a significant effect on the porosity and water holding capacity of the raw materials. Pretreatment increased the fiber saturation of raw materials. At the same time, the difference in capillary water distribution between high and low solid contents of steam exploded straw was larger than that of raw materials. Corresponded with the photos in Fig. 2, which explained the phenomenon that a higher water holding capacity of steam exploded corn stalk compared to the control group.
In addition, the structure and surface morphology of substrates would be fluffy and coarse after steam explosion pretreatment. These structural changes would increase the available surface area of the substrate, exposing more sites to act with cellulase; therefore, cellulose conversion yields would improve [32, 36]. Therefore, steam explosion pretreatment was recognized as a relatively clean, efficient, low-cost and mature technology. However, steam explosion pretreatment could not solve the problem of mass transfer in high solids enzymatic hydrolysis individually. The energy consumption of over and repetitive steam explosion pretreatment would increase production costs. Therefore, the application of exogenous forces in high solids loading to promote enzymatic hydrolysis efficiency was necessary after the steam explosion pretreatment.
Periodic Peristalsis Improved the Mass Transfer Efficiency
Water presents with different states and locations in enzymatic hydrolysis systems [38]. When the solids loading reached 20%, there was almost no free water existed in the substrate. The water pool interaction with lignocellulose limited the T2 relaxation time and mass transfer efficiency, especially under high solids loading conditions. In high solids enzymatic hydrolysis, it was essential to improve the conversion of saccharification based on steam exploded materials. Periodic peristalsis was applicable for high solids enzymatic hydrolysis systems due to overcoming the mass transfer difficulties [16].
As Fig. 3 indicates that periodic peristalsis was an effective intensification strategy, which obviously improved the enzymatic hydrolysis efficiency and sugar concentration. Compared with the static state and incubator shaker, the concentration of fermentable sugars by periodic peristalsis increased by 57.5% and 37.5%, respectively. It was indicated that the principle of periodic peristalsis simulating the digestion system in the rumen was appropriate for high solids enzymatic hydrolysis [16]. Compared with simultaneous attrition of cellulose in an attritor containing stainlesssteel beads [39], low frequency periodic peristalsis not only increased the accessibility of the reaction, but also reduced the loss of enzyme activity. In addition, although in an attrition bioreactor combined with an aqueous two-phase system could improve the stability of cellulase [40], and the cost of consumables and devices for periodic peristalsis had more advantages while improving the efficiency of enzymatic hydrolysis.

Comparison of fermentable sugar preparation of steam exploded corn stalk with static state, incubator shaker and periodic peristalsis(Enzymatic hydrolysis conditions were 50 ℃ with 20% (w/w) solid loading and enzyme loading of 30 FPU/g DM)
In addition, the effect of periodic peristalsis on high solids enzymatic hydrolysis with different solid loadings was investigated. Table 4 shows that the enzymatic hydrolysis yield decreased and the viscosity of the enzymatic hydrolysis system increased as the solid loading increased. However, the fermentable sugar concentration was not affected by solid loading. At enzymatic hydrolysis for 48 h, the viscosity of 33% (w/w) solid loading increased by 3.6 times and 6.7 times compared with 25% (w/w) and 20% (w/w) solid loading. Conversely, the enzymatic hydrolysis yield of 33% (w/w) solids loading decreased by 59% and 30% compared with 25% (w/w) and 20% (w/w) solids loading. In addition, the difference in fermentable sugar concentrations between 25% and 33% solid loadings was within 5 g/L during enzymatic hydrolysis. With increasing solid loading, the concentration of fermentable sugar was lower at different detection points. Compared with low solid loading (20%), the fermentable sugar concentration of high solids loading (25% and 33%) decreased by ~ 20%. The variation in fermentable sugar concentration indicated that periodic peristalsis had an obvious strengthening effect on low solids loading. With the increase in solid loading, the effect of periodic peristalsis was limited. Although high solids loading (> 20%) could provide more reactive substrates, the increase in viscosity and shear stress affected the efficiency and cost of enzymatic hydrolysis [41]. The results were similar to those of previous studies, in which a solid loading higher than 24% resulted in poor enzyme-substrate interactions due to mass transfer limitations [7].
Fed-Batch Feeding Increased the Substrate Utilization
The preparation of high concentration fermentable sugar was necessary to obtain high bioethanol yield. It could shorten the fermentation time, save energy consumption and reduce the cost of separation [4]. To improve the fermentable sugars concentration in high solids enzymatic hydrolysis, fed-batch feeding was combined with periodic peristalsis. The time of fed-batch feeding was based on the change in enzymatic hydrolysis yield and viscosity. Figure 4 shows that the concentration of fermentable sugars was 237.5 g/L, and the viscosity approached zero at 96 h of enzymatic hydrolysis. A 20% solid loading and an enzyme loading of 50 FPU/g DM were added once to the initial substrate to maintain the high activity of the enzymatic hydrolysis. With increasing enzymatic hydrolysis time, the hydrolysis rate increased linearly within 6 h. The viscosity of the enzymatic hydrolysis showed a rapid decreasing trend within 6 h. The decrease in viscosity indicated that the proportion of free water in the system increased and the proportion of bound water decreased gradually. In addition, more free water and capillary water were driven by periodic peristalsis. However, the decrease in viscosity also implied that the content of the substrate would be reduced, thus limiting the increase in the sugar concentration. To maintain the system’s solid loading, 20% (w/w) DM was added at 4 and 12 h during enzymatic hydrolysis. Considering the effect of viscosity and water holding capacity on the enzymatic hydrolysis rate, periodic peristalsis was applied to continuously enhance fed-batch enzymatic hydrolysis.

The high solids enzymatic hydrolysis of steam exploded corn stalk with fed-batch feeding and periodic peristalsis (Enzymatic hydrolysis conditions: 20% (w/w) solid loading, enzyme loading of 50 FPU/g DM, peristaltic frequency of 80 rpm. The fed-batch feeding was initial mass each time)
Fed-batch feeding reduced the solid loading and viscosity of the reaction system, which was beneficial to the reduction of mass transfer energy consumption [16, 20]. From Fig. 4, the viscosity of the enzymatic hydrolysis changed as the enzymatic hydrolysis time increased. The viscosity of the enzymatic hydrolysis was reduced by 5.4 times and 3.9 times after two fed-batch feeds. The fermentable sugar concentrations were increased by 50.1% and 13.6%, respectively. With the degradation of cellulose and hemicellulose, the viscosity and water holding capacity of the substrate gradually decreased. The decomposed sugars dissolved in water, resulting in a gradual decrease in the viscosity of the enzymatic hydrolysis and a gradual increase in fluidity [42]. At the same time, the assistance of periodic peristalsis could promote liquefaction and shorten the reaction time of the system, thus achieving high solids enzymatic hydrolysis efficiency [17].
Fed-batch feeding could solve the problems in high solids enzymatic hydrolysis, such as initial rapid liquefaction and solid particle size reduction [20, 43]. In addition, fed-batch feeding would increase the solid loading and maintain the viscosity of the system until 24 h [13]. The decrease in viscosity or yield stress improved the hydrolysis efficiency, especially in high solids enzymatic hydrolyses [44]. Therefore, the multiple intensification strategies of fed-batch feeding and periodic peristalsis were more effective for steam-exploded corn stalk.
Fed-Batch Enzyme Reduced the Enzyme Loading
The economy of the bioethanol process depended on the fermentable sugar concentration and ideally required a solid loading of 50% (w/w) [8]. Fed-batch feeding could increase the total solids loading of the high solids enzymatic hydrolysis, but it was still difficult to achieve 50% (w/w) solids loading [23, 31]. Periodic peristalsis mainly released bound water, increased the mass transfer efficiency and improved enzyme accessibility, especially during 24 h of high solids enzymatic hydrolysis. However, in the late stage of enzymatic hydrolysis, almost no more free monosaccharides appeared. Therefore, fed-batch enzyme could improve excessive enzyme loading and massive residues of raw material. In Fig. 5, the time points of fed-batch feeding and enzyme were determined based on the change of viscosity.

The high solids enzymatic hydrolysis of steam exploded corn stalk with multiple intensification strategies, which included periodic peristalsis, fed-batch feeding and enzyme (Enzymatic hydrolysis conditions: 20% (w/w) solid loading, initial mass was 3 g, initial enzyme loading of 25 FPU/g DM, peristaltic frequency of 80 rpm. The fed-batch feeding was initial mass each time. The fed-batch enzyme was 12.5 FPU/g DM each time)
Viscosity was the main indexes of rheological properties, which play a key role during high solids enzymatic hydrolysis. Viscosity could be used to characterize the enzymatic hydrolysis process [28]. And the particle size and rheological properties of the slurry viscosity were basically unchanged after reaching the pumpable state[45]. At this point, solid loading is no longer the limiting factor for enzymatic hydrolysis. Therefore, in order to improve the utilization rate of enzyme and raw material, fed-batch feeding was carried out in this stage. In addition, cellulase activity of periodic high-frequency vibration decreased significantly at 6–72 h[30]. According to the downward trend of enzyme activity, the stability of enzymatic hydrolysis efficiency was maintained by fed-batch enzyme. The same amount (20% w/w) of steam-exploded corn stalk was added at 6 h/24 h/60 h. Half of the initial enzyme was added at 24 h/60 h. The initial state of the raw material was a larger particle solid; then the particle size rapidly decreased during enzymatic hydrolysis, while the viscosity coefficient decreased accordingly. When the first fed-batch feeding was finished, the viscosity coefficient increased rapidly, but the solid particles at this time were not as large as the initial particle size [46]. The viscosity at this time was 47.5% lower than that at the initial stage. After 24 h of enzymatic hydrolysis, when the solid matrix was turned into a slurry, there was secondary fed-batch feeding and enzyme. Within 12 h, a solid–liquid mixture appeared in the enzymatic hydrolysis, and the viscosity rapidly decreased by 65.2%. After 60 h of enzymatic hydrolysis, the final fed-batch feeding and enzyme proceeded. During enzymatic hydrolysis, a certain amount of enzymes existed in the supernatant, and fed-batch feeding could take full advantage of these enzymes. Through comparison, the addition of enzyme one time had advantages in a short period of time, but as enzymatic hydrolysis progressed, the fed-batch enzyme had certain advantages [7]. Through Fed-batch enzymatic hydrolysis process, the added amount of the enzyme decreased by halve, which could maintain the stability of enzyme activity. In addition, the viscosity coefficient remained stable after 84 h until the end of enzymatic hydrolysis, while the concentration of fermentable sugars increased steadily. Finally, the conversion rate of fermentable sugars was 47%. Fermentable sugar concentrations of 313.8 g/L were obtained from the high solids enzymatic hydrolysis system with 50% (w/w) solid loading and an enzyme loading of 12.5 FPU/g DM.
Conclusions
In this work, multiple intensification strategies improved the high solids enzymatic hydrolysis efficiency of steam-exploded corn stalk. The multiple intensification strategies included steam explosion, periodic peristalsis, fed-batch feeding and enzyme, being based on the change of solids loading and viscosity. The enhancing effect of steam explosion was enzymatic hydrolysis reaction accessibility, while the liquefaction time was shortened by periodic peristalsis. Moreover, increasing solid loading and reducing enzyme loading were achieved through fed-batch feeding and enzyme. Finally, the fermentable sugars concentration from this study was currently a higher value (313.8 g/L) in high solids enzymatic hydrolysis with high solids loading (50%) and low enzyme loading (12.5 FPU/g DM). In summary, these multiple intensification strategies achieved the goal of preparing high-concentration fermentable sugars in high solids loading system with saving enzyme loading. Thus, multiple intensification strategies had advantages in preparing high concentrations of fermentable sugars with high solids enzymatic hydrolysis.
Data Availability
All data generated and analyzed during this study are included in this article.
References
Chen, H. Z., & Qiu, W. H. (2010). Key technologies for bioethanol production from lignocellulose. Biotechnology Advances, 28, 556–562
Zhao, J., & Wu, X. (2021). Potential of wheat milling byproducts to produce fermentable sugars via mild ethanol–alkaline pretreatment. ACS Sustainable Chemistry & Engineering, 9, 3626–3632
Olsson, L., & Hahn-Hägerdal, B. (1996). Fermentation of lignocellulosic hydrolysates for ethanol production. Enyzme and Microbial Technology, 18, 312–331
Bhutto, A. W., Qureshi, K., Harijan, K., Abro, R., Abbas, T., Bazmi, A. A., & Yu, G. (2017). Insight into progress in pre-treatment of lignocellulosic biomass. Energy, 122, 724–745
Tocco, D., Carucci, C., Monduzzi, M., Salis, A., & Sanjust, E. (2021). Recent developments in the delignification and exploitation of grass lignocellulosic biomass. ACS Sustainable Chemistry & Engineering, 9, 2412–2432
Li, Y., Bhagwat, S. S., Cortés-Pea, Y. R., & Ki, D. (2021). Sustainable lactic acid production from lignocellulosic biomass. ACS Sustainable Chemistry & Engineering, 9, 1341–1351
Silva, A. S. A. D., Espinheira, R. P., Teixeira, R. S. S., de Souza, M. F., Ferreira-Leitão, V., & Bon, E. P. S. (2020). Constraints and advances in high-solids enzymatic hydrolysis of lignocellulosic biomass: a critical review. Biotechnology for Biofuels, 1, 1–28
Chen, H. Z. (2018). High-solid and multi-phase bioprocess engineering: Theory and practice. Springer
Mohagheghi, A., Tucker, M., Grohmann, K., & Wyman, C. (1992). High solids simultaneous saccharification and fermentation of pretreated wheat straw to ethanol. Applied Biochemistry and Biotechnology, 33, 67–81
Zhang, Y. P., Oates, L. G., Serate, J., Xie, D., Pohlmann, E., Bukhman, Y. V., & Eilert, D. (2018). Diverse lignocellulosic feedstocks can achieve high field-scale ethanol yields while providing flexibility for the biorefinery and landscape‐level environmental benefits. GCB Bioenergy, 10, 825–840
Chen, H. Z. (2017). Enzymatic hydrolysis of lignocellulosic biomass from low to high solids loading. Engineering in Life Sciences, 17, 489–499
Khatun, M. H. A., Wang, L., Zhao, J. Y., & Chen, H. Z. (2019). Tissue fractionation of corn stover through steam explosion-assisted mechanical carding: Its effect on enzymatic hydrolysis and pulping. Biomass and Bioenergy, 122, 109–116
Chen, H. Z. (2015). Gas Explosion Technology and Biomass Refinery. Springer
Rezania, S., Oryani, B., Cho, J., Talaiekhozani, A., Sabbagh, F., Hashemi, B. … Mohammadi, A. A. (2020). Different pretreatment technologies of lignocellulosic biomass for bioethanol production: An overview. Energy, 199
Liu, Z. H., & Chen, H. Z. (2016). Periodic peristalsis releasing constrained water in high solids enzymatic hydrolysis of steam exploded corn stover. Bioresource Technology, 205, 142–152
Liu, Z. H., & Chen, H. Z. (2016). Periodic peristalsis enhancing the high solids enzymatic hydrolysis performance of steam exploded corn stover biomass. Biomass and Bioenergy, 93, 13–24
Li, J. W., & Wang, L. (2016). Periodic peristalsis increasing acetone-butanol-ethanol productivity during simultaneous saccharification and fermentation of steam-exploded corn straw. Journal of Bioscience and Bioengineering, 122, 620–626
Khatun, M. H. A., Wang, L., & Chen, H. (2020). High solids all-inclusive polysaccharide hydrolysis of steam-exploded corn pericarp by periodic peristalsis. Carbohydrate Polymers, 246, 116483
Li, J., Wang, L., & Chen, H. (2016). Periodic peristalsis increasing acetone-butanol-ethanol productivity during simultaneous saccharification and fermentation of steam-exploded corn straw. Journal of Bioscience and Bioengineering, 122, 620–626
Modenbach, A. A. (2013). Enzymatic hydrolysis of biomass at high-solids loadings-A review. Biomass and Bioenergy, 56, 526–544
Hong, Y. Y., Wang, Y. T., Zhu, S. M., Luo, X. C., Li, S., Zhuo, M., & Zhou, T. (2019). Improved enzymatic hydrolysis and ethanol production by combined alkaline peroxide and ionic liquid-water mixtures pretreatment of rice straw. Journal of Applied Chemistry and Biotechnology, 94, 1451–1459
Chang, S. Q., Li, W. L., & Zhang, Y. M. (2018). Impact of double alkaline pretreatment on enzymatic hydrolysis of palm fibre. Carbon Resources Conversion, 1, 147–152
Gong, Z. W., Wang, X. M., Yuan, W., Wang, Y. N., & Liu, Y. (2020). Fed-batch enzymatic hydrolysis of alkaline organosolv-pretreated corn stover facilitating high concentrations and yields of fermentable sugars for microbial lipid production. Biotechnology for Biofuels, 13, 13
Liu, Y., Guo, L. J., Wang, L. Y., Zhan, W., & Zhou, H. (2017). Irradiation pretreatment facilitates the achievement of high total sugars concentration from lignocellulose biomass. Bioresource Technology, 232, 270–277
Sun, L. L., & Wang, L. (2020). High productivity ethanol from solid-state fermentation of steam-exploded corn stover using Zymomonas mobilis by N2 periodic pulsation process intensification. Biotechnology and Applied Biochemistry, 192, 466–481.
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., & Crocker, D. (2008). Determination of structural carbohydrates and lignin in biomass. Laboratory Analytical Procedure, 1617, 1–16
Zhao, Q. H., & Wang, L. (2019). Effect of novel pretreatment of steam explosion associated with ammonium sulfite process on enzymatic hydrolysis of corn straw. Applied Biochemistry and Biotechnology, 189, 485–497.
Lu, M. S., Li, J. B., Han, L. J., & Xiao, W. H. (2020). High-solids enzymatic hydrolysis of ball-milled corn stover with reduced slurry viscosity and improved sugar yields. Biotechnology for Biofuels, 13, 1–11
Cai, X., Hu, C., Wang, J., Zeng, X., Luo, J., Li, M., & Zheng, Y. (2021). Efficient high-solids enzymatic hydrolysis of corncobs by an acidic pretreatment and a fed-batch feeding mode. Bioresource Technology, 326, 124768
Zhang, J. T., & Wang, L. (2020). Effect of periodic high-frequency vibration with rigid spheres added on high solids enzymatic hydrolysis of steam-exploded corn straw. Process Biochemistry, 94, 99–109
Mukasekuru, M. R., Kaneza, P., Sun, H., & Sun, F. F. (2020). Fed-batch high-solids enzymatic saccharification of lignocellulosic substrates with a combination of additives and accessory enzymes. Industrial Crops and Products, 146, 112–156
Wang, H. M., Liu, Z., Zheng, X., Pan, X. J., & Zhang, H. (2020). Assessment on Temperature-Pressure Severally Controlled Explosion Pretreatment of Poplar. Carbohydrate Polymers, 230, 115622
Molaverdi, M., & Karimi, K. (2018). Improvement of dry simultaneous saccharification and fermentation of rice straw to high concentration ethanol by sodium carbonate pretreatment. Energy, 167, 654–660
Ricciardi, L., Verboom, W., Lange, J., & Huskens, J. (2021). Selective extraction of xylose from acidic hydrolysate-from fundamentals to process. ACS Sustainable Chemistry & Engineering, 9, 6632–6638
Rastogi, M., & Shrivastava, S. (2017). Recent advances in second generation bioethanol production: An insight to pretreatment, saccharification and fermentation processes. Renewable and Sustainable Energy Reviews, 80, 330–340
Mahajan, R., Chandel, S., Puniya, A. K., & Goel, G. (2020). Effect of pretreatments on cellulosic composition and morphology of pine needle for possible utilization as substrate for anaerobic digestion. Biomass and Bioenergy, 141, 105705
Zhao, C., Zou, Z., Li, J., Jia, H., Liesche, J., Fang, H., & Chen, S. (2017). A novel and efficient bioprocess from steam exploded corn stover to ethanol in the context of on-site cellulase production. Energy, 123, 499–510
Hernández-Beltrán, J. U., & Hernández-Escoto, H. (2018). Enzymatic hydrolysis of biomass at high-solids loadings through fed-batch operation. Biomass and Bioenergy, 119, 191–197
Neilson, M. J., & Kelsey, R. G. (1982). Enhancement of enzymatic hydrolysis by simultaneous attrition of cellulosic substrates. Biotechnology and Bioengineering, 24, 293–304
Tjerneld, F., & Persson, I. (1991). Enzymatic cellulose hydrolysis in an attrition bioreactor combined with an aqueous two-phase system. Biotechnology and Bioengineering, 37, 876
Pimenova, N. V., & Hanley, T. R. (2004). Effect of corn stover concentration on rheological characteristics. Applied Biochemistry and Biotechnology, 114, 347–360
Hou, W. L., & Li, L. (2017). Oxygen transfer in high solids loading and highly viscous lignocellulose hydrolysates. ACS Sustainable Chemistry & Engineering, 5, 11395–11402
Hodge, D. B., Karim, M. N., Schell, D. J., & Mcmillan, J. D. (2009). Model-based fed-batch for high-solids enzymatic cellulose hydrolysis. Applied Biochemistry and Biotechnology, 152, 88–107
Roche, C. M., Dibble, C. J., Knutsen, J. S., & Stickel, J. J. (2009). Particle concentration and yield stress of biomass slurries during enzymatic hydrolysis at high-solids loadings. Biotechnology and Bioengineering, 104, 290–300
Wang, L., Feng, X. Y., Zhang, Y. Z., & Chen, H. Z. (2022). Lignocellulose particle size and rheological properties changes in periodic peristalsis enzymatic hydrolysis at high solids[J]. Biochemical Engineering Journal, 178, 108284
Gong, K. D., Hu, Q., Yao, L., Li, M., Sun, D. Z., Shao, Q., & Guo, Z. H. (2018). Ultrasonic Pretreated Sludge Derived Stable Magnetic Active Carbon for Cr(VI) Removal from Wastewater. ACS Sustainable Chemistry & Engineering, 6, 7283–7291
Funding
This study was financially supported by the National Key R&D Program of China (Grant 2019YFB1503800) and the Transformational Technologies for Clean Energy and Demonstration (Strategic Priority Research Program of the Chinese Academy of Sciences, Grant No. XDA 21060300).
Author information
Authors and Affiliations
Contributions
ML: Writing - original draft, Writing - review & editing.
LW: Funding acquisition, Investigation, Project administration, Supervision, Writing - review & editing.
QZ:Methodology, Data curation, Software.
HC: Conceptualization, Investigation, Supervision, Funding acquisition.
Corresponding author
Ethics declarations
Ethics Approval
Not applicable.
Consent to Participate
Not applicable.
Consent for Publication
All authors consent to publish the manuscript.
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
1. The highest content of fermentable sugars was 313.8 g/L.
2. Steam explosion, periodic peristalsis, fed-batch feeding and enzyme were synergistic.
3. The solid loading of hydrolysis reached as much as 50% (w/w).
4. The enzyme loading reduced as low as 12.5 FPU/g DM.
Rights and permissions
About this article

Cite this article
Li, M., Wang, L., Zhao, Q. et al. High Concentration of Fermentable Sugars Prepared from Steam Exploded Lignocellulose in Periodic Peristalsis Integrated Fed-Batch Enzymatic Hydrolysis. Appl Biochem Biotechnol 194, 5255–5273 (2022). https://doi.org/10.1007/s12010-022-03969-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-022-03969-7