
Abstract
Mixing materials is essential for good strength-to-weight ratio and cost-effectiveness in industrial applications which often requires the use of hybrid materials. The Al–Cu composite is vital in applications such as transformer foil conductors, electrical connections, capacitor foil windings, and heat exchanger tubes. However, joining aluminum (Al) and copper (Cu) components through spot welding presents challenges due to their distinct properties. This study employs Friction Stir Spot Welding (FSSWP) to connect Al and Cu, examining microstructural and mechanical aspects at tool speeds from 1000 to 1500 rpm. Scanning Electron Microscopy images aid in assessing weld quality. Tensile tests on single and double spot-welded specimens reveal that the optimal tool speed is 1500 rpm, with double welds displaying 6.8% higher tensile strength and a crack-free surface. This research suggests double spot-welded specimens as a substitute for pure copper, enhancing performance. Meanwhile, in the realm of finite element analysis using Deform 3D, understanding damage in friction stir welding emphasizes the importance of rotational speed. At 1000 RPM, it influences thermal issues, material flow, and tool wear. Achieving optimal FSW results necessitates precise control, post-weld treatments, and quality management, recognizing that damage levels vary based on material, thickness, and welding conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Because of the significant advantages of Al over Cu, dissimilar metal joints such as aluminum (Al)—copper (Cu) joints are commonly used to replace Cu with Al, specifically in transformer foil conductors, electrical connectors, foil windings in capacitors, and heat exchanger tubes [1]. The new Al section must be linked to the Cu sections in such circumstances. When compared to typical welding processes such as arc welding, high energy density beam welding, and gas welding, the Friction stir spot welding technique (FSSWP) eliminates spot welding faults such as solidification cracking, porosity, excessive heating, and distortion. However, because of variations in mechanical properties and chemical compositions of connecting materials, joining and/or spot welding Al parts to Cu parts poses significant challenges [2]. Furthermore, the combining of Al and Cu is very challenging owing to the creation of brittle intermetallic compounds. However, research on the microstructure and mechanical characteristics of FSSPW specimens is few in the accessible literature. Microstructure and mechanical qualities are investigated in this study at various tool rotating rates ranging from 1000 to 1500 rpm.
This research determines the ideal tool rotational speed for achieving maximal tensile strength with a crack-free spot-welded surface. Wei Zhang et al. [3] evaluated the microstructure of FSSWP of Al–Cu, in which tooth shape configuration was made to join the dissimilar materials. In this configuration, the parent material content in the welded region was tailored to enhance the mixing of the material with an adequate flow rate of material. The strength of the regular butt joint arrangement was compared with that of the new design configuration. The trial-and-error method was used to identify the optimal process parameters of 1500 rotational speed and 30 mm/min welding speed with 0.2 mm depth of penetration of the plunger tool. Scanning electron microscopy images were used to analyze the microstructure of the interface region and joint region. The presence of elements and the formation of phases were analyzed by using an energy dispersive spectrum and X-ray diffraction, respectively. The result revealed that the tooth-shaped joint configuration produced the defect-free spot-welded joint. Moreover, the Al matrix was formed with dense particles at the stir zone which led to the creation of the composite structure. In addition to it, the development of the diffusion layer at the interface region was confirmed by using EDS analysis at both the joint configurations. A combination of Cu and Al elements such as Cu2Al and Cu9Al4 were formed at the interface region due to the high chemical affinity between Cu and Al elements. The tensile test was performed to evaluate the bonding Cu2Al and Cu9Al4 strength of the joints and found that a 9.6 kN load was withstood by the new design configuration. These results were compared to the butt joint which has a 7.9 kN force which was less than a 2 kN load. Moreover, a fracture was initiated in the ductility form and separation of material occurred in the brittle form.
Liu et al. [4] studied butt welding based on the friction stir welding process in which a new type of barrier was configured. In the Cu–Al joint, the bonding strength between the Al–Cu material was enhanced due to the adaption of Al as a barrier material. Moreover, the pin was located in such a way that more Al material mixed in the interface region than the Cu material. An increase in the Al content in the welded region improved the quality of the interface region. The interface region namely chaotic and smooth was found in this barrier method of the FSW process. The results revealed that the offset of the pin for accommodating more Al material than Cu material was limited up the particulate limits. Similarly, the tool rotational speed of the tool reduced the formation of voids up to a certain value. Further increases in the rotational speed of the tool increase the presence of voids and reduced the quality of the welded region. The optimal offset value of the pin produced the higher bonding region of the Al–Cu material [5]. This article explores the effects of Wire Electrical Discharge Machining (WEDM) conditions on the tribological (friction and wear) properties and microstructure of aluminum alloy Al2219 composites reinforced with silicon carbide (SiC) and graphite (Gr) [6]. This study investigates the influence of welding parameters on the martensitic structure, tensile strength, and hardness of SS410 stainless steel using Tungsten Inert Gas (TIG) welding, with a focus on characterizing the microstructure through scanning electron microscopy (SEM) [7]. This article delves into the strain and deformation analysis of AA5052 and AA6061 aluminum alloy samples that were subjected to Friction Stir Welding (FSW). The study also involves a microstructural analysis of the welded samples [8]. This research investigates the influence of machining parameters on thin-walled plate milling, specifically using a fixture equipped with cylindrical support heads, with the aim of optimizing the machining process for improved results [9]. This article focuses on non-traditional tolerance design techniques aimed at reducing machining costs. It discusses innovative approaches for achieving cost-effective manufacturing through tolerance design [10]. This research involves both Deform 3D simulation and experimental investigations of fixtures equipped with support heads, with a goal to enhance understanding and optimization of fixture designs [11]. This article discusses the selection of composite materials for preventing failures in two-wheeler foot brackets. It uses simulation and mathematical modeling to determine the best-suited materials for enhancing safety and durability in this specific application. This study uses ANSYS® to forecast thermal and residual stresses in dissimilar AA5083 and AA6082 welds. The work simulates thermo-mechanical characteristics using a 3-Dimensional Goldak ellipsoidal model with exact boundary conditions. SOLID 70 is used for thermal analysis, SOLID 185 for structural analysis. Radiation and convection are used. The thermal model predicts TIG welding stress along and transverse axes. XRD validation shows excellent agreement between projected and experimental residual stresses. Data values meet yield limitations [12]. TIG and A-TIG procedures are used to compare magnesium alloy AZ61–AM60 welding. For welding pool dynamics, a three-dimensional transient moving heat source model is created and temperature field simulation is done. Analyze how welding parameters affect joint surface quality. Results show TIG welding temperature field distribution asymmetry and molten pool form asymmetry. A-TIG welding with activating flux produces an ingot-shaped molten pool. Experimental validation validates simulation results, enabling welding process parameter optimization in different magnesium alloys [13].
This study explores the application of Friction Stir Spot Welding (FSSW) to connect dissimilar Al–Cu materials in single and double spot configurations. It reveals that FSSW effectively joins these materials, with the double spot weld exhibiting superior durability, minimal defects, and stronger tensile strength. Enhanced diffusion and mechanical interlocking at higher tool rotational speeds (1500 rpm) contribute to well-bonded interfaces. The FSDSW joint's strength surpasses that of the FSSSW joint, with control over rotational speed playing a crucial role in managing microstructure, residual stresses, and mechanical properties. Proper process parameters, tool design, and post-weld treatments are essential for successful welds in industrial applications.
2 Materials and methods
2.1 Material
Al and Cu material, tools, anvil and power supply units are used during the experimental work. Commercially available Al and Cu materials are selected as a parent material to study the microstructure and mechanical properties of the FSSWP process. The chemical compositions of Al and Cu sheets are shown in Tables 1 and 2, respectively. In addition to it, the properties of the Al and Cu sheet are shown in Tables 3 and 4, respectively.
2.2 Tool
The design of the tool in Friction Stir Spot Welding (FSSWP) plays a pivotal role in determining the microstructure and mechanical strength of the resulting welded specimen. The specific characteristics of the tool, including material selection, geometry, and its interaction with spot-welding process parameters, are instrumental in achieving successful welds. In this study, a tool made of H13 material was used. Figure 1 provides a schematic representation of the tool, with the tool head, shoulder, and pin diameters measuring 25 mm, 18 mm, and 5.5 mm, respectively. Their respective lengths are 125 mm, 25 mm, and 5.5 mm, ensuring that the tool can withstand rotational speeds ranging from 1000 to 1500 rpm. Process parameters, such as rotational speed, dwell time, plunge depth, and plunge rate, are crucial in controlling various aspects of the welding process. Among these, rotational speed is the variable of interest in this study, while the other parameters remain constant. The rotational speed significantly influences the generation of frictional heat, which, in turn, impacts material flow. Reduced heat generation can lead to insufficient material flow, resulting in defects like pinholes, voids, inadequate bonding, and reduced bond strength.

Friction stir casting tool parameters and its specifications [14]
Conversely, excessive heat due to friction can enlarge the heat-affected zone, create a coarse grain structure, reduce hardness, and lower tensile strength. Hence, the investigation of spot-welding at different rotational speeds and microstructure analysis is essential to gain a comprehensive understanding of the properties and characteristics of the welded region. This research provides valuable insights into optimizing FSSWP processes for Al–Cu joining and improving the integrity and performance of the welded components. The tool used for this operation is crafted from High-Speed Steel (HSS), specifically M35 grade. The tool features an outer shoulder with a diameter ranging from 20 to 50 mm and a corresponding length. The inner shoulder is designed with a diameter that varies between 12 and 10 mm, coupled with an appropriate length. Additionally, the pin utilized in this process has a diameter within the range of 4 to 4.75 mm and a specified length. The pin exhibits a cylindrical tapered profile to suit the requirements of the task at hand.
3 Experimental procedure
3.1 Selection of process parameters for FSSWP
In the study, dwell time, axial load, overlapping length, rotating speed, single spot and double spot are considered as important process parameters.
3.2 Dwell time
The rotating tool is maintained at the same position for the period of 12 s which was named as dwell time period. This process is performed after the plugging of the tool into workpieces. More quantity of frictional heat is generated as the tool was rotating at the same position. As a result, the materials in the interface region become to plasticize zone that leads to the flow of the material in the required direction Table 5.
3.3 Axial load
The constant load of 7.5 kN is applied along the tool axis direction to penetrate it into the workpiece. The axial load is applied to the tool, in such a way that the tool is retained its stability as well as the movement towards the depth direction.
4 Overlapping length
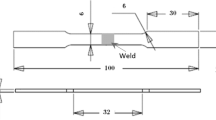
The Al and Cu materials are overlapped for a distance of 30 mm in the case of friction stir single spot-welding process (FSSSWP) whereas 50 mm for friction stir double spot-welding process (FSDSWP). Throughout this study, these distances are denoted as overlapping lengths. These distances are incorporated in the FSSWP to ensure the life of the joint and the elimination of failure due to edge tearing and low bending strength. Figure 1 Represents that the schematic representation of overall view of Tool, Top view of Tool and Front view of Tool.
4.1 Rotational speed
The spindle rotation is varied from 1000 to 1500 rpm at the interval of 250 rpm to analyze the influence of tool rotational speeds on the mechanical properties of the joints. The above mention tool rotational speeds are used to study both processes such as FSSSWP and FSDSWP.
4.2 Single spot
In this study, microstructure and tensile strength are analyzed based on the formation of only one spot welding process. Hear, the dwell time, axial load, overlapping length, and rotating speed are taken as 10 s, 7.5 kN, 30 mm and 1000–1500 rpm, respectively.
4.3 Double spot
In this study, microstructure and tensile strength are analyzed based on the formation of two spot welds with a pitch value of 15 mm distance. Here, the dwell time, axial load, overlapping length, and rotating speed are taken as 10 s, 7.5 kN, 50 mm and 1000–1500 rpm, respectively.
4.4 FSSWP working principal
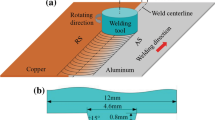
In this experimental work, Spot welding based on the principle of friction stir welding process is done as the traverse movement of the tool was restricted. The overall arrangement of the FSSWP is shown in Fig. 2. Two sheets namely Al and Cu are overlapped and the rotating tool is plugged into the overlapped region of the sheet to induce the spot weld between the Al and Cu materials. Here, an anvil is used for holding the two sheets to ensure the alignment of two sheets and maintain the shoulder to contact with the upper sheet. Different stages of the friction stir spot welding process are shown in Fig. 3. Four stages are followed to complete the FSSWP operation such as Initiating, plugging, dwelling and retracting stages. In initiating stage, the tool approaches the material to make the joint between the Al and Cu parent material (stage 3a). Then, the tool plug into the Cu material and further moves towards the Al material in stage 3b.

a Arrangements of friction stir spot welding process. b Deform 3D Meshed model of FSW tool and the specimen

Different stages of friction stir spot welding process
The dwell time of the 12 s is used to make the material for plastic deformation in stage 3c. As a result, the material becomes softened as well as deformed with a higher strain rate at the plunge stage as well as dwell stage during the spot-welding operation. It leads to the flow of the material in the direction of the tool rotation and mixes well with the nearer regions. Moreover, the materials flow in the direction of axial as well as the circumferential direction that leads to avoiding the formation oxide layer in between the interface region of the two materials. The rotating tool is withdrawn at the end of the welding process after reaching the dwell time period in stage 3d. The factors such as high forging pressure, heating, plasticize material flow, formation of fine-grain structure and development of metallurgical bonging are induced the defect-free joint at the interface region. Moreover, the interaction time of the tool and material affects the heat transfer resulting in the reduction of heating and cooling rate. In addition to it, the plastic deformation of the material is affected by the thermo-mechanical interaction of the material. Recrystallization is occurred at the interface region due to the involvement of heat transfer as well as plastic deformation. Compared to the friction stir welding process, the FSSWP is completed within less period of time which increased the complexity of the process.
The heat produced during the FSSWP operation is calculated by using equation number 1 for the duration of (t2–t1). The parameters t1 and t2 are the tool plugging and withdrawal time. Moreover, he temperature of the anvil increased up to a certain value due to the interaction of the tool with the parent materials.
Figure 3a–d have explained the various stages of FSSWP above. Tool Placement: The FSSW process begins with the precise placement of a rotating tool between the materials to be joined, typically aluminum and copper. Tool Penetration: The rotating tool penetrates the material interface, creating localized friction and generating heat at the spot where welding will occur. Rotation and Stirring: As the tool continues to rotate, it stirs and mechanically mixes the materials without fully melting them. This action creates a plasticized zone where the materials soften for effective bonding. Plasticized Zone Formation: The combination of heat and mechanical stirring results in the formation of a plasticized zone. In this region, the materials exhibit a softened state without undergoing complete melting. Weld Formation: The softened materials are mechanically mixed by the rotating tool, promoting metallurgical bonding between them. The weld is formed in a solid-state process, avoiding the complete melting associated with traditional welding methods. Tool Withdrawal: Once the desired welding has occurred, the rotating tool is withdrawn, leaving behind a solid-state weld joint. The materials cool and re-solidify, forming a robust bond.
5 Results and discussion
5.1 Microstructure examination
Three different rotational speeds of tool namely 1000, 1250 and 1500 rpm are used to spot weld the Al–Cu dissimilar materials at two different configurations such as single and double spot location. The resultant interface regions are analyzed by using SEM images. The interface region of a single and double spot at 1000 rpm rotational speed is shown in Fig. 4a–c, respectively. The presence of cavities in Fig. 4a reveals that the bonding between the Al–Cu interface regions of the FSSSW specimen is broken that leading to form discontinuity at the interface of the single spot-welding region. The defect size of 20 µm width and 50 µm length is observed in Fig. 4b. However, friction stir double spot-welded joint of Al–Cu materials are well formed at the interface regions due to a reduction in the formation of the crack, cavity and induced high metallurgical bonding between the two regions (Fig. 4c) [15].

SEM images of Microstructure of Al–Cu friction stir spot welded specimen at 1000 rpm a Single sport, b Magnified view of single spot specimen, c Double spot
These concerns may be resolved by using appropriate materials, correct clamping systems, and limiting welding vibrations. To ensure high-quality and dependable connections, improving welding settings and circumstances may reduce cavity development in solid-state welds as shown in Fig. 4c. Material incompatibility cavities may weaken welds, causing structural failures and limited joint performance owing to impact effect. Differences in thermal expansion coefficients, melting points, or other material properties can cause voids or cavities when dissimilar materials are welded solidly. If incompatible, a strong bond may not form.
The tensile strength of single and double spots at 1000 rpm rotational speed is tested by a universal tensile test machine and corresponding tensile strength values are found as 26.3 and 40.7 MPa, respectively (Fig. 7). It revealed that the FSDSW joint possess significantly higher tensile strength than that of the FSSSW joint at 1000 rpm rotational speed. Moreover, the tensile force is sheared by two joints in the FSDSW joint which is equal to half of a load of the FSSSW joint. As a result, the strength of the FSDSW joint increased more than that of the FSSSW joint.
Further, the influence of the rotational speed is studied at 1250 rpm. The rotational speed for single and double spot joint are increased by 250 rpm and analyze is take place to evaluate the tensile strength of the joints. The SEM images at the interface region of FSSSW and FSDSW joints at stir friction welding parameters of 1250 rpm rotational speed are shown in Fig. 5a–b, respectively. The interface images of FSSSW (Fig. 5a) at 1250 rpm rotational speed are found as some crack-free surfaces with some broken bonding regions due to improper bonding occurring between the Al-Cu materials. Moreover, metallurgical bonding is formed well in some regions due to an increase in the diffusion rate of material during the welding process than that of the FSSSW at 1000 rpm rotational speed (Fig. 4a). Still, some of the regions possess weakly bonded regions owing to the uneven distribution of material.

SEM images of Microstructure of Al–Cu friction stir spot welded specimen at 1250 rpm a Single spot b Double spot specimen
A superior bonded region is observed in the FSDSW (Fig. 5b) at 1250 rpm rotational speed when compared to FSDSW (Fig. 4c) at 1000 rpm rotational speed [16]. In addition to it, the crack-free metallurgical boning is observed in the FSDSW (Fig. 5b) at 1250 rpm rotational speed when compared to FSSSW (Fig. 5a) at 1250 rpm rotational speed. The tensile test report states that the FSDSW and FSSSW joints at 1250 rpm welding parameters possess 46.1 MPa and 65.4 MPa, respectively (Fig. 7). It reveals that the FSDSW specimen has high metallurgical bonding strength due to the least number of crack and weld defects present in the interface regions. Hence, it has been confirmed that tensile strength and bonding efficiency increase with increasing the number of spot welds.
Thermal and material properties direct material flow toward cavity development. Thermal conductivity, melting temperatures, and fluidity varies for non-ferrous weld materials. Variations may alter how materials respond to heat and pressure during welding. In welding, non-ferrous materials may move and distribute differently due to their viscosity. When welding non-ferrous materials, thermal conductivity and thermal expansion coefficients may vary. Differences may create uneven heating and material flow. Due to uneven flow, non-ferrous material may cause cavities. Aluminum, copper, and magnesium soften and ductile at high temperatures. Solid-state welding causes localized heating from friction, ultrasonic vibrations, or pressure. Under stress, softened non-ferrous material flows or deforms, creating voids in low-resistance areas. When welding non-ferrous materials, thermal conductivity and thermal expansion coefficients may vary. Differences may create uneven heating and material flow. Uneven non-ferrous material flow may produce accumulation and voids.
Finally, the microstructure of the interface region of the FSSSW and FSDSW joint at the welding parameter of 1500 rpm rotational speed is analyzed by using SEM images as shown in Fig. 6a–b. Compared to the FSSSW joint (Fig. 6a), the FSDSW joint (Fig. 6b) had crack-free surfaces. Moreover, better diffusions have occurred at the interface region during the joining of two parent materials leading to an increase in the mechanical interlocking and producing the well-bonded interface structure (Fig. 6c) [17]. Singh and Mehta said this study will determine rotation speed, defects, and welding mechanical properties.

SEM images of Microstructure of Al–Cu friction stir spot welded specimen at 1500 rpm a Single spot b Double spot c Magnified view of double spot specimen
Checking weld quality in SEM images involves a detailed examination of the microstructure, including grain structure, intermetallic phases, and defects like cracks or porosity. Assessing features such as grain size, fusion lines, and surface morphology provides insights into weld integrity. SEM analysis helps identify material characteristics and potential issues affecting the mechanical properties of the weld, contributing to an overall evaluation of weld quality.
This experiment shows that ANN modeling estimates FSW parameters and predicts weld behavior well. Prasad et al. used different currents to TIG weld these plates to make diverse connections, and all of them caused weld bead cracks. This fracture progression matches experimental and predicted tensile residual stresses. The numerical numbers, or experimental data, differ by less than 10% from the simulated stresses. Thus, the simulated model may forecast fractures when mixing the aforesaid aluminum alloys.
In addition to it, an increase in rotational speed from 1250 to 1500 rpm leads to rapid mixing of the parent material that increases the homogeneous distribution of the material in the interface region [18]. The tensile test report states that the FSDSW and FSSSW joints at 1500 rpm welding parameters possessed 82.9 MPa and 88.6 MPa, respectively (Fig. 7) [19]. The universal tensile test results reveal that the FSDSW joint at 1500 rpm rotational parameter possessed the highest tensile strength among the single and double spot-welded specimens at different rotational speeds. The weld bead of different aluminum alloy TIG welding joints showed fractures, according to Sudhakar et al. The fractures matched both predicted and experimental tensile residual stresses within 10%. This confirms the simulated model's ability to forecast welding faults [20].

Tensile strength of Friction stir single and double spot-welded specimens
5.2 Prediction evidences through deform 3D
Finite element analysis (FEA) software like Deform 3D simulates and analyzes material and structural deformation and behavior under diverse scenarios. Deform 3D's "damage percentage" is presumably a material damage or failure analysis or post-processing function. Establish standards for assessing material failure or damage. Choose failure theories such von Mises stress, maximal main stress, or other criteria unique to the material being examined. Your configuration may allow you to observe material damage as a percentage or other quantitative values. Stress or strain limits may be used to determine this. Displacement findings demonstrate how much the material or structure deformed under loads and boundary conditions as mentioned in the Table 6 and the simulation values at various stages are graphcally mentioned in the Fig. 8.

Graphical comparison of simulation output parameters at various steps
The major result of FEA simulations is displacement, which indicates model deformation. Von Mises stress is a scalar value that combines material normal and shear stresses are mentioned in the Table 6. It evaluates material yielding or failure. The stress tensor components (normal and shear stresses) at each material location determine the von Mises stress. It is often used as failure criteria in FEA simulations since it simplifies stress measurement and compares it to yield strength. The von Mises stress may indicate model areas prone to failure or plastic deformation. When analyzing dynamic simulations or transitory events, velocity matters. It indicates how rapidly each structural point is moving throughout the simulation. In impact and vibration analysis, velocities measurements help explain dynamic system motion Table 7.
Calculating the energy during friction stir welding (FSW) involves considering various factors related to the process. Friction stir welding is a solid-state joining process where a rotating, non-consumable tool is used to join two pieces of metal by plasticizing and stirring the material. The energy involved in FSW can be analysed in terms of heat input and mechanical work. The rotating tool generates heat through friction as it moves along the joint line. The torque applied by the tool and its rotational speed contribute to the energy input. The power (P) can be calculated using the formula:
It's important to note that the energy calculation in FSW can be complex and often requires experimental measurements along with theoretical models. Most of the researchers and engineers use various methods as mentioned in the Table 7, including thermal analysis and temperature measurements, to better understand and optimize the FSW process for specific materials and applications. Additionally, numerical simulations and modeling techniques may be employed to estimate the heat distribution and energy input during the welding process as depicts in Fig. 9.

Relationship between Energy and time during FSW
The damage levels of a specimen during friction stir welding (FSW) at a rotational speed of 1000 rpm (rotations per minute) can vary depending on several factors. FSW is a solid-state welding process used to join materials, primarily metals, without melting them. It relies on the mechanical mixing and deformation of the material to create a strong, solid-state bond. The rotational speed of the FSW tool is one of the critical parameters that can affect the welding process and the resulting damage levels in the specimen. In FSW, the rotating tool generates frictional heat due to the contact between the tool and the workpiece. The rotational speed directly affects the amount of heat generated. At 1000 rpm there will be a significant amount of heat generated due to the high-speed rotation, which can lead to thermal damage if not controlled properly as shown in Fig. 10a and b. This heat can potentially cause material softening, recrystallization, or even partial melting, depending on the material and its properties.

a, b Damage levels at the beginning and ending of FSW (speed of 1000 rpm and the load of 7.5 kN)..c, d Displacement at the beginning and ending of FSW (speed of 1000 rpm and the load of 7.5 kN)
The rotational speed also influences the material flow during FSW. At higher speeds, the material is subjected to more intense shear forces and deformation. Here the simulated results shown in Fig. 10c and d mentioned that 3.8 mm of minimum displacement and 11.4 mm of maximum displacement has been predicted based on the energy levels of 18.5 N mm 25.2 N mm. This was attained for the time duration of 18.5 s and 25.3 s. This can result in better mixing of material and improved mechanical properties of the joint. However, excessive material flow can lead to defects such as voids, inclusions, or poor weld quality if not properly managed. In addition to that, the tool used in FSW is subjected to wear and tear due to the high-speed rotation and contact with the workpiece.
At 1000 rpm, the tool will experience higher levels of wear compared to lower rotational speeds. Tool wear can result in reduced welding quality and may introduce contaminants into the weld, affecting its mechanical properties. The heat generated at 1000 rpm and 1500 rpm can lead to microstructural changes in the material near the weld zone. These changes can affect the mechanical properties of the specimen as shown in Figs. 4, 5 and 6. For example, if the material undergoes excessive heating and cooling, it may develop undesirable properties such as increased hardness or brittleness. The rotational speed can influence the magnitude and distribution of residual stresses in the welded specimen. High-speed FSW may introduce higher levels of residual stresses of 607 MPa which is mentioned in the Fig. 11c and d, which can lead to cracking or distortion if not properly managed. To mitigate damage levels and ensure a successful FSW process at 1000–1500 rpm, it's crucial to carefully control process parameters, such as tool design, welding speed, and heat input. Additionally, proper post-weld heat treatment or stress-relief procedures may be necessary to reduce residual stresses and enhance the mechanical properties of the welded joint. The specific damage levels will also depend on the material being welded, its thickness, and the welding conditions, so careful monitoring and quality control are essential. Similarly, the increased heat input and tool wear, reduced welding time, smaller weld zone, risk of overheating are the effects identified due to higher rotational speed of FSW. It's important to note that the optimal rotational speed of 1250 rpm for FSW varies depending on the specific materials being welded, their thickness, and the desired joint properties. Welding parameters should be carefully chosen and adjusted based on experimentation and process knowledge to achieve the desired results. The goal is to balance heat input, material flow, and tool wear to produce high-quality welds.

a, b Velocity at the beginning and ending of FSW (speed of 1000 rpm and the load of 7.5 kN). c, d Effective stress at the beginning and ending of FSW (speed of 1000 rpm and the load of 7.5 kN)
6 Conclusion
In this research work, friction stir spot welding is performed on Al-Cu dissimilar material at two different configurations such as single spot and double spot. The microstructure of the resultant joint region is analyzed using SEM images. Further, the tensile strength of the joint is measured using a universal tensile testing machine and the following conclusions are derived.
-
Join defect-free Al–Cu dissimilar materials via friction stir spot welding. Friction stir double spot welding has less cracks and voids than single spot welding, making it more durable.
-
Better diffusions at the interface during joining of parent materials at 1500 rpm, resulting in increased mechanical interlocking and well-bonded interface structure.
-
FSDSW joint shears tensile force equal to half of FSSSW joint load due to two joints. Thus, the FSDSW joint strengthened more than the FSSSW joint.
-
-
Heat production, material flow, and tool wear depend on friction stir welding (FSW) rotating speed. These parameters must be controlled to avoid heat damage, preserve welding quality, and reduce residual strains. FSW success and excellent mechanical characteristics at 1000–1500 RPM need careful process parameter management and post-weld treatments. Damage levels depend on material, thickness, and welding circumstances, making quality control essential.
-
Rotational speed is crucial in friction stir welding (FSW), affecting tool wear, heat production, and material flow. At higher speeds (1000–1500 rpm), tool wear and heat input may cause microstructural changes in the material, affecting mechanical characteristics and risking residual stress cracking or deformation. Process parameters, tool design, and post-weld treatments must be controlled to avoid these difficulties. Higher rotational speeds increase material flow, which may improve joint characteristics but might cause flaws. The best rotating speed depends on material, thickness, and results. High-quality FSW welds require balancing heat input, material flow, and tool wear.
Availability of data and materials
The data used to support the findings of this study are included in the article. Should further data or information be required, these are available from the corresponding author upon request.
References
Liu, H.J., Shen, J.J., Zhou, L., Zhao, Y.Q., Liu, C.: Kuang LY Microstructural characterisation and mechanical properties of friction stir welded joints of aluminium alloy to copper. Sci. Technol. Weld. Join. 16(1), 92–98 (2011)
Paidar, M., Memon, S., Samusenkov, V.O., Babaei, B., Ojo, O.O.: Friction spot extrusion welding-brazing of copper to aluminum alloy. Mater. Lett. 285, 129160 (2021)
Zhang, W., Shen, Y., Yan, Y., et al.: Microstructure characterization and mechanical behavior of dissimilar friction stir welded Al/Cu couple with different joint configurations. Int. J. Adv. Manuf. Technol. 94, 1021–1030 (2018). https://doi.org/10.1007/s00170-017-0961-2
Liu, H.J., Shen, J.J., Xie, S., Huang, Y.X., Cui, F., Liu, C., Kuang, L.Y.: Weld appearance and microstructural characteristics of friction stir butt barrier welded joints of aluminium alloy to copper. Sci. Technol. Weld. Join. 17, 104–110 (2012)
Babu, R.D., Gurusamy, P., Bejaxhin, A.B.H., Chandramohan, P.: Influences of WEDM constraints on tribological and micro structural depictions of SiC-Gr strengthened Al2219 composites. Tribol. Int. 185, 108478 (2023)
Mahesh, G., Valavan, D., Baskar, N.: A bovas herbert bejaxhin, parameter impacts of martensitic structure on tensile strength and hardness of TIG welded SS410 with characterized SEM consequences. Tehnički vjesnik 30(3), 750–759 (2023)
Prabaharan, T., Reddy, M.B.S., Bejaxhin, H.: A bovas herbert bejaxhin, strain-cum-deformation analysis of friction stir welded AA5052 and AA6061 samples with microstructural analysis. J. Mines Metals Fuels 70, 140 (2022)
Natarajan, M.M., Chinnasamy, B., Alphonse, B.H.B.: Investigation of machining parameters in thin-walled plate milling using a fixture with cylindrical support heads. Strojniški vestnik-J. Mechan. Eng. 68(12), 746–756 (2022)
Thilak, M., Jayaprakash, G., Paulraj, G., Bejaxhin, A.B., Nagaprasad, N., Buddhi, D., Gupta, M., Jule, L.T., Ramaswamy, K.: Non-traditional tolerance design techniques for low machining cost. Int. J. Interactive Design Manufact. (IJIDeM). (2023). https://doi.org/10.1007/s12008-022-00992-0
Muthu Mekala, N., Balamurugan, C., Bovas, H.B.: Deform 3D simulation and experimental investigation of fixtures with support heads. Mechanika 28(2), 130–138 (2022). https://doi.org/10.5755/j02.mech.29468
Sivagami, S.M., Bovas Herbert Bejaxhin, A., Gayathri, R., Raja Vijay, T., Punitharani, K., Keerthi Vasan, P., Meignanamoorthy, M.: On the selection of a composite material for two-wheeler foot bracket failure prevention through simulation and mathematical modeling. FDMP (2022). https://doi.org/10.3204/fdmp.2022.018752
Yadav, A., Agrawal, M., Saxena, K., Yelamasetti, B.: Numerical simulation and experimental residual stress analyses of dissimilar GTA weldments of AA 5083 and AA 6082. Int. J. Interact. Design Manufact. (IJIDeM) (2023). https://doi.org/10.1007/s12008-023-01216-9
Qin, B., Qu, R., Xie, Y., Liu, S.: Numerical simulation and experimental study on the TIG (A-TIG) welding of dissimilar magnesium alloys. Materials 15(14), 4922 (2022). https://doi.org/10.3390/ma15144922
Jaiganesh, V.: Characterization of mechanical properties and microstructural analysis of friction stir welded AZ31B Mg alloy thorough optimized process parameters. Proced. Eng. 97, 741–751 (2014). https://doi.org/10.1016/j.proeng.2014.12.304
Li, G., Zhou, L., Zhou, W., Song, X., Huang, Y.: Influence of dwell time on microstructure evolution and mechanical properties of dissimilar friction stir spot welded aluminum – copper metals. Integr. Media Res. 8, 2613–2624 (2019)
Muthu, M.F.X., Jayabalan, V.: Tool travel speed effects on the microstructure of friction stir welded aluminum-copper joints. J. Mater. Process. Technol. 217, 105–113 (2015)
Singh, H., Mehta, A., Sharma, Y., et al.: Role of expert systems to optimize the friction stir welding process parameters using numerical modelling: a review. Int. J. Interact. Des. Manuf. (2023). https://doi.org/10.1007/s12008-023-01458-7
Savolainen, K., Mononen, J., Saukkonen, T., Ha¨nninen, H.: A preliminary study on FSW of dissimilar metal joints of Cu and Al’. In: Proc. 6th Int. Symp. on ‘Friction stir welding’, Montre´al, Que., Canada, TWI, CD-ROM (2006)
Xue, P., Ni, D.R., Wang, D., Xiao, B.L., Ma, Z.Y.: Effect of friction stir welding parameters on the microstructure and mechanical properties of the dissimilar Al–Cu joints. Mater. Sci. Eng. A A528(13–14), 4683–4689 (2011)
Prasad, M.J.H., Sudhakar, I., Adinarayana, S., et al.: Simulation and validation of experimental residual stresses of dissimilar AA2124 and AA7075 TIG weld joint using ANSYS APDL. Int. J. Interact. Des. Manuf. (2023). https://doi.org/10.1007/s12008-023-01384-8
Acknowledgements
The authors appreciate the technical assistance to complete this experimental work from Department of Mechanical Engineering, Saveetha School of Engineering, SIMATS, Chennai, and Saranathan College of Engineering, Trichy, Tamil Nadu, India. The authors thank for the technical assistance to complete this experimental work.
Funding
Authors declared that no funding was received for this Research and Publication.
Author information
Authors and Affiliations
Contributions
KR—Research methodology and Novelty of the project. ABHB—Experimental and prediction outcomes. GJ—Design and Analysis, Consolidation of data and drafting. PG—Results and discussion, validation. NR—Drafting and formatting.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there are no conflicts of interest regarding the publication of this paper.
Consent for publication
On behalf of all co-authors, hereby I understand and declare that we have authorized and participated in this journal publication regarding of identifiable details, design data, figures and tables.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Raja, K., Bejaxhin, A.B.H., Jayaprakash, G. et al. Microstructural and mechanical analysis of achieving crack-free joints in high-speed friction stir spot welding of Cu–Al dissimilar material. Int J Interact Des Manuf (2024). https://doi.org/10.1007/s12008-024-01747-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-024-01747-9