
Abstract
The article aims to estimate the importance of machining parameters for the performance measure material removal rate (MRR) in the Wire Electrical Discharge Machining (WEDM) processing of MONEL 400 K. Wire feed, Time On and Time Off (downtime) have been discovered to be more impactful in deciding the MRR criterion substantially. The significant contribution of relevant input parameters varies according to the objective response behaviour of the parameter. The effect of Time off is the inverse of Pulse on Time, and it leads to the increased MRR as Time off increases, but surface roughness decreases. The material was flushed away effectively during higher Time off, leading to good-quality machined components. It endeavoured to recognize the most significant machining factors for experimentation, and the response surface methodology (RSM) strategy tracks down the best arrangement of boundaries for increasing the MRR. Parametric evaluation on WEDM of MONEL 400 K stands new in this study which many researchers fail to explore in detail followed by response surface methodology to analyse the results. The conformity tests were completed to assess the RSM strategy's expected outcome, proving promising. The results confirmed that the increased MRR of 0.06938 gm/min is obtained at the optimal level of pulse On Time of 10 μs, down Time of 2 μs, and wire feed rate of 4 m/min.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
WEDM is a pulsating direct flow technique that pulverizes and removes material by transforming plasma formed by electric flashes between two conductive materials (such as terminal and workpiece) into heat energy [1]. An electric flash can occur between a small hole in a dielectric liquid and the anode, which is detrimental to the material. When the pulsating flow stops, the plasma splits, causing a temperature drop so that the broken material is removed with the help of a dielectric liquid [2,3,4]. There is a range of 15–30° for a 100 mm thick cut surface material [5]. Water is deionized by passing it through a pitch tank, which removes the conducting components of water. This deionized water circulates the siphon after the machining process [6]. The Pulse on Time, margin time, communication between dielectric tension and margin time, and collaboration between the heartbeat on Time and Free Time are all essential elements influencing the WEDM flash gap. To get the smallest flash hole, it is possible to use a low value of Pulse On Time (20 μs), a high value of dielectric pressure (15 kef/cm2), a high value of margin time (50 s), and a voltage of 50 V. If the Pulse on and off periods are adjusted to result in wire breakage and increased machining time, the model will correspond to the compliance findings [6]. An objective of the study is to involve Taguchi's L18 symmetrical cluster to streamline process boundaries for single reaction improvement was studied. H-21 pass-on device steel was utilized as the workpiece cathode, and zinc-covered metal wire was used as the apparatus anode in the examinations [7]. The responses are cut-rate, surface roughness, and kick-the-bucket width. Overseeing different execution qualities as limitations improves the most impressive strategy instead of other techniques. The consequences of the investigation are then changed over into a sign-to-noise ratio (S/N) proportion. The S/N proportion can decide how far the presentation qualities are from the objective worth. The interaction boundary's ideal level has the most elevated S/N proportion. To determine if process boundaries are measurably critical, a factual investigation of change (ANOVA) is utilized [8]. Taguchi designs of trials were used to rationalize surface roughness, kerf, and MRR [9]. Analysis of Variance (ANOVA) identifies the optimal value and the key factor affecting surface roughness, kerf, and material removal rate [10]. The completed wire EDM utilizes the L16 Orthogonal exhibit, using steel and Molybdenum wire as work materials [11]. Taguchi strategy-based grey investigation to test WEDM of Mg parts considering various quality measures, including material evacuation rate and surface severity [12]. Wire feed rate, Pulse on Time, Pulse off Time, no heap voltage, servo voltage, and wire strain are among the muddled connections in WEDM [13]. Different machining factors will influence the surface quality and MRR of the machined surface utilizing wire EDM [14]. The WEDM process is typically completed in a lowered state in a tank loaded with dielectric liquid, even though it can likewise be done in a dry form.
Based on the above literature review, the present work focuses on the conditions where the WEDM of the work specimens (MONEL 400 K) with three parameters varied at three levels is conducted. The novelty of the current work deals with the WEDM of MONEL 400K for the evaluation of the material removal rate (MRR) by varying the input parameters (Wire feed, Time On and Time Off (downtime)) at three different levels. Minimal researchers worked on the parametric optimization of WEDM of MONEL 400K’s performance evaluation experimentally and statistically. The use of response surface methodology (RSM) for response prediction and analysis (through interaction and surface plots) would become more useful and advantageous for the researchers and industrialists to choose the optimal level for machining. The statistical result from the present study would also stand more promising in its implementation in the current industrial sector.
2 WEDM response variables and process parameters
WEDM's primary objectives are to achieve excellent dependability and productivity. As new and more exceptional materials are created, and more complex shapes are required, conventional machining operations will continue to reach its limits, and the use of WEDM in manufacturing will increase rapidly. However, because WEDM procedures involve numerous variables, optimal execution is challenging. The most effective approach to this problem is establishing a relationship between the interaction's reaction elements and regulated information bounds.
2.1 Experiment work and measurement
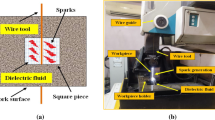
The experiment is designed and conducted at the sprint cut wire cut electro discharge machine shown in Fig. 1. The primary objective of this research is to determine how changing the input machining parameters influences the MRR response for obtaining the optimal and desired values.

WEDM Machine used for the current investigation
2.2 Theoretical investigation of WEDM machining factors
Many components are involved in the WEDM process, making it exceedingly complicated and affecting performance. As a result, a thorough understanding of the machining factors is required. WEDM machining factors are divided into two categories.:
-
i.
Pulse on Time, downtime, peak current, and servo voltage are all electrical considerations [15].
-
ii.
Wire tension, wire feed rate, dielectric pressure, type of dielectric, dielectric flow rate, dielectric conductivity, wire diameter and material, workpiece thickness, and workpiece characteristics are non-electrical parameters.
The right combination of these elements must be chosen to obtain optimal machining performance [16].
2.3 Machining process
The WEDM process has several machining characteristics that must be tuned for improved performance and economy. Table 1 contains the process parameters and levels used in the present study. Various machining features were investigated in this study. These are discussed in the following order:
2.3.1 Material removal rate (MRR)
Material removal rate refers to the rate at which material is removed from the workpiece. It determines the economics and output rate of WEDM machining. In this study, the MRR is calculated using the following formula.\({\text{MRR}} = \frac{Weight\;of\;material\;removed}{{Time\;taken\;in\;\min }}{\text{gm/min}}\) The weight of the material removed may be estimated by weighing the workpiece before and after cutting. The workpiece's weight is determined using a weighing scale with a minimum count of 0.01 g [17].
2.3.2 Kerf width (KW)
WEDM makes use of kerf width as one of its primary exhibition indicators. The material determines the accuracy of the finished product wasted during the manufacturing process. Additionally, the kerf width restricts the inside corner radius produced by a WEDM method. When selecting machining parameters, the primary objective is to maximize MRR while minimizing Kerf width.
3 Results and discussion
The most efficient use of the WEDM process is carefully choosing the correct machining parameters combinations. Because the approach is multidimensional and stochastic, this can be accomplished by accepting the link between many elements affecting the process and determining the best cutting conditions. As a result, testing on a specific machine is required to assess the impact of machining parameters on performance characteristics such as material removal rate (MRR), kerf width, overcut, dimensional deviation, and recast layer thickness [18].
3.1 Experimental results
The WEDM experiments are carried out with the help of a randomization tool to investigate the impacts of process parameters on the output characteristics of the process parameters and interactions assigned to the columns. The same has been tabulated in Table 2. In an experiment, randomization refers to the assignment of trials at random. This way, any potential biases in the analysis will be eliminated. In an investigation, randomization is significant since it reduces biased responses.
Table 3 shows the results of experiments on kerf width and MRR at four distinct places on the workpiece. Taguchi's design of experiments is used to conduct the tests, and each process is repeated three times to produce S/N ratios [19]. Because kerf width influences dimensional accuracy and a very smooth surface finish is needed, the lower-the-better (LTB) characteristic is used to compute the S/N ratio of these characteristics. Still, the higher-the-better (HTB) characteristic is used to calculate the S/N ratio of MRR because we need more productivity. Minitab statistical software was utilized for this study's designs, plots, and analyses. Images of the specimen before and after machining and specimens cut out from it are given in Figs. 2 and 3.

a Before machining, b After Machining

Samples after machining
3.2 Process parameter optimization of WEDM by RSM
Response Surface Methodology (RSM) is valuable for managing multi-variable reactions. It's intended to assist with process enhancement and tracking down the best blend of boundaries for a specific response. Compared with a full factorial plan of investigations, this methodology enormously decreases the number of preliminaries expected to show the reaction capability [20].
The essential advantage of this strategy is that it allows you to discover potential interactions between variables. The signal-to-noise ratio is used to investigate the experimental results and aid in selecting the best process design. This method worked well for analyzing the wear behaviour of composite materials and used the "smaller the better" quality criteria to calculate the MRR under various EDM process parameters [21]. The significance and forecast were examined using DOE's RSM, a sophisticated statistical method with 95% confidence limit as an uncertainty test condition to check the correctness of the obtained results. The following are the input parameters for this WED project: Ton, Toff, Wire feed, Voltage, Current. The responses are machining time, Kerf width, and MRR (output parameters) [22].
3.3 Material removal rate by RSM analysis
The Sum of squares is Type III - Partial
The F-value of 12.72 for the model shows that it is essential. An F-value of this model has a 0.29 per cent chance of happening because of commotion, and the same has been tabulated in Table 4.
Model terms with P-esteems under 0.0500 are critical. B and BC are significant model terms in this situation with results falling within the 95% confidence interval. The model terms are insignificant, assuming the worth is more significant than 0.1000. The model decrease might work on your model, assuming there are numerous immaterial model terms (excluding those expected to help order) [23].
3.4 Fit statistics
The Adjusted R2 of 0.8755 isn't as close to the Predicted R2 of 0.3902 as one would suspect; the thing that matters is more prominent than 0.2. This could indicate a considerable block impact or an issue with your model or information. Model decreases, reaction changes, anomalies, and different variables should be considered. Affirmation runs ought to be utilized to test every experimental model, and the fit statistics results are given in Table 5.
Adeq Precision estimates the sign-to-commotion proportion. Having a proportion of more than four is ideal. Your sign strength is satisfactory, as shown by your proportion of 13.474. The planned space can be explored utilizing this idea.
3.4.1 Coefficients in terms of coded factors
When any remaining elements are consistent, the coefficient gauge gives the normal change per unit change in factor esteem. In a symmetrical plan, the capture is the typical general reaction of various runs. The coefficients are changes in light of the variable settings around that normal. The Variance Inflation Factor (VIFs) are 1 when the elements are symmetrical; VIFs more than 1 infer multi-collinearity; the higher the VIF, the more serious the component connection. VIFs of less than ten are viewed as average. The co-efficient obtained for these results is given in Table 6.
3.4.2 Final equation in terms of coded factors
MRR = 0.0526 + +0.0026 A − 0.0148 B − 0.0022 C − 0.0093 AB − 0.0003 AC − 0.0158 BC + 0.0068 A2 − 0.0078 B2 − 0.0071 C2
The reaction may be predicted using the coded factor equation for a given set of element values. By default, 1 is assigned to a factor's highest level, while -1 is assigned to its lowest. It is possible to assess the relative significance of the variables in the encoded equation by contrasting their factor coefficients.
3.4.3 Final equation in terms of actual factors
MRR = 0.106823–0.038611 Pulse on Time + 0.060000 Downtime + 0.016624 Wire Feed Rate − 0.004128 Pulse on Time * Downtime − 0.000076 Pulse on Time * Wire Feed Rate − 0.003514 Downtime * Wire Feed Rate + 0.003004 Pulse on time2 − 0.003447 Downtime2 − 0.000792 Wire Feed Rate2
It is possible to produce predictions about the response by using the equation expressed in terms of actual factors for a set of element values that have already been determined. It is important to indicate the levels of each element in its respective initial units. This equation should not be used to evaluate the relative influence of each factor because the coefficients are scaled to suit the units of each element, and the intercept is not at the centre of the design space. Instead, a more appropriate equation should be used to do so [24].
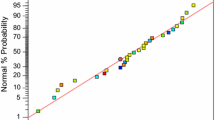
The graphical depiction of the predicted vs actual value for MRR is shown in Fig. 4. Based on the graph provided, the predicted values are lying closer to the actual values, proving the chosen input parameter levels are correct for a better result. The values were generally more relative to the projected value. Figure 5 shows the graphical representation of residual vs run values of MRR. In most cases, the values are in the normal range except the 4th and 13th values are some deviations that occurred. Figure 6 shows the graphical representation of DFFITS vs run values for MRR; the values are mostly nearer to the predicted range, and the lowest value is from 0.00851 to 0.06938.

Predicted Vs actual value for MRR

Residual vs run values for MRR

DFFITS vs run values for MRR
Figure 7 demonstrates the graphical representation of the Contour plot of Pulse on Time and Downtime for MRR; if the Pulse on Time is more than 8.5, the MRR is increased by more than 0.6 mm. Figures 8 and 9 give the Contour plot of Pulse on Time, wire feed rate for MRR and the Contour plot of Downtime, Wire feed rate for MRR, respectively. Results proved that higher Pulse ON time, downtime and wire feed rate result in better MRR. The error report obtained during this MRR analysis is given in Table 7.

Contour plot of pulse on time, downtime for MRR

Contour plot of pulse on time, wire feed rate for MRR

Contour plot of downtime, wire feed rate for MRR
The Response Surface Methodology arrangement was utilized in this experimental study. The created RSM model predicts the Wire feed rate, Downtime, and Pulse on Time, on MRR response. The images of all the Response surface plots (RSM plot of Downtime, Pulse on Time with MRR, RSM plot of Wire feed rate, Pulse on Time with MRR, RSM plot of Wire feed rate, Downtime with MRR) are given in Figs. 10, 11 and 12, respectively. The following inferences are made based on the response plots obtained above.
-
Downtime, Pulse on Time, and Wire feed rate are varied to obtain the response named MRR for effective machinability.
-
For the decrease in Downtime, Pulse on Time, and Wire feed rate, the most crucial output response, MRR, is reduced.

RSM plot of downtime, pulse on time with MRR

RSM plot of wire feed rate, pulse on time with MRR

RSM plot of wire feed rate, downtime with MRR
4 Conclusions
Based on the WEDM experiments conducted on the MONEL 400K material in the present investigation, the following observations are made:
-
Wire feed, Time on, and Time off have been found to affect MRR considerably. Taguchi's methodology tracks down the best settings for boosting the material removal rate during the machining of MONEL 400 K.
-
The process parameters significantly impact the output response material removal rate—the proportion of significant parameters changes with the output objective response changes.
-
Downtime has the opposite impact as a pulse on Time. Removed debris was flushed away during downtime leading to an increased MRR of 0.06938 gm/min.
-
The best material removal is obtained at the optimal level of 10 μs of Pulse On Time, 2 μs of Down Time, and 4 m/min of wire feed rate. The higher the Pulse on Time, higher the amount of material removal takes place on the work piece material and thus leading to the higher MRR on the work material.
-
The RSM analysis proposes a mathematical model for the Analysis of MRR, confirming the relative value proportion of deviation.
Abbreviations
- MRR:
-
Material removal rate
- WEDM:
-
Wire electrical discharge machining
- RSM:
-
Response surface methodology
- S/N:
-
Signal to noise ratio
- ANOVA:
-
Analysis of variance
- EDM:
-
Electrical discharge machining
- KW:
-
Kerf Width
- VIF:
-
Variance inflation factor
- μs:
-
microseconds
- m/min:
-
metre/min
- gm/min:
-
gram/minute
- V:
-
voltage
- A:
-
Ampere
- df:
-
Degrees of freedom
References
Matanda, B.K., Patel, V., Singh, B., Joshi, U., Joshi, A., Oza, A.D., Kumar, S.: A review on parametric optimization of EDM process for nanocomposites machining: experimental and modelling approach. Int. J. Interact. Design Manuf. (IJIDeM) 1, 10 (2023). https://doi.org/10.1007/s12008-023-01353-1
Vignesh, M., Ramanujam, R.: Machining of Ti–6Al–4V using diffusion annealed zinc-coated brass wire in WEDHT. J. Brazil. Soc. Mech. Sci. Eng. 41(359), 1–10 (2019)
Pain, P., Bose, G.K., Bose, D.: Parametric analysis and optimization of aluminium and SS 204 material using micro-EDM system. Int. J. Interact. Design Manuf. (IJIDeM) (2023). https://doi.org/10.1007/s12008-023-01350-4
Vignesh, M., Ramanujam, R.: Response optimization in wire electrical discharge machining of AISI H11 tool steel using Taguchi – GRA approach. Int. J. Mach. Mach. Mater. 20(5), 474–495 (2018)
Radhika, N., Kishore Chandran, G., Shivaram, P., Vijay Karthik, K.T.: Multi-objective optimization of EDM parameters using Grey Relation Analysis. J. Eng. Sci. Technol. 10(1), 1–11 (2015)
Basil, K., Josephkunju Paul, Jeoju M. Issac,: Spark gap optimization of WEDM process on Ti6Al4V. Int. J. Eng. Sci. Innov. Technol. (IJESIT) 2(1), 364–369 (2013)
Sachdeva, G., Khanna, R., Yadav, P., Nara, A., Singh, N.: Experimental study of H-21 punching dies on wire-cut electric discharge machine using Taguchi’s method. Int. J. Sci. Eng. Res. 4(5), 559–567 (2013)
Shah, C.D., Mevadaand, J.R., Khatri, B.C.: Optimization of process parameter of wire electrical discharge machine by response surface methodology on inconel-600. Int. J. Emerg. Technol. Adv. Eng. 3(4), 2250–2459 (2013)
Hussain, A., Sharma, A.K., Singh, J.P.: Maximizing MRR of Inconel 625 machining through process parameter optimization of EDM. Mater. Today: Proc. 79, 303–307 (2023)
Saravanan, R., Anbuchezhiyan, G., Mamidi, V. K., & Kumaran, P.: Optimizing WEDM parameters on nano-SiC-Gr reinforced aluminum composites using RSM. Adv. Materi. Sci. Eng. 2022, 11 (2022), 1612539. https://doi.org/10.1155/2022/1612539
Tarng, Y.S., Ma, S.C., Chung, L.K.: Determination of optimal cutting parameters in wire electrical discharge machining. Int. J. Mach. Tools Manuf. 35(12), 1693–1701 (1995)
Anbuchezhiyan, G., Mubarak, N.M., Karri, R.R., Abusamin, B., Abnisa, F., Rahman, M.E.: Enriching the microstructure of AZ91D alloy by nano MoO3 composites. J. Alloys Compd. 960, 170613 (2023)
Spedding, T.A., Wang, Z.Q.: Parametric optimization and surface characterization of wire electrical discharge machining process. J. Precis. Eng. 20, 5–15 (1997)
Sarkar, S., Mitra, S., Bhattacharyya, B.: Optimization of wire electrical discharge machining of γ titanium aluminide alloy through an artificial neural network model. Int. J. Adv. Manuf. Technol. 27, 501–508 (2005)
Saleh, M., Anwar, S., El-Tamimi, A., Mohammed, M.K., Ahmad, S.: Milling microchannels in monel 400 alloy by wire EDM: an experimental analysis. Micromachines 11(5), 469 (2020)
Anbuchezhiyan, G., Muthuramalingam, T., Mohan, B.: Effect of process parameters on mechanical properties of hollow glass microsphere reinforced magnesium alloy syntactic foams under vacuum die casting. Archiv. Civ. Mech. Eng. 18, 1645–1650 (2018)
Chalisgaonkar, R., Kumar, J.: Optimization of WEDM process of pure titanium with multiple performance characteristics using Taguchi’s DOE approach and utility concept. Front. Mech. Eng. 8, 201–214 (2013)
Arun Kumar, N.E., Suresh Babu, A., Sathishkumar, N., Pradeep Kumar, C.: Influence of near-dry ambiance on WEDM of Monel superalloy. Mater. Manuf. Process. 36(7), 827–835 (2021)
Karthikeyan, A.G., Kalaiselvan, K., Muralidharan, N.: CNC wire-cut EDM input variables analysis on Ni -based superalloy (MONEL K-500). Mater. Manuf. Process. 37(9), 1035–1044 (2022)
Anbuchezhiyan, G., Saravanan, R., Pugazhenthi, R., Palani, K., & Mamidi, V. K. (2022). Influence of Coated Electrode in Nanopowder Mixed EDM of Al–Zn–Mg–Si 3 N 4 Composite. Advances in Materials Science and Engineering, 2022.
Chen, H.C., Lin, J.C., Yang, Y.K., Tsai, C.H.: Optimization of wire electrical discharge machining for pure tungsten using a neural network integrated simulated annealing algorithm. Expert Syst. Appl. 37, 7147–7153 (2010)
Manikandan, N., Ramesh Raju, K.L., Narasimhamu, A.K. Damodaram.: Optimization of wire electrical discharge machining of Monel 400 using Taguchi-Grey approach. Mater. Today: Proc. 68(5), 1690–1696 (2022)
Anbuchezhiyan, G., Mubarak, N.M., Karri, R.R., Khalid, M.: A synergistic effect on enriching the Mg–Al–Zn alloy-based hybrid composite properties. Sci. Rep. 12(1), 20053 (2022)
NE Arunkumar, A Suresh babu, M Subramanian, and C Pradeep kumar: Influence of wire-EDM parameters on surface characteristics of superalloy monel 400. Surf. Rev. Lett. 29(03), 2250031 (2022)
Author information
Authors and Affiliations
Contributions
Conceptualization& Methodology: RS. Formal analysis and investigation: RP. Writing - original draft preparation: GA. Writing - review and editing: MV. Supervision: MSG
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Selvam, R., Vignesh, M., Pugazhenthi, R. et al. Effect of process parameter on wire cut EDM using RSM method. Int J Interact Des Manuf 18, 2957–2968 (2024). https://doi.org/10.1007/s12008-023-01391-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-023-01391-9