
Abstract
In this paper, authors used the integrated approach of grey-adpative neuro fuzzy inference method to optimize the multi-performance characteristics of tungsten carbide alloy abrasive-mixed EDM. To conduct experiment, 4-input parameters; (1) pulse duration, (2) pulse-off time, (3) current, (4) abrasive were considered to investigate the enhancement of multi-performance attributes. The proposed approach uses Taguchi’s L27 orthogonal array design with main component analysis, gray and gray-adpative neuro fuzzy inference method approach to obtain optimal solution, as well as handling the uncertainty factor associated with multi-input and discrete data. In all 27 tests, values of gray conceptual grades and gray adaptive grades of the neuro-fuzzy inference system are obtained. Comparison of gray and gray-ANFIS grades was made using a fair system comparison (sum of differences in ranking) methodology. In addition, variance analysis is performed on gray relational grades and gray adaptive inference method grades of neuro-fuzzy to classify the major contributing input parameters that may affect the multi-performance characteristics. Finally, theoretical prediction is made to check that the performance characteristics obtained by proposed methods are improved. Finally, the results are confirmed by performing, respectively, validation experiments with optimal factor combination. The results of this research have shown that pulse-on time and abrasive have the most important effect on the rate of material removal and tool wear for tungsten carbide alloy abrasive-mixed electrical discharge machining. Use by scanning electron microscope and X-ray diffraction is carried out to investigate the effects of the WC-Co graphite powder-mixed EDM.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Tungsten carbide (WC) and its alloys, gain their application in the manufacturing industry for making different kind of tools and dies. The reason for that is its anti-erosion property at high temperatures with high compressive strength [1]. Owing to these properties, microstructure of WC is consists of very hard phases, which do not permit machining with conventional machining methods. Its machining is possible only with non-convention machining methods. Advanced machining technology such as electro-chemical machining or electrical discharge machining can only machine a hard microstructure of this type. EDM is considered as the best method to machine WC. EDM can machine WC and its alloy with comparatively high precision than other machining methods [2,3,4]. However, the main limitations of the EDM process concerned with difficult-to-machine (DTM) materials are (a) material removal rate (MRR) is slow, (b) high machining cost, (c) surface finish is poor, (d) surface cracking occurs upon the surface of some materials as their affinity to become brittle at room temperature, especially when high energy pulse is used. In literature, various authors have worked upon these limitations and suggested the number of ways to handle these problems.
For instance, Mahdavinejad and Mahdavinejad [3] in their study analyzed EDM variability in machining WC-Co and also introduced the measures to manage it. Kanagarajan et al. [5] studied the machining characteristics of WC-Co by using EDM and analyzed that EDM is effective to machine the WC-Co, due to its good electrical conductivity, besides it also have some noticeable effects on surface of workpiece during machining which further needs investigation. Lin et al. [1] and Amorim et al. [6] analyzed the response characteristics for the EDM of WC-Co, whereas as Lin et al. [1], observed surface cracks on WC ceramic specimen when level of electrical discharge energy was set to a high level. Lajis et al. [7] studied the connection between WC ceramic and EDM with graphite electrode. The study revealed that, while the peak current affects TWR and surface roughness (SR) significantly, the pulse duration mainly affects MRR. Assarzadeh and Ghoreshi [8] and Kung et al. [9] conducted statistical modeling and process parameter optimization for WC-Co’s EDM. While EDM can shape the WC, according to Peurtas et al. [10] EDM’s efficiency for WC machining is currently unfit for modern industrial applications. During the EDM of WC, instability and crack formation upon the EDM surface is observed [3, 11]. To eliminate these limitations, authors Kumar et al. [12], Tzeng and Lee [13] and Kansal et al. [14] used abrasive mixed EDM process. The addition of abrasive found advantages in increasing workpiece MRR, better surface roughness with less cracks and a surface with increased wear and corrosion resistance [14, 15]. Kung et al. [9] used Al abrasive into the dielectric fluid to improve the stability of process and concluded that conductive Al powder effectively disperses the discharging energy, resulting in improvement of MRR.
It is still used in industry at a very slow pace, given the good results of the PM-EDM process, according to Kumar et al. [12], and therefore needs further investigations for the machining of super-alloys. Sharma and Singh [16] presented a thorough analysis on “Effect of Powder Mixed Electrical Discharge Machining (PM-EDM) on Difficult Machine Materials-a Systematic Literature Analysis.” From the study it is noted that different researchers from the last few decades are trying to develop the EDM process, its method aimed at making the process more robust and efficient for the machining of WC alloys and various materials that are difficult to machine. However, as is evident from the Mahdavinejad and Mahdavinejad literature [3], by inserting powders into the dielectric fluid, the process stability and performance of EDM can be improved. To this end, authors in the present work have analyzed the output characteristics of WC’s PM-EDM using powders C and Al2O3. Assarzadeh and Ghoreshi [8] performed WC’s pure EDM and showed the pulse-on time and has a major impact on response characteristics at present.
The relationship between WC alloys and PM-EDM process parameters is very complex as is evident from the literature survey. Most of the optimization approaches have issues with correlated MPCs in order optimization. However, in recent times the researchers [17, 18] are using main component analysis (PCA) to solve the problem of correlation. Furthermore, researchers used various methods, such as Grey Relational Analysis (GRA) [19], Fuzzy Logic [20], Neural-Network (NN) [21], Analytic Hierarchy Method (AHP) [22], Genetic Algorithm (GA) [23], to tackle multi-criterion decision-making problems (MCDM) related to optimum factor selection in EDM models. Some of the authors have used NN-based models to predict process performance characteristics among soft computing methods [21, 23,24,25,26]. Although in modeling the manufacturing process NN is superior to the statistical models available in literature, the accuracy depends on broad data sets. In the case of industrial processes with complex behavior, neural network often cannot predict process characteristics. Therefore, fuzzy logic has to be necessarily applied for modeling the complex process behavior [26]. For this reason, a soft computing approach called the adaptive neuro-fuzzy inference system (ANFIS) is used to model a complex process [27, 28], as it is difficult to construct the base of fuzzy rules and membership function design where expert elicitation is required. ANFIS also finds its application to help decision-making including modeling of tool wear during turning process [29], thermal errors in machine tools [30]. This inspired authors to use ANFIS approach [30] for modelling and predicting tungsten carbide alloy powder-mixed EDM process primarily, since it uses artificial neural network numeric properties to balance rule-based fuzzy logics.
Thus, the study deduced following research objectives:
-
1.
To develop a computational system to conduct parametric optimization of multi-performance.
-
2.
Application of unknown, multiple input and discrete data sets to apply gray and Gray-ANFIS method.
-
3.
Find the optimal process factor settings for abrasive mixed-EDM of WC alloy which helps to offer understanding into manufacturing based applications and research held in academics.
-
4.
Compare both the optimization techniques using a novel method called sum of ranking differences to analyze which optimization method is more capable to handle this multi-objective optimization problem.
-
5.
To create and analyze the consistency of the data obtained through suggested approach by regression modeling.
-
6.
Analyze theoretical predictions and perform confirmation of experiments for validation.
This research paper is structured as follow: Sect. 1 provides a basic introduction related to the subject, Sect. 2 elaborates the framework information. The organization of this paper as follows: Sect. 1 introduces the subject, Sect. 2 contains the framework information. Implementation of the new system is discussed in Sect. 4. Section 5 describes theoretical prediction experiments and confirmation experiments. Section 6 contains result information and discussion; finally Sect. 7 presents’ research conclusions.
2 Basic framework for PM-EDM and optimization of WC alloy process parameters
The proposed structure, as illustrated in Fig. 1 and discussed below, consists of three sections:

Flowchart for evaluation of tungsten carbide alloy for PM-EDM
2.1 Part-1 [problem identification]
-
1.
The first section demonstrates the applicability of EDM (from traditional EDM to abrasive-mixed EDM) when machining materials that are difficult to process. As indicated by previous studies, abrasive can improve process efficiency and stability [15, 16], this study used PM-EDM method for WC alloy machining.
2.2 Part-2 [parameter selection and experimentation]
-
1.
Input parameters and rates to be used for the present study are selected based on the pilot experiments.
-
2.
Taguchi L27 orthogonal array is used for experimental design.
-
3.
MRR and TWR are calculated using Eq. (7) for all the 27 experiments.
2.3 Part-3 [data analysis and optimization]
-
1.
The association between the output characteristics is measured by a coefficient of computational association.
-
2.
Optimization of multi-performance features is applied using a black and gray adaptive approach to the neu
-
3.
Comparison of both grey and Grey-ANFIS approach using sum of ranking differences method
-
4.
ANOVA is performed on GRG and G-ANFISG data to determine the most relevant factors that may affect the MPCs. Additionally, regression models are developed to determine model fitness.
-
5.
The results of both GRG and G-ANFISG are compared and optimal combination of parameters for PM-EDM from WC alloy is obtained.
-
6.
To verify the results, experiments are performed with theoretical prediction and confirmation.
-
7.
Performing PCA based grey relational analysis
-
8.
First experiments are performed as per the Taguchi L27 OA experimental design and desired number of multiple output responses i.e. MRR and TWR are obtained.
Normalization of the data is performed by using Eqs. (1) and (2) and multiple performance characteristics i.e. MRR and TWR are correlated with each other by performing a correlation test by using Eq. (3).
-
Lower-the- better (LTB)
$$ x_{i}^{*} \left( k \right) = \frac{{\max x_{i}^{0} \left( k \right) - x_{i}^{0} \left( k \right)}}{{\max x_{i}^{0} \left( k \right) - \min x_{i}^{0} \left( k \right)}} $$(1) -
Higher-the-better (HTB)
$$ x_{i}^{*} \left( k \right) = \frac{{x_{i}^{*} \left( k \right) - \min x_{i}^{0} \left( k \right)}}{{\max x_{i}^{0} \left( k \right) - \min x_{i}^{0} \left( k \right)}} $$(2)
Where xi*(k) indicates the value after grey relational generation, max xi0 (k) and min xi0 (k) shows largest and smallest value of xi0 (k) respectively and x0 indicates the desired value.
Test correlation between the MPCs
where \(\uprho _{{{\text{jk}}}}\) s the correlation coefficient between MPCs and \({\text{C}}_{{{\text{ov}}}} \left( {{\text{Q}}_{{\text{j, }}} {\text{Q}}_{{\text{k}}} } \right)\) s the covariance of MPCs.
-
(a)
If correlation exists between the MPCs, then calculate the principal component score following a procedure detailed in Su and Tong [31], as shown in Eq. (4)
$$ Y_{i} \left( k \right) = \mathop \sum \limits_{j = 1}^{n} X_{i}^{*} \left( j \right)\beta_{kj} , i = 0; 1; . . . ;m; k = 1; 2; . . . ; n $$(4)
where the key component score of the kth element in the ith series is the normalized value of the jth element in the ith sequence and is the proper vector’s jth element.
-
(b)
If no correlation exists between the investigated MPCs, calculate the grey relational coefficient by using Eq. (5).
$$ {\text{r}}_{{\text{0,i}}} \left( {\text{k}} \right) = \frac{{\Delta_{\min } \left( {\text{k}} \right) + \upzeta .\Delta_{\max } }}{{\Delta_{{\text{0,i}}} \left( {\text{k}} \right) + \upzeta .\Delta_{\max } }} $$(5)Where \({\text{r}}_{{0,{\text{i}}}} \left( {\text{k}} \right)\) s the Grey relational coefficient
$$ \Delta_{0,i} \left( k \right) = \left\{ {\begin{array}{*{20}l} {\left| {X_{0}^{*} \left( k \right) - X_{i}^{*} \left( k \right)} \right|,} \hfill & {\text{ no significant correlation between quality characteristics}} \hfill \\ {\left| {Y_{0} \left( k \right) - Y_{i} \left( k \right)} \right|,} \hfill & {\text{there is significant correlation between quality characteristics}} \hfill \\ \end{array} } \right. $$$$ \Delta_{max} = \left\{ {\begin{array}{*{20}l} {\mathop {\max }\limits_{i} \mathop {\max }\limits_{k} \left| {X_{0}^{*} \left( k \right) - X_{i}^{*} \left( k \right)} \right|, } \hfill & {\text{no significant correlation between quality characteristics}} \hfill \\ {\mathop {\max }\limits_{i} \mathop {\max }\limits_{k} \left| {Y_{0} \left( k \right) - Y_{i} \left( k \right)} \right|,} \hfill & {\text{there is significant correlation between quality characteristics}} \hfill \\ \end{array} } \right. $$$$ \Delta_{min} = \left\{ {\begin{array}{*{20}l} {\mathop {\max }\limits_{i} \mathop {\max }\limits_{k} \left| {X_{0}^{*} \left( k \right) - X_{i}^{*} \left( k \right)} \right|, } \hfill & {\text{no significant correlation between quality characteristics}} \hfill \\ {\mathop {\max }\limits_{i} \mathop {\max }\limits_{k} \left| {Y_{0} \left( k \right) - Y_{i} \left( k \right)} \right|,} \hfill & {\text{there is significant correlation between quality characteristics}} \hfill \\ \end{array} } \right. $$where \({\text{r}}_{{\text{0,i}}} \left( {\text{k}} \right)\) s the relative difference of kth element between sequence Xi and the comparative sequence X0 (also called as grey relational grade), and \({\Delta }_{{\text{0,i}}} \left( {\text{k}} \right)\) s the absolute value of difference between X0(k) and Xi(k), Note ζ is a distinguishing coefficient, and its value is between 0 and 1. In general, it is set to 0.5 [18].
After calculating the GRC, the GRG is determined by Eq. (6).
γi is the GRG for the ith experiment and ‘m’ is the number of responses.
Performing prediction with grey adaptive neuro-fuzzy inference system.
-
1.
Construction of ANFIS model.
-
2.
This includes selection of input variables, selection of input membership number/type functions (MFs), and generation of fuzzy rules, premise and conclusion of fuzzy rules, selection of initial MF parameters.
-
3.
Testing of the training and data patterns to construct an ANFIS model. These data patterns consist of ANFIS model inputs and expected output (grade Gray-ANFIS).
3 Briefing of PM-EDM process and experimental details
3.1 Powder-mixed EDM process details
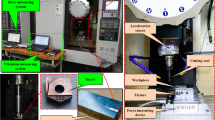
The experimental setup for PM-EDM process is shown in the schematic diagram in Fig. 2. As the powder should not reach into the oil tank, a separate container was used for mixing of abrasive into the dielectric fluid. A stirrer is used to mix the abrasive continuously in the working tank. In this work, RC type of generator has been used in the electrical discharge machine. A voltage of 80–320 V is applied between the device and the workpiece in abrasive mixed EDM method to produce an electric field of 105 to 107 V/m.

Schematic diagram of powder mixed electrical discharge machining process setup
Under the influence of such a high potential intensity, abrasive particles mixed into dielectric fluid become charged, get accelerated, form a zigzag chain between the tool and workpiece, due to the chain formation, bridging effect is there between both the electrodes and as a result, the dielectric fluid’s gap voltage and insulating strength decreases and the “series discharge” begins under the electrode field. Increase in frequency of discharging, causes the faster erosion from the work surface. Further adding abrasive modifies the plasma channel; resulting in uniform discharge, which causes the uniform erosion from the workpiece surface [12].
3.2 Experimental details
Tungsten carbide alloy with dimensions of 90 mm/60 mm/10 mm is the workpiece material used in this analysis. The workpiece composition is W = 65.50, Cu = 3.66, Nb = 4.69, Co = 10.07, Ti = 15.47. With the introduction of two separate abrasives i.e. graphite and alumina in the EDM liquid, the Electrolytic Copper method with dimensions ф = 17 mm is used for the machining of work parts. To stop introducing the abrasive into the filtering system, a tank with a capacity of 10 liters on which a stirrer is installed to constantly shake the abrasive in the box with a heavy duty regulator regulating the rpm.
3.2.1 Machining performance measurement
The MRR and TWR are measured after each run to determine the efficiency of the PM-EDM machining by determining the difference between both the initial weight and the final weight of the sample, after processed by PM-EDM under a given set of conditions as shown in the Eq. (7):
Wi = Current weight of sample in g, Wf = Final weight of sample in g, t = Time period of trials in min, ρ = Density of the sample in g /cm3.
MRR and TWR are measured using a weighing machine with least count as 0.001 g.
3.2.2 Process parameters settings and their levels
In this experimental work, 4-input parameters i.e. pulse-on time, pulse-off time, current and abrasives at three levels are used to study the 2-output responses i.e. MRR and TWR as shown in Table 1. The selection of parameters is based on findings from literature [1, 3, 6,7,8,9,10,11] that are commonly used in EDM research. The descriptions of certain constant input parameters used in experimental research are also given in Table 1.
As the degree of freedom is given by K-1 for each factor, then the total degree of freedom is 9, 8 due to 4-input parameters with 3-levels and 1 for the overall mean; then, according to Ross [32], L27 orthogonal array used to handle all these variables. The experiments are conducted based on the L27 OA experimental design and the MRR and TWR values are determined using the Eqs. (7) and (8). The results are shown in Table 2.
4 Implementation of proposed framework
After research, further method will be to optimize the multi-response attributes of WC alloy PM-EDM. To optimize the MPCs with a gray and grey-ANFIS method, continue with the normalization of MRR and TWR data as shown in Table 2 and the response correlation has been checked as to whether or not the MPCs are correlated. The association between the MRR and TWR was found to correlate negatively with a value of − 0.210. This indicates that variable responses are not associated with one another. But, if positive correlation exists between them, then in order to eliminate the response correlation, principal component analysis (PCA) has to be implemented to check the independent quality indexes called scores. Therefore, evaluating the principal component score (PCS) is not mandatory here. Further step is to implement the grey relational analysis and then ANFIS prediction approach directly by neglecting the steps for principal component analysis. The steps for this approach are depicted in Sect. 2 and are described as follows.
4.1 Grey relational analysis
The original values of response characteristics i.e. MRR & TWR are getting normalized using Eqs. (1) and (2) respectively. In addition, Eq. (5) is used to achieve a coefficient of gray relationship for both the responses and Eq. (6) is used to obtain the gray relational grade (GRG) determined by summing the gray relationship coefficient value of MRR and TWR; further divide the total output number (GRC average). The GRCs and GRG information for all 27 are provided in Table 3. Experiment No. 24 indicates a maximum benefit, i.e. GRG 0.7637, meaning experiment No. 24 provides an optimum combination of all parameters, i.e. pulse-off (50 μs), pulse-on (100 μs), abrasive (C) and current (9 A), to achieve higher MRR and minimum TWR. Table 4a shows the gray relational response grade values; the arrow value (*) indicates the best or optimum amount for each variable. It means that if the process parameters maintain pulse-off time at level-2 i.e. 0.5813, the pulse-on time will be maintained at level-3 i.e. 0.6643, the powder will be maintained at level-1 i.e. 0.6287 and the current will be maintained at level-3 i.e. 0.6315 when maximum output is produced. In Table 4a, max–min column indicate that pulse-on is the most significant factor among 4-input variables.
4.2 Adaptive neuro-fuzzy inference system
The 5 layered modeling of the PM-EDM is developed with ANFIS model. The nodes in each layer are having its node function. The nodes of the previous layer act as input of the next layer. The model procedure is illustrated by considering the, two inputs and one output i.e. (x, y) and (fi) respectively [33]. The rule proposed by Takagi–Sugeno containing fuzzy if-then is used for the present modeling.
In each layer the node functions as shown in the Fig. 3 Is illustrated below.
-
1.
Adaptive nodes, meaning by squares, define the parameter sets that can be modified in those nodes.
-
2.
Specified nodes, denoted by circles, represent the set of defined parameters within the scheme.
Steps used in “grey-adaptive neuro fuzzy inference system” study are as follows:
-
For modeling this process, first fuzzy logic model has been derived.
-
The data received after the normalization process of grey relation analysis has been used for modeling process.
-
Further, the modeling process needs to select input variables and various membership functions (MFs) to these input variables.
-
This work used for different membership functions for testing, the values of root mean square error for various MFs are trapezoidal function (0.3348), gaussian function (0.3838), triangular function (0.4245) and generalized bell function (0.2099).
-
From these different membership functions, the generalized bell function is used in this study (as it has minimum value).
Below Fig. 4a shows the flowchart for the information regarding the various steps involved in ANFIS modeling method. Further, Fig. 4b elaborates the functioning of various 5 layers used inside the ANFIS model for the processing of data. At last the details used for ANFI method is provided in Table 5 respectively.

Architecture of adaptive-neuro fuzzy inference system
Total 100 epochs are used for modeling and for training the data set used to train for ANFIS data. Whereas the effectiveness and accuracy of data set was checked during the testing of data set. Initially, different MFs have been made by ANFIS technique during training session for both the output response characteristics. In sequence, by using error correction training method, the membership functions are getting turned. The mean square error value is 0.0134 and 0.1368 respectively for both preparation and evaluation stages. The experimental and the ANFIS model predicted values are given in Table 3.
The experimental values and the ANFIS model values are given in Table 3. Out of the twenty seven different experimental efforts, twenty fourth shows the rank 1 on the basis of different grade calculations and the predicted value by G-ANFISG is 0.773. Also the pulse duration and pulse-off time of the same experiment is 100 µs and 50 µs, abrasive is graphite and current is 9A is optimal respectively. From GRG and G-ANFISG Response Tables i.e. Table 4a, b demonstrate that if pulse-off is maintained at level-2 i.e. 50 μs (0.5992), the pulse duration is maintained at level-3 i.e. 100 μs (0.6735), the abrasive is maintained at level-1 i.e., the abrasive graphite(0.6541) and the current is maintained at level-3 i.e. 9A (0.6261).
4.3 Comparison and validation of optimization techniques
To compare the calculated grey relation grade and Grey-ANFIS grade authors implement a very noble method sum of ranking differences (SRD) invented by Heberger [34]. This is a fair method comparison technique which helps to compare the difference between the rankings obtained through two methods. According to Heberger and Kollar-Hunek [35] the proximity of the SRD values indicates similarity to the models, but broad variance would indicate dissimilarity. The data used for comparison is shown in Table 6, where average of both GRG and G-ANFISG has been calculated. These values are further used to show the difference between both the grade values. The sum of difference value (SRD) for this work shows that both GRG and G-ANFISG values are similar to each other (as shown in Table 7). There is no difference between these two values and both the methods are found significant and capable to find the optimal solution for this problem with equal accuracy in this case.
4.4 Analysis of variance (ANOVA)
Table 8a, b demonstrate ANOVA findings for both gray relational grade and G-ANFIS grade thus obtained. The significant parameters of the study F-test were filtered at a 95 percent confidence interval, whereas the selected F-critical value is 3.55 with PJ Ross [32]. In the case of gray relational grade, pulse-on time is found to be the most significant factor affecting performance by 47.79%, followed by abrasive by 15.82%, current by 7.05% and pulse-off time by 0.15% and predicted grade of gray-ANFIS; pulse-on time by 47.90%, followed by abrasive by 22.06%, current by 8.19%, respectively.
4.5 Regression analysis for GRG and G-ANFIS
To model and analyze the data collected through suggested methods, regression analysis is performed. Eqs. (8) and (9) presents the regression equation for GRG and predicted G-ANFISG.
Table 9a, b shows the coefficients of parameters and effect of parameters on regression model for GRG and G-ANFISG. Both values R2 (79.38) & R2 adj. (75.40) for GRG and R2 (88.91%) & R2 adj. (82.31%) for G-ANFISG which shows that data fits well in the model. Figure 5a, b represent the normal probability plot of the GRG and G-ANFISG residuals. From the figure, residuals fall on a straight line which shows that the errors are normally distributed. Further to test for lack of fit, ANOVA is performed for both the GRG and G-ANFISG and is given in Table 10a, b, respectively. Thus for both output responses i.e., the model evaluated by the regression analysis is acceptable at α level 0.05. GRG-G-ANFISG. Even as Durbin J shows, the Durbin-Watson statistics index for GRG is 2.2635 and for G-ANFISG is 2.3553, which is in the range of 1.50–2.50 And G.S. Watson [36].

a Flow chart for the flow of information in ANFIS, b Description of different 5 layers used in ANFIS system
5 Theoretical hypotheses and observation confirmations
To improve the output characteristics, the optimum level of the machining parameters calculated using the theoretical and experimental method is applied. The optimum machining parameter level, calculated using following Eq. (10).
where αm = Average of grey-ANFIS grade values, αj = Mean of the grey-ANFIS grade at the optimum level, q = Number of influential parameters which affect MPCs significantly.
The theoretical prediction (as shown in Table 11) indicates the experimental and expected value associated with MRR, TWR, GRG and Grey-ANFISG for optimum machining parameter combination (A2 B3 C1 D3). It can be noticed that the predicted combination values are greater than initial experimental values.
However, there is a strong agreement in the values between the theoretically expected and real experimental value for the grades gray and Gray-ANFIS. From the test, the G-ANFISG value was found to be higher than the optimal experimental GRG value. This shows that the G-ANFISG is ideal for optimizing the MPCs, because the error value obtained for the G-ANFISG is very lower than other values.
In addition to the above studies, three more experiment replications were carried out, using the optimal set of parameters from the Grade Grey-ANFIS i.e. A2 B3 D1 C3. With the Grey-ANFIS method, the findings were confirmed. The result showed near agreement of the findings for the optimal parameter selection.
6 Results and discussion
The use of MCDM techniques such as (TOPSIS, AHP, GRA, etc.) is important to investigate the existence of stochastic and complex interrelationships between EDM response properties and input parameters [26, 27]. To this end an integrated approach was developed based on the grey and grey-ANFIS approach. First, series of experiments for the WC alloy PM-EDM are performed using Taguchi L27 OA method. Additionally, the gray and grey-ANFIS approach was used to optimize the MPCs i.e. MRR, TWR. As can be seen from the results provided in the GRG response table, the optimal combination of parameters for effective WC alloy abrasive-mixed EDM is A2 (pulse-off time, 50 μs), B3 (pulse-on time, 100 μs), C1 (abrasive, graphite), D3 (current, 9 A) respectively. From the response tables of gray relation grade and projected grade of gray-ANFIS, it is observed from the max–min values that pulse length is the most effective and optimal parameter affecting the current and abrasive MPCs. Results are in line with some previous studies [15], which also say that graphite abrasive is found to be effective in improving the characteristics of machining. Results of ANOVA for both GRG and G-ANFISG also shows that the major contributing factors affecting the MPCs are (1) pulse duration followed by (2) abrasive, and (3) current.
Results depict the significant impact of input discharge energies upon the response characteristics, i.e. by increasing the current from 3 to 9A, MRR raises significantly. It happen same for the pulse-on time, as the pulse-on time increases, the MRR increases. It is expected that when the value of current and pulse-on time increases the spark energy increases, which further causes high rise in temperature between the electrodes. This causes the high removal of material out from the workpiece but to minimize the tool wear rate graphite and alumina abrasive has been added, which helps to stabilize the process even at high temperatures. Graphite abrasive comes out to be more optimal as compared to alumina abrasive to improve the machining characteristics. To compare both the grey relational grades and Grey-ANFIS grades, a fair method comparison have been done by using sum of ranking differences. This method shows that there is no difference between the grades obtained by the optimization techniques. As per SRD method, both the methods are equally responsive for MOO of abrasive-mixed EDM of WC alloy.
Further, regression models have been developed for both the GRG and G-ANFISG at 95% confidence level for the optimized parametric combination A2 B3 C1D3. The results of regression as presented in normal probability plots in Fig. 5a, b, shows that models so obtained fits the experimental data well. During the theoretical prediction of outcomes (Table 11), the percentage of error between the optimum experimental value and the optimal predicted value is considered to be very small for both GRG i.e. (− 1.04%) and G-ANFISG i.e. (0.52%) indicating the precision of the tests. Eventually, the results of the validation experiments given in Table 12 indicate a successful reproduction of the experimental values with an optimal combination of the A2 B3 C1D3 parameters. This shows that the machining efficiency improves when graphite abrasive is applied in dielectric oil for EDM of Tungsten alloy. In fact, GRG aims to get the correct combination of parameters and G-ANFISG assumes that the GRG tests will be checked successfully.
7 Micro-structure analysis
The microstructure analysis i.e. scanning electron microscopy (SEM) and X-ray diffraction (XRD) analysis was performed to test the effect of various input parameter settings on the WC alloy authors’ PM-EDM. Scanning electron microscopy (SEM) is performed on QUANTA-450 FEG, FEI made in the Netherlands; while XRD analysis is performed on the XPERT-PRO system in the Netherlands and range 2 between 20 and 79 respectively was performed at a scanning speed of 2 per minute for the 2-selected samples. The selection of samples on the basis of:
-
1.
Sample-1; optimal parameter selection i.e. rank-1 (experiment no. 24).
-
2.
Sample-2; the least effective parameter in the study i.e. rank-27 (experiment no. 8).
Figure 6a shows the SEM analysis for the optimal factor selection, it is observed that some voids and coagulation upon the surface because machining occurs at very high temperature i.e. more than 2800 °C followed by the cooling with dielectric fluid. But, no crack formation is observed upon the surface, this implies that uniform machining happens upon the surface. On the machined surface, graphite powder layer is observed which helps to improve the machining mechanism as well as the surface properties of the workpiece. Figure 6b demonstrates the sample-2 SEM analysis, which is the least successful combination of the variables. There are numerous cracks and large craters are observed on the sample-2 machine surface, which indicates that enormous amounts of material are being extracted from the workpiece surface during the EDM due to high pulse length, high current producing high volume of aerosol concentration; as dielectric fluid is also strong. As the energies of the discharge are high (pulse-on time and current), white layer formation is observed that is not desirable. Figure 7 shows the XRD analysis for the optimal parameter selection and graphite powder peaks are identified upon the surface of workpiece, which also validates the SEM results for the sample-1 (Fig. 6a).

Normal probability plot of residuals for a grey relation grade and b Grey-ANFIS grade data

a Sample-1 indicates the Rank-1 SEM analysis (Exp. no. 24), b Sample-2 indicated the Rank-27 SEM analysis (Exp. no.8)

Sample-2 shows the XRD analysis for Rank-1 (Experiment no. 24)
8 Conclusions
This paper discusses the discreteness that occurs in the experimental values obtained from tungsten carbide alloy PM-EDM. To deal with this ambiguity and discrepancy in the data, authors used grey and Grey-ANFIS integrated approach to address this multi-objective optimization problem. This works conclusion is shown as follows:
-
1.
Grades were created from grey relational analysis for all the experiments performed. 24 experimental no. gives us the highest grade of gray relation to achieve a high rate of material removal and a low tool wear rate. Alternatively, it provides optimum parameter settings i.e. from the GRG response table and optimal rank experiment number. A2B3C1D3 [pulse-off time, 50 μs; pulse-on time, 100 μs; abrasive, graphite, and current, 9A], these results are in line with the Assarzadeh and Ghoreshi [8] studies.
-
2.
For all 27 experiments, gray-adaptive grades of the neuro fuzzy inference method were obtained and experiment number 24 gives us the maximum G-ANFISG value. Predicted results of the gray-adaptive neuro fuzzy inference method successfully support the findings obtained by the gray relational grade values.
-
3.
The comparison of gray relational analysis and adaptive-neuro fuzzy inference system technique is carried out using summary method of ranking differences [35] which shows that both optimization techniques are equally capable of capturing the uncertainty and discreteness present in the data.
-
4.
ANOVA results for both the grey and predicted grey-ANFISG approach shows that the major controllable parameters which significantly affecting the MPCs are pulse-on time followed by abrasive then current. High discharge energies helps to increase the MRR by generating high melting temperatures and further graphite helps to stabilize the machining process.
-
5.
The results of regression analysis show that the models so obtained, fits the experimental data well for both GRG and G-ANFISG values.
-
6.
Theoretical prediction of results proves that both the methods have very negligible error i.e. − 1.04% of grey relational grade and 0.52% of G-ANFISG values, which clearly indicates the similarity between the results obtained from both the optimization approaches. Grey-ANFIS approach implementation proves to be good as compared to grey relational results for PM-EDM of tungsten carbide alloy.
-
7.
SEM and XRD analysis shows that presence of graphite powder in dielectric oil during electrical discharge machining affects the output responses with respect to various input parameters.
Abbreviations
- PM-EDM:
-
Powder mixed electrical discharge machining
- TWR:
-
Tool wear rate
- MRR:
-
Material removal rate
- GRA:
-
Grey relational analysis
- GRG:
-
Grey relational grade
- NN:
-
Neural networks
- G-ANFISG:
-
Grey adaptive neuro-fuzzy inference system grade
- C:
-
Graphite
- Al2O3 :
-
Aluminum oxide
- ANOVA:
-
Analysis of variance
- MPCs:
-
Multi-performance characteristics
- MCDM:
-
Multi-criteria decision making
- ro,i (k):
-
Grey relational coefficient
- γ:
-
Grey relational grade
- α:
-
Grey adaptive neuro-fuzzy inference system grade
- DOF:
-
Degree of freedom
- SSj :
-
Sum of square
- MSj :
-
Mean of square
References
Lin, Y.C., Chen, Y.F., Lin, C.T., Tzeng, H.J.: Electrical discharge machining (EDM) characteristics associated with electrical discharge energy on machining of cemented tungsten carbide. Mater. Manuf. Process. 23, 391–399 (2008). https://doi.org/10.1080/10426910801938577
Kulkarni, A., Sharan, R., Lal, G.K.: An experimental study of discharge mechanism in electrochemical discharge machining. Int. J. Mach. Tools Manuf. 42, 1122–1127 (2002)
Mahdavinejad, R.A., Mahdavinejad, A.: ED machining of WC-Co. J. Mater. Process. Technol. 162–163, 637–643 (2005). https://doi.org/10.1016/j.jmatprotec.2005.02.211
Sharma, R., Singh, J.: Determination of multi-performance characteristics for powder mixed electric discharge machining of tungsten carbide alloy. Proc. IMechE Part B J. Eng. Manuf. 230(2), 303–312 (2016). https://doi.org/10.1177/0954405414554017
Kanagarajan, D., Palani kumar, K., Karthikeyan, R.: Effect of electrical discharge machining on strength and reliability of WC–30%Co composite. Mater. Des. 39, 469–474 (2012). https://doi.org/10.1016/j.matdes.2012.03.016
Amorim, F.L., Weingaertner, W.L., Bassani, I.A.: Aspects on the optimization of die-sinking EDM of tungsten carbide-cobalt. J. Braz. Soc. Mech. Sci. Eng. 32, 497 (2010)
Lajis, M.A., Mohd Radziand, H.C.D., Nurul Amin, A.K.M.: The implementation of taguchi method on EDM process of tungsten carbide. Eur. J. Sci. Res. 26(4), 609–617 (2009)
Assarzadeh, S., Ghoreishi, M.: Statistical modelling and optimization of process parameters in electro-discharge machining of cobalt-bonded tungsten carbide composite (WC/6%Co). Proc. CIRP 6, 464–469 (2013). https://doi.org/10.1016/j.procir.2013.03.099
Kung, K.Y., Horng, J.T., Chiang, K.T.: Material removal rate and electrode wear ratio study on the powder mixed electrical discharge machining of cobalt-bonded tungsten carbide. Int. J. Adv. Manuf. Technol. 40, 95–104 (2009). https://doi.org/10.1007/s00170-007-1307-2
Puertas, I., Luis, C.J., Alvarez, L.: Analysis of the influence of EDM parameters on surface quality, MRR and EW of WC-Co. J. Mater. Process. Technol. 153–154, 1026–1032 (2004)
Lee, S.H., Li, X.P.: Study of the effect of machining of parameters on the machining characteristics of electrical discharge machining of tungsten carbide. J. Mater. Process. Technol. 115, 344–358 (2001)
Kumar, A., Maheshwari, S., Sharma, C., Beri, N.: Research developments in additives mixed electrical discharge machining (AEDM): a state of art review. Mater. Manuf. Process. 25, 1166–1180 (2010). https://doi.org/10.1080/10426914.2010.502954
Tzeng, Y.F., Lee, C.Y.: Effects of powder characteristics on electro discharge machining efficiency. Int. J. Adv. Manuf. Technol. 17, 586–592 (2001). https://doi.org/10.1007/s001700170142
Kansal, H.K., Singh, S., Kumar, P.: Technology and research developments in powder mixed electric discharge machining (PMEDM). J. Mater. Process. Technol. 184, 32–41 (2007). https://doi.org/10.1016/j.jmatprotec.2006.10.046
Batish, A., Bhattacharya, A., Singla, V.K., Singh, G.: Study of material transfer mechanism in die steels using powder mixed electric discharge machining. Mater. Manuf. Process. 27, 449–456 (2012). https://doi.org/10.1080/10426914.2011.585498
Sharma, R., Singh, J.: Effect of powder mixed electrical discharge machining (PMEDM) on difficult-to-machine materials—a systematic literature review. J. Manuf. Sci. Prod. 14(4), 233–255 (2014). https://doi.org/10.1515/jmsp-2014-0016
Gauriand, S.K., Chakraborty, S.: Optimization of multiple responses for WEDM processes using weighted principal components. Int. J. Adv. Manuf. Technol. 40, 1102–1110 (2009). https://doi.org/10.1007/s0170-008-1429-1
Shiang, S.J., Fong, T.Y., Bin, Y.J.: Principal component analysis for multiple quality characteristics optimization of metal inert gas welding aluminum foam plate. Mater. Des. 32, 1253–1261 (2011). https://doi.org/10.1016/j.matdes.2010.10.001
Rathi, P., et al.: Multi-response optimization of Ni55.8Ti shape memory alloy using taguchi-grey relational analysis approach. In: Parwani, A., Ramkumar, P. (eds.) Recent Advances in Mechanical Infrastructure. Lecture Notes in Intelligent Transportation and Infrastructure. Springer, Singapore (2020). https://doi.org/10.1007/978-981-32-9971-92
Kumar, V., Das, P.P., Chakraborty, S.: Grey-fuzzy method-based parametric analysis of abrasive water jet machining on GFRP composites. Sādhanā 45, 106 (2020). https://doi.org/10.1007/s12046-020-01355-9
Saha, P., Singh, A., Pal, S.K., Saha, P.: Soft computing models based prediction of cutting speed and surface roughness in wire electro-discharge machining of tungsten carbide cobalt composite. Int. J. Adv. Manuf. Technol. 39, 74–84 (2008). https://doi.org/10.1007/s00170-007-1200-z
Bhattacharya, A., Batish, A., Singh, G.: Optimization of powder mixed electric discharge machining using dummy treated experimental design with analytic hierarchy process. Proc. IMechE Part B J. Eng. Manuf. 226, 103–116 (2012). https://doi.org/10.1177/0954405411402876
Beruvides, G., Castano, F., Quiza, R., Haber, R.E.: Surface roughness modeling and optimization of tungsten–copper alloys in micro-milling processes. Measurement 86, 246–252 (2016). https://doi.org/10.1016/j.measurement.2016.03.002
Goyal, A., Gautam, N., Pathak, V.K.: An adaptive neuro-fuzzy and NSGA-II-based hybrid approach for modelling and multi-objective optimization of WEDM quality characteristics during machining titanium alloy. Neural Comput. Appl. 33, 16659–16674 (2021). https://doi.org/10.1007/s00521-021-06261-7
Hegab, H., Salem, A., Rahnamayan, S., Kishawy, H.A.: Analysis, modeling, and multi-objective optimization of machining inconel 718 with nano-additives based minimum quantity coolant. Appl. Soft Comput. 108, 107416 (2021)
Soepangkat, B.O.P., Norcahyo, R., Rupajati, P., Effendi, M.K., Agustin, H.C.K.: Multi-objective optimization in wire-EDM process using grey relational analysis method (GRA) and back propagation neural network–genetic algorithm (BPNN–GA) methods. Multidiscip. Model. Mater. Struct. 15(5), 1016–1034 (2019). https://doi.org/10.1108/MMMS-06-2018-0112
Fard, R.K., Afza, R.A., Teimouri, R.: Experimental investigation, intelligent modeling and multi-characteristics optimization of dry WEDM process of Al–SiC metal matrix composite. J. Manuf. Process. 15, 483–494 (2013). https://doi.org/10.1016/j.jmapro.2013.09.002
Vannucci, M., Colla, V.: Novel classification method for sensitive problems and uneven datasets based on neural networks and fuzzy logic. Appl. Soft Comput. 11, 2383–2390 (2011). https://doi.org/10.1016/j.asoc.2010.09.001
Mian, N.S., Fletcher, S., Longstaff, A.P., Myers, A.: Efficient estimation by FEA of machine tool distortion due to environmental temperature perturbations. Precis. Eng. 37, 372–379 (2013). https://doi.org/10.1016/j.precisioneng.2012.10.006
Abdulshahed, A.M., Longstaff, A.P., Fletcher, S.: The application of ANFIS prediction models for thermal error compensation on CNC machine tools. Appl. Soft Comput. 27, 158–168 (2015). https://doi.org/10.1016/j.asoc.2014.11.012
Su, C.T., Tong, L.I.: Multi-response robust design by principal components analysis. Total Qual. Manag. 8(6), 409–416 (1997). https://doi.org/10.1080/0954412979415
Ross, P.J.: Taguchi techniques for quality engineering. McGraw-Hill, New York (1996)
Tamiloli, N., Venkatesan, J., Ramnath, B.V.: A grey-fuzzy modeling for evaluating surface roughness and material removal rate of coated end milling insert. Measurement 84, 68–82 (2016). https://doi.org/10.1016/j.measurement.2016.02.008
Heberger, K.: Sum of ranking differences compares methods or models fairly. Trends Anal. Chem. 29(1), 101–109 (2010). https://doi.org/10.1016/j.trac.2009.09.009
Heberger, K., Kollar-Hunek, K.: Sum of ranking differences for method discrimination and its validation: comparison of ranks with random numbers. J. Chemom. 25, 151–158 (2011). https://doi.org/10.1002/cem.1320
Durbin, J., Watson, G.S.: Tests for serial correlation in least squares regression II. Biometrika 30, 159–178 (1951)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Singh, J. Multi-objective optimization of powder-mixed EDM parameters using hybrid Grey-ANFIS artificial intelligence technique. Int J Interact Des Manuf 16, 1533–1549 (2022). https://doi.org/10.1007/s12008-022-00866-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-022-00866-5