
Abstract
In this study, significant process parameters (layer thickness, build orientation, infill density and number of contours) are optimized for enhancing the magnitude/dimensional preciseness of fused deposition modeling (FDM) devise units. Hybrid statistical tools such as response surface methodology–genetic algorithm (RSM–GA), artificial neural network (ANN) and artificial neural network-genetic algorithm (ANN-GA) in MAT LAB 16.0 are utilized for training and optimization. An attempt has been made to build up a mathematical model in order to set up an indirect correlation between various FDM process parameters and magnitude preciseness. Sequentially to verify the different developed models and the optimum process parameters setting validation tests were also performed. The results showed that various hybrid statistical tools such as RSM-GA, ANN and ANN-GA are very adequate tools for FDM process parameter optimization. The minimum percentage variation in length = 0.06409%, width = 0.03961% and thickness = 0.85689% can be obtained by using ANN-GA.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Use of FDM is extensively increasing within in a number of manufacturing sectors such as automotive, biomedical implants, aerospace, electronic, telecommunication due to ability to make prototypes or product with high quality and different grades of engineering materials. The FDM complex nature of fabricating end use part in various engineering applications often create difficulty in selecting various conflicting process parameters and controlling high magnitude preciseness.
Additive manufacturing or 3D printing, also known as rapid manufacturing technique is used for fabricating products by depositing layers one over another in an additive manner as go up against to subtractive manner. In the current scenario to manage the increased antagonism in the global economy has necessitated for manufacturers to deliver new tailored products faster with higher magnitude preciseness, quality and good mechanical and physical properties than before. Thus keeping in mind the end goal to meet client requests and fulfillment has expanded producer fixation towards 3D printing techniques. Different 3D printing emerged in the last few years such as fused deposition modeling (FDM), selective laser sintering (SLS), selective laser melting (SLM), 3D ink jet printing (Binder Jetting), Laminated object manufacturing (LOM). These 3D printing techniques are capable of directly making any part of the CAD database under consideration of different process parameters, printing materials, manufacturing style, magnitude preciseness those could be used for different end use engineering applications. FDM is one such 3D printing technique developed by Stratasys Inc. [1] is extensively used to fabricate product or prototype from thermoplastic material such as acrylonitrile butadiene styrene (ABS) [2] by depositing semi-molten plastic filament in a layer by layer additive manner directly from a CAD model [3, 4] using the principle of extrusion. The demand of FDM is increasing within in a number of manufacturing sectors such as automotive, biomedical implants, aerospace, electronic, telecommunication [5] due to ability to fabricate prototype or product with high quality and different grades of engineering materials. So in such applications to maintain high magnitude stability and repeatability of the fabricated parts, magnitude variation with stiff tolerance should be maintained. Magnitude preciseness, quality, mechanical and physical properties of a part material in FDM process are dependent on various selected conflicting process parameters [5,6,7]. Hence, the study of these parameters is of paramount importance in order to minimize the dimensional inaccuracy in comparison to other 3D printing techniques. The complex process nature and conflicting parameters of FDM creates much difficulty in determining the process parameters which mainly affect the magnitude preciseness [8]. Rayegani et al. [5] developed a relationship between process parameters (Raster angle and Part orientation) and tensile strength of the fabricated parts by using Group method for data handling and found that tensile strength is greatly affected by these two process parameters. Sood et al. [9] analyzed the effect of different process factors on the magnitude preciseness using artificial neural networks (ANN) and Taguchi method. Lieneke et al. [10] studied about the geometrical deviation in FDM fabricated parts which is very common due to various conflicting process parameters. Application of FDM fabricated parts for end use part production is limited because relevant challenges regarding process parameters have not been sufficiently researched yet. Sahu et al. [11] used Fuzzy logic combined with the Taguchi method to enhance the magnitude preciseness by optimizing the effect of various process parameters. They pointed out that a large number of contradictory factors independently or in interaction with others may affect the magnitude preciseness. As a result, the fuzzy logic method is used to improve the magnitude preciseness. But the use of Fuzzy technique requires prior knowledge and experience to apply precisely. Equbal et al. [12] used Taguchi orthogonal array approach for experimental design matrix combined with ANN and Fuzzy logic to develop models for improving the magnitude preciseness in terms of variation in length, width, thickness and diameter under considerations of five factors viz., layer thickness, part build orientation, raster angle, raster to raster gap (air gap) and raster width each at three levels. Chou et al. [13] has studied that deformation in FDM made up part is mainly due to growth of inner stress which was analyzed by using finite element analysis. Mohamed et al. [14] presented a review on various optimization techniques such as RSM, Taguchi method, full factorial, gray relational, fractional factorial, ANN, fuzzy logic and GA in the determination and optimization of the various process parameters for FDM. They found that there were fruitful modern uses of these robust optimization techniques to optimize the FDM process parameters to improve the dimensional accuracy. The above discussed reading shows that the magnitude preciseness of FDM made-up parts depend upon various process parameters such as build orientation, number of contours, layer thickness, raster width, air gap and raster angle. Although to enhance the magnitude preciseness of FDM made-up parts various optimization techniques have been studied with top of writing. They have few regular confinements and focal points outlined as takes after: First a large portion of analysts has used Taguchi and GRG to improve the magnitude precision. However, all such conventional methods are unable to develop those models which could predict and established relationship between magnitude preciseness and various process parameters. For example Taguchi method leads to non-optimal solution due to higher interaction and confused interaction between two factors with the other two factors [11, 15] and unable to develop higher order empirical polynomial fitting models as per multiple process optimization requirements in relation to FDM 3D printing technique magnitude preciseness. Finally, due to the presence of various conflicting process parameters in FDM, manufacturers are not able to deliver good quality parts in terms of magnitude preciseness [16]. Therefore an interactive approach can be an efficient way to study interaction between various process parameters and magnitude preciseness of FDM fabricated parts. An interactive approach is one that encourages mutual communication between the wellspring of the cooperation and the objective. Interactive design a part of interactive approach rises as a methodology that coordinates customer desires in the item advancement process, enabling the planner to associate with the virtual item and its condition [17]. Interactive design is a noteworthy monetary and vital issue in imaginative items age by considering three factors: the specialists’ information, the end-client fulfillment and the acknowledgment of capacities [18]. In order to gain advancement in the produced parts, the interactive design helps architects to actualize virtual models empowering the association among genuine and virtual components [17]. So as to achieve this point, the proposed strategy can be utilized as a helpful and profitable piece of equipment by considering CAD design as a virtual item and FDM fabricated parts dimensional preciseness as targeted output at optimum process parameters value to success in the competitive environment of mechanized units. So there is a need for further study by keeping in mind indirect correlation, multi parameters connections and limitations on varying levels of parameters. In a manufacturing industry, process of interactive design is carried out in following manner: Identification of need, Designing of product, Evaluating, Building of interactive version of product and Redesigning. In this proposed study, to enhance the dimensional accuracy of a product, a number of model has been built and based on their outcomes an interactive design is proposed.
In contrast with past research, this work helped to enhance the magnitude preciseness of FDM fabricate parts by optimizing the various conflicting process parameters using combine hybrid statistical tool such as RSM-GA, ANN-GA. A four process parameters, five level central composite designs were employed to grasp the interactions between various process parameters and magnitude preciseness of FDM made-up parts. Further with the help of various hybrids statistical tools it has been tried to optimize the process parameters more precisely by developing mathematical models, so that enhanced magnitude preciseness can be obtained by establishing inclusive relationship between them. This study gives inclusive exploration by taking into account layer thickness, build orientation, infill density and number of contours as conflicting process parameters.
2 Methodology
2.1 Experimental work
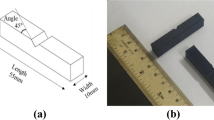
A total of 30 specimens having magnitude 65 mm length, 13 mm width, and 4 mm thickness (Fig. 1) were fabricated on the R*P2200i FDM machine by Adroitec using ABS thermoplastic as an extruded material. All specimens were designed and modeled in CAD software and converted into Standard Tessellation Language (STL) file. Then the tool path was generated for each specimen according to process parameter value in the FDM machine using an STL file which was generated earlier. Three values of each dimension length, width and thickness were measured by using a micrometer having least count of 0.01 mm. Then average of these three is considered as experimental value. In this work percentage variation in length, width and thickness were taken as the output response value.

CAD designed specimen
2.2 Experimental plan
2.2.1 FDM process parameters
From above discussed literature, it is found that the magnitude preciseness of FDM fabricated parts depends upon various process parameters. Four parameters layer thickness, build orientation, number of contours and infill density selected with their range and levels are shown in Table 1.
The low and high value range of the selected parameters is set in terms of alpha according to the FDM machine specifications and other parameters are kept fixed. Central composite design with five levels for each process parameter was used to enhance the magnitude preciseness of FDM devise parts. Each process parameter is defined like so:
-
Layer thickness (Fig. 2a) Layer thickness based on the size of nozzle tip is the height of each layer deposited one over another to fabricate the part.
Fig. 2 
a Layer thickness. b Build orientation. c Infill density (25% 50% 75%). d Number of contours
-
Build orientation (Fig. 2b) It refers to the direction in which the part is oriented on the machine bed with respect to different axis.
-
Infill density (Fig. 2c) It defines the inside amount of material used in fabricating the part.
-
Number of contours (Fig. 2d) it refers to the number of lines on the periphery.

2.3 Experimental design matrix
A set of mathematical and statistical technique which is used for analysis and modeling of specific problem factors is called response surface methodology (RSM). In RSM we consider the effect of output variables on desired response by employing linear or square polynomial function to achieve the optimization. Five level central composite design was used to study the effect of linear, quadratic, cubic and cross product models of four process parameters and also used to develop an experimental design matrix. In this work second order quadratic model was used for each response value to develop the mathematical model and to show the correlation between input process parameters and magnitude preciseness by using Eq. (1) given below. A total number of 30 experiments with 6 replicate at the centre were conducted for estimation of a pure error sum of square using DOE 6.0.8. Predicted and observed response values of all the experiments have been described in Table 2.
[Q = predicted response value, γ0 = regression equation constant, γi = linear coefficient γii = square term of each parameter, γij = first order interaction effect].
2.4 RSM-GA model for process parameter optimization
The whole GA cycle which is an extremely well known tool to tackle wide sorts of seeking, complex and optimization problems [19,20,21] consist of four basic steps which were repeated until the ideal desired target halted fluctuating. The First step is randomly generate initial new population from the random individual population. The second is to consider these individuals for evaluation on the basis of objective function. Third is to select the best individual having maximum fitness value for mutation and crossover because that would have a greater probability of generating progeny. Fourth step is the selection of new individual parent after selection, mutation and crossover from the population. In general the following steps were followed to create RSM-GA model:
-
1.
Randomly generation of the initial individual population having length of each chromosome is equal to the number of process parameters we consider.
-
2.
The individual process parameter values have been generated within the consider range.
-
3.
In GA, RSM generated equation is considered as fitness function.
-
4.
The GA, develops a series of novel population. At each step, the GA uses the individuals to develop the next novel population. The following steps were used to generate novel population by GA tool:
-
5
The Calculation is ended after meeting of best fitness function and the chromosome based on the best value is selected as the optimal process parameter for minimizing the magnitude variation.
2.5 Development of ANN model using experimental data
The ANN technique is collected work of data which is used for creating the network, configuring the network, initializing the weights and biases, network training, validation of network and investigate the data. Artificial neural network systems, being great calculations for information investigation, have given wide chances to making utilization of the information contained in mechanical databases [22]. The sigmoid 10 hidden neurons with two level feed-forward network fitted the multidimensional mapping problem as shown in Fig. 3. The ANN mechanism to generate the best fit model has used inputs, outputs and neurons three layer model. The input and output data were investigated from the RSM design matrix. Every input has four variables and six replications. The various process parameters such as input, output, net and fitness obtained from ANN model were used in GA to find out the optimum process parameters.

Artificial neural network for FDM process parameter optimization
2.6 ANN-GA model for process parameter optimization of 3D printing
A MATLAB 16.0 based GA mechanism was used to optimize the input process parameters for minimum percentage variation in magnitude by using the previous developed ANN model. ANN-GA model was developed similar to RSM-GA as in previous Sect. 2.4. To start with the GA, mat file developed in the ANN model was used as a fitness function. Now, with various sets of ANN variables, generate an initial population randomly and calculate fitness function of each chromosome of ANN. The Chromosome is one string of the population, which is further crossover and mutated to generate a new string of chromosomes for each generation. This process of various steps such as reproduction, crossover and mutation is known as one generation. Each new string of the population obtained after mutation is known as child strings, which become the parent strings for the next generation. This is continued until the mean fitness squared error of the strings comes out to be minimum.
3 Results and discussion
In the present work focused is on enhancing magnitude preciseness by optimizing process parameters using RSM-GA and ANN-GA hybrid techniques. Table 2 represents the design matrix which was built using central composite design under a different set of process parameters including experimental response results and predicted value of different response values by RSM and ANN. Experimental response values were analyzed by developing mathematical models using Design of Experiment 6.0.8 and Mat Lab 16.0 software. In present study quadratic and 2FI (two-factor interaction) models were analyzed and selected according to three different tests- the sequential model sum of squares, lack-of-fit and the adequacy model. For percentage variation in length and width quadratic model has the maximum value of R2, adjusted R2 and predicted R2 with very fine concord with each other, but for percentage deviation in the thickness 2FI model has the maximum values for all these correlation coefficient as represented in Table 3. So smaller p values and insignificant lack-of-fit for quadratic and 2FI models in comparison to other models gives an admirable clarification among FDM process parameters and magnitude preciseness.
3.1 Effect of process parameters on percentage variation in length
Effect of different FDM process parameters on percentage variation in length is revealed in Fig. 4a–c. Figure 4a shows the effect of number of contours and infill density that with increment in both parameters percentage variation in length is increasing. After reaching the maximum value again start to decrease and it is minimum at 4 number of contours and 25% infill density. This is because at low infill density less amount of material is used, so heat is easily transferred as material cool downs from glass transition temperature to machine cabin temperature without producing any thermal stress. The minimum percentage variation in length at a minimum number of contours and infill density is found 0.754167% by keeping other parameter constant as shown in Fig. 4a. This variation in length can be further reduced to by lessening the layer thickness. The effect of layer thickness with infill density and number of contours is shown in Fig. 4b, c which conclude that percentage variation in length is minimum at lower values of layer thickness. This is due to generation of less amount of inner residual stress as fabricated part cool down. The main reason of deformation and distortion is growth of inner stress as layer thickness increases. The strength of FDM parts also decreases with increase in layer thickness [23]. So layer thickness should keep minimum. The least percentage variation in length is 0.695833% at layer thickness of 0.19 mm and 4 number of contours.

a Effect of infill density and layer thickness on percentage variation in length. b Effect of number of contours and layer thickness on percentage variation in length. c Effect of number of contours and infill density on percentage variation in length
3.2 Effect of process parameters on percentage variation in width
Figure 5a–d reveals the effect of different process parameters on percentage variation in width. The effect of build orientation and layer thickness on percentage variation in width as can be seen (Fig. 5a). The width is increasing linearly with increase in layer thickness, but with the increase in build orientation percentage variation in width is decreasing reaches a minimum value and then again starts increasing. The minimum percentage variation in width is 0.40% at 600 build orientation and 0.19 mm layer thickness. The effect of number of contours and layer thickness on percentage variation in width is shown in Fig. 5b. The percentage variation in width is decreasing linearly with increase in number of contours but increasing with increase in layer thickness as can be seen (Fig. 5b). The minimum percentage variation in width is 0.41% at 8 number of contours and 0.19 mm layer thickness. Figure 5c shows the effect of infill density and build orientation on percentage variation in width. The minimum percentage variation in width is 0.42% at 60° build orientation and 25% infill density. The percentage variation in width is increasing with raising infill density value. The reason is thermal expansion due to the large amount of material used during fabricating part but, with the increase in build orientation, first percentage variation in width is decreasing and then becomes constant up to 67.50° build orientation value. Similarly, least percentage variation in width 0.67% at 60° build orientation and 4 number of contours can be obtained as shown in Fig. 5d.

a Effect of build orientation and layer thickness on percentage variation in width. b Effect of number of contours and layer thickness on percentage variation in width. c Effect of infill density and build orientation on percentage variation in width. d Effect of number of contours and build orientation on percentage variation in width
3.3 Effect of process parameters on percentage variation in thickness
Figure 6a–d shows the effect of different process parameters on percentage variation in thickness. Figure 6a reveals the influence of infill density and layer thickness on percentage variation in thickness that thickness is decreasing linearly with a rise in layer thickness value, but with the rise in infill density value percentage variation in thickness is increasing. The minimum percentage variation in thickness is 1.3075% at 25% infill density and 0.33 mm layer thickness. Similarly the effect of number of contours and layer thickness on percentage variation in thickness is shown in Fig. 6b. The minimum percentage variation in thickness is 1.3825% at 4 number of contours and 0.33 mm layer thickness. Figure 6c shows the effect of infill density and build orientation on percentage variation in thickness. This figure indicates that the minimum percentage variation in width is 1.29% at 67.500 build orientation and 25% infill density. The percentage variation in thickness is increasing with a rise in infill density value, but with rise in build orientation percentage variation in thickness is decreasing. Similarly, minimum percentage variation in thickness 1.39% at 67.500 build orientation and 4 number of contours can be obtained as shown in Fig. 6d.

a Effect of infill density and layer thickness on percentage variation in thickness. b Effect of number of contours and layer thickness on percentage variation in thickness. c Effect of infill density and build orientation on percentage variation in thickness. d Effect of number of contours and build orientation on percentage variation in thickness
3.4 ANOVA models
In this study different process parameters selected for optimization to enhance the magnitude preciseness were layer thickness, Build orientation, Density and Number of contours. The process parameters range as given in Table 1 was selected on the basis of study literature and developed a design matrix by using RSM based central composite design (CCD) in the design of expert software 6.0.8. Responses in terms of percentage variation in length, width and thickness were measured by performing experiments according to Table 2. For each response value mathematical models are generated according to the second order equations (ii, iii and iv) as given below:
The percentage variation in length, width and thickness actual measured were in the range of (0.1–3.1%, 0.07–1.93%, 0.9–2.5%). The model fitness is quadratic for length and width, but 2FI for thickness, which find that there is only one arrangement for each dimension where various process parameters show minimum magnitude variation from the actual one. Then from the F and p test values which were checked for each model terms in Eqs. (2), (3) and (4), it was decided that the model was significant or not significant as described in Tables 4, 5 and 6. The response is affected more as compared to other terms in quadratic equation if the coefficient of the terms in the developed equation is significant. Different significant model terms obtained for each response are shown in Tables 4, 5 and 6. The model F (32.69) and p (< 0.0001) values for percentage variation in length, F (60.08571) and p (< 0.0001) values for percentage variation in width and F (63.08638) and p (< 0.0001) values for percentage variation in thickness showed that the models were significant.
Point prediction optimization method was used in this work to find out optimum process parameters at minimum percentage variation in part dimension and to confirm the validity of the model. It was found that at the 0.19 mm layer thickness, 40.74° build orientation, 25% infill density and 4 number of contours the minimum percentage variation in length is 0.360421%, minimum percentage variation in width is 0.30% and the minimum percentage variation in thickness is 1.83182%. To validate the RSM model a minimum three parts are fabricated at the above obtained optimum process parameters. The minimum percentage variation in length = 0.3524%, minimum percentage variation in width = 0.345% and minimum percentage variation in thickness = 1.78312% were found close to the above predicted values. Thus, from experimental results confirm that the model is very adequate and reliable for this problem. Further optimization of the FDM process parameters to enhance magnitude preciseness is necessary as the above discussed models output is not much significant as our objective and also developed mathematical equations can not find out the accurate results [7]. So further hybrid techniques were applied to optimize the FDM process parameters.
3.5 Parameter optimization by RSM-GA
In GA epochs is a measure which shows the performance and the number of cycles that processed by the genetic algorithm for various numbers of generations. It was performed for experiments using 50 generations and 200 population size to find out the number of souls. Constraint dependent crossovers were used up as a crossover function and adaptive feasible mutation was taken as mutation function. The crossover fraction was chosen as 0.8 and elite count was taken as 0.05 of population sizes. The hybrid RSM-GA has been run to get optimum process parameters for least percentage variation in different magnitudes in MATLAB by fixing upper and lower bound parameter limits as found out from the design matrix of RSM.
The minimum percentage variation in length obtained with RSM-GA is 0.17919% at process parameters (layer thickness 0.19 mm, build orientation 22.50°, infill density 75% and number of contours 8) and its convergence as shown in Fig. 7; the minimum percentage variation in width is 0.05342% at process parameters value (layer thickness 0.19 mm, build orientation 62.301°, infill density 25.002%, and number of contours 8) and its convergence as shown in Fig. 8; the minimum percentage variation in thickness is 0.87418% at process parameters value (layer thickness 0.33 mm, build orientation 22.5°, infill density 25%, and number of contours 4) and its convergence as shown in Fig. 9.

RSM-GA plot for percentage variation in length

RSM-GA plot for percentage variation in width

RSM-GA plot for percentage variation in thickness
3.6 Validation of RSM-GA
The optimum process parameter combination sets obtained from the RSM-GA developed models were used to validate the model. A minimum of three parts were fabricated by selecting the optimum process parameters combination set for each magnitude from Table 7 to confirm the adequacy of predicted models. An observed average minimum 0.18076% variation in length, 0.05741% variation in width and 0.88906% variation in thickness process parameters were near to the predicted value of 0.179192% variation in length, 0.05342% variation in width and 0.87418% variation in thickness and hence confirms the adequacy of developed RSM-GA model.
3.7 Fitness function development and training using ANN
The ANN generated model has been trained with 30 sets of input process parameters (A, B, C, D) and an output response (variation in length, width and thickness). The input [4 × 30] and output [1 × 30] were sacrificed to the neural fitting tool as an input and output data set. In this study 30 samples were divided randomly among three varieties of samples viz. testing (15%), validation (15%) and training (70%) for training purpose. Ten numbers of hidden neurons were taken in the fitting network’s hidden layer to define a fitting neural network. Chronological arranged incremental training with learning functions (trains) were utilized to perform training. Testing offers an independent standard of network execution and bears no impact on training. The network was trained multiple times as it generates different results owing to initial conditions and sampling. In this way different values of correlation coefficient (R) were obtained for each run of training algorithm. By varying the number of hidden layers/neurons value of R can be varied for training, validation and testing for different types of algorithms. The value of R decides the relationship, whether it is close or random, 0 specify random relationship and 1 specify close relationship. For the best value of correlation coefficient, an ANN model has been created in a .mat format by using MATLAB software as shown in Table 8.
The best correlation coefficients were obtained by trainlm among different training functions for individual percentage variation in magnitude. The different neural network parameters obtained using ANN as shown in Fig. 10a-c are as follows.

a Neural network parameters for percentage change in length. b Neural network parameters for percentage change in width. c Neural network parameters for percentage change in thickness
For percentage variation in length an overall correlation coefficient of 0.97006, training correlation coefficient 0.99607, validation correlation coefficient 0.86814 and testing correlation coefficient 0.98093., for percentage variation in width an overall correlation coefficient of 0.98144, training correlation coefficient 1.000, validation correlation coefficient 0.78238 and testing correlation coefficient 0.75499. and for percentage variation in thickness an overall correlation coefficient of 0.98145, training correlation coefficient 0.99912, validation correlation coefficient 0.9686 and testing correlation coefficient 0.97202.
3.8 Process parameters optimization by ANN-GA
An optimization tool of genetic algorithm was used to predict the optimum combinations of process parameters to minimize the variation in magnitudes. The ANN model (.mat file) produced in the previous part utilized with regard to target work. Bring down furthermore upper limits and lower limits about process parameters need be fed under GA. The fused ANN-GA has been run to get optimum process parameters for least percentage variation in different magnitudes in MATLAB by fixing upper and lower bound parameter limits as found out from the design matrix of RSM. Parameters population size = 200, generation = 50, elite count = 0.05 of population size, crossover fraction = 0.8, constraint dependent crossover function and adaptive feasible mutation function were used for hybrid ANN-GA.
The minimum percentage variation in length obtained with ANN-GA is 0.06409% at process parameters (layer thickness 0.19 mm, build orientation 40.382°, infill density 25% and number of contours 6.013) and its convergence is shown in Fig. 11; the minimum percentage variation in width is 0.03956% at process parameters value (layer thickness 0.19 mm, build orientation 56.144°, infill density 25%, and number of contours 8) and its convergence is shown in Fig. 12; the minimum percentage variation in thickness is 0.85689% at process parameters value (layer thickness 0.33 mm, build orientation 22.50, infill density 25%, and number of contours 4) and its convergence is shown in Fig. 13.

ANN-GA plot for percentage variation in length

ANN-GA plot for percentage variation in width

GA ANN plot for percentage variation in thickness
3.9 Validation of ANN-GA model
The optimum process parameter combination sets obtained from the ANN-GA developed models were used to validate the models. A minimum of three parts were fabricated by selecting the optimum process parameters combination set for each magnitude from Table 9 to confirm the predicted models. An observed average minimum 0.06445% variation in length, 0.03908% variation in width and 0.85337% variation in thickness process parameters were near to the predicted value of 0.0640932% variation in length, 0.03961% variation in width and 0.856886% variation in thickness and hence confirms the adequacy of developed ANN-GA model.
4 Conclusions
RSM and various hybrid statistical tools such as RSM-GA and ANN-GA is used for process parameter optimization to enhance the magnitude preciseness of FDM fabricated parts. ANN-GA produced better proposed model by using back-propagation neural network with four inputs, ten hidden, multilayer feed-forward and one output layer as showed by high correlation coefficients R (0.97006, 0.98144, 0.98145) for minimum percentage variation in length, width and thickness as compared to R (0.96826, 0.98248, 0.970763) obtained from RSM. The minimum percentage variation in length = 0.06409% at process parameters (layer thickness = 0.19 mm, build orientation = 40.382°, infill density = 25% and number of contours = 6.013), the minimum percentage variation in width = 0.03961% at process parameters value (layer thickness = 0.19 mm, build orientation = 56.144°, infill density = 25.008%, and number of contours = 8) and the minimum percentage variation in thickness = 0.85689% at process parameters value (layer thickness = 0.33 mm, build orientation = 22.5°, infill density = 25%, and number of contours = 4) are best predicted results value by using ANN-GA in comparison to RSM, RSM-GA predicted results value. The proposed tools as a computational device used intelligently to help the designing examination through deciding the optimum process parameters selection for increasing dimensional preciseness. Additionally, it very well may be connected to a high scope of relevance, similarity inside the AM frameworks and simplicity in usage.
References
Yan, X., Gu, P.: A review of rapid prototyping technologies and systems. Comput. Aided Des. 4, 307–316 (1996)
Lee, B.H., Abdullah, J., Khan, Z.A.: Optimization of rapid prototyping parameters for production of flexible ABS object. J. Mater. Process. Technol. 169, 54–61 (2005)
Mohamed, O.A., Masood, S.H., Bhowmik, J.L.: Experimental investigation of time dependent mechanical properties of PC-ABS prototypes processed by FDM additive manufacturing process. Mater. Lett. 193, 58–62 (2017)
Khodaygan, S., Golmohammadi, A.H.: Multi-criteria optimization of the part build orientation (PBO) through a combinedmeta-modeling/NSGAII/TOPSISmethod for additive manufacturing processes. Int. J. Interact. Des. Manuf. 12, 1071–1085 (2017)
Rayegani, F., Onwubolu, G.: Fused deposition modelling (FDM) process parameter prediction and optimization using group method for data handling (GMDH) and differential evolution (DE). Int. J. Adv. Manuf. Technol. 73, 509–519 (2014)
Nidagundi, V.B., Keshavamurthy, R., Prakash, C.P.S.: Studies on parametric optimization for fused deposition modelling. Process. Materi. Today Proc. 2, 1691–1699 (2015)
Alafaghani, A., Qattawi A., Alrawi B., Guzman, A.: Experimental optimization of fused deposition modelling processing parameters: a design-for-manufacturing approach. In: North American Manufacturing Research Conference, LA, USA, vol. 10, pp. 791–803 (2017)
Mohamed, O.A., Masood, S.H., Bhowmik, J.L.: Mathematical modeling and FDM process parameters optimization using response surface methodology based on Q-optimal design. Appl. Math. Model. 40, 10052–10073 (2016)
Sood, A.K., Ohdar, R.K., Mahapatra, S.S.: Improving magnitude preciseness of fused deposition modelling processed part using grey Taguchi method. Mater. Des. 30, 4243–4252 (2009)
Lieneke, T., Denzer, V., Adam, G.A.O., Zimmer, D.: Magnitude tolerances for additive manufacturing: experimental investigation for fused deposition modeling. Procedia CIRP 43, 286–291 (2016)
Sahu, R.K., Mahapatra, S.S., Sood, A.K.: A study on magnitude preciseness of fused deposition modeling (FDM) processed parts using fuzzy logic. J. Manuf. Sci. Prod. 13(3), 183–197 (2013)
Equbal, A., Sood, A.K., Ohdar, R.K., Mahapatra, S.S.: Prediction of magnitude preciseness in fused deposition modelling: a fuzzy logic approach. Int. J. Product. Qual. Manag. 7, 22–43 (2011)
Chou, K., Zhang, Y.: A parametric study of part distortion in fused deposition modeling using three magnitude element analysis. J. Eng. Manuf. 222(B), 959–967 (2008)
Mohamed, O.A., Masood, S.H., Bhowmik, J.L.: Optimization of fused deposition modeling process parameters: a review of current research and future prospects. Adv. Manuf. 3, 42–53 (2015)
Wang, C.C., Lin, T., Hu, S.: Optimizing the rapid prototyping process by integrating the Taguchi method with the Gray relational analysis. Rapid Prototyp. J. 13, 304–315 (2007)
Kim, G.D., Oh, Y.T.: A benchmark study on rapid prototyping processes and machines: quantitative comparisons of mechanical properties, accuracy, roughness, speed, and material cost. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2, 201–215 (2008)
Ordaz-Hernandez, K., Fischer, X., Bennis, F.: Granular modeling for virtual prototyping in interactive design. Virtual Phys. Prototyp. 2(2), 111–126 (2007)
Nadeau, J.P., Fischer, X.: Research in interactive design: virtual, interactive and integrated product design and manufacturing for industrial innovation. Springer, Berlin (2011)
Davorin, Kramar, Djordje, Cica, Branislav, Sredanovic, Janez, Kopa: Design of fuzzy expert system for predicting of surface roughness in high-pressure jet assisted turning using bioinspired algorithms. Artif. Intell. Eng. Des. Anal. Manuf. 30, 96–106 (2016)
Singh, P.K., Jain, S.C., Jain, P.K.: Comparative study of genetic algorithm and simulated annealing for optimal tolerance design formulated with discrete and continuous variables. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 10, 735–758 (2005)
Singh, P.K., Jain, S.C., Jain, P.K.: A genetic algorithm based solution to optimum tolerance synthesis of mechanical assemblies with alternate manufacturing processes—benchmarking with the exhaustive search method using the Lagrange multiplier. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 7, 765–778 (2004)
Rojek, I.: Technological process planning by the use of neural networks. Artif. Intell. Eng. Des. Anal. Manuf. 31, 1–15 (2017)
Christiyan, K.G.J., Chandrasekhar, U., Venkateswarlu, K.: A study on the influence of process parameters on the mechanical properties of 3D printed ABS composite. IOP Conf. Ser. Mater. Sci. Eng. 114, 012109 (2016). https://doi.org/10.1088/1757-899X/114/1/012109
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Deswal, S., Narang, R. & Chhabra, D. Modeling and parametric optimization of FDM 3D printing process using hybrid techniques for enhancing dimensional preciseness. Int J Interact Des Manuf 13, 1197–1214 (2019). https://doi.org/10.1007/s12008-019-00536-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-019-00536-z