
Abstract
Fluorocarbon surfactants are widely used, especially in the emulsion polymerization of fluoropolymers, due to their high surface activity, excellent stability, and excellent compatibility. However, the long-term environmental pollution of perfluoroalkyl and polyfluoroalkyl groups in fluorocarbon surfactants has made them banned. Here, we designed and prepared an environmentally friendly zwitterionic fluorocarbon surfactant (PFSC) through shortening fluorocarbon chains and covalent bonding them with the zwitterionic groups, and further demonstrated the effect on the emulsion polymerization of fluoropolymers. The results showed that the surface tension of the emulsion after adding PFSC reached 12 mN/m at a concentration above 0.05%, which is significantly superior to that of perfluorooctanoic acid (PFOA). The study also examined the reaction kinetics, emulsion particle size, and emulsion stability during the emulsion polymerization reaction. The results demonstrated that the fluorinated surfactant exhibits excellent emulsification effects and can serve as an alternative to PFOA. This work presents the synthesis strategy of a new environmentally friendly zwitterionic fluorocarbon surfactant for high-efficiency emulsion polymerization of fluoropolymers.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fluorine surfactants have many famous advantages, such as low surface tension, critical micelle concentration and dielectric constant, and high activity. Perfluoroalkyl and polyfluoroalkyl substances (PFAS) are a group of different surface treatment chemicals with excellent environmental stability, low friction water and oil rejection coefficient, biocompatibility, excellent thermal stability, chemical resistance and low interfacial free energy.1,2 PFAS have been produced and used for decades and are widely used in production processes including electrical and electronic equipment, firefighting foam, photoimaging, hydraulic fluids, metal plating, and textiles.3 Fluorocarbon surfactants are widely used in coating, leather, adhesives, cleaning agents and fabric finishing fields due to their excellent properties of three high and two repellents (extremely high surface activity, excellent stability, excellent compatibility with other surfactants and hydrophobic oil repellent). However, since 2015, perfluorooctane sulfonates (PFOS) and perfluorooctanoic acid (PFOA) have been banned in many countries due to their long-term environmental pollution. They have difficulty degrading in the natural environment and have a high bioaccumulation, which means they easily accumulate in human and animal tissues and cause toxicity.4,5,6 Therefore, it is urgent to develop new environmentally friendly fluorocarbon surfactants to replace PFOA and PFOS surfactants.
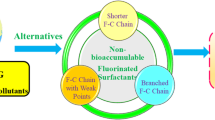
In recent years, several alternatives to perfluorooctanoic acid (PFOA) have emerged in the form of fluorocarbon surfactants. A key approach employed by major companies like KMC (DuPont) is to shorten the perfluorocarbon chain.7 However, the disadvantage is that simply reducing the number of fluorocarbon atoms reduces the hydrophobic chain segment of the surfactant, resulting in poor surface performance.8 At the same time, these small molecules containing fluorinated fragments will still pollute the environment due to their excellent stability in the natural environment.9,10 Another idea is not to reduce the number of atoms in the hydrophobic chain segment, but to reduce the number of fluorocarbon atoms in it. This method replaces the fluorine atoms on some carbon atoms in C8 with hydrogen atoms, which meets the current environmental protection requirements. There is also the introduction of heteroatoms in the fluorocarbon chain or the replacement of perfluoroalkyl by fluorinated polyether segments to reduce its bioaccumulation.7,11 Moreover, designing fluorocarbon surfactants with reactive functional groups allows for covalent bonding with the polymeric main chain during the reaction process. This approach completely circumvents the environmental hazards associated with small molecular fluorocarbon surfactants.7
Surfactants are generally classified into anionic surfactants, cationic surfactants, zwitterionic surfactants and nonionic surfactants according to their ability to dissociate in aqueous solution and the type of charge they carry after dissociation.12,13 Amphoteric surfactant refers to the surfactant which contains both anionic and cationic hydrophilic groups in the molecule.14 Betaine zwitterionic surfactants have many advantages,15,16,17 such as low toxicity, low irritation, excellent resistance to hard water and high concentration electrolyte, and are suitable for seawater.18 The most important thing is that it has good emulsification and dispersibility, can be compatible with almost all other types of surfactants, can also be adsorbed on the surface of charged substances, and has good wettability and foaming property.19,20 At present, this kind of surfactant has been widely used in the fields of daily chemical, fire protection and fabric finishing.21 If the fluorine-containing chain segment can be introduced into it, the surfactants can have hydrophobic and oleophobic properties in addition to the above properties, and will be a new type of fluorocarbon surfactants with high performance and multiple functions.
This paper aims to investigate the synthesis and properties of a zwitterionic surfactant, perfluorohexyl (butyl) sulfonyl carboxy propylamino dimethyl betaine (PFSC), by utilizing perfluoro-butyl (hexyl) sulfonyl fluoride containing C4 and C6 as raw materials. The preparation method employed is straightforward. The study examines the structure and surface properties of PFSC and explores its potential application as an emulsifier in the emulsion polymerization of fluorinated acrylate. The research proposes betaine zwitterionic surfactants as promising alternatives to PFOA/PFOS in fluorinated acrylate emulsion polymerization. This substitution aims to reduce environmental pollution while improving polymer properties. PFSC, in particular, exhibits several advantages such as low irritation, effective bactericidal and mildew inhibiting properties, and antistatic properties commonly associated with zwitterionic surfactants. Consequently, PFSC holds significant potential in the fields of fluorine-containing coatings and fabric finishing agents.
Experimental
Materials
Perfluoro-butyl sulfonyl fluoride, N, N-dimethyl-1, 3-propylenediamine and sodium chloroacetate were purchased from Aladdin Reagent (Shanghai) Co., LTD. Perfluorohexyl sulfonyl fluoride was purchased from Wuxi Zhongkun Biochemical Technology Co., Ltd. Methyl methacrylate (MMA), dodecafluoroheptyl methacrylate (DFHMA), potassium persulfate, sodium bisulfite, sodium bicarbonate and sodium dodecyl sulfate (SDS) were purchased from Sinopod Chemical Reagent Co., Ltd. Methyl methacrylate (MMA) and dodecafluoroheptyl methacrylate were refined for use. Potassium persulfate and sodium bisulfite were purified by recrystallization with deionized water, and the operation was repeated three times for reserve use.
The preparation process of the fluorinated emulsifier ammonium perfluorooctanoate was as follows: a certain amount of perfluorooctanoate was settled in the round-bottom flask, then ammonia was added uniformly and slowly into the round-bottom flask until the solution in the flask became alkaline. The precursor solution continued to be stirred for 30 min, and then a rotary evaporator was used at 70 °C to remove the liquid in the flask. Ammonium perfluorooctanoate was obtained under vacuum drying.
Purification of MMA: A certain amount of MMA monomer was taken in the separation funnel and washed with a preprepared 5% sodium hydroxide aqueous solution three times and with deionized water three times. After removing the inhibitor, the MMA monomer was dried and dehydrated with CaH2. Finally, the purified monomer was obtained by vacuum distillation at a lower temperature of 40 ~ 50 °C and sealed at low temperature and in the dark.
Purification of fluorinated monomer: The fluorinated monomer DFHMA was removed by the above MMA method, and then dried with CaH2 to remove water. After filtration, the fluorinated monomer was sealed and stored at low temperature for use.
Experiment methods
Synthesis of the intermediate N-[3-(dimethylamino) -propyl] perfluoro-butyl (hexyl) sulfonamide
The synthesis route of the intermediate N-[3-(dimethylamino) -propyl] perfluoro-butyl (hexyl) sulfonamide is shown in Fig. 1a. 0.11 mol of N, n-dimethyl-1, 3-propylenediamine and equal mole of triethylamine were placed in a round-bottomed flask filled with 50 mL of ether. Under the condition of ice water bath, 0.1 mol of perfluorinated butyl sulfonyl fluoride ether solution was slowly added to it, and the drip was finished after about 60 min. After reaction for about 12 h, the mixture was filtered. The crude solid product was washed three times with deionized water and then three times with ether, and the white solid product intermediate N-[3-(dimethylamino)-propyl] perfluoro-butyl sulfonamide was obtained after drying. The synthesis route of N-[3-(dimethylamino)-propyl] perfluorohexyl sulfonamide is basically the same as that of N-[3-(dimethylamino) -propyl] perfluoro-butyl sulfonamide.

Synthesis route of intermediate (a), zwitterionic fluorocarbon surfactants (b) and emulsion polymerization (c)
Synthesis of perfluorohexyl (butyl) sulfonyl carboxy propylamino dimethyl betaine (PFSC)
The synthesis route of perfluoro-butyl (hexyl) sulfonyl propylamine dimethyl carboxybetaine is shown in Fig. 1b. First, 0.055 mol of intermediate N-[3-(dimethylamino) -propyl] perfluoro-butyl (hexyl) sulfonamide and 0.06 mol of sodium chloroacetate were dissolved in a mixture of 100 mL ethanol and water (1:1 volume ratio), and added to a three-mouth flask with a condensing reflux device. The system was heated to 60 °C, and the reaction was stopped after 24 h. The solvent was removed by vacuum distillation, and the white solid obtained was dissolved in an appropriate amount of methanol and filtered, and the solvent in the filtrate was removed by rotary distillation and dissolving. Then, the obtained solid product was dissolved in water and filtered to remove the solid impurities, and the white solid was obtained after the evaporation of the solvent, which was the final product of the preparation of perfluoro-butyl (hexyl) sulfonyl propylamine dimethyl betaine.
Application of PFSC in emulsion polymerization of fluorinated acrylate and study on kinetics of emulsion polymerization
The route of emulsion polymerization of fluorinated acrylate using betaine fluorocarbon surfactant as emulsifier is shown in Fig. 1c. In order to verify the effect of emulsion polymerization, PFSC was applied to the emulsion polymerization of fluorinated acrylate as a fluorinated emulsifier. For monomers that are difficult to emulsify, such as fluorinated acrylate monomers, in order to obtain a uniform and stable emulsion during emulsion polymerization, the method of preemulsification can be adopted. In this experiment, two methods of magnetic stirring and ultrasonic preemulsification were used for preemulsification alternately. The specific operation methods were as follows. The monomer, a certain amount of emulsifier and deionized water were added to the conical bottle, stirred at high speed on the magnetic stirrer for 30 min, and then the conical bottle was placed in the ultrasonic generator for preemulsification for 30 min, the process was alternately carried out 2 to 3 times, and then the preemulsified substance was placed in the constant pressure dropping funnel, and slowly added to the reaction bottle when the emulsion polymerization was carried out. In the preemulsification, the fluorinated monomer and the nonfluorinated monomer were preemulsified, respectively, and the amount of emulsifier was rationally allocated. The formula used in the emulsion polymerization process was as follows: Dodecafluoroheptyl methacrylate (DFHMA) accounted for 40% of the monomer (the mass fraction of the total monomer, the same below), methyl methacrylate (MMA) accounted for 60%; the initiator (potassium persulfate combined with sodium bisulfite 3:l, REDOX initiation system) accounted for 0.6% of the total weight of the monomer, and the emulsifier was used in the PFSC and PFSC/SDS (1:1) combination system, and its content accounted for 2% of the total weight of the monomer. The solid content of the emulsion was 30%. The emulsion polymerization was conducted at 55 °C for 4 h. During the emulsion polymerization, the products with different reaction times were taken and dried at a high temperature, on assistant of a small amount of polymerization inhibitor. The conversion rate at each time point was calculated according to the formula. At the same time, the particle size of the emulsion was characterized at the end of the reaction, and the mass of the flocculant after complete drying was weighed.
Determination of monomer conversion in polymerization
The conversion rate was measured by weighing mass method. To begin, 1 mL emulsion was taken, a small amount of polymerization inhibitor was added, and then dried in the oven to constant weight. The conversion rate was calculated according to equation (1).
W0 is the weight of the culture dish. W1 and W2 are the weight of latex before and after drying to the constant weight, respectively; W3 is the total mass of all the materials; W4 is the weight of all the materials except water and monomers in the culture dish; W5 is the total weight of monomers. The nonvolatile matter in the feed refers to the amount of components other than water and monomers in the feed and the inhibitor added during the drying process.
Characterization
The FTIR spectrum was performed on Nicolet Magna IR 550 Fourier transform infrared spectrometer, and samples were tested by KBr tablet method. The scanning times of the samples were 64 times. The Gemini 20001 nuclear magnetic resonance spectrometer of Varian, Inc. of the USA was adopted, and the resonance frequency was 400 MHz. The 19F-NMR and 1H-NMR of perfluoro-butyl (hexyl) sulfonyl propylamine dimethyl carboxybetaine were measured at room temperature using D2O as solvent. The thermogravimetric analysis of surfactants was carried out with the thermogravimetric analyzer SDTA851 of Mettler Toledo Company. The temperature rise range was 25 ~ 300 °C, the temperature rise rate was 10 °C min, and the nitrogen atmosphere flow rate was 50 mL/min. The conductivity of surfactant solution at different PH values was determined by conductivity PH method. A small amount of emulsion was diluted to very thin concentration, and the particle size of different emulsions and their particle size distribution were detected by ZETASIZER 3000HS laser particle size analyzer of Malvern Company in the UK. The surface properties of the sample were characterized by a surface tensiometer (model BZY-1). Perfluorobutyl (hexyl) sulfonyl propylamine dimethyl carboxybetaine was dissolved in pure water to prepare water dispersions of different concentrations, and the solution was prepared and left overnight to achieve the equilibrium of the surfactant solution. The surface tension of the solution was determined by the platinum plate method at a temperature of 25 °C. The surface tension γ data is the average of 5 measurements. The average error near the critical micelle concentration is ± 0.2 mN/m, and the error below the critical micelle concentration is ± 0.4 mN/m.
Results and discussion
Preparation and structural characterization of PFSC
The intermediate, zwitterionic fluorocarbon surfactants and emulsion polymerization were synthesized according to the route synthesis in Fig. 1a. The FTIR spectrum of PFSC is shown in Fig. 2. The wavenumber between 1100 and 1330 cm–1 is the stretching vibration absorption peak of -CF3 and -CF2. The characteristic absorption peaks of S=O bond at 1200 cm-1, -NH- at 3450 cm-1 and -SN- at 1350 cm-1 confirmed the presence of sulfonamide groups in the product. The peak at 1600 cm-1 is the characteristic absorption peak of the carbonyl group, which also proves that the measured sample does have the expected structure and is a betaine type fluorocarbon surfactant. Similar to Fig. 2a, each group of characteristic peaks can also be found in Fig. 2b, which proves that betaine fluorocarbon surfactants with the expected structure have been successfully prepared.

FTIR spectra of (a) C4F9SO2NH(CH2)3N+(CH3)2CH2COO– and (b) C6F13SO2NH(CH2)3N+(CH3)2CH2COO–
The nuclear magnetic characterization of perfluorinated butylsulfonyl propylamine dimethyl carboxybetaine was performed with D2O as solvent. The 19F-NMR and 1H-NMR results are shown in Fig. 3. Each group of peaks in Figs. 3a and 3b has been clearly assigned, and the integral proportion is the same as that in the molecular formula. Combined with the infrared spectrum, it can be determined that the betaine-type surfactant described in this chapter has been successfully prepared. Figure 3c and 3d shows the NMR hydrogen and fluorine spectra of perfluorinated hexyl sulfonyl propylamine dimethyl carboxybetaine. The test methods and conditions are exactly the same as those of perfluorinated butyl sulfonyl propylamine dimethyl carboxybetaine. The peaks of each group are also shown in Fig. 3, which proves that betaine-type fluorinated surfactants with expected structure have indeed been prepared.

(a) 19F-NMR and (b) 1H-NMR of C4F9SO2NH(CH2)3N+(CH3)2CH2COO-; (c) 19F-NMR and (d) 1H-NMR of C6F13SO2NH(CH2)3N+(CH3)2CH2COO-
PFSC performance test
Surface tension test
The surface tension of solution after adding two fluorocarbon surfactants, namely perfluorinated butylsulfonyl propylamine dimethyl carboxybetaine and perfluorinated hexylsulfonyl propylamine dimethyl carboxybetaine, was determined at room temperature using the platinum plate method. The variations of the surface tension (γ) of these two products with respect to their concentrations (c) are depicted in Fig. 4. The synthesized betaine fluorocarbon surfactant exhibited exceptional surface activity. Perfluorinated butylsulfonyl propylamine dimethyl carboxybetaine was able to decrease the surface tension of water to 15 mN/m at a concentration of only 0.05% (Fig. 4a). Notably, this surface tension value was lower than that of the alternative compound, ammonium perfluorooctanoate, which holds significant implications for environmental preservation. Perfluorinated hexylsulfonyl propylamine dimethyl carboxybetaine achieved a remarkably low surface tension of 12 mN/m at the same concentration level (Fig. 4b). According to the curves of γ versus c in Figs. 4a and 4b, the CMC values were determined to be 0.012% and 0.011%, respectively, for perfluorinated butylsulfonyl propylamine dimethyl carboxybetaine and perfluorinated hexylsulfonyl propylamine dimethyl carboxybetaine. In future applications, the appropriate betaine fluorocarbon surfactant can be chosen as a substitute for PFOA, taking into account considerations such as usage requirements and the degree of environmental pollution.

Curve of γ versus c of (a) C4F9SO2NH(CH2)3N+(CH3)2CH2COO- and (b) C6F13SO2NH(CH2)3N+(CH3)2CH2COO-
Thermal stability analysis
Figure 5 shows the thermogravimetric curves of perfluoro-butyl sulfonyl propylamine dimethyl carboxybetaine and perfluorohexyl sulfonyl propylamine dimethyl carboxybetaine. The thermal decomposition temperature of the two surfactants is similar, and both occur at about 130 °C, which can meet the application of emulsion polymerization below 100 °C.

TGA curves of (a) C4F9SO2NH(CH2)3N+(CH3)2CH2COO- and (b) C6F13SO2NH(CH2)3N+(CH3)2CH2COO-
Isoelectric point analysis
Due to their unique molecular structure, zwitterionic surfactants can exist as cations in strong acid environments, anions in strong base environments, and as internal salts in neutral aqueous solutions. The pH range at which they exist as internal salts in solution is known as the isoelectric point (PI). In this study, we determined the isoelectric points of zwitterionic surfactants by measuring the mobility of anions toward the anode or cations toward the cathode, and the results are shown in Fig. 6. The aqueous solutions of perfluorinated butylsulfonyl propylamine dimethyl carboxybetaine and perfluorinated hexylsulfonyl propylamine dimethyl carboxybetaine exhibit high conductivity when the pH is below 4 or above 8. However, their conductivity is the lowest within the pH range of 4 to 8, indicating the presence of the surfactant in the form of salt. Consequently, their respective isoelectric points fall within the range of 4 to 8.

Curves of conductivity versus pH of zwitterionic surfactants
Application of PFSC in MMA/DFHMA emulsion copolymerization
According to the test results of surface tension, the surface activity of perfluorohexyl sulfonyl propylamine dimethyl carboxybetaine was slightly stronger than that of perfluoro-butyl sulfonyl propylamine dimethyl carboxybetaine at the same concentration. Therefore, in this paper, perfluorinated hexyl sulfonyl propylamine dimethyl carboxybetaine with better surface properties was used as fluorine-containing emulsifier to verify the effect of this kind of fluorine-containing emulsifier in the emulsion polymerization of fluorine-containing acrylate.
Effect of PFSC on emulsion polymerization
The purpose of introducing fluorine-containing emulsifier in fluorine-containing emulsion polymerization is to improve the compatibility of fluorine-containing monomer with water phase, improve the dispersion effect and improve the stability of emulsion system. The use of PFSC contributed to the emulsification of fluoric monomers in aqueous solution through their similar material structures, reducing the size of monomer droplets and improving the reaction efficiency of emulsion polymerization. In this paper, the prepared perfluorinated hexyl sulfonyl propylamine dimethyl carboxybetaine/sodium dodecyl sulfate complex (PFSC/SDS) was used as emulsifier to investigate the effects of emulsifier on the kinetics, efficiency, conversion rate and product stability of emulsion polymerization. The results are listed in Table 1. As can be seen from Table 1, compared with ammonium perfluorooctanoate, the reaction induction time of the prepared perfluorooctanoyl propylamine dimethyl carboxybetaine was slightly longer, but the monomer conversion rate was higher, and the gel amount in the final system was also less. This shows that in the early stage of emulsion polymerization, the speed of the formation of latex particles by zwitterionic surfactants is slightly slow, but this emulsifier is more convenient for monomer to enter the latex particles, and the latex particles formed are more stable, and it is not easy to produce gel in the emulsion. And even if the total emulsifier is reduced to 1%, the monomer conversion can still reach 92%, and the gel amount is lower than the emulsion containing 2% PFOA emulsifier. Therefore, perfluorohexyl sulfonyl propylamine dimethyl carboxybetaine has a unique advantage in improving the efficiency of emulsion polymerization and reducing the amount of emulsifier, which is also consistent with the conclusion of the surface tension test.
Based on the polymerization system selected in this paper, it can be judged that under the same conditions, the emulsion prepared with the emulsifier ratio of PFSC/SDS (2.0 wt%) has the best performance, but when the ratio is 1.0 wt%, the emulsion also shows good properties. The specific application conditions of PFSC/SDS and the comparison between PFSC/SDS and PFOA can be further studied through emulsion particle size and polymerization kinetics.
After the reaction, a small amount of emulsion was taken, diluted and dispersed by ultrasound, and the particle size of latex particles was analyzed with a laser particle size analyzer, and the particle size distribution curve was obtained, as shown in Fig. 7. When the emulsifier dosage is the same, the average particle size of the emulsion prepared by PFOA/SDS combined with emulsifier is smaller than that of PFSC/SDS combined with emulsifier, but both have met the requirements of practical use. For different contents of PFSC/SDS emulsifiers, due to the obvious difference in the content of emulsifiers, the higher the content of emulsifiers, the more latex particles will be formed, and the average particle size of the emulsion will be smaller. However, when the ratio of PFSC/SDS is 1.0 wt%, the emulsion can still exist uniformly and stably. Therefore, in some applications that meet the application requirements, the emulsion will be stable. 1.0 wt% is still recommended.

Particle size and distribution of DFHMA/MMA copolymer latex
Study on kinetics of emulsion polymerization
The reaction kinetics curves of the above-mentioned three emulsifying systems were measured, respectively, and the results are shown in Fig. 8. In Fig. 8 a, the kinetic curves of PFSC/SDS and PFOA/SDS combined emulsifiers were compared when the emulsifier dosage was 2.0 wt% (mass fraction), respectively. During the induction period of polymerization reaction, a higher conversion rate can be achieved in a short time, and the conversion rate of PFSC/SDS composite emulsifier is relatively higher. Figure 8b also compares the kinetics curves of PFSC/SDS composite emulsifiers with different mass fractions. When the emulsifier content is 1.0 wt%, the emulsion polymerization is longer, and the conversion rate is slightly reduced compared with that when the emulsifier content is 2.0 wt%, but it can still reach more than 85%.

Relationship between the time and conversion in redox emulsion copolymerization of DFHMA/MMA
In order to investigate the influence of emulsification system on polymerization rate more clearly, the slope dc/dt of the conversion time curve in the constant rate stage was obtained by linear regression method, and the reaction rate Rp in the constant rate stage is calculated by equation (2).
where [M0] is the initial concentration of monomer.
The calculated reaction rate and conversion rate of the system were plotted, and Fig. 9 is obtained. It is clear that emulsion polymerization consists of three stages: growth, constant rate and deceleration. In Fig. 9a, the kinetic curve trends of the two are similar, while in Fig. 9b, it can be clearly seen that when the emulsifier content is 1.0 wt%, the induction period of emulsion polymerization is significantly longer, and the rate of the constant rate is slower, which is completely consistent with the previous analysis results.

Variation of Rp with conversion for different emulsifier
Study on the stability of copolymer emulsion
The stability of copolymer emulsion was investigated from the dilution stability, mechanical stability, high or low temperature stability and storage stability. Four different copolymer emulsions were taken, each with a volume of 10 mL, diluted 10 times, 50 times and 100 times with deionized water. After standing at room temperature for a week, the emulsions remained uniform and transparent, which showed that the dilution stability of the emulsion was good. The emulsion was placed in a cylinder viscometer, and the shape of the emulsion was observed after high-speed rotation for a certain time. If there was no emulsion breaking or precipitation, it indicated that the mechanical stability of the emulsion was good. The experimental results showed that the emulsion with 2.0 wt% emulsifier concentration and the emulsion with 1.0 wt% emulsifier concentration had excellent stability. The emulsion prepared by the experiment was stored in the refrigerator at 4 °C for more than two weeks, and no significant changes were found under the condition of heating at 80 °C. The storage stability of emulsion could be increased by selecting suitable emulsifier and controlling particle size and distribution effectively during emulsion polymerization.
The polymerized emulsion obtained in this experiment was transparent and bluish in appearance, and no significant changes were found in long-term storage at room temperature (storage time was more than 6 months), indicating good storage stability. The stability of the prepared emulsion is shown in Table 2, which indicates that the emulsion can be maintained stably for a long time and meets the use requirements of fluoropolymer emulsions.
In summary, DFHMA/MMA copolymerization emulsion prepared by PFSC/SDS combined with emulsifier has good stability, which largely depends on the emulsifying effect of the emulsifier.
Conclusions
In this paper, two carboxybetaine fluorocarbon surfactants, perfluorinated butyl sulfonyl propylamine dimethyl carboxybetaine and perfluorinated hexyl sulfonyl propylamine dimethyl carboxybetaine, were designed and synthesized, and their chemical structures, surface properties and thermal properties were studied. The results indicated that the perfluorinated hexyl sulfonyl propylamine dimethyl carboxybetaine surfactant exhibited excellent alkaline properties. The surface tension after adding PFSC was lowest, 12 mN/m, at a concentration above 0.05%. The prepared surfactant perfluorohexyl sulfonyl propylamine dimethyl carboxybetaine was applied to the polymerization of fluorinated acrylate emulsion, and the obtained fluorinated acrylate emulsion was uniform, stable and had little gel amount. At the same time, the kinetics of emulsion polymerization was studied. The induction period of emulsion polymerization was slightly slower than that of PFOA, but it was only 4 min, which fully met the requirements of emulsion polymerization. When the amount of emulsifier was halved, the emulsion quality did not decrease significantly, which indicates that this betaine zwitterionic surfactant can be used as a substitute for PFOA/PFOS in fluorinated acrylate emulsion polymerization, while reducing environmental pollution, and has the potential to improve polymer properties. The carboxyl betaine zwitterionic surfactant with fluorine-containing chain segment has the characteristics of environmental friendliness, high performance and multifunction, and is expected to be applied in fluorine-containing fabric finishing agent.
References
Lohmann, R, Letcher, RJ, “The universe of fluorinated polymers and polymeric substances and potential environmental impacts and concerns.” Current Opinion Green Sustain. Chem., 41 100795. https://doi.org/10.1016/j.cogsc.2023.100795 (2023)
Yang, Y, Tan, H, Zhang, J, Shang, F, Xiao, F, Li, K, “Surface activity and foam properties of novel Gemini short-chain fluorocarbon and hydrocarbon mixed system in aqueous solutions.” Thermal Sci. Eng. Prog., 38 101628. https://doi.org/10.1016/j.tsep.2022.101628 (2023)
Buck, RC, Korzeniowski, SH, Laganis, E, Adamsky, F, “Identification and classification of commercially relevant per- and poly-fluoroalkyl substances (PFAS).” Integrated Environ. Assess. Manag., 17 (5) 1045–1055. https://doi.org/10.1002/ieam.4450 (2021)
Letcher, RJ, Chu, S, Smyth, SA, “Side-chain fluorinated polymer surfactants in biosolids from wastewater treatment plants.” J. Hazardous Mater., 388 122044. https://doi.org/10.1016/j.jhazmat.2020.122044 (2020)
D’Eon, JC, Mabury, SA, “Production of perfluorinated carboxylic acids (PFCAs) from the biotransformation of polyfluoroalkyl phosphate surfactants (PAPS): Exploring routes of human contamination.” Environ. Sci. Technol., 41 (13) 4799–4805. https://doi.org/10.1021/es070126x (2007)
Johansson, N, Fredriksson, A, Eriksson, P, “Neonatal exposure to perfluorooctane sulfonate (PFOS) and perfluorooctanoic acid (PFOA) causes neurobehavioural defects in adult mice.” NeuroToxicology, 29 (1) 160–169. https://doi.org/10.1016/j.neuro.2007.10.008 (2008)
Zhao, M, Yu, Y, Han, Z, Li, H, “Preparation of a fluorocarbon polymerizable surfactant and its application in emulsion polymerization of fluorine-containing acrylate.” Polymers, 9 606. https://doi.org/10.3390/polym9110606 (2017)
Xiao, FS, “Ordered mesoporous silica-based materials templated from fluorocarbon–hydrocarbon surfactant mixtures and semi-fluorinated surfactants.” Curr. Opin. Colloid Interf. Sci., 10 (3) 94–101. https://doi.org/10.1016/j.cocis.2005.05.006 (2005)
Chen, LJ, Wu, FQ, “Structure and properties of novel fluorinated polyacrylate latex prepared with reactive surfactant.” Polymer Sci. Series B, 53 (11) 606–611. https://doi.org/10.1134/S1560090411120013 (2011)
Xu, G, Deng, L, Wen, X, Pi, P, Zheng, D, Cheng, J, Yang, Z, “Synthesis and characterization of fluorine-containing poly-styrene-acrylate latex with core–shell structure using a reactive surfactant.” J. Coat. Technol. Res., 8 (3) 401–407. https://doi.org/10.1007/s11998-010-9308-8 (2011)
Yang, YW, Fang, JQ, Sha, M, Zhang, D, Pan, RM, Jiang, B, “Study on foam extinguishing agents based on hydrocarbon and perfluorinated branched short-chain fluorocarbon surfactants mixed system.” Chem. Papers, 75 (12) 6241–6255. https://doi.org/10.1007/s11696-021-01788-4 (2021)
Kume, G, Gallotti, M, Nunes, G, “Review on anionic/cationic surfactant mixtures.” J. Surf. Detergents, 11 (1) 1–11. https://doi.org/10.1007/s11743-007-1047-1 (2008)
Szymczyk, K, Zdziennicka, A, Jańczuk, B, “Properties of some nonionic fluorocarbon surfactants and their mixtures with hydrocarbon ones.” Adv. Colloid Interf. Sci., 292 102421. https://doi.org/10.1016/j.cis.2021.102421 (2021)
Sarkar, R, Pal, A, Rakshit, A, Saha, B, “Properties and applications of amphoteric surfactant: A concise review.” J. Surf. Detergents, 24 (5) 709–730. https://doi.org/10.1002/jsde.12542 (2021)
Clendennen, SK, Boaz, NW, “Chapter 14 - Betaine amphoteric surfactants—synthesis, properties, and applications.” In: Hayes, DG, Solaiman, DKY, Ashby, RD, (eds.) Biobased Surfactants (Second Edition), pp 447–469. AOCS Press (2019)
Qi, L, Fang, Y, Wang, Z, Ma, N, Jiang, L, Wang, Y, “Synthesis and physicochemical investigation of long alkylchain betaine zwitterionic surfactant.” J. Surf. Detergents, 11 (1) 55–59. https://doi.org/10.1007/s11743-007-1054-2 (2008)
Quan, H, Zhang, X, Lu, H, Huang, Z, “Synthesis and acid solution properties of a novel betaine zwitterionic surfactant.” Central Eur. J. Chem., 10 (5) 1624–1632. https://doi.org/10.2478/s11532-012-0084-4 (2012)
Ren, W, Xie, S, Cheng, Y, Zhang, M, Wang, C, Rong, J, Li, Z, “Synthesis and properties of novel betaine fluorocarbon surfactants.” J. Dispersion Sci. Technol., 44 (6) 1000–1009. https://doi.org/10.1080/01932691.2021.1984940 (2023)
Yang, L, Min, R, Wang, G, Wu, Q, Qu, A, Zhuo, C, Wang, Q, Ruan, X, “Evaluation of interfacial, micellar, and foaming properties of the solutions comprising fluorocarbon surfactant, cocamidopropyl betaine, and Gleditsia saponin as fire-extinguishing agents.” Chem. Eng. Sci., 272 118590. https://doi.org/10.1016/j.ces.2023.118590 (2023)
Shen, J, Bai, Y, Tai, X, Wang, W, Wang, G, “Surface activity, spreading, and aggregation behavior of ecofriendly perfluoropolyether amide propyl betaine in aqueous solution.” ACS Sustain. Chem. Eng., 6 (5) 6183–6191. https://doi.org/10.1021/acssuschemeng.7b04895 (2018)
Giles, SL, Snow, AW, Hinnant, KM, Ananth, R, “Modulation of fluorocarbon surfactant diffusion with diethylene glycol butyl ether for improved foam characteristics and fire suppression.” Colloids Surf. A. Physicochem. Eng. Aspects, 579 123660. https://doi.org/10.1016/j.colsurfa.2019.123660 (2019)
Funding
This work was supported by the Science and technology project of Jiangxi Provincial Transportation Department, (Grant No. 2021C0008, Youhua Zhang), (Grant No. 2022H0014, Zewen Zhu), (Grant No. 2022C0007, Zewen Zhu), (Grant No. 2023C0008, Zewen Zhu), the Central Non-Profit Scientific Research Fund for Institutes, (CKSF2023302/CL, Zeyu Fan), (CKSF2019507/CL, CKSF2023317/CL, Wei Han).
Author information
Authors and Affiliations
Contributions
YZ and MZ contributed equally to this work. YZ and MZ involved in conceptualization, data curation, formal analysis, investigation, writing–original draft, supervision and funding acquisition. QL involved in data curation, formal analysis and investigation. JL involved in methodology, formal analysis and investigation. ZZ involved in methodology, formal analysis and investigation. LD involved in data curation and formal analysis. YR involved in data curation and formal analysis. YZ involved in investigation, writing–original draft, and supervision. ZF involved in conceptualization, writing–review and editing and funding acquisition. WH involved in conceptualization, writing–review and editing, funding acquisition and project administration. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, Y., Zhao, M., Luo, Q. et al. Environmentally friendly zwitterionic fluorocarbon surfactant for high-efficiency emulsion polymerization of fluoropolymers. J Coat Technol Res 21, 1831–1842 (2024). https://doi.org/10.1007/s11998-024-00943-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-024-00943-2