
Abstract
The dynamic role of sintering in the lifetime of multilayer, multimaterial thermal barrier coatings (TBCs) has been probed through coupled kinetic, thermal, and mechanical models. Experimentally measured physical properties and analytical methods are integrated to understand the results of various novel laboratory-scale performance tests simulating realistic operating environments. Both isothermal and gradient tests are explored in this framework for single-layer yttria-stabilized zirconia (YSZ) and multilayer gadolinium zirconate–yttria-stabilized zirconia coatings. In both multilayer cases, failure between the two material layers can strongly be attributed to sintering, while failure between bond-coat TBC layers exhibits more ambiguity. Overall, this integrated computational materials engineering (ICME)-inspired framework demonstrates utility in understanding the failure of novel multilayer coating architectures. Further use in manufacturing is envisioned by incorporating the effects of process variation through the coating’s starting properties and microstructure.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Over the past decade, thermal barrier coatings (TBCs) have become a critical part of both the enhanced performance and life extension of gas turbine engines.1,2,3,4 TBCs based on yttria-partially stabilized zirconia are applied widely across a large number of hot section components in both original equipment manufacture and repair. Typically, the small rotating turbine blades of aeroengines and aeroderivatives rely on the electron beam physical vapor deposition (EB-PVD) process to apply a relatively thin TBC on the order of hundreds of microns, while many larger components, including those used in large-frame power generation engines, rely on atmospheric plasma spray (APS) to deposit TBCs that range from hundreds of microns to millimeters in thickness.
These two processes produce distinct microstructures that lead to coatings with unique properties and behaviors that depend strongly on the process. The EB-PVD process produces columnar and feathery structures that provide in-plane strain tolerance, while APS processing leads to two classes: a porous lamellar-type coating with low density and stiffness and a dense vertically cracked (DVC)-type coating that has deliberately engineered segmentation cracks that provide increased strain tolerance.5 Alongside mechanical considerations, each type of coating also exhibits distinct thermal characteristics. EB-PVD and DVC coatings have thermal conductivity values of around 1.5 W/m-K,5,6 while the conductivity of porous variants is generally lower and can be tailored to between 0.7 W/m-K and 1.2 W/m-K through intentional process variation.7,8 The reduced-conductivity lamellar/porous-type APS TBCs are also prone to significant changes in conductivity and stiffness as they are exposed to operating temperatures as a result of the sintering of interfaces within the coating.7 This can lead to a loss of compliance of the coating or unintended component temperatures which can lead to component or coating failure.
In application, TBCs experience a high through-thickness thermal gradient due to their low thermal conductivity and the extreme boundary conditions provided by the front-side combustion gasses and the active cooling of the component. As such, points though thickness within the TBC experience significant differences in the temperatures to which they are exposed. This is mostly inconsequential for EB-PVD and DVC systems, but porous microstructures can experience significant time- and temperature-dependent changes that lead to dynamic evolution of their carefully synthesized microstructure. This can lead to increased thermal conductivity, unwanted stiffening, and potential failure. The most significant changes occur over relatively short time scales, on the order of tens of hours,9,10 while TBCs may be expected to remain in operation for times orders of magnitudes longer.
Many studies have been dedicated to the process–microstructure–property relations of APS TBCs. Much of this work has relied on the characterization of as-processed coatings, with limited in-depth works studying coatings after various thermal exposures. Within these, an empirical parameter combining time and temperature, known as the Larson–Miller parameter (LMP),7,11,12 has been applied to explore the impact of exposure time and temperature on the coating’s thermal conductivity. In parallel, system-level studies have more widely been conducted to understand anticipated failure mechanisms during cyclic exposure. These studies have been conducted either using isothermal conditions by heating coated superalloy coupons in a furnace or in gradient conditions by exposing the coated portion of coupons to a combustion flame or laser-based heat source.13
Alongside experimental studies, significant efforts have been made to model the coupled thermomechanical response of TBC-coated systems, including works taking into consideration realistic operating conditions, component geometries,14 and coating microstructures.15 Both numerical and analytical approaches have been commonly implemented to model these scenarios, but considerable challenges are faced because of a lack of high-quality relevant material property data, process-induced variabilities in real coatings, and the dynamic nature of these systems. Thus, there is considerable interest in developing simple computational tools that can integrate relevant process-sensitive properties with the coating’s dynamic behavior in realistic thermal environments. It is in this context that this paper has been developed to couple analytical models with experimental data for TBCs undergoing dynamic evolution in a temperature gradient.
This study builds on several independent past works that have separately examined the thermal impacts of sintering and the mechanics of delamination in multilayer coatings. Tan et al.16 analyzed conduction through plasma-sprayed TBCs during gradient testing by discretizing the coating into slabs, in a manner analogous to a one-dimensional finite element method. The thermal conductivity within each slab was allowed to evolve dynamically, with its thermal history and the impact of this on the through-thickness temperature profile being analyzed. Predictions of the slab conductivities were informed by experimental data collected on freestanding forms isothermally heat treated for various times and temperatures in a set of LMP experiments. The validity of this methodology was then tested experimentally in a laser-based thermal gradient test rig that was instrumented to measure temperatures at the coating surface and bond coat–substrate interface. The results of this were generally in agreement with the dynamic response predicted by models. However, the effects of substrate constraints and impact on lifetime were not considered in that work.
In the mechanical domain, work by Levi et al. and Hutchinson et al.17,18 pioneered the use of relatively simple analytical frameworks to estimate the driving force for interface delamination in both isothermal and gradient scenarios. Viswanathan utilized this to analyze multilayer TBCs and incorporated experimental observations of failure that correlated with the maximum estimates of energy release rates.19 That approach, with varying degrees of complexity, has been used to understand the impact of phenomena including the effects of environmental degradation, thermally grown oxide (TGO) growth, the temperature dependence of the coefficient of thermal expansion (CTE), and the impacts of highly transient heating and cooling rates.17,20,21,22 While the impact of sintering on the mechanics of these systems has often been suggested to contribute to increased stresses9 and some authors have measured changes in stiffness after gradient exposure,23 the cumulative effects have yet to be integrated into a simple dynamic model that could be used for coating design, materials development, and process development.
In this paper, we seek to combine these aspects though an ICME-inspired framework by connecting manufacturing variability, material properties, and the results of performance testing through dynamic multilayered thermal and mechanical models. A steady-state heat conduction model is used to predict the coating’s initial temperature profile, which is then allowed to evolve dynamically with sintering of the TBC. This framework is then extended to model the coating’s change in stiffness in a similar fashion, with both factors utilized to predict the steady-state energy release rates available to drive delamination in the system. This coupled model is then used to provide insights into coating failures during various laboratory-scale experiments performed with temperature gradients relevant to turbine operating conditions. Overall, this model demonstrates utility in the design of novel multilayer coating architectures and could be used to mitigate sintering-induced failures in complex multilayer coatings.
Analytical Framework
The model used to predict the influence of sintering on delamination can be broken down into three parts: a thermal resistance model used to calculate the initial through-thickness temperature distribution, an LMP-based model to iteratively calculate the relative change in thermal conductivity and stiffness at every point in the coating for a given thermal history, and a mechanical analysis to predict the steady-state energy release rate, G, of a semiinfinite interface crack at locations through the coating based on the predicted temperature and mechanical properties. This process is displayed diagrammatically in Fig. 1.

The starting microstructure of a TBC system is depicted on a vane segment (a) with the bond coat and TBC layer highlighted in the magnified section (b). The system is exposed to hot gasses (Tf) during operation, often with supplementary cooling, which results in a high thermal gradient through the component (c). The system can be discretized into layers with unique physical properties for each layer L1 to L9 shown in this figure. As exposure progresses, the layer properties will change with sintering and the temperature profile will evolve from the dashed to solid lines, resulting in an increase in the backside temperature (Tb). On cooling, thermal stresses are developed that are proportional to temperature, and the layer properties and the driving force for delamination, G, will increase from the dashed to solid lines as depicted in (d). This increase in G can lead to sintering-induced failures, as depicted in micrograph (e).
All models are derived by discretizing the coating system into n uniform slabs of thickness t, with the ith slab having an associated thermal conductivity, ki, elastic modulus, Ei, Poisson ratio νi, and coefficient of thermal expansion, αi. This allows a multilayer coating to be simulated by assigning a collection of slabs the starting properties of the desired layer. This type of approach has been widely implemented for the analysis of delamination under various circumstances,17,21,22 and similar approaches have been taken to simulate the effects of temperature gradients on sintering using LMP-based models.16
As the sample is exposed over time and temperature, the individual slabs are allowed to sinter and the evolution of the thermal conductivity and elastic modulus are tracked through LMPs. The former is treated using a methodology analogous to that described by Tan et al.16 but extended to predict the thermal and mechanical properties of multimaterial, multilayer TBCs using experimental sintering data gathered from literature. The LMP for an exposure time, t, in seconds at temperature, T, in Kelvin is
The temperature dependence of the thermal conductivity above 800°C is captured through the use of a modified temperature-dependent LMP, given as LMPHT:
The relative changes in conductivity, k* = k/k0 and elastic modulus, E* = E/E0 are then calculated from these LPMs as
with C0, bk0, bk1, bE0, and bE1 being constants derived from a best fit of experimental data.
The temperature at the interface between two slabs within the coating system is derived for a constant heat flux through the system, assuming that the radiative transfer and interfacial resistance between the coating layers are negligible. The system’s effective thermal resistance and the resistance between any slabs i and i +1 in this model are given by
The sample’s front-side temperature, Tfront, is assumed to be constant under gradient heating conditions, as might be expected after a steady state is reached during the heating cycle during gradient testing, while the sample’s back-side temperature, Tback, is allowed to vary as a function of the system’s changing thermal resistance while maintaining a constant heat flux. The temperature between slabs is then given by
With the thermal profile and mechanical properties known, G can be calculated for any scenario with appropriate mechanical considerations. The mechanical analysis applied here considers the substrate to be much thicker than the coating, such that bending is constrained, and makes simplifications similar to those given elsewhere.17,19 Extending this to include the effects of finite substrate thickness and bending, the temperature dependence of the CTE, transience, or the effects of basic geometries using existing mechanical models22,24,25,26 would be relatively simple. At temperature the substrate is taken to impose an in-plane biaxial strain change in the coating due to the difference in the CTE of the substrate, αs, and a slab in the coating, αi. The change in strain and resulting stress with respect to the stress-free reference temperature, T0, at the interface between slabs i and i + 1 are given by
The strain energy at the ith position is then given by
and the energy release rate is calculated as the difference between the strain energy in the intact composite and the slabs freed by separating the coating at the ith interface:
Experimental Data and Fitting Parameters
Thermal Conductivity
Despite the simplicity of this model, it enables the role of sintering in the delamination of multilayer thermal barriers to be studied in gradient heating conditions and can be quickly implemented using the most basic computational tools. However, quantitative experimental data are required to fit the LMP relations describing the coating’s property evolution. This requires significant experimental work including careful fabrication of TBC coatings, their separation from the substrate as freestanding forms, exposure to various times and temperatures, and finally measurement of their thermal conductivity. In select cases, the role of substrate constraint requires more detailed experimental studies and novel measurement techniques. Mechanistically, this property evolution is driven only by morphological changes in the coatings, but several other mechanisms are possible. Phase transformations and grain growth are expected to become important at temperatures greatly above 1300°C and are not well fit by linear LMP models.12,27 As YSZ-based TBC systems are often not expected to operate at such high temperatures, care was taken to omit anomalous high-temperature data from the LMP fitting procedures.
The thermal conductivity reported in this work is partially taken from literature sources7,16,28 and partially from unpublished work at Stony Brook in collaboration with Argonne National Lab. Data from the former were collected using a standardized thermal flash method (TA Instruments DXF 3050), while the latter were collected using a front-facing flash method on coatings attached to their substrates under various heat treatments. Thermal conductivity for the former was calculated as the product of thermal diffusivity, density, and specific heat with diffusivity determined using 12.5-mm-diameter freestanding disks of coating roughly 1 mm in thickness that were ground free from their substrates. The density of these samples was measured using Archimedes’ method, and specific heat was taken from a temperature-dependent polynomial expansion given elsewhere in the literature.11 The thermal conductivity measured using the front-facing flash method is calculated similarly, but the diffusivity and specific heat of coatings were measured simultaneously.29,30 For comparison, identical freestanding coatings were simultaneously heat treated and measured using this method.
From these data, the relative change in thermal conductivity, k*, can be plotted with exposure time for various temperatures. Figure 2a shows that two distinct regimes of behavior occur for all temperatures: a rapid rise within 50 h of thermal exposure, followed by asymptotic growth at extended durations. These two stages of sintering have been widely reported in literature10,11 and occur regardless of the starting microstructure or properties.7 For a near-identical set of samples thermally exposed with substrate constraint (Fig. 2a, open circles), the trend in k* is similar but a greatly reduced asymptotic value is approached. This can likely be attributed to the substrate’s having a greater CTE than the coating, which imposes tensile stresses that can open pores and cracks at temperature, reducing the propensity for sintering. During thermal cycling, the same mechanisms can lead to fatigue-like crack growth and a reduction in the coating’s conductivity,31 but these effects are not considered in this model.

Evolution of conductivity with time for various temperatures (a) with the effects of substrate constraint and thermal gradients indicated by open circles and open triangles. The data are linearized in (b) with the shallow slopes of the fit line for the constrained cases illustrating the reduced rates of sintering.
The time–temperature data in Fig. 2a can be recast more concisely in terms of LMP. Figure 2b displays the natural log of the relative change in conductivity as a function of LMP. This is observed to effectively linearize the data obtained from isothermally heat-treated freestanding samples, isothermally constrained samples, and gradient test samples, which are each highlighted by different trendlines. In the best fit equation for each of these trend lines, the slope of the fit represents the rate of sintering while the offset describes its onset. The greatly reduced slope observed for the isothermal constrained and gradient test samples suggests a greatly reduced rate of sintering.
Stiffness
The same qualitative behavior can be observed to evolve within the coating’s mechanical properties.9,31,32,33,34,35,36,37,38,39,40,41 While the elastic modulus of coatings can be quite complex to describe, the effective elastic modulus of YSZ as measured by macroscopic loading or bending tests provides the most relevant information. Conversely, tests such as micro- and nanoindentation tend to be skewed towards representing bulk properties as part of their highly localized nature.39 Most tests, however, show some sensitivity to sintering. Macroscopic investigations generally reveal a greatly reduced elastic modulus from the bulk value, which has often been ascribed to complexities in the accommodation of loads in the coating microstructure.41 Among these mechanisms, crack opening and friction between internal interfaces have also been proposed to cause the deviation of coating behavior from idealized linear elastic at large strains.41 As these coatings are heat treated, the mechanisms that lead to this deviation are removed and mechanical behavior trends towards a linear elastic approximation.35,36 An approximation for the onset of linear elasticity can be given using the LMP defined above, where samples treated for more than 5 h at 1100°C35 and 10 h at 900°C36 both trend towards reasonable approximations of linear elasticity. This corresponds to an LMP of roughly 30,000, where treating these coatings as linear elastic solids may provide relevant results.
The stiffness of YSZ with various heat treatments is given as a function of LMP as adapted from various sources in Fig. 3a.35,36,40 These examples are specifically selected because of the reliability of their measurement techniques. Lal36 measured the flexural modulus of microcantilever beams in a novel micro-bend test, and Choi35 performed a similar set of experiments using the impulse excitation technique. Both techniques measure similar magnitudes of elastic modulus. Seibert,40 on the other hand, performed similar studies using microindentation, which results in much higher values. Despite this, the relative change in modulus with increasing LMP is similar between these three techniques, as displayed in Fig. 3b. Again, the natural log of the relative change in modulus exhibits a linear relationship with the LMP, as highlighted by the trendline displayed in Fig. 3b.

The evolution of stiffness with time for various hold temperatures (a), following a trend similar to conductivity. These data are linearized in (b) against LMP.
Property Correlations
While a substantial amount of data is available in a form suitable for fitting the LMP relations for freestanding APS YSZ, considerably less data are available regarding the effects of substrate constraint on both elastic modulus and thermal conductivity. Furthermore, information for both freestanding and constrained alternative TBC materials in an appropriate form is practically nonexistent. As a result, well-informed estimates of the evolution of these properties are made based on observed correlations in the material properties of YSZ. The first correlation can be made between thermal conductivity and elastic modulus. As the relative change in both properties can be observed to vary linearly as a function only of the LMP, they are not truly independent. This allows the change in elastic modulus to be recast as a function of thermal conductivity where data are not available. From Figs. 2b and 3b, it can be observed that, for equivalent heat treatments, a larger change occurs in the elastic modulus than thermal conductivity, by a factor of around 1.2. It is assumed that this proportionality, derived by taking the best fit of ln(k*) versus ln(E*), is maintained for various cases of substrate constraint, thermal gradient, and alternative materials. While experiments should certainly be conducted to validate this in future studies, this assumption generally captures the expected evolution and is sufficient to demonstrate the critical effects of sintering for the cases where sufficient data are lacking.
The second correlation can be drawn between the behavior of sintered freestanding coatings and coatings sintered under substrate constraint. As the coefficient of thermal expansion of the TBC is generally smaller than that of the substrate, a force is applied to the coating at temperature, resulting in thermal stress within the coating. Applied stresses are generally known to greatly affect traditional sintering behavior,42,43 and the limited studies that have been performed on the effects of constraint on sintering in TBCs broadly agree with this.9,32,33 The most general understanding of this proposes that, after the sintering process initiates, it will continue until a critical stress value is reached. While the relative change in density is used to characterize this in traditional sintering processes, the relative change in thermal conductivity or stiffness could be used to derive similar relations. Front-facing flash experiments provide an ideal platform for these experiments and can be used to measure the change in thermal conductivity of a coated sample bonded to a substrate in good agreement with standardized test methods on freestanding coatings.30
A more extreme case of this limited sintering can be observed in gradient exposure conditions.7,35 While the degree of sintering is expected to be limited by the stress state in the coating, which would change with the through-thickness position in the coating, the through-thickness temperature gradient would be expected to further exaggerate these effects. However, a simplification can be made based on the results of the front-facing flash experiments and gradient test results. Front-facing flash experiments reveal that the sintering process continues until it approaches a value nominally 30% lower than the freestanding coating. This constraint is placed on the upper value of thermal conductivity and used in the gradient model described here. Analyzing data from Tan on the temperature drop across the coating as a function of time in a laser-based gradient test with this constraint results in a considerable improvement in the accuracy of this model (Fig. 4). While this simplification happens to work well for this specific case, the upper value is expected to vary with the stress state in the coating. To generalize this result, future experiments should be conducted to derive a stress-based criteria for a given TBC material.

The measured temperature drop through the TBC (open circles) for times through 50 h. The modeled unconstrained temperature drop is shown by the dashed line, and the effects of substrate constraint considered in this work are shown by the solid line.
Case Studies
Single- and Two-Layer Isothermal Predictions
Isothermal furnace cycling tests (FCTs) are often used as an edge case test method for evaluating thermal barrier lifetime and durability. While studies have been performed in the literature employing the principles of energy release rate calculations to infer mechanisms behind coating failure, the thermal evolution of modulus with cycling time is not often considered. Complex failure mechanisms are often described in the failure of coatings in these scenarios. Despite this, it can be simply observed that the increase in energy release rate near the coating–substrate interface with stiffening can easily be large enough to explain failure in such systems. A case study is given of YSZ on Rene 80 superalloy substrates subjected to 24-h 1100°C FCT cycles.44 A single-layer YSZ coating in this scenario could be expected to increase from a maximum of 64 J/m2 to around 97 J/m2 after only one cycle, a roughly 30% increase. While the starting energy release rate is below the critical energy release rate for failure (Gc), after only a single cycle, this value rises to the 80 J/m2 to 120 J/m2 range of reported values for failure.45 After 500 h, these coatings were reported to fail and the energy release rate estimated to be near 150 J/m2, well within the range predicted for such failures for YSZ.
In addition, this analysis can easily be extended to aid in the understanding of multilayer coatings in isothermal studies. As an example, a gadolinium zirconate (GZO)–YSZ bilayer coating studied by Viswanathan et al. is investigated in this framework.19 The YSZ and GZO layers in this study were nominally 140 µm and 200 µm in thickness with starting elastic moduli of 13.7 GPa and 13 GPa and starting thermal conductivities of 0.78 W/m-K and 0.75 W/m-K. The LMP data for the evolution of the GZO thermal conductivity were taken from values reported by Dwivedi et al.,28 and the elastic modulus correlated as described earlier. Additionally, constraints were placed on the upper attainable values, as describe in the preceding section. A summary of the parameters used in all models is given at the end of this section in Table I.
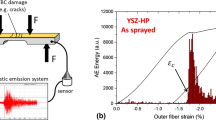
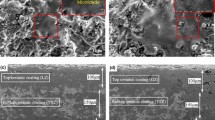
The starting energy release rate in the GZO near the YSZ interface is around 40 J/m2, while the YSZ nearest the bond-coat interface is around 60 J/m2. For both regions, the initial values are far below what has been reported for the critical values.45 As cycling proceeds, the coating is expected to stiffen, moving the system closer to failure. These coatings were reported to fail near the GZO–YSZ interface after nearly 250 h at 1100°C (LMP ≈ 46,000). The evolution of the maximum energy release rate in each layer is given in Fig. 5a for times through 500 h. After 200 h, indicated by the “X” in Fig. 5a, the energy release rate in the GZO near the YSZ interface has exceeded the possible range of Gc37 while the YSZ near the bond-coat interface will just be nearing its lowest possible value. This suggests a very high likelihood of sintering-induced failure in this system near the GZO–YSZ interface, in agreement with the observed experimental data. While these tests were conducted at 1100°C, their isothermal nature makes it possible to express the change in energy release rate as a function of LMP, which provides insights into the effects of various hold temperatures as well as times. The same data in Fig. 5a have been recast in this form in Fig. 5b, along with micrographs depicting the coating before (Fig. 5c) and after observed failure (Fig. 5d). In the failed micrograph, some cracking can also be observed in the TGO between the YSZ layer and bond coat. While the G at this location is at the lowest expected value of Gc, additional factors relating to the TGO growth may amplify stresses in this region. It is difficult to ascribe the observed onset of failure in this region to sintering because these effects would not be accurately captured by this model.

The energy release rate nearest the YSZ–bond coat and GZO–YSZ interfaces for isothermal heat treatment at 1100°C for times through 500 h (a). The “X” represents the experimentally observed failure time. This is recast as LMP in (b) with micrographs depicting initial (c) and failed (d) structures.
Gradient Testing of Single-Layer Coatings
The previous examples only used thermal conductivity to make estimates of the layer elastic properties for GZO, but in a thermal gradient, the conductivity plays a more important role. This model allows us to investigate whether the change in conductivity or the change in modulus makes a more significant contribution to failure. Data from Tan et al. for a 360-µm-thick YSZ coating with starting conductivity of 1.03 W/m-K are again used to investigate the effects of thermal gradients. The mechanical properties given in demonstrations by Levi et al.17 are used as starting estimates because the necessary mechanical properties were not included in this work. These tests were conducted in a laser-based gradient test rig at NASA Glenn with starting surface and TBC–bond coat interface temperatures of 1246°C and 920°C. As testing progressed, the interface temperature increased continually while a constant heat flux of around 9.93 × 105 W/m-K was measured.
The predicted temperature profile is given in Fig. 6 for the as-sprayed coating along with the profile after 10 h, 100 h, and 1000 h of exposure. The temperature drop across the coating thickness decreases as described in the previous section, while the elastic modulus and thermal conductivity start from uniform through-thickness values and quickly evolve to a gradient proportional to the temperature profile. The effects of this on G are given in Fig. 7a, where the maximum G, near the YSZ–bond coat interface, is given for various times. The G without sintering is shown as the lowest solid line, with a constant value of around 10 J/m2. If only the conductivity is allowed to evolve dynamically, this increases slightly to 11 J/m2, portrayed by the small-dashed line. When both the conductivity and elastic modulus are allowed to evolve freely, a sharp increase in G from 10 J/m2 to 27 J/m2 is observed between 0 h and 50 h, followed by slow growth to 30 J/m2 at 1000 h, matching the general trends observed in thermal and mechanical properties during sintering. The impact of stiffening on G alone is observably much greater change in the temperature profile, but increased substrate temperatures could lead to alternative failure mechanisms driven by increased TGO growth rates or component failure due to generally excessive substrate temperatures. Finally, the effects of substrate constraint are also given and similarly reduce the maximum G by around 30%. The energy release rate profile is also given for the same cases in Fig. 7b, where the maximum value can be observed nearest the TBC–bond coat interface.

The predicted temperature profile through the coating for the as-sprayed state (solid line) and after 10 h, 100 h, and 1000 h.

The energy release rate nearest the YSZ–bond coat (a) considering no sintering (solid line), the evolution of conductivity only, conductivity and stiffness, and the role of constraint given with various dash widths. The energy release rate profile after 1000 h of operation for the same cases (b).
Gradient Testing of Multilayer Coatings
Finally, the role of sintering in the failure of complex multilayer systems can be analyzed as an illustrative case study. A GZO–YSZ bilayer exposed in a thermal gradient is taken from the literature46 and used here. While the exact details of the coatings were not published, layer thicknesses were estimated as 190 µm and 215 µm from the provided micrographs. The starting thermal and mechanical properties were taken for porous GZO and YSZ as given by Viswanathan et al.19 LMP relations for the exact materials used are unknown as they depend on the processing, microstructural attributes, and the impurity content of the powders. Nevertheless, to investigate the potential role of sintering in multilayer systems, it is assumed that they are similar to those used for the same materials elsewhere in this work. The surface and bond coat–YSZ interface temperatures were reported as 1348°C and 1081°C.
The starting energy release rate near the GZO–YSZ interface is calculated to be around 43 J/m2, just below the minimum Gc for GZO, while that near the YSZ–bond coat interface is only 60 J/m2. The former rapidly increases to 84 J/m2, nearly 70% above GZO’s reported Gc, within the first 25 h of exposure. After this time, cycling was stopped and localized delamination of the top GZO layer was reported to occur. At this time, the energy release rate in the YSZ layer near the bond coat interface is 125 J/m2, still within the permissible range of Gc for porous YSZ. A similar sample was cycled up to 100 h, where delamination at the YSZ–bond coat interface was noted, alongside the former failures. The observed failures match well with predictions of this model, which suggest that early failures of the GZO are much more likely while continued exposure could lead to sintering-induced failure in the YSZ layer. The evolution of the energy release rates for both layers is given in Fig. 8, with the observed failure times indicated by the red “X” delineating the solid and dashed lines.

The energy release rate nearest the YSZ–bond coat and GZO–YSZ interfaces for times through 150 h (a). The “X” on each line represents the experimentally observed failure time. Delamination of the GZO was reported after around 25 h in some samples, while others report failure in both layers after continued exposure, as portrayed diagrammatically in (b).
Potential Uncertainties
The model described in this work effectively predicts delamination in the case studies analyzed, but in investigating other gradient test scenarios, a few issues become apparent. Correctly predicting the energy release rate greatly depends on the accuracy of stress calculations within the coatings, which, for several reasons, may be more complex than given here. Gradient test samples are often disk-shaped specimens with chamfered edges which may be expected to have a considerably more complex stress state than the one-dimensional analysis considered. Further, there are wide variabilities in gradient test procedures among various published papers that may have a substantial impact on this. Among these issues, in-plane temperature gradients and sample fixturing methods may play an important role. Heating and cooling cycle times also tend to vary widely, with some authors pushing times to as short as 20 s.47 At these highly transient cooling rates, special consideration should be taken in the calculation of energy release rates that are not taken here.22,48 Material chemistry, process-induced microstructural variations, variability in test environment, and the accuracy of temperature measurements can further confound reports and contribute to inaccuracies in estimating energy release rates for these scenarios.
Several material-based mechanisms may also arise that could lead to further deviations from the predicted energy release rates. Creep or residual stress relaxation may occur in the substrate, bond coat, or TBC layers that would lead to overprediction by this model. TGO growth, on the other hand, may be expected to increase the stress in the system, leading to underprediction. The latter may also necessitate the inclusion of a thin low-toughness oxide layer between the bond coat and the immediate TBC layer that dynamically evolves with time and temperature. The effects of undulations in the bond coat may also lead to localized stress concentrations that have often been reported to greatly affect coating lifetime. Finally, the cracking process may be much more complex than the idealized model given here. Crack branching mixed-mode failure could potentially occur, and may be accounted for but lies beyond the scope of this work.
It is of interest to note specific cases where this model does not make accurate predictions with these subtleties in mind. A case where sintering-induced failures were reported is used here as an example.49 The authors reported that the stiffness of a two-layer lanthanum zirconate (LZO)–YSZ coating increased greatly as the sample was exposed and used the potential increase in G to substantiate the observed failure. However, the overall lifetime of the coating was nominally 0.6 h. Coatings produced with these materials of similar layer thickness, tested at comparable temperatures and cycle times, have been reported to last nearly 800 times longer elsewhere.46 The former hold times would not be expected to produce significant sintering even in the most extreme isothermal cases, while the latter would be well fit by the model described in this work. Overall, the low reported lifetime of these coatings points more towards failure due to excessively high starting energy release rates, the existence a significant unnoticed preexisting flaw, or some particularity of the test procedure. This case exemplifies both the impact of the variabilities in gradient testing and the potential need to consider other mechanical nuances in failures during gradient testing.
Conclusion
While the complexities of gradient testing provide significant difficulties to any modeling approach, useful insights into design can be drawn from the work presented here. The sintering-induced failure of multilayer, multimaterial TBCs is particularly well described by this model despite significant uncertainties. The simple analytical methods and integrated nuances of manufacturing variability, experimentally measured material properties, and novel performance test results couple to describe the dynamically changing attributes of TBCs in a way that captures complex system-level behavior. This fusion of experimental data and analytical outcomes provides an ICME framework for coating design, lifetime prediction, and process/material innovation. Further refinement of this work should be considered to incorporate the effects of substrate bending, transient heating and cooling, temperature-dependent thermal and mechanical properties, TGO growth, and potential nonlinearity of the coatings at low LMP values. Likewise, the role of substrate constraint on the coating’s physical properties warrants further experimental investigation.
References
N.P. Padture, M. Gell, and E.H. Jordan, Science 296(5566), 280. (2002).
D.R. Clarke, M. Oechsner, and N.P. Padture, MRS Bull. 37(10), 891. (2012).
D.R. Clarke, and C.G. Levi, Annu. Rev. Mater. Res. 33(1), 383. (2003).
R. Vassen, M.O. Jarligo, T. Steinke, D.E. Mack, and D. Stover, Surf. Coat. Technol. 205(4), 938. (2010).
S. Sampath, U. Schulz, M.O. Jarligo, and S. Kuroda, MRS Bull. 37(10), 903. (2012).
A. Kulkarni, A.A. Goland, H. Herman, A.J. Allen, J. Illavsky, G.G. Long, C.A. Johnson, and G.G. Long, J. Am. Ceram. Soc. 87(7), 1294. (2004).
Y. Tan, J.P. Longtin, S. Sampath, and H. Wang, J. Am. Ceram. Soc. 92(3), 710. (2009).
Y. Tan, V. Srinivasan, T. Nakamura, S. Sampath, P. Bertand, and G. Bertrand, J. Therm. Spray Tehcnol. 21(5), 950. (2012).
J.A. Thompson, and T.W. Clyne, Acta Mater. 49, 1565. (2001).
G.R. Li, G.J. Li, C.X. Li, and C.J. Li, Ceram. Int. 44(3), 2982. (2018).
R.B. Dinwiddie, S.C. Beecher, and W.D. Porter, in Proceedings of the ASME 1996 International Gas Turbine and Aeroengine Congress and Exhibition, Volume 5: Manufacturing Materials and Metallurgy; Ceramics; Structures and Dynamics; Controls, Diagnostics and Instrumentation; Educational; General. Birmingham, UK (1996).
A.M. Limarga, S. Shain, M. Baram, and D.R. Clarke, Acta Mater. 60, 5417. (2012).
R. Vassen, Y. Kagawa, R. Subramanian, P. Zombo, and D. Zhu, MRS Bull. 37(10), 911. (2012).
T. Staroselsky, L. Martin, and J. Borkowski, Eng. Gas Turb. Power 141, 1. (2019).
Z. Wang, A. Kulkarni, S. Deshpande, T. Nakamura, and H. Herman, Acta Mater. 51, 5319. (2003).
Y. Tan, J.P. Longtin, S. Sampath, and D. Zhu, J. Am. Ceram. Soc. 93(10), 3418. (2010).
C. Levi, J.W. Hutchinson, M. Vidal-Setif, and C.A. Johnson, MRS Bull. 37(10), 932. (2012).
J.W. Hutchinson, and A.G. Evans, Surf. Coat. Technol. 149, 179. (2002).
V. Viswanathan, G. Dwivedi, and S. Sampath, J. Am. Ceram. Soc. 1–9, 782. (2015).
A.G. Evans, D.R. Mumm, J.W. Hutchinson, G.H. Meier, and F.S. Pettit, Prog. Mater. Sci. 46, 505. (2001).
R.W. Jackson, M.S. Titus, M.R. Begley, and T.M. Pollock, Surf. Coat. Technol. 289, 61. (2016).
R.W. Jackson, and M.R. Begley, Int. J. Solids Struct. 51, 1364. (2014).
B. Cheng, Y. Zhang, N. Yang, M. Zhang, L. Chen, G. Yang, C. Li, and C.J. Li, J. Am. Ceram. Soc. 100(5), 1820. (2017).
C.H. Hsueh, Thin Solid Films 418, 182. (2002).
J. Malzbender, J. Appl. Phys. 95(4), 1780. (2004).
M.R. Begley, and J.W. Hutchinson, The Mechanics and Reliability of Films, Multilayers and Coatings (Cambridge University Press, 2017).
D. Lipkin, J. Krogstad, Y. Gao, C.A. Johnson, W. Nelson, and C. Levi, J. Am. Ceram. Soc. 96(1), 290. (2013).
G. Dwivedi, Y. Tan, V. Viswanathan, and S. Sampath, J. Therm. Spray Technol. 24(3), 454. (2015).
J.G. Sun, in Proceedings of the 33rd International Conferences on Advanced Ceramics and Composites, Advanced Ceramic Coatings and Interfaces IV, Daytona Beach, Florida (2009).
F. Cernuschi, P. Bison, and J.G. Sun, Surf. Coat. Technol. 258(15), 284. (2014).
G.R. Li, G.J. Yang, C.X. Li, and C.J. Li, Ceram. Int. 43, 9600. (2017).
D. Zhu, S.R. Choi, and R.A. Miller, Surf. Coat. Technol. 188, 146. (2004).
M. Shinozaki, and T.W. Clyne, Acta Mater. 61, 579. (2013).
K.F. Wesling, D.F. Socie, and B. Beardsley, J. Am. Ceram. Soc. 77(7), 1863. (1994).
J.S. Wallace, and J. Ilavsky, J. Therm. Spray Technol. 7(4), 521. (1998).
S. Choi, D. Zhu, and R. Miller, J. Am. Ceram. Soc. 88(10), 2859. (2005).
D. Lal, P. Kumar, S. Sampath, and V. Jayaram, J. Am. Ceram. Soc. 103(3), 2076. (2020).
G.M. Smith, M. Resnick, B. Kjellman, J. Wigren, G. Dwivedi, and S. Sampath, J. Am. Ceram. Soc. 27, 1076. (2017).
G. Dwivedi, V. Viswanathan, S. Sampath, A. Shyam, and E. Lara-Curzio, J. Am. Ceram. Soc. 97(9), 2736–2744. (2014).
G. Bolelli, M.G. Righi, M.Z. Mughal, R. Moscatelli, O. Ligabue, N. Antolotti, M. Sebastiani, L. Lusvarghi, and E. Bemporad, Mater. Des. 166, 107615. (2016).
B. Siebert, C. Funke, R. Vassen, and D. Stover, J. Mater. Process. Technol. 92, 217. (1999).
Y. Liu, T. Nakamura, G. Dwivedi, A. Valarezo, and S. Sampath, J. Am. Ceram. Soc. 9(12), 4036. (2008).
O. Guillon, E. Aulbach, J. Rodel, and R.K. Bordia, J. Am. Ceram. Soc. 90(6), 1733. (2007).
R.K. Bordia, and R. Raj, J. Am. Ceram. Soc. 68(6), 287–292. (1985).
V. Viswanathan, G. Dwivedi, and S. Sampath, J. Am. Ceram. Soc. 97, 9. (2014).
E. Donohue, in Investigation of the Parameters Influencing Thermal Barrier Coating Toughness Through a Novel Measurement Technique. PhD. Thesis, University of California, Santa Barbara (2013).
R. Vassen, F. Traeger, and D. Stover, Int. J. Appl. Ceram. Technol. 1(4), 351. (2004).
A. Bolcavage, A. Feuerstein, J. Foster, and P. Moore, J. Mater. Eng. Perform. 13(4), 389. (2004).
S. Sundaram, D.M. Lipkin, C.A. Johnson, and J.W. Hutchinson, J. Appl. Mech. 80, 011002. (2013).
Acknowledgements
This work was supported in part by AFOSR-CONACYT collaborative research Project #FA9550-18-1-0118. The authors are grateful to Shalaka Shinde for assistance in the preparation of graphics used in this manuscript. Support from the industrial consortium for thermal spray technology at Stony Brook is also gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Saputo, J., Sampath, S. Coupled Thermal and Mechanical Analysis of Thermal Barrier Coatings Under Gradient Exposure. JOM 73, 3606–3617 (2021). https://doi.org/10.1007/s11837-021-04867-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-021-04867-9