
Abstract
To reveal the thermal shock resistance of double-layer thermal barrier coatings (TBCs), two types of TBCs were prepared via atmospheric plasma spraying, i.e., Gd2Zr2O7/yttria-stabilized zirconia (GZ/YSZ) TBCs and La2Zr2O7 (LZ)/YSZ TBCs, respectively. Subsequently, thermal cycling tests of the two TBCs were conducted at 1100 °C and their thermal shock resistance and failure mechanism were comparatively investigated through experiments and the finite element method. The results showed that the thermal shock failure of the two TBCs occurred inside the top ceramic coating. However, the GZ/YSZ TBCs had longer thermal cycling life. It was the mechanical properties of the top ceramic coating, and the thermal stresses arising from the thermal mismatch between the top ceramic coating and the substrate that determined the thermal cycling life of the two TBCs together. Compared with the LZ layer in the LZ/YSZ TBCs, the GZ layer in the GZ/YSZ TBCs had smaller elastic modulus, larger fracture toughness, and smaller thermal stresses, which led to the higher crack propagation resistance and less spallation tendency of the GZ/YSZ TBCs. Therefore, the GZ/YSZ TBCs exhibited superior thermal shock resistance to the LZ/YSZ TBCs.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Thermal barrier coatings (TBCs) have been widely used in hot components such as turbine blades [1, 2, 3]. According to the structure of ceramic layer, TBCs can be divided into single-layer TBCs, double-layer TBCs, and gradient TBCs. At present, the most widely used single-layer TBCs is yttria-stabilized zirconia (YSZ) TBCs. But the YSZ will occur to phase transformation when the service temperature exceeds 1250 °C or it is in long-term service at 1200 °C. Moreover, the YSZ has weak ability to isolate external oxygen and is prone to sintering at high temperature [4, 5, 6]. Thus, the service life of the YSZ TBCs is reduced.
Some studies have shown that the thermal cycling life of the double-layer TBCs is longer than that of the single-layer TBCs [7, 8]. Due to pyrochlore (P) structure compounds have high phase stability and low sintering rate, and they have strong ability to isolate external oxygen; therefore, the P-structure compounds are suitable for the top ceramic coating material in double-layer TBCs [9, 10]. La2Zr2O7 (LZ) and Gd2Zr2O7 (GZ) are a typical P-structure material. However, the difference of the thermal expansion coefficient between the LZ and the substrate is significant (αLZ = 9.1 × 10−6 K−1 and αsubstrate = (18–19) × 10−6 K−1 [11]), which is adverse to the thermal shock resistance of the LZ/YSZ TBCs. Recently, researchers have found that GZ has not only lower thermal conductivity (λYSZ = 2.12 W/m K, λLZ = 1.56 W/m K, and λGZ = 1.16 W/m K [11, 12]) but also a larger thermal expansion coefficient (αGZ = 10.4 × 10−6 K−1 [13, 14]) than that of the LZ. Therefore, the GZ has attracted the attention of TBCs researchers.
Nevertheless, the studies of thermal shock resistance of TBCs were mostly focused on the comparison between single-layer TBCs and double-layer TBCs, but the comparisons between double-layer TBCs were rarely reported [15, 16, 17]. Therefore, GZ/YSZ TBCs and LZ/YSZ TBCs were prepared by atmospheric plasma spraying (APS) in the present work, and their thermal shock resistance and failure mechanism were comparatively investigated through experiments and the finite element method (FEM).
Results and Discussion
Characterization of two types of TBCs
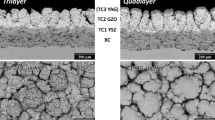
The surface and cross-section morphologies of the LZ/YSZ TBCs and GZ/YSZ TBCs are shown in Fig. 1. There were microcracks on the surface and pores on the cross section of the two TBCs. The microcracks and pores were beneficial to release stresses produced in TBCs and could improve the strain tolerance of TBCs [18, 19]. Meanwhile, the pores in coatings will also affect the crack propagation [20]. When cracks extended to pores, the stresses at the crack tip will be released, thereby delaying the crack propagation. These were beneficial to the thermal shock resistance of TBCs [21].

Surface and cross-section morphologies of the two TBCs: (a,c) LZ/YSZ TBCs and (b,d) GZ/YSZ TBCs.
Morphologies and phase compositions of two types of TBCs after thermal shock failure
Morphologies
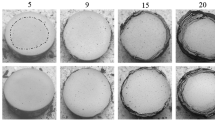
Some studies have shown that when the spallation degree of TBCs reached 20%, which can be considered failure [9]. Figures 2 and 3 show the surface and cross-section morphologies of the LZ/YSZ TBCs and GZ/YSZ TBCs failed after different thermal cycling times, respectively. As shown in Figs. 2(b) and 3(b), the LZ/YSZ TBCs and GZ/YSZ TBCs began to spall from the brim or center of the coatings after 147 ± 5 and 205 ± 6 times, respectively.

Thermal shock failed LZ/YSZ TBCs at 1100 °C: (a) cross-section morphology; (b) surface morphology; (c) TGO enlarged morphology; and (d) EDS analysis of the TGO.

Thermal shock failed GZ/YSZ TBCs at 1100 °C: (a) cross-section morphology; (b) surface morphology; (c) TGO enlarged morphology; and (d) EDS analysis of the TGO.
The thermally grown oxide (TGO) enlarged morphologies of the two failed TBCs are shown in Figs. 2(c) and 3(c), respectively. Both of the TGO thicknesses were about 2–3 μm. The critical thickness of TGO is about 6–7 μm, beyond which TBCs will spall [22]. Therefore, the thermal shock failure of the two TBCs was not caused by the TGO in the present work. Figures 2(d) and 3(d) indicate that the TGO in the two TBCs was mainly composed of Al2O3, with a small amount of Cr, Co, and Ni. However, compared with the LZ/YSZ TBCs, the TGO in the GZ/YSZ TBCs was slightly thicker and the content of Cr, Co, and Ni was more. This may be due to GZ/YSZ TBCs had undergone more thermal cycling times.
Phase compositions
XRD patterns of the LZ/YSZ TBCs and GZ/YSZ TBCs before and after thermal cycling are shown in Fig. 4. The surface phase compositions of the two TBCs did not change after thermal cycling, and there were no YSZ phase, indicating that the two TBCs had good phase stability and their thermal shock failure occurred inside the interior of the top ceramic coating.

XRD patterns of the coatings.
In comparison, the thermal cycling life of the GZ/YSZ TBCs was higher than that of the LZ/YSZ TBCs.
Thermal shock failure mechanism of two types of TBCs
In the following sections, the thermal shock failure mechanism of the GZ/YSZ TBCs will be analyzed compared with the LZ/YSZ TBCs from two perspectives, i.e., the mechanical properties of the top ceramic coating, and the thermal stresses arising from the thermal mismatch between the top ceramic coating and the substrate.
Mechanical properties of the top ceramic coating
The mechanical properties of coatings are an important factor that determines the thermal shock resistance of TBCs. For TBCs materials, the lower elastic modulus is beneficial to improve its fracture toughness and thermal shock resistance [23]. The relationship between the thermal stress (σ) and elastic modulus of coatings during thermal cycling can be calculated according to the following equation [24]:
where Ec, νc, and αc are the elastic modulus, Poisson’s ratio, and thermal expansion coefficient of coatings, respectively, αs is the thermal expansion coefficient of coatings, and ΔT is the difference between the coating working temperature and ambient temperature. The working temperature is 1100 °C, the ambient temperature is 25 °C, so ΔT = 1075 °C. As shown in Eq. (1), the lower elastic modulus can make the top ceramic coating produce relatively smaller strain under the same stress, thereby reducing the damage and prolonging the thermal cycling life of TBCs; meanwhile, higher fracture toughness can reduce the crack propagation rate and spallation tendency of TBCs [24].
Generally, the crack propagation rate is proportional to the ratio of the stress intensity factor to the critical stress intensity factor (fracture toughness), as shown in the following equation [25]:
where da/dN is the crack propagation rate, KI is the stress intensity factor, KIC is the fracture toughness of coatings, and c and n are the experimental constants of materials. The KI can be calculated by the following equation [25]:
where Y is the crack shape coefficient, σ is the thermal stress, and a is the crack length. To simplify the equation, it is assumed that the top ceramic coatings of the two TBCs have the same crack shape coefficient and crack length. By introducing Eq. (3) into Eq. (2) and taking the reciprocal on both sides, the crack resistance of coatings can be expressed as follows [15]:
where E is the elastic modulus of coatings and KIC/E would be an index to evaluate the mechanical resistance of coatings against shock. It can be seen from Fig. 5 that the LZ layer had relatively small fracture toughness (1.02 ± 0.03 MPa mm1/2) and relatively larger elastic modulus (78.2 ± 3 GPa), while the GZ layer had relatively large fracture toughness (1.26 ± 0.05 MPa mm1/2) and relatively smaller elastic modulus (60.5 ± 4 GPa). The GZ layer had a higher KIC/E value of 21 × 10−6 m1/2, while the LZ layer had a smaller KIC/E value of 15 × 10−6 m1/2, so the GZ layer had higher crack propagation resistance, which indicated that the GZ/YSZ TBCs had better thermal shock resistance than the LZ/YSZ TBCs.

Elastic modulus and fracture toughness of the LZ layer and the GZ layer.
Thermal stresses
In addition to mechanical properties of the top ceramic coating, the thermal stresses arising from the thermal mismatch between the ceramic coating and the substrate are also responsible for the thermal shock failure of the two TBCs. To more intuitively and vividly analyze the effect of the top ceramic coating on the thermal shock failure mechanism of the TBCs, the distributions of the thermal stresses in the GZ/YSZ TBCs and the LZ/YSZ TBCs during the cooling process of thermal cycling were simulated in the present work.
Through simulation, the actual thermal stress distributions in the two TBCs after thermal cycling were obtained, as shown in Figs. 6 and 7, respectively. It should be noted that the maximum x-direction tensile stress was located in the top ceramic coating, and closed to the center of the systemic axis, and due to the edge effects, the maximum y-direction stress and shear stress often appear on the edge of the coatings during the thermal cycling [26]. Therefore, the spallation position of the two TBCs should be located in the center of the top ceramic coating, and which can be verified by the actual spallation positions of the two TBCs shown in Figs. 2(b) and 3(b).

Stress distributions of the LZ/YSZ TBCs after thermal cycling: (a) x-direction stress; (b) y-direction stress; and (c) shear stress.

Stress distributions of the GZ/YSZ TBCs after thermal cycling: (a) x-direction stress; (b) y-direction stress; and (c) shear stress.
Table 1 shows the stress values of the two TBCs after thermal cycling calculated by the FEM. The thermal stresses produced in the GZ/YSZ TBCs were remarkably smaller than that of the LZ/YSZ TBCs, indicating that the cracks in the GZ/YSZ TBCs were difficult to initiate and propagate, and the GZ/YSZ TBCs had less spallation tendency than the LZ/YSZ TBCs. Therefore, the GZ/YSZ TBCs had better thermal shock resistance than the LZ/YSZ TBCs.

Stress values of the two TBCs after thermal cycling by the FEM.
It can be summarized from the above research results that, compared with the LZ layer in the LZ/YSZ TBCs, the GZ layer in the GZ/YSZ TBCs had lower elastic modulus and higher fracture toughness. In addition, the thermal stresses produced in the GZ/YSZ TBCs were smaller during the thermal cycling. These made the GZ/YSZ TBCs have larger crack propagation resistance and less spallation tendency. Therefore, the GZ/YSZ TBCs exhibited superior thermal shock resistance to the LZ/YSZ TBCs.
Conclusions
The GZ/YSZ TBCs and the LZ/YSZ TBCs were prepared by APS. Whereupon, their thermal shock resistance and failure mechanism at 1100 °C were intensively investigated. Our conclusions are as follows:
-
(1)
The thermal cycling life of the GZ/YSZ TBCs (205 ± 6 times) was longer than that of the LZ/YSZ TBCs (147 ± 5 times), and the failure of the two TBCs occurred inside the top ceramic coating.
-
(2)
The mechanical properties of the top ceramic coating, and the thermal stresses arising from the thermal mismatch between the top ceramic coating and the substrate determined the thermal cycling life of the two TBCs together. Compared with the LZ layer in the LZ/YSZ TBCs, the GZ layer in the GZ/YSZ TBCs had smaller elastic modulus and larger fracture toughness. In addition, smaller thermal stresses were produced in the GZ/YSZ TBCs during thermal cycling. Therefore, the GZ/YSZ TBCs had better thermal shock resistance than the LZ/YSZ TBCs.
Experimental Materials and Methods
Coating preparation
GH3044 superalloys, NiCoCrAlY (Ni(12.6%)Cr(22%)Al(8%)Y(0.6%)Co) powders, YSZ (ZrO2–8%Y2O3) powders, LZ powders, and GZ powders were commercial materials. The coatings deposited on GH3044 superalloys substrates with the size of 20 × 10 × 3 mm. Then, the samples were washed, dried, and sandblasted. The bonding coating, bottom ceramic coating, and top ceramic coating were successively prepared via APS (GP-80). The thickness of LZ and GZ was 100 μm, the thickness of YSZ was 150 μm, and the thickness of bonding coating was 80 μm in the LZ/YSZ TBCs and the GZ/YSZ TBCs. The spraying parameters are given in Table 2.

Spraying parameters.
Evaluations of mechanical properties
The elastic modulus (E) of coatings was measured by a nanoindenter (Nano Indenter XP, USA). The maximum depth was 1 μm, the loading and unloading rates were 0.5 mN/s, and the load duration was 10 s. The elastic modulus of coatings is calculated by the following equation [27, 28]:
where d2/d1 is the ratio of short indentation diagonal (d2) to long indentation diagonal (d1) after recovery of material elasticity tests, b/a and α are constants of 1/7.11 and 0.45, respectively, F is the load (N).
The fracture toughness (KIC) was evaluated using a microhardness tester (Japan HMV-2T), the load was 300 kgf, and the load duration was 15 s. According to the theory of indentation fracture mechanics, the KIC is calculated by the following equation [29, 30]:
where E and Hv are elastic modulus (GPa) and Vickers hardness (GPa) of coatings, respectively, α is the empirical constant (0.016), P is the load (kgf), and c is the half length of indentation crack (mm).
Thermal cycling tests
The LZ/YSZ TBCs and GZ/YSZ TBCs samples were placed in a high-temperature box resistance furnace (China SX-G01123) for thermal cycling tests. The number of test samples was 10. According to the actual service temperature of the engine blade [31], the furnace temperature was raised to 1100 °C at a heating rate of 10 °C/min. The samples were taken out after holding for 5 min and then water-cooled to ambient temperature (25 °C). After thermal cycling, the surface of the two TBCs was observed, the spallation times were recorded and the average of the spallation times of the two test samples was taken.
Microstructure characterization
The phase compositions of the TBCs before and after thermal cycling were characterized by X-ray diffraction (Germany XRD; D8 Discover). The anode was made of copper with a tube voltage of 40 kV and a current of 150 mA, the scanning speed was 4 °/min, and the scanning angle was set in the range of 20–90°. A scanning electron microscope (SEM; Japan JSM-6510A) equipped with an energy-dispersive X-ray spectrometer (EDS) was used to characterize the morphologies of the coatings and TGO.
Establishment of the finite element model and stress simulation
To more intuitively illustrate the influence of two types of top ceramic coating on the stress distributions of the TBCs during thermal cycling, a finite element model of the TBCs thermal stress with different top ceramic coatings was established based on ANSYS 16.0. On the premise of ensuring the rationality of calculation results, the following assumptions were made for the model for ease of calculation: (i) The whole TBC is uniform and continuous without defects such as pores and cracks. (ii) The material properties of TBCs are isotropic and their properties do not change with temperature. (iii) The coating system will not produce plastic deformation and creep during thermal cycling, and all materials are fully elastic.
Many studies have shown that the thermal shock failure of double-layer TBCs mainly occurred inside the interior of the top ceramic coating or the interface between the top ceramic coating and the bottom ceramic coating [32, 33]; hence, the influence of TGO was not considered in the present work to improve the calculation efficiency. In the simulation, the thicknesses of the top ceramic coating, bottom ceramic coating and bonding coating were determined according to the actual thicknesses, and the thickness of the substrate was 3 mm. The material properties are listed in Table 3, where E, ν, α, λ, Cp, ρ are the elastic modulus, Poisson’s ratio, thermal expansion coefficient, thermal conductivity, specific heat, and density of the materials, respectively.

The axisymmetric model was took in the FEM, thus both sides of the model were considered to be insulated, and dT/dn = 0. The thermal mechanical coupling structural element and the plane 223 element were used in the simulation. To reflect the stress distributions at the coatings interface accurately, the interface was densified during the mesh generation. The densification depth was 2. The initial temperature of the TBCs was 1100 °C, and the ambient temperature was 25 °C. Since water cooling was adopted in the thermal cycling tests, the convection coefficient between the upper and lower surfaces and the side of the model and the water was set to 1000 W/(m2 K), without considering the influence of thermal radiation during thermal cycling. The x-direction displacement constraint (Ux = 0) was applied to the symmetry axis of the model, and y-direction displacement constraint (Uy = 0) was applied to the bottom of the model.
References
Y-C. Fang, X-F. Cui, G. Jin, B-W. Lu, F-Y. Wang, M. Liu, and X. Wen: Influence of SiC fiber on thermal cycling lifetime of SiC fibers/YSZ thermal barrier coatings by atmospheric plasma spraying. Ceram. Int. 44, 18285 (2018).
Y. Zhou, G-Y. Gan, Z-H. Ge, P. Seng, and J. Feng: Microstructure and thermophysical properties of CeO2-doped SmTaO4 ceramics for thermal barrier coatings. J. Mater. Res. 35, 242 (2020).
X-F. Wang, H-M. Xiang, X. Sun, J-C. Liu, F. Hou, and Y-C. Zhou: Thermal properties of a prospective thermal barrier material: Yb3Al5O12. J. Mater. Res. 29, 2673 (2014).
R. Wang, T-S. Dong, Y-L. Di, H-D. Wang, G-L. Li, and L. Liu: High temperature oxidation resistance and thermal growth oxides formation and growth mechanism of double-layer thermal barrier coatings. J. Alloys Compd. 798, 773 (2019).
Y. Bai, W. Fan, K. Liu, Y-X. Kang, Y. Gao, and F. Ma: Gradient La2Ce2O7/YSZ thermal barrier coatings tailored by synchronous dual powder feeding system. Mater. Lett. 219, 55 (2018).
U. Klement, J. Ekberg, S. Creci, and S.T. Kelly: Porosity measurements in suspension plasma sprayed YSZ coatings using NMR cryoporometry and X-ray microscopy. J. Coat. Technol. Res. 15, 753 (2018).
X-Q. Cao, R. Vassen, F. Tietz, and D. Stoever: New doubleceramic-layer thermal barrier coatings based on zirconia-rare earth composite oxides. J. Eur. Ceram. Soc. 26, 247 (2006).
R. Vassen, E. Traeger, and D. Stover: New thermal barrier coatings based on pyrochlore/YSZ double-layer systems. Int. J. Appl. Ceram. Technol. 1, 351 (2004).
S. Mahade, N. Curry, S. Bjorklund, N. Markocsan, and P. Nylen: Failure analysis of Gd2Zr2O7/YSZ multi-layered thermal barrier coatings subjected to thermal cyclic fatigue. J. Alloys Compd. 689, 1011 (2016).
T-S. Dong, R. Wang, Y-L. Di, H-D. Wang, G-L. Li, and B-G. Fu: Mechanism of high temperature oxidation resistance improvement of double-layer thermal barrier coatings (TBCs) by La. Ceram. Int. 45, 9126 (2019).
R. Vassen, M.O. Jarligo, T. Steinke, D.E. Mack, and D. Stover: Overview on advanced thermal barrier coatings. Surf. Coat. Technol. 205, 938 (2010).
W. Pan, Q. Xu, L-H. Qi, J-D. Wang, H-H. Miao, K. Mori, and T. Torigoe: Novel low thermal conductivity ceramic materials for thermal barrier coatings. Key Eng. Mater. 280–283, 1497 (2005).
H. Lehmann, D. Pitzer, G. Pracht, R. Vassen, and D. Stöver: Thermal conductivity and thermal expansion coefficients of the lanthanum rare-earth-element zirconate system. J. Am. Ceram. Soc. 86, 1338 (2003).
K.S. Lee, K.I. Jung, Y.S. Heo, T.W. Kim, Y.G. Jung, and U. Paik: Thermal and mechanical properties of sintered bodies and EB-PVD layers of Y2O3 added Gd2Zr2O7 ceramics for thermal barrier coatings. J. Alloys Compd. 507, 448 (2010).
D-P. Zhou, D.E. Mack, E. Bakan, G. Mauer, D. Sebold, O. Guillon, and R. Vassen: Thermal cycling performances of multilayered yttria-stabilized zirconia/gadolinium zirconate thermal barrier coatings. J. Am. Ceram. Soc. 103, 2048 (2020).
R. Musalek, T. Tesar, J. Medricky, F. Lukac, T. Chraska, and M. Gupta: Microstructures and thermal cycling properties of thermal barrier coatings deposited by hybrid water-stabilized plasma torch. J. Therm. Spray Technol. 29, 444 (2020).
P.G. Lashmi, S. Majithia, V. Shwetha, N. Balaji, and S.T. Aruna: Improved hot corrosion resistance of plasma sprayed YSZ/Gd2Zr2O7 thermal barrier coating over single layer YSZ. Mater. Charact. 147, 199 (2019).
R. Vassen, F. Traeger, and D. Stover: Correlation between spraying conditions and microcrack density and their influence on thermal cycling life of thermal barrier coatings. J. Therm. Spray Technol. 13, 396 (2004).
C. Giolli, A. Scrivani, G. Rizzi, F. Borgioli, G. Bolelli, and L. Lusvarghi: Failure mechanism for thermal fatigue of thermal barrier coating systems. J. Therm. Spray Technol. 18, 223 (2009).
A. Portinha, V. Teixeira, J. Carneiro, M.G. Beghi, C.E. Bottani, N. Franco, R. Vassen, D. Stoever, and A.D. Sequeira: Residual stresses and elastic modulus of thermal barrier coatings graded in porosity. Surf. Coat. Technol. 188, 120 (2004).
H. Zhou, F. Li, J. Wang, and B-D. Sun: Microstructure analyses and thermophysical properties of nanostructured thermal barrier coatings. J. Coat. Technol. Res. 6, 383 (2009).
M. Abbas, H-B. Guo, and M.R. Shahid: Comparative study on effect of oxide thickness on stress distribution of traditional and nanostructured zirconia coating systems. Ceram. Int. 39, 475 (2013).
M. Pourbafrani, R.S. Razavi, S.R. Bakhshi, M.R. Loghman-Estarki, and H. Jamali: Effect of microstructure and phase of nanostructured YSZ thermal barrier coatings on its thermal shock behaviour. Surf. Eng. 31, 64 (2015).
P-Z. Li, L. Le, L. Ma, H-B. Zhou, C. Wang, and X-G. Lei: Effect of Nb and Ta dopants on mechanical and thermal properties of tetragonal YSZ: First-principles calculations. Chinese Rare Earths 35, 13 (2014).
S. Delin: Mechanical Properties of Engineering Materials (Beijing, Machinery Industry Press, 2010).
L. Wang, Y. Wang, X-G. Sun, J-Q. He, Z-Y. Pan, and C-H. Wang: Finite element simulation of residual stress of double-ceramic-layer La2Zr2O7/8YSZ thermal barrier coatings using birth and death element technique. Comput. Mater. Sci. 53, 117 (2012).
H. Zhang, J-S. Wang, S-J. Dong, J-Y. Yuan, X. Zhou, S-W. Duo, S. Chen, P-J. Huo, J-N. Jiang, L-H. Deng, and X-Q. Cao: Mechanical properties and thermal cycling behavior of Ta2O5 doped La2Ce2O7 thermal barrier coatings prepared by atmospheric plasma spraying. J. Alloys Compd. 785, 1068 (2019).
T. Tomimatsu, Y. Kagawa, and S.J. Zhu: Residual stress distribution in electron beam-physical vapor deposited ZrO2 thermal barrier coating layer by raman spectroscopy. Metall. Mater. Trans. A 34, 1739 (2003).
J-J. Kang, J-L. Ma, G-L. Li, H-D. Wang, B-S. Xu, and C-B. Wang: Bimodal distribution characteristic of microstructure and mechanical properties of nanostructured composite ceramic coatings prepared by supersonic plasma spraying. Mater. Des. 64, 755 (2014).
G.R. Anstis, P. Chantikul, B.R. Lawn, and D.B. Marshall: A critical evaluation of indentation techniques for measuring fracture toughness: I–Direct crack measurements. J. Am. Ceram. Soc. 64, 533 (1981).
A.V. Put, D. Oquab, and D. Monceau: Characterization of TBC systems with NiPtAl or NiCoCrAlYTa bond coatings after thermal cycling at 1100 degrees C: A comparative study of failure mechanisms. Mater. Sci. Forum 595–598, 213 (2008).
X-H. Zhong, H-Y. Zhao, X-M. Zhou, C-G. Liu, L. Wang, F. Shao, K. Yang, S-Y. Tao, and C-X. Ding: Thermal shock behavior of toughened gadolinium zirconate/YSZ double-ceramic-layered thermal barrier coating. J. Alloys Compd. 593, 50 (2014).
C-L. Zhang, J-M. Fei, L. Guo, J-X. Yu, B-B. Zhang, Z. Yan, and F-X. Ye: Thermal cycling and hot corrosion behavior of a novel LaPO4/YSZ double-ceramic-layer thermal barrier coating. Ceram. Int. 44, 8818 (2018).
L. Wang, Y. Wang, W-Q. Zhang, X-G. Sun, J-Q. He, Z-Y. Pan, and C-H. Wang: Finite element simulation of stress distribution and development in 8YSZ and double-ceramic-layer La2Zr2O7/ 8YSZ thermal barrier coatings during thermal shock. Appl. Surf. Sci. 258, 3540 (2012).
Acknowledgments
The authors gratefully acknowledge the financial supports of the National Natural Science Foundation of China (51675158).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Feng, Y., Dong, Ts., Fu, Bg. et al. Thermal shock resistance of double-layer thermal barrier coatings. Journal of Materials Research 35, 2808–2816 (2020). https://doi.org/10.1557/jmr.2020.228
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/jmr.2020.228