
Abstract
We describe the use of sulfiding agents to achieve a significant increase in the level of metal recovery during the smelting of copper concentrates and matte conversion. In the conversion process for copper and polymetallic mattes, the addition of sulfides produces (1) a remarkably low level of nonferrous metals remaining in converter slag; (2) a high level of copper extraction to matte; (3) high levels of arsenic and antimony extraction to dust; and (4) a decrease in the magnetite content of the converter slags. Based on laboratory, pilot, and industrial scale data, the advantages of the addition of sulfiding agents to the converter for the treatment of copper and polymetallic materials are demonstrated.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nonferrous metals (Cu, Zn, Pb) remaining in the converter slag have become a global problem in copper pyrometallurgy that is strongly influencing the economy of the extraction processes. Silicate slags, produced during the smelting of copper and polymetallic ores and matte conversion to blister copper, contain an appreciable amount of nonferrous metals.1,2,–3 Their market value is too high to justify the common practice of discarding the slags, and accordingly, many different strategies have been proposed for minimizing the quantity of metals lost. These include reducing the mass of slag generated; minimizing the weight percentage of nonferrous metals in slag; and processing the slags for metal recovery. The production of one ton of copper generates approximately 2.2–3 tons of copper-containing slag. In the USA, the amount of copper lost with slag is about 4 million tons per year; in Japan, it is 2 million tons.4 Overall, 600,000–800,000 tons of slag are produced annually at the nonferrous metallurgy plants in Kazakhstan. To date, approximately 30 billion tons of solid slag waste have already accumulated in Kazakhstan. More than one third of the nonferrous and precious metals mined with the ores are lost in this accumulated waste: 27.7 million tons of zinc, 1.4 million tons of lead, 2.0 million tons of copper, and 3.4 thousand tons of silver. The spread of toxic metals [e.g., arsenic (As) and antimony (Sb)] from copper and polymetallic concentrates also has a seriously negative impact on the environment,5,6,7,8,9,10,11,–12 leading to health problems and pollution.
The goal of the current work is to develop a procedure for reducing the amount of nonferrous metals (Cu, Zn, Pb), arsenic, and antimony lost in converter slag.
Experimental: Laboratory, Pilot, and Industrial Scale Testing
Experiments were carried out in the laboratory, as well as on pilot and industrial scales. Copper concentrate, copper-zinc concentrate and matte from a blast furnace or an oxygen flash smelting furnace were used as sulfiding agents. For all experiments, the metal content was determined using x-ray fluorescence spectrometry (XRF; PLP-21, AspapGeO, Almaty, Kazakhstan). Thermodynamic calculations for the mixture Cu-Pb-Zn-As-Sb-Fe-S-O-SiO2 have been described earlier.8
Laboratory Experiments on Reducing the Metal Content in Industrial Converter Slag
Materials
Industrial converter slag and three different sulfiding agents were used. Input compositions are presented in Table I.
Laboratory Procedures
Overall, 300 g of milled converter slag was mixed with 100 g of the sulfiding agent and placed in an alumina crucible. The alumina crucible containing the mixture was then loaded into a quartz reactor and placed in a furnace with SiC heaters. Experiments were carried out at 1473 K under argon flow. Once the desired sintering temperature had been reached, it was held for 30 min. After the necessary time had elapsed, the furnace was switched off and the quartz reactor was air-cooled. After cooldown, the crucible was removed from the reactor and broken. After each experiment, slag and matte were separated, weighed, and analyzed. Each experiment was performed in triplicate to check the reproducibility of the results. Additional experiments were carried out with argon bubbling into the melt for 30 min at a flow rate of 0.3 L/min. After the set temperature (1473 K) had been reached, the argon in the melt was bubbling vigorously. This followed preliminary tests, which showed that the variation of settling times from 5 min to 30 min does not significantly change the final content of nonferrous metal in the slag or matte. The process of phase formation under our test conditions is achieved even with a very short settling time. After settling, the crucible was removed from the furnace, air-cooled, and broken. As before, the final products (matte and slag) were separated, weighed, and analyzed.
Redistribution of Metals During the Laboratory Treatment of Converter Slag with Copper Concentrate
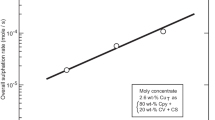
Figure SI.1. (in online supplementary material) shows the distribution of metals among the various products (matte, slag, and dust). Dust is the result of metal sublimation, separated via filtering. The weight of the matte was 113 g; of the slag 230 g; of the dust 54 g. The post-testing metal content of the matte was (wt.%) as follows: Cu 26.58, Pd 6.37, Zn 4.48, Fe 34.84, S 19.57, As 0.11, and Sb 0.25. The post-testing metal content of the dust was (wt.%) as follows: Cu 1.66, Pd 9.93, Zn 9.55, Fe 20.96, S 26.59, As 1.96, and Sb 2.84. A significant redistribution of metals obviously occurred during treatment of the converter slag with copper concentrate. Copper extraction to the matte was found to be 90.42% by weight of all the copper present.
From Table II, we can see there is a marked decrease in metal content in the converter slag treated with copper concentrate: copper by a factor of four; lead by a factor of 2.5; arsenic by a factor of 4.4; and antimony by a factor of 2.4, as compared with the amounts present in the original slag. These numbers are essentially independent of whether a simple flow of argon gas was used or argon was bubbled into the melt.
Distribution of Metals During the Laboratory Treatment of the Converter Slag with Copper-Zinc Concentrate
Laboratory treatment of the converter slag with copper-zinc concentrate was carried out in two ways. In the first procedure, copper-zinc concentrate was added only to the converter slag; in the second procedure, it was added to a mixture of converter slag and matte.
In procedure (#1), 300 g of milled converter slag was mixed with 100 g of copper-zinc concentrate. The postmelting weight of the matte was 33 g, of the slag 286 g, and of the dust 81 g. The post-testing metal content in matte was (wt.%) as follows: Cu 30.50, Pd 9.42, Zn 5.51, Fe 30.48, S 20.21, As 0.24, and Sb 0.58. The post-testing metal content in dust was (wt.%) as follows: Cu 0.37, Pd 8.58, Zn 4.70, Fe 10.31, S 15.85, As 1.49, and Sb 1.70.
In procedure (#2), 200 g of milled converter slag and 200 g of milled matte were mixed with 70 g of copper-zinc concentrate. The post-melting weight of the matte was 233 g of the slag 172 g and of the dust 65 g. The matte composition after testing was (wt.%) as follows: Cu 33.27, Pd 0.94, Zn 4.20, Fe 24.40, S 20.97, As 0.26, and Sb 0.58. The dust composition after testing was (wt.%) as follows: Cu 2.67, Pd 2.83, Zn 7.85, Fe 14.34, S 11.72, As 1.31, and Sb 2.23.
Table II summarizes the relative amounts of the metals remaining in the converter slag after treatment with copper-zinc concentrate (column 4) and matte/copper-zinc concentrate (column 5). Figures SI2 and 3 (online supplementary material) show the results of the metal redistribution among the converter products.
Copper extraction to matte was found to be 77.62 wt.% after treatment with copper-zinc concentrate and 97.46 wt.% after treatment with the combined matte and copper-zinc concentrate. Lead extraction to dust was found to be 61.58 wt.% and 90.25 wt.%, respectively, and zinc extraction to dust was found to be 23.68 wt.% and 48.64 wt.%, respectively. There is a decrease in individual metal contents in treated slag with copper-zinc concentrate: copper, a factor of 2.5–3; lead, a factor of 3–4; arsenic and antimony, each a factor of 2–3 as compared with their content in the original converter slag. Arsenic and antimony extraction to dust were found to be 50.55 wt.% and 28.05 wt.%, respectively, and they were removed from the metallurgical process. These encouraging results confirm the possibility of using copper concentrate and copper-zinc concentrate as sulfiding agents to reduce the amount of copper, lead, arsenic, and antimony in converter slags and to remove arsenic and antimony from the “melting-converting” cycle.
Pilot Scale Testing of the Treatment of a Mixed Slag–Matte Melt with Added Copper Concentrate as Sulfiding Agent
Materials
The initial metal content of the matte was 37.5 wt.% copper, 24 wt.% sulfur, 43 wt.% iron, 6.8 wt.% lead, 0.63 wt.% arsenic, and 0.68 wt.% antimony. The silica flux consisted of silica ore with 68 wt.% quartz. The sulfiding agent for the slag-forming stage of the converter process was copper concentrate (24.6 wt.% copper, 4.52 wt.% lead, 0.28 wt.% arsenic, 0.26 wt.% antimony, 27 wt.% iron, and 29.7 wt.% sulfur). The sulfiding agent for the copper-making stage of the converter process was copper concentrate (19.8 wt.% copper, 2.2 wt.% lead, 0.09 wt.% arsenic, 0.1 wt.% antimony, 27.8 wt.% iron, and 32.6 wt.% sulfur).
Pilot Scale Procedures
Pilot tests were conducted in the smelting department of the Irtyshskiy Copper Smelting Plant, Kazakhstan, on an industrial Peirce-Smith converter (capacity 40 tons). Loading of the silica flux and copper concentrate was carried out using a special ejection-charging device. Six series of tests were performed, including one that used the existing converting technology. In each test series, 78 tons of matte were processed.
During the slag-forming stage of the converter process, the procedure was as follows. An empty converter was filled with the matte, quartz ore was loaded, and then the converter was started in the normal operating mode. The addition of copper concentrate was begun through the charging device on the resulting converter slag. At that point, the supply of concentrate and air flow into the converter were both stopped. After 5 min of settling, the slag was sampled and poured off from the converter. Following slag draining, a second portion of matte was poured into the converter and the cycle was repeated. The slag-forming stage of the converter process terminated with the preparation of a molten Cu2S, a “white metal.” The total quantity of matte processed in each series was 78 tons. During these tests, chemical analysis of the converter slag and dust were also carried out. Air consumption in the slag-forming stage was ~ 20,000 m3/h, and in the copper-making stage 17,000 m3/h. When loading copper concentrate into the slags, air consumption increased insignificantly and amounted to ~ 21,000 m3/h in the slag-forming stage and ~ 18,000 m3/h in the copper-making stage. The difference in the amount of air associated with the oxidation of additional iron from copper concentrate. During the copper-making stage of the converter process, copper concentrate was fed into the “white metal” and the converter was started in the normal operating mode. After slag formation, the converting process was terminated and the converter slag was poured into the ladle. The remaining mass in the converter was blown with air until blister copper was obtained.
Test Results
The results of the pilot tests are presented in Table III and in Figure SI.4 (online supplementary material). During the tests, 468 tons of matte and 50 tons of the quartz flux were used. The composition of the flux was (by wt.%) as follows: 75 SiO2; 0.85 Cu; 2.32 As; 0.58 Sb; and 2.7 S. In the slag-forming stage, 93.6 tons of concentrate were processed; in the copper-making stage, 66.3 tons of concentrate. Overall, 189.2 tons of blister copper, 48.2 tons of dust and 435 tons of slag were produced.
An increase in the sulfiding agent flow rate successfully reduced the copper content of the converter slag during both stages of the converting process. The copper obtained from the slag was incorporated into the blister copper, increasing the overall copper recovery.
Pilot Scale Testing of Cu Recovery from Converter Slags Using Matte as a Sulfiding Agent
It has been shown previously that the copper content in the converter slag decreased from 3 to 3.5 wt.% to 1.5 to 1.83 wt.% during treatment of converter slags with a reverberatory furnace matte containing 25–28 wt.% Cu.13 We have carried out tests on the treatment of converter slag with matte from an oxygen flash furnace containing 40–45 wt.% copper. It has also been reported that an oxygen flash furnace matte containing 40–45wt.% copper can be used to reduce the copper and magnetite content in oxygen flash furnace slag by simply mixing the slag and matte.14 This is due to the absence of thermodynamic equilibrium in the matte–slag system for the oxygen flash furnace. In fact, the copper content in the slag of an oxygen flash furnace is in equilibrium not with matte but with the more copper-rich sulfide droplets in the slag.15 This is because the interfacial surface of the sulfide droplets in the slag exceeds by several orders of magnitude the slag–matte contact surface and the copper content in the sulfide droplets is 15–20% higher than the content of copper in matte.14
Procedures
Tests were carried out in the industrial Peirce-Smith converter (80 tons) of the copper smelting plant of the JSC “ALMALYK MMC” Uzbekistan according to two protocols:
-
1.
An empty converter was filled with 35–40 tons of oxygen flash furnace matte and 25–30 tons of the final slag of the slag-forming stage of the converter process, with preliminary sampling for analysis. Mixing with airflow was carried out for 3–5 min. After 10 min of settling, the slag was sampled and poured off and the converter was started in the normal operating mode.
-
2.
Oxygen flash furnace matte was added to the matte layer of the matte–slag mixture. Airflow into the converter was terminated, and after 5 min of settling, a slag sample was taken. Then a ladle of oxygen flash furnace matte (25–30 tons) was poured into the converter and the airflow in the converter was restarted, continuing for 1–3 min. After settling for 10 min, the slag was sampled and poured off and the converter was started in the normal operating mode.
Results
The results of the pilot scale tests are presented in Tables IV and V.
We found that the copper content in the final converter slag of the slag-forming stage of the converter process decreases from 5% to 6% to 1.3% to 1.9%, and the content of iron(III) oxide in the slag decreases from 15% to 19% to 11% to 13%.
Experiments show that the content of copper in the slag decreases from 2.5 to 7 wt.% to 1.3 to 2.3 wt.%, and the content of iron(III) oxide in the slag decreases from 16 to 18 wt.% to 10% to 13 wt.% after short-term treatment of converter slag with an oxygen flash furnace matte containing 40–45 wt.% copper.
Industrial Scale Treatment of a Slag–Matte Melt with Copper-Zinc Concentrate as Sulfiding Agent
The objective of the industrial tests was to monitor the process of loading the sulfiding agent (copper-zinc concentrate) into the slag–matte melt during the converting process and studying whether or not this process has a negative effect on the reduction of metal in the converter slag.
Industrial Scale Procedures
Industrial scale tests were run in the smelting division of the Irtyshskiy Copper Smelting Plant, Kazakhstan, on an industrial Peirce-Smith converter (40 tons). The industrial tests were carried out with copper-zinc concentrate, which had previously been dried in a rotary kiln. An empty converter was filled with 3–4 ladles of the matte, quartz ore was added, and then the converter was started in the normal operating mode. After formation of the converter slag, a flow of copper-zinc concentrate was initiated through the feed tube, lasting for 10 min. After which time, the supply of concentrate and air flow in the converter were halted. Settling continued for 5–10 min, and the slag was then sampled and poured off. The compositions of the initial material and the converter products—matte, quartz flux, copper-zinc concentrate, slag, gases, and blister copper—were monitored during the tests.
Results of Industrial Scale Testing
Table VI presents a comparison of the copper content in the converter slag of the slag-forming stage of the process, obtained by using conventional converting technology or by using copper-zinc concentrate treatment.
A total of 2438.7 tons of matte and 418 tons of quartz flux were processed during the industrial scale tests. The output of blister copper according to the conventional converting technology was 788.8 tons; the output of slag was 1780 tons and of dust, 285 tons. The total output of blister copper obtained with the copper-zinc concentrate treatment was 837.6 tons. The amount of copper-zinc concentrate used was 440 tons. The total output of slag was 2138 tons and of dust, 300.2 tons. The content of metals and silica in the converting products is presented in Table VII.
The average copper content in blister copper obtained by conventional converting technology was found to be 96 wt.%, as compared with 98.3 wt.% Cu with copper-zinc concentrate treatment. In Table VII, a qualitative change in the composition of converter slag after treatment with copper-zinc concentrate is observed: The content of copper in converter slag is reduced from 3.26 wt.% to 1.32 wt.%; lead is reduced by a factor of 1.5; arsenic by a factor of 2; and antimony by a factor of 2.5.
Industrial Scale Treatment of Converter Slag with Matte as Sulfiding Agent
The use of oxygen flash furnace matte as a sulfiding agent was tested on an industrial scale for 10 days in all operating converters of the JSC “ALMALYK MMC” Uzbekistan. The average content of copper and magnetite remaining in the converter slags was 1.6–2.4 wt.% and 10.5–12.5 wt.%, respectively. The average content of copper and magnetite in converter slags after standard cleaning was 3.2 wt.% and 16 wt.%, respectively. The effectiveness of the proposed method of converter slag cleaning by the addition of sulfiding agents is underlined by the fact that it is readily incorporated into the existing blister copper production scheme.
Conclusion
The results described here confirm the possibility of using copper concentrate and copper-zinc concentrate as sulfiding agents to reduce the content of copper, lead, arsenic, and antimony in converter slags. Compared with the traditional method, larger amounts of arsenic and antimony are removed from slag into the converter dust and are therefore permanently excluded from the “melting-converting” cycle of the plant. We show that the use of furnace matte as a sulfiding agent is also able to reduce the content of copper and magnetite in converter slags. The content of copper in the slag decreases from 2.5 to 7 wt.% to 1.3 to 2.3 wt.%, and the content of iron(III) oxide in the slag decreases from 16 to 18 wt.% to 10 to 13 wt.% after short-term treatment of converter slag with oxygen flash furnace matte containing 40–45wt.% copper. The practical advantages of the proposed method of converter slag cleaning with sulfiding agents are demonstrated by the fact that it is readily included in modern industrial scale blister copper production protocols in metallurgical plants while demonstrating impressive reduction in the amounts of metal—copper, lead, arsenic, and antimony—remaining in the converter slags.
References
W.G. Davenport, M.J. King, M.E. Schlesinger, and A.K. Biswas, Extractive Metallurgy of Copper (Oxford: Pergamon, 2002), p. 417.
M. Sanchez, F. Parada, R. Parra, F. Marquez, R. Jara, J.C. Carrasco, and J. Palacios, in VII International Conference on Molten Slag Fluxes and Salts. The South African Institute of Mining and Metallurgy, p. 543 (2004).
M.E. Schlesinger, M.J. King, K.C. Sole, and W.G. Davenport, Extractive Metallurgy of Copper (Amsterdam: Elsevier, 2011), p. 455.
C. Shi, C. Meyer, and A. Behnood, Resour. Conserv. Recycl. 52, 1115 (2008).
D. Zhong, L. Li, and C. Tan, Metall. Mater. Trans. B 48, 1308 (2017).
D.C. Lynch, S. Akagi, and W.G. Davenport, Metall. Trans. B 22, 677 (1991).
D.R. Swinbourne and T.S. Kho, Metall. Mater. Trans. B 43, 823 (2012).
N. Dosmukhamedov and V. Kaplan, JOM 69, 381 (2017).
Q. Wang, X. Guo, Q. Tian, T. Jiang, M. Chen, and B. Zhao, Metals 7, 502 (2017).
Q. Wang, X. Guo, Q. Tian, T. Jiang, M. Chen, and B. Zhao, Metals 7, 302 (2017).
S. Nakazawa, A. Yazawa, and F.R.A. Jorgensen, Metall. Mater. Trans. B 30, 393 (1999).
W. Yang, S. Tian, J. Wu, L. Chai, and Q. Liao, JOM 69, 1077 (2017).
V. Kaplan, A. Tarasov, I. Grenz, and R. Gafarov, Zvetnie Metall. 2, 50 (1989).
V. Kaplan, A. Tarasov, and V. Zaizev, Zvetnie Metall. 2, 20 (1991).
V. Zaizev, V. Kaplan, A. Vaskevich, L. Rabicheva, V. Kukoev, and A. Tarasov, Kompleks. Ispolzovanie Miner. Siria 1, 30 (1982).
Acknowledgements
The authors thank I. Grenz, former director of the copper plant of the JSC “ALMALYK MMC”, and R. Gafarov, former smelting department manager, for their participation in the industrial scale tests. We also thank Dr. E. Wachtel, Weizmann Institute of Science, for assistance in editing the revised manuscript.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Dosmukhamedov, N., Egizekov, M., Zholdasbay, E. et al. Metal Recovery from Converter Slags Using a Sulfiding Agent. JOM 70, 2400–2406 (2018). https://doi.org/10.1007/s11837-018-3093-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-3093-8