
Abstract
Tool wear and borehole quality are two critical issues for high precision drilling processes. In this paper, several drilling experiments in terms of different drilling parameters and drill bit with and without coating are conducted according to the Taguchi orthogonal arrays. Thrust force and moment were measured during the drilling process. The cutting edge radius depending on the wear, roughness and roundness of the borehole were also aquired. By combining the experiment dataset with the expert knowledge, a Bayesian prediction network of tool wear radius, surface roughness and borehole roundness is established through structure learning and parameter learning algorithms based on GeNIe, a disposable software to create Bayesian networks. Up to \(89\,\%\) accuracy were achieved using this approach. The research described in this paper can provide a new approach to multivariate prediction and parameter optimization in drilling.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Drilling is a common and complex machining process extensively used within many manufacturing fields such as aerospace and automotive industries [1, 2]. For example, a single heat exchanger needs up to 16,000 boreholes and a single aero plane requires up to 45,000 boreholes with tight tolerance for the assembly [3]. Tool wear and borehole quality are two critical issues for high precision drilling processes, which will result in a reduction of drill bit’s life and a worse manufacturing accuracy of the products. Therefore, tool wear and surface roughness prediction in drilling has become a concerned issue of the manufacturers and users.
2 State of the art
To date, a number of researchers have focused the prediction of tool wear and surface roughness in drilling processes, and relevant works have been reported. However, since many uncertain factors have great influence [4] on tool wear and surface roughness, it is difficult to establish accurate analytic models decribing the underlying mechanisms. Overall, there are two main modeling methods mentioned in relevant literatures: (1) statistical approaches and (2) Artificial Intelligence (AI) approaches.
As for statistical approaches, the Taguchi method combined with analysis for variance (ANOVA), Response Surface Methodology (RSM) and ANOVA, Linear Regression are widely adopted. Krishnaraj et al. [5] adopted the Taguchi method with the analysis for variance (ANOVA) and found that the feed rate and diameter are the most significant parameters to the thrust force and surface roughness in drilling carbon fiber reinforced plastic laminate/aluminum stacks. Kivak et al. [6] selected the drill bit, cutting speed and feed rate as control factors in drilling of AISI 316 steel using uncoated and coated drills. With Taguchi method and ANOVA, they found that the drill bit was the most significant factor on the surface roughness and the feed rate was the most significant factor on the thrust force. Sundeep et al. [7] examined the drilling behavior of AISI 316 and optimized the drilling parameters using the Taguchi methodology. ANOVA was used and the analysis indicated that cutting speed dominates on surface roughness and metal removal rate. Balaji et al. [8] used the RSM and ANOVA to identify significant parameters on surface roughness, flank wear and vibration in drilling of TI-6Al-4V alloy, and a multi response optimization was performed to optimize the drilling parameters for less surface roughness, flank wear and drill vibration. Murthy and Rodrigues [9] adopted the integration of Taguchi method and RSM and analysed the drilling parameter settings in drilling of Glass Fiber Reinforced Polymer composite laminate using solid carbide drill bits. Motorcu et al. [10] developed the predictive surface roughness equation in drilling of Waspaloy super alloy by using Taguchi method with Linear Regression Analysis.
In terms of AI approaches, Artificial neural networks (ANN) is the most widely used method. Garg et al. [11, 12] investigated the performance of backpropagation neural network (BPNN) as well as radial basis function neural network (RBFNN) in predicting the flank wear of high speed steel drill bits for drilling holes on mild steel and copper workpieces, and employed the radial basis function network (RBFN) optimized by genetic algorithm (GA) to predict the average flank wear. Grzenda et al. [13] employed imputation algorithm to supplement the missing values, then applied the multilayer perceptions neural networks (MLPNN) to represent roughness prediction models. A comparable approach was used in [14] to predict the resulting burr size in drilling depending on tool and machine tool characteristics as well as process parameters. Brinksmeier et al. were dealing with hybrid models combining physical and ANN models to describe and simulate grinding processes [15]. Rao et al. [16] used the input parameters of nose radius, cutting speed, feed and volume of material removed, established an ANN with Feedforward BP algorithm and aimed at the prediction of surface roughness, tool wear and amplitude of work piece vibration. Shetty et al. proposed a novel thrust force prediction model, involving genetic algorithm optimized multi-layer perceptron neural network (GA-MLPNN) and observed that the GA-MLPNN was better than the RSM model in prediction of thrust force [17]. Patra et al. [18] developed a BPNN model which fused thrust force, cutting speed, spindle speed and feed parameters, to predict the borehole number. It could be shown that the prediction error of borehole number was less than that of a regression model. Corne et al. [19] set up a MLPNN with Levenberg Marquart(LM) algorithm. Spindle power data were collected and put into the network to predict the tool wear during drilling of Inconel 625 superalloy. Xu et al. [20] applied a BPNN to predict the corner wear of a high speed steel drill bit for drilling on different workpiece materials. Input features of BPNN were extracted from the static and dynamic components of the resultant force of converted thrust and torque by wavelet packet transform (WPT). Bayesian networks, consiting of nodes and directed arcs and belonging to those graphical models can use the advantages of graphical structures on the one hand and probabilistic models on the other. They form an acyclic directed graph (DAG) and represent a formalism of uncertain conclusion in the field of artificial intelligence [26, 27]. Correa and Bielza [21, 22] introduced Bayesian classifiers to predict surface roughness in high-speed milling. Naive Bayes (NB) classifier and the Tree-Augmented Naive Bayes (TAN) classifier were used and up to 81.2% accuracy was achieved. Bustillo and Correa [23] used TANBC that consider the cooling system as an input variable for the optimization of roughness quality in deep hole drilling operations.
As for the prediction or classification of tool wear or surface roughness by Bayesian classifier, it is assumed that the value of the attributes (drilling parameters, force and energy) are conditionally independent of one another given the class variable (tool wear or surface roughness) of a sample. However, there can be dependences between values of attributes. Furthermore, Bayesian classifier can only be used for the prediction or classification of one class variable. To avoid this limitation, in this paper Bayesian network (BN) [24], also called Belief Network, is introduced to predict both tool wear and surface roughness in drilling of 42CrMo steel. BN is a directed graphical model which can be used for classification, diagnosis and prediction. It can reveal the causal relationship among nodes and the conditional probability distribution, while nodes and edges of ANN have no such direct interpretation as BN.
3 Experiment setup and dataset collection
3.1 Experiment setup and measurement results
In the tests, 42CrMo4 plates have been used as workpieces. Nine uncoated and nine TiAlN coated drills with a diameter of d = 5 mm were prepared to conduct drilling experiments according to the Taguchi L\(_{18}1^{2}\)x\(2^{3}\) mixed-level orthogonal arrays illustrated in Table 1 (with f = feed, vc = cutting speed). The bore holes were drilled to a depth of l = 10 mm,
Fig. 1 shows the experiment and measurement setup. The drilling process was conducted on a milling machine type HERMLE 1202H. The drilling tests were conducted without cooling lubricant. In order to still ensure reliable chip removal, the bore holes were not drilled continuously but with 5 strokes each to break the chips. The test series with a single drill each were divided into 2 different work piece samples type A and B, which were prepared accordingly for an in- and post-processing measurement. The machining parameters and the bore hole depth were identical for both type A and B samples. The boreholes in a certain interval as 1, 10, 20, 30, 50, 100, 150, 200, 250, 300, and 350 were measured in terms of thrust force Fz, drilling moment Mz, cutting edge radius re, roughness Ra and roundness R. Type A sample (20 × 20 × 50 mm) was used to record the relative thrust force Fz and drilling moment Mz. Type A sample (20 × 20 × 50 mm) was used to record the relative thrust force Fz and drilling moment Mz. Due to its special shape, the sample could be clamped in a four-jaw chuck, mounted on a piezoelectric dynamometer. The clamped sample was aligned with respect to the TCP of the milling machine. Type A samples were thus used to drill 4 bore holes each. Thrust force and drilling moment were measured by using a type 9372 dynamometer in conjunction with a type 5070 charge amplifier (both Kistler AG).

Experiment setup for drilling operations
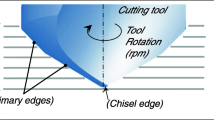
According to its specification, the dynamometer permits measurement of relative forces and moments in a radius of 20 mm (valid until 2000 kp) around the dynamometer center. Type B samples (75 × 200 × 25 mm) were used to achieve intervals with a large number of boreholes in order to increase tool wear between the individual records of force and moment on the type A samples. Analyses of machining quality were then conducted on the type B samples, always following the last bore hole made on the type A sample. A Taylor Hobson TALYROND 252 tester and a Mitutoyo C-3200 Formtracer were adopted to measure the borehole roundness R and roughness Ra, respectively. The main cutting edge radius re of the drill bit is used to denote the tool wear. It was tested by MikroCAD micro-optical 3D scanner. The measurement results are illustrated in Table 2.
The results of the exemplary trials 1, 2 and 18 are listed in the table above. In trials with uncoated drills, tool breakage occurred with various parameter combinations, in some cases even at low numbers of bore holes. In Table 2 the respective bore interval in which the drill broke is marked with the letter ‘B’. Although these test series were not consistent, they were taken over into the later model elaboration in order to be able to consider the two cases ‘tool fails’ and ‘tool holds up’ as categorical criteria. Bayesian networks use previous knowledge gained from projects, studies and research already carried out and apply this to the current case by means of probability calculation. The goal of Bayesian networks is it to quantify this knowledge and to use it for making predictions by means of probability theory. With Bayesian networks it is possible to draw conclusions on the basis of uncertain knowledge. The preliminary or empirical knowledge (a posteriori knowledge) of the optimization approach presented here consists of knowledge about the qualitative correlations between the influencing input variables and the dependent output variables of a drilling process. The input variables include, for example, tool properties, machining parameters and tool wear. Output variables are mechanical loads, criteria of machining quality but also the respective tool condition. Tool wear plays a special role here because it is both an influencing input variable and a dependent output variable. An example of a case-related increase in experience is the understanding that the borehole intervals, which are set narrower at the beginning of a test series, can be set wider with an increasing number of bore holes without losing essential information about the development of the output variables.
3.2 Thrust force and drilling moment analysis
Regarding the mechanical loads shown in Fig. 2 there are five opreration steps during the drilling of each borehole according to a certain chip removal. Since the drilling process from 2nd to 4th feed are more stable, the mean thrust force Fz and drilling moment Mz were calculated with the measurement data from the 2nd to 4th feed.

The thrust force Fz and drilling moment Mz measurement result of one borehole
Fig. 3 shows the thrust force variations depending on the borehole number under variable feed f and cutting speed vc. Since the uncoated drills were broken after drilling only several dozens of boreholes, the force data are much less than that of the coated one. It can be seen from Fig. 3a that the feed force of uncoated drill bits is significantly higher than that of the coated one, and the force value rising with increasing of the borehole number, which is due to the drastic tool wear of the uncoated drill bits under the higher friction heat.

Thrust force Fz variations depending on the borehole number under different feed f and cutting speed vc
For the coated one, TiAlN coating can offer high resistance to heat and oxidation, hence the cutting edge radius is reduced. It also indicates that the force value gets higher with increasing of feed amount, but it is less sensitive to the cutting speed for the coated drill bits, as shown in Fig. 3b. It can be seen that the borehole roughness values of the coated drills are generally higher than that of the uncoated ones. For the coated drills, the roughness values of the first few dozen boreholes are higher due to the resitance of the coating. With the hole drilling continuing, the situation of coating becomes stable and the borehole roughness also decreases to an approximate value.
3.3 Roughness, roundness and cutting edge radius analysis
Figure 4 illustrates the bore hole roughness variations depending on the borehole number under different feed amount f and cutting speed vc. With Bayesian networks, bidirectional reasoning is possible under uncertainty, i.e. under uncertain information. The tool wear represents a variable that is both influencing and dependent in the model to be created later. In order to be able to consider the use of uncertain information, the wear-related cutting edge radius re was used as a criterion instead of the the commonly considered flank wear. The mean cutting edge radius is the average value of a total of 12 individual measurements (6 measurements each along the two cutting edges of the tool). For this purpose, 2 individual measurements ( spacing 0.5 mm) were taken at a distance of 1 mm, 3 mm and 5 mm from each cutting edge.

Borehole roughness Ra variations with bore hole number under different f and vc
The cutting edge radius variations with borehole number under different feed amount and cutting speed are indicated in Fig. 5. It is observed that the cutting edge radius of the new coated drills is larger than the used one due to the shape of the coating at the cutting edge, as shown by the 3D profiles in Table 3.

Cutting edge radius variations with borehole number under different f and vc
With the hole drilling continuing, the cutting edge radius of the coated drills decreases firstly and then maintain at a certain value under the protection of TiAlN coating. The value of cutting edge radius of the new uncoated drill bits is much smaller than the new coated one, but it increases rapidly because of the severe wear during the hole drilling, as illustrated in Table 3. The unsteady curves represent data based on uncertain information.
4 Bayesian network of cutting edge radius, roundness and roughness
4.1 Bayesian theory
A Bayesian network is a joint distribution over a set of random (discrete) variables \(\textit{X}=\textit{X}_{1},\cdot \cdot \cdot \textit{X}_{i},\cdot \cdot \cdot \textit{X}_{n}\) from the domain, which is represented by a directed acyclic graph along with a conditional probability table (CPT) for each node Xi, defining \(\textit{P}(\textit{X}_{i}\big \vert \textit{parent}(\textit{X}_{i}))\). The DAG and CPT of BN are obtained through structure learning and parameter learning. Bayesian Search (BS) algorithm is utilized to train the network’s structure. This algorithm does a Hill Climbing (HC) search starting with a random network structure, then a series of models is generated in forms of changing arcs step by step according to a search procedure. Afterwards, the score for all arc changes on this network is evaluated according to the Bayesian Dirichlet equivalence (BDe) scoring metric and the one that has the maximum BDe score value is chosen. This process is continued until no more arc changes increase the score. The probability parameters are learned using the Expectations Maximum (EM) algorithm. It initializes \({\theta }_{(0)}\) randomly or heuristically according to any prior knowledge, iteratively improves the estimate of the probability \(\theta \) by alternating between computing a conditional expectation and solving a maximization problem and stops when the likelihood \(\textit{L}(\theta )\) converges.
4.2 Qualitative model
The acyclic directed graph of a Bayesian network consists of independent root nodes and dependent non-root nodes both representing probabilistically distributed variables. The nodes are connected by arcs, which in turn represent the conditional dependencies. In the present study, the tool property coated/non-coated and the two setting variables feed rate f and cutting speed vc were implemented as independent root nodes whereas the thrust force Fz was selected as an exclusively dependent output variable, which therefore only has incoming arcs. Since the achievable number of bore holes depends very clearly on whether the tool is coated or not, the node which reprents the number of holes only depends on the coating, but influences itself the cutting edge radius re and, via this, also the other output variables roughness Ra and roundness R. The thrust force Fz and drilling moment Mz also depend on the three root nodes. In the present work the influence of the thrust force on the roughness was additionally examined and implemented by an according arc. The nodes representing thrust force and drilling moment are independent of each other. In addition to the categorical criterion of the ‘coating’ node (yes/no), all other nodes are quantifiable, numerical criteria that must be appropriately discretized before they can be applied to a Bayesian network
4.3 Model training and validation
The elaborated qualitative model, based on existing previous experience and additional information from the machining tests, now has to be transferred to a Bayesian network. To discretize the variables feed rate f and cutting speed vc, the three varied values are taken from the machining tests and transfered to the according root nodes. These and all other nodes were implemented as so-called chance nodes. The available data for all non-root nodes were discretised into 5 ranges each, in order not to detail them too much compared to the input variables, but nevertheless to resolve them sufficiently for a probability mapping. The minima and maxima of the resulting data ranges are shown for individual machining parameters and evaluation criteria in Table 4.
This discretization was performed using the k-Means algorithm according to the Lloyd approach, in which the data sets were assigned to 5 randomly selected mean values according to their variance and then the mean values were iteratively recalculated. The Bayesian network of hole drilling is established in the commercial software tool ‘GeNIe’, which is developed by the Decision Systems Laboratory of the University of Pittsburgh [25] and distributed by BayesFusion, LLC. The 10-fold cross-validation method [18,19,20] is selected to validate the performance of the BN. After the validation, the confusion matrixes and corresponding accuracy results of the predictive variables are generated as illustrated in Tables 5, 6 and 7.

Qualitative model and established Bayesian network
Fig. 6 shows the establishment of the Bayesian network. The expert knowledge can be referred and defined by using ‘GeNIe’ in advance, which can avoid the network structure going against common sense and make the obtained network structure more reasonable. The discrete experimental datasets are input. After the structure and parameter learning, some new relationships between the variables are discovered and the Bayesian network of hole drilling is established. The average accuracy of the Bayesian network is 89 %, and the prediction accuracy of hole roughness, hole roundness and cutting edge radius are 94.8 %, 83.7 % and 88.5 %, respectively. It is found that accuracy for the state B (Broken) is best with more than 98.6% in terms of hole roughness, hole roundness and cutting edge radius. However, there are greater confusion with certain state, that is, state (3.2, 6.3] of hole roughness, state (17, 24] of hole roundness and state (0, 13] of cutting edge radius, there accuracy are 42.1 %, 40 % and 70.2 %, respectively. This confusion may be due to the number of datasets, number of these states and a limited quantity of training data belonging to them, for example, some singular measurement data. In addition, the datasets that locate nearby the discrete boundary also influence the accuracy.
4.4 Case studies
After obtaining the Bayesian network with the probability parameters of each state of the variables, the prediction and drilling parameter optimization can be conducted by use of the network.
4.4.1 Prediction of cutting edge radius, hole roundness and roughness
Considering certain drilling parameters, such as fixed coating status, borehole number, feed amount and cutting speed, the cutting edge radius, borehole roundness and roughness are predicted. Fig. 7 shows the prediction results of two cases. Here, the state ‘s1_below_0’ of the variables such as cutting edge radius re, roundness R and roughness Ra represents that the drill bit is broken. It can be concluded from Fig. 7a that for coated drill bits, feed amount f = 0.18 mm/rev, cutting speed vc = 30 m/min and hole number > 250, the network computes the following predictions: cutting edge radius in state ‘s5_29_up’ is with a probability of \(60\,\%\), roundness in both state ‘s2_0_12’ and ‘s3_12_17’ are with a probability of 33 %, roughness in state ‘s3_1_3’ is with a probability of 83 %. When feed amount decreases to f = 0.10 mm/rev and cutting speed increases to vc = 65 m/min, as shown in Fig. 7b, the network makes the corresponding predictions: 60 % probability of cutting edge radius is achieved in state ‘s3_13_21’, 41 % probability of roundness is achieved in state ‘s3_12_17’ and 85 % probability of roughness in state ‘s3_1_3’.
4.4.2 Optimization of drilling parameters
Once the required situation of cutting edge radius re and borehole quality have been selected for the certain drill bit and hole numbers, the posterior probability of the drilling parameters can be obtained.

Prediction of cutting edge radius and hole quality under a certain drilling parameters f and vc
In Fig. 8a, supposed that we need to drill the hole with a small cutting edge radius (tool wear) and a good hole quality, that is, roundness R in state ‘s2_0_12, roughness Ra in state ‘s2_0_1’ and cutting edge radius re in state ‘s2_0_1, the drill bit and hole number are selected as ‘state_1’ (coated) and ‘s5_250_up’, then the network recommends drilling parameter f in state ‘s1_0_10’ (0.10 mm/rev) with the posterior probability of 70 %, and vc in state ‘s2_50’ (50 m/min) with the posterior probability of 42 %. If the value of cutting edge radius is greater than 29 \(\mu \) m, that is in state ‘s5_29_up’ in Fig. 8b, the probability of parameter f in state ‘s1_010’ (0.10 mm/rev) decreases from previous 70– 23 %, and f in state ‘s3_018’ (0.18 mm/rev) increases from previous 20 % to 46 %. Meanwhile, the probability of parameter vc in state ‘s1_30’ (30 m/min) increases from previous 19 to 49 and vc in state ‘s3_65’ (65 m/min) decreases from previous 38 % to 13 %. Hence, it is inferred from the Bayesian network that it is possible for the coated drill bit to reduce the cutting edge radius with the configuration of a smaller feed amount and a higher cutting speed.

Parameter optimization under the expected cutting edge radius and hole quality re and Ra
5 Conclusion
In this paper, a Bayesian network for drilling of 42CrMo steel is investigated in order to to predict cutting edge radius of drill bits, hole roundness and roughness. Several drill experiments under different drilling parameters were conducted according to the Taguchi orthogonal arrays. The variables of thrust force and moment, cutting edge radius, hole roundness and roughness were measured, and the change rules of these variables were analyzed. Afterwards, the Bayesian network of hole drilling was established utilizing relevant learning algorithms in software ‘GeNIe’. The 10-fold cross-validation method was adapted to verify the network’s performance. It is indicated that the average accuracy of the predictive variables is 89 %. Finally, the prediction and drilling parameter optimization are conducted with advantages of forward and backward inference of BN. This research provides a new approach for the multivariable prediction and parameter optimization in the drilling process. The future work will concentrate on improving the Bayesian network of drilling. More drilling experiments will be conducted to enlarge the datasets. Some other relative feature variables like material property, tool geometry, lubrication and drilling temperature will be taken into account to enhance the prediction accuracy and function of the network.
Abbreviations
- d :
-
Diameter in mm
- f :
-
Feed rate in mm/rev
- r e :
-
Cutting edge radius in \(\mu \)m
- v c :
-
Cutting speed in m/min
- F z :
-
Thrust force in N
- M c :
-
Drilling moment in Ncm
- R :
-
Roundness in \(\mu \)m
- Ra :
-
Roughness in \(\mu \)m
- \(\theta \) :
-
Probability
- \(\textit{L}(\theta )\) :
-
Likelyhood
- AI:
-
Artificial intelligence
- ANN:
-
Artificial neural network
- ANOVA:
-
Analysis for variance
- BDe:
-
Bayesian Dirichlet equivalence
- BN:
-
Bayesian network
- BPNN:
-
Backpropagation neural network
- BS:
-
Bayesian search
- CPT:
-
Conditional probability table
- DAG:
-
Directed acyclic graph
- EM:
-
Expectations maximum
- GA:
-
Generic algorithm
- HC:
-
Hill climbing g algorithm
- MLPNN:
-
Multilayer perceptions neural network
- NB:
-
Naive Bayes
- RBFN:
-
Radial basis function network
- RBFNN:
-
Radial basis function neural network
- RSM:
-
Response surface methodology
- TAN:
-
Tree-augmented Naive Bayes
- TCP:
-
Tool center point
- WPT:
-
Wavelet packet transform
References
Uçak N, Çiçek A (2018) The effects of cutting conditions on cutting temperature and hole quality in drilling of Inconel 718 using solid carbide drills. J Manuf Process 31:662–673
Biermann D, Bleicher F, Heisel U, Klocke F, Möhring H-C, Shih A (2018) Deep hole drilling. CIRP Annals 67(2):673–694
Oezkaya E, Beer N, Biermann D (2016) Experimental studies and CFD simulation of the internal cooling conditions when drilling Inconel 718. Int J Mach Tools Manuf 108:52–65
Fernández-Pérez J, Cantero JL, Díaz-Álvarez J, Miguélez M-H (2017) Influence of cutting parameters on tool wear and hole quality in composite aerospace components drilling. Compos Struct 178:157–161
Krishnaraja V, Prabukarthia A, Ramanathana A, Elanghovana N, Senthil Kumara M, Zitouneb R, Davimc JP (2012) Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic(CFRP) laminates. Compos Part B Eng 43(4):1791–1799
Kivak T, Samtaş G, Çiçek A (2012) Taguchi method based optimisation of drilling parameters in drilling of AISI 316 steel with PVD monolayer and multilayer coated HSS drills. Measurement 45(6):1547–1557
Sundeep M, Sudhahar M, Kannan TTM, Vijaya Kumar P, Parthipan N (2014) Optimization of drilling parameters on austenitic stainless steel (AISi 316) using taguchis methodology. Int J Mech Eng Rob Res 3(4):388–394
Balajia M, Venkata Rao K, Mohan Rao N, Murthyd BSN (2018) Optimization of drilling parameters for drilling of TI-6Al-4V based on surface roughness, flank wear and drill vibration. Measurement 114:332–339
Murthy BRN, Rodrigues LLR (2013) Analysis and optimization of surface roughness in GFRP drilling through integration of taguchi and response surface methodology. Res J Eng Sci 2(5):1–8
Motorcu AR, Kuş A, Durgun I (2014) The evaluation of the effects of control factors on surface roughness in the drilling of Waspaloy superalloy. Measurement 58:394–408
Garg S, Pal SK, Chakraborty D (2007) Evaluation of the performance of backpropagation and radial basis function neural networks in predicting the drill flank wear. Neural Comput Appl 16(4–5):407–417
Garg S, Patra K, Khetrapal V, Pal SK (2010) Genetically evolved radial basis function network based prediction of drill flank wear. Eng Appl Artif Intel 23(7):1112–1120
Grzenda M, Bustillo A, Zawistowski P (2012) A soft computing system using intelligent imputation strategies for roughness prediction in deep drilling. J Intel Manuf 23(5):1733–1743
Foroulis S, Wiese M, Tries T, Benardos P, Aurich JC, Vosniakos GC (2005) Burr formation modelling with artificial neural networks. In: ICMEN, International Conference on Manufacturing Engineering and EUREKA Brokerage Event vol. 2
Brinksmeier E, Aurich JC, Govekar E, Heinzel C, Hoffmeister HW, Klocke F, Peters J, Rentsch R, Stephenson DJ, Uhlmann E, Weinert K, Wittmann M (2006) Advances in modeling and simulation of grinding processes. CIRP Ann 55(2):667–696
Rao KV, Murthy BSN, Rao NM (2014) Prediction of cutting tool wear, surface roughness and vibration of work piece in boring of AISI 316 steel with artificial neural network. Measurement 51(1):63–70
Shetty N, Herbert MA, Shetty R, Shetty DS, Vijay GS (2016) Soft computing techniques during drilling of bi-directional carbon fiber reinforced composite. Appl Soft Comput 41:466–478
Patra K, Jha AK, Szalay T, Ranjan J, Monostori L (2017) Artificial neural network based tool condition monitoring in micro mechanical peck drilling using thrust force signals. Precis Eng 48:279–291
Corne R, Nath C, Mansori ME, Kurfess T (2017) Study of spindle power data with neural network for predicting real-time tool wear/breakage during inconel drilling. J Manuf Syst 43:287–295
Xu J, Yamada K, Seikiya K, Tanaka R, Yamane Y (2014) Effect of different features to drill-wear prediction with back propagation neural network. Precis Eng 38(4):791–798
Correa M, Bielza C, Ramirez MJ, Alique JR (2008) A Bayesian network model for surface roughness prediction in the machining process. Int J Syst Sci 39(12):1181–1192
Correa M, Bielza C (2009) Comparison of Bayesian networks and artificial neural networks for quality detection in a machining process. Expert Syst Appl 36(3):7270–7279
Bustillo A, Correa M (2012) Using artificial intelligence to predict surface roughness in deep drilling of steel components. J Intel Manuf 23(5):1893–1902
Pearl J (2000) Causality: models, reasoning, and inference. Cambridge University Press, New York
Druzdzel MJ (1999) GeNIe: a development environment for graphical decision-analytic models. Proc Amia Symp 6(1):1206
Kjærulff UB, Madsen AL (2014) Bayesian networks and influence diagrams: a guide to construction and analysis. Information science and statistics, 2nd edn. Springer, New York
Pearl J (2008) Probabilistic reasoning in intelligent systems: networks of plausible inference the Morgan Kaufmann Series in representation and reasoning. Morgan Kaufman Publishers, San Francisco (Revised 2nd printing)
Acknowledgements
This work was supported by Talent Training Program of the Ministry of Education and State Administration of Foreign Experts Affairs of China (No. P173008021) and the colleagues at the Institute for Machine Tools (IfW) of the University of Stuttgart, Germany. The authors would like to acknowledge the supports.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, X., Eisseler, R. & Moehring, HC. Prediction and optimization of machining results and parameters in drilling by using Bayesian networks. Prod. Eng. Res. Devel. 14, 373–383 (2020). https://doi.org/10.1007/s11740-020-00965-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-020-00965-w