
Abstract
The aim of this study was to create a structured scale for assessing the visual quality of ice cream, develop a stabilizer-emulsifier mixture for industrial production, and evaluate the characteristics of the final product, including the visual (descriptive) index, physicochemical, rheological, sensory attributes, and associated production costs. The development of emulsifiers and stabilizers involved a fractional factorial design 26−2, with 0 to 0.66% of monoglycerides of fatty acids (X1); 0 to 0.33% guar gum (X2); 0 to 0.33% carrageenan gum (X3); 0 to 0.33% carboxymethyl cellulose-CMC (X4); 0 to 0.66% tapioca fiber (X5); and 0 to 0.66% corn starch (X6), totaling 19 formulations. Parameters assessed included visual quality index (1 – “Excellent” and 5 – “Poor”), apparent density, overrun, first drop time, melt rate, and water activity. The formulation composed of monoglycerides of fatty acids (0.33%), guar gum (0.16%), carrageenan (0.16%), carboxymethyl cellulose (0.16%), tapioca fiber (0.33%), and corn starch (0.33%) obtained an excellent visual quality index in all aspects, without significant sensory differences in relation to the control recipe. Furthermore, these formulations reduced industrial costs, allowing for the replacement of commercial stabilizers and emulsifiers.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Ice cream is a widely beloved and globally consumed frozen dairy aerated dessert. The manufacturing process involves two main steps: mixing and freezing [1, 2]. Ice cream is a complex emulsion product comprising air bubbles, ice crystals, fat droplets in a partially frozen aqueous phase, sugars, milk, skim milk powder, as well as emulsifiers and stabilizers [3, 4].
The structural constituents of ice cream can be categorized into four groups: fat phase, air phase, frozen phase, and unfrozen serum phase. The fat content and the ice fraction are the structural elements that can be controlled by adjusting the amount of fat and the sugar-to-water ratio [4]. Structural and textural defects in ice creams result from ice recrystallization, lactose crystallization, and shrinkage. To produce high-quality ice creams, it is essential to use ingredients with compatibility, optimal formulation, and processing parameters [5]. Therefore, the use of stabilizers and emulsifiers assists in achieving and maintaining product texture and acceptability.
Stabilizers serve specific and important functions in the final product, such as increasing the viscosity of the mixture, preventing shrinkage, slowing moisture migration from the ice cream during storage, reducing melt rate, stabilizing the mixture to prevent serum separation, providing smoothness in body and texture, aiding in the suspension of flavor particles, allowing for easier pumping and more precise filling during processing, and ultimately, retarding or reducing the growth of ice crystals and lactose during storage. Due to their synergistic effects, stabilizers like locust bean gum, guar gum, carboxymethyl cellulose, and carrageenan are used for cost reduction in the ice cream industry as fat replacers [3, 4, 6, 7].
Other ingredients that impact ice cream quality are emulsifiers, which possess amphiphilic characteristics, causing them to adsorb to the surface of oil droplets, thereby reducing the interfacial tension between immiscible liquids, preventing droplet coalescence [6]. Mono- and diglycerides and polysorbates are common emulsifiers incorporated into ice creams to enhance texture and stability [8].
The selection of ingredients for the formulation was based on a comprehensive study of the Brazilian market conducted by Rego [9]. This study provided an in-depth analysis of the emulsifiers predominantly utilized by national ice cream industries, quantified in terms of their usage percentage. Based on these findings, the top-ranking emulsifying and stabilizing ingredients were chosen for the formulation.
Many stabilizers are used in ice cream formulations; nevertheless, studies to discover new sources of hydrocolloids for higher-quality ice cream with cost reduction are still necessary [7, 10]. The quality of ice cream is largely determined by various qualitative attributes. However, literature is scarce in terms of works that compile attributes as burning in pasteurization, residues in filtration, color, foam, and appearance at the exit of the ice cream producer, into a structured scale allowing for a comparative evaluation of ice cream quality. In this context, the objective of this study was to develop a structured scale for the visual quality assessment of ice cream, formulate and apply an stabilizer-emulsifier mixture composed of monoglycerides of fatty acids, guar gum, carrageenan, carboxymethyl cellulose, tapioca fiber, and corn starch in ice cream, and evaluate the visual (descriptive index), physicochemical, rheological, and sensory characteristics of the mixture in the product, while comparing the production costs of this blend.
Materials and methods
Formulation and addition of stabilizer-emulsifier mixtures in ice cream
To produce the ice cream, the following ingredients were used: 64.84% filtered water, 14.93% granulated sugar (Minasçucar, Brazil), 13.27% whole milk powder (Aurora Coop, Brazil), 3.98% trans fat-free vegetable fat (melting point: 33 °C to 38 °C) (Iandy, Brazil), 1.99% glucose syrup (Ingredion, Brazil), and 0.5% natural cream-like flavor (Aplinova, Brazil).
The concentrations of the components in the emulsifying and stabilizing mixtures varied according to a fractional factorial design 26−2 with 0 to 0.66% of monoglycerides of fatty acids, containing 95% monoglycerides and 5% diglycerides and triglycerides, as recommended by the manufacturer (Hangzhou Fuchun Food Additives Co, China) (X1); 0 to 0.33% guar gum (Shree Vijaylaxmi International, India) (X2); 0 to 0.33% carrageenan gum (Shree Vijaylaxmi International, India) (X3); 0 to 0.33% carboxymethyl cellulose-CMC (X4); 0 to 0.66% tapioca fiber (Gramkow, Brazil) (X5); and 0 to 0.66% corn starch (Ingredion, Brazil) (X6), totaling 19 formulations (16 of fractional factorial design 26−2 and 03 central point). The dependent variables (responses) included the visual quality index, apparent density, overrun, first drop time, melt rate, and water activity. For the control formulation (commercial emulsifier and stabilizer), 0.5% Top Extrused (Leagel, Brazil) was used as an emulsifier.
All ingredients were added to water at 42 °C and homogenized using a food stirrer (Cadence, Quadriblend). Subsequently, they were pasteurized at 78 °C for 3 min, and mass loss due to evaporation was compensated with filtered water, resulting in 5 kg of ice cream mix. Next, the ice cream mix was filtered and matured at 4 °C for 24 h before production. For ice cream production, a horizontal batch freezer (Imbel, model 8 L, Brazil) with an 8 L capacity for ice cream mix was used, and the freezing time was timed at 6 min for each sample. The ice cream was then packed in plastic containers and stored in a freezer at -24 °C until the analysis.
Development of a descriptive method for evaluating the visual quality characteristics of ice cream
In order to assess the visual quality characteristics of ice cream produced with the formulated mixtures (with stabilizing and emulsifying properties), a structured 5-point scale was developed (1 – “Excellent” and 5 – “Poor”) with descriptors for the visual quality of the ice cream mix and the ice cream (Table 1). The description was formulated in terms of scorching and residue in the pasteurizer, presence of residues in the filter, color of the ice cream mix after pasteurization, characteristics of the foam formed during the aging stage (before flavoring, coloring, transferring from the aging tank, or beginning production), and the appearance of the ice cream as it exited the batch freezer. The assigned values were determined by a panel of four assessors with four or more years of experience in the edible ice industry.
Evaluation of technological characteristics of ice cream
To assess the stabilizing and emulsifying properties of the formulated mixtures, the technological and quality properties of ice cream were determined, including density, overrun, melt rate, first drop time, and water activity, in comparison to the control sample that used commercial emulsifier and stabilizer.
Relative density
Determined according to Moriano and Alamprese [11] by measuring the mass of the formulations in a container of fixed volume (300 mL) after 24 h of aging at 4 °C. The results were expressed in g/mL.
Overrun
Calculated by comparing the weight of the ice cream mix and the weight of the ice cream in a container of fixed volume, as described by Whelan et al. [12] (Eq. 1).
Melt rate and first drop time
Conducted according to Whelan et al. [12] with adaptations, 150 g of ice cream was placed on a 3 mm2 screen at room temperature (20 ± 1 °C). The weight of the ice cream at the initial time and the portion that dripped through the screen were recorded every 10 min for 120 min. The moment when the first drop of melted mass was also recorded, marking the start of ice cream collapse. The time (min) was plotted against the dripped volume (as a percentage of mass lost), and the maximum melt rate corresponded to the steepest gradient in the ascending melt curve.
To determine the melt (g) over 120 min for the ice cream formulations (control, formulation 14, and central point), the Weibull model was employed (Eq. 2).
Where D represents the melt mass (g) over 120 min, D0 refers to the maximum melt (g) as time approaches infinity for the formulations, t is time (min), k is a constant expressing the melt rate (min− 1) in the formulations, and m is a parameter representing the shape of the melt curve (dimensionless). If m > 1, it represents an increasing function; if m < 1, a decreasing function; and if m = 1, an exponential distribution [13]. To estimate the kinetic parameters, non-linear regression was performed.
To evaluate the quality of fit of the model with the experimental data, the root mean squared error (RMSE) was used (Eq. 3).
Water activity (aw)
Water activity (aw) was determined using an AquaLab-3TE meter after calibration and prior stabilization of samples at 25 °C.
Validation of the stabilizer-emulsifier mixture formulation
To validate the formulation of the stabilizer-emulsifier mixture that exhibited the best technological and quality properties in ice cream, new formulations with this mixture were prepared and compared to a control formulation (commercial emulsifier and stabilizer). The samples were analyzed for fat destabilization index and fat particle size, emulsifying activity, emulsion stability, and viscosity of the ice cream mix and ice cream, as well as physicochemical characteristics (pH, moisture, protein, lipids, and minerals), and sensory attributes.
Fat destabilization index
This analysis was carried out according to Whelan et al. [12] and Liang et al. [14] with modifications. The mixture and ice cream samples (1 g) were diluted 1:500 with distilled water, and the absorbance was measured using a spectrophotometer (Iogen) at 540 nm, with distilled water as the blank. The fat destabilization index was calculated using Eq. 4.
Fat particle size
The size of fat globules and clusters of fat globules was determined according to Warren and Hartel [15] with modifications, using optical light microscopy (Zeiss, Standard-20). For each sample, 2 drops of melted ice cream were placed on a glass slide and covered with a coverslip. The samples were photographed at 10X, 40X, and 400X magnifications, and the particle size was evaluated using Adobe Illustrator® 2022 image processing software.
Emulsifying activity index
The method described by Lira [16] with modifications was used. One gram of melted ice cream samples was homogenized in 34 mL of a 3% NaCl solution and kept under agitation (Fisatom 752 A), with the addition of 6.5 mL of canola vegetable oil, until an increase in viscosity of the mixture was observed (6 min of agitation). Subsequently, the emulsion was centrifuged for 5 min at 2,000 xg. The emulsifying activity index was calculated according to Eq. 5.
Where the emulsified volume was the lower phase, consisting of the ice cream, 3% NaCl solution, and the amount of incorporated oil. The total volume corresponded to 41.5 mL.
Emulsion stability and viscosity
Was determined using the method described by Lira [16] with modifications. The sample was heated in a water bath (Ultrasonic Washer USC-1800 A) at 80 °C for 30 min, then cooled in running water for 15 min, and finally, the emulsion was centrifuged for 15 min at 2,000 xg. The result was expressed as a percentage, by comparing the volume of the emulsified layer to the total volume of the emulsion after heating. Absolute viscosity was determined using a rotational viscometer (Brookfield DV-III Rheometer, USA). For the analyses, 15 mL of ice cream mix and ice cream at 4 °C were used, with spindle 28 and 25, respectively, and the results were expressed in centipoise (cP).
pH and moisture
pH measurements were conducted using a pHmeter (Digimed, DM-22, Germany) according to the IAL methodology [17]. Moisture content was determined in an air recirculating oven at 105 ± 1 °C for 4 h [18]. The results were expressed in g/100 g.
Protein, lipids, and minerals
Total nitrogen was obtained using the Kjeldahl method [17] and multiplied by a factor of 6.38 to obtain the protein. The results were expressed in g/100 g. Lipid determination was performed using the method described by Bligh and Dyer [19], using chloroform and methanol (Modern Chemistry® 30–60 °C) as the extractor. The results were expressed in g/100 g. Total minerals (fixed mineral residue) were obtained by a gravimetric method after calcination at 550 °C for 6 h. The results were expressed in g/100 g. The quantification of manganese (Mn), potassium (K), zinc (Zn), magnesium (Mg), copper (Cu), iron (Fe), and calcium (Ca) was determined by flame atomic absorption spectrometry – FAAS (Varian Spectra AA-55), according to the methodology described by AOAC [18]. Results were expressed as mg/100 g.
Sensory tests
The sensory evaluation of the ice cream was conducted using a consumer acceptance test with a structured 9-point hedonic scale (9 = like it a lot, 1 = dislike a lot), and the purchase intention of the taster using a structured 5-point hedonic scale (5 – definitely would buy, 1 – definitely would not buy) [20]. The tests were carried out with the participation of 45 untrained panelists of both genders, aged between 18 and 50 years. Each panelist received three ice cream samples, two samples with the best results in the visual quality assessment and the control, served in disposable 50 mL cups, coded with three random digits, containing 20 g and stored at a temperature below − 12 °C, accompanied by mineral water. The sensory attributes evaluated were overall acceptance and purchase intention. The experiment was approved by the Research Ethics Committee and registered on the Plataforma Brazil under the CAAE number 64690622.5.0000.5351.
Estimation of production costs for the stabilizer-emulsifier mixture
To determine the economic viability of the formulated emulsifying mixtures, the cost of purchasing the ingredients used in the formulations that exhibited the best quality, technological, and sensory attributes was assessed. The cost estimation for the formulations under investigation was calculated by summing the unit costs of each ingredient in proportion to their use in the formulation. This also included the cost of the control formulation, which was used at the proportion specified by the manufacturer, i.e., 5 g of the product per liter of the ice cream mix.
Statistical analysis
Statistical analysis of the evaluation of the technological and quality properties of the ice creams with the added mixtures was conducted using a fractional factorial design 26−2. Non-linear regression was performed to estimate the kinetic parameters. For the validation of the mixture and characterization of the ice creams (n = 3), the Tukey test was employed, using the Statistica software (employing one-way ANOVA analysis of variance), version 5.0 (StatSoft Inc., USA), with a significance level of 95%.
Results and discussion
Descriptive method for evaluating the visual quality characteristics of ice creams
Table 1 presents the results regarding the ice cream’s visual quality index. A descriptive method for evaluating the visual quality of ice creams was developed, with a focus on industrial production. The introduction of a structured quality scale aims to provide a practical and effective means of identifying product quality issues, thereby preventing waste and equipment damage.
A crucial consideration in industrial ice cream production is the formation of residues in pasteurization equipment, referred to as “burnt in pasteurization.” These residues and dark spots result from difficulties in dispersing the emulsifying mixture during the production process. Many of these mixtures cannot withstand the high temperatures common in industrial production, leading to adherence to equipment surfaces due to the characteristics of additives. This adherence hampers heat exchange and subsequent cleaning, resulting in encrustations that are challenging to remove. To address this issue, “Excellent” signifies the complete absence of residues in pasteurization, while the “Poor” classification indicates severe obstruction.
The use of a homogenizer in production is another critical step. The formation of lumps and physical contaminants can damage equipment or compromise product quality. It is essential that emulsifiers do not generate lumps that obstruct the equipment, prolonging processing time. The failure to dissolve emulsifiers can lead to blockages and equipment damage. Therefore, the “Excellent” classification denotes the total absence of residues in the filter, while “Poor” represents significant obstruction.
The color of the ice cream is also relevant. The addition of ingredients with dark coloring characteristics can affect consumer perception. Preserving the characteristic color of milk is important. Ice creams with a white color, without the addition of colorants, receive an “Excellent” classification, while a slight yellowish tint is classified as “Good.” The addition of additives that alter the color is rated as “Poor.”
During aging, the formation of foam on the ice cream’s surface is a concern, as foam is not utilized in production and can extend processing time. Emulsifiers and stabilizers influence the amount of retained foam. A small amount of foam is acceptable, while a high foam content is detrimental. The “Excellent” classification signifies minimal foam formation, while “Poor” represents a significant amount of foam.
The final appearance of the product is also critical. Products that lose their shape, melt rapidly, and are difficult to mold may have limitations in production processes. Maintaining a smooth and uniform appearance is crucial. “Excellent” indicates a surface free of air bubbles and easy to mold, while “Poor” suggests molding difficulties.
In summary, this descriptive method evaluates various aspects of the visual quality of ice creams in industrial production. Its application aims to enhance efficiency, reduce waste, and uphold product quality. The structured scale enables employees to swiftly identify issues and take corrective actions, ensuring the production of high-quality ice creams.
Technological characteristics of ice creams made with mixtures with stabilizing and emulsifying properties
Table 2 presents the results of the fractional factorial design 26−2 (real and coded values) of the mixtures with stabilizing and emulsifying properties added to ice cream. Analyzing the results related to the visual quality index (burning in pasteurization, filtration residues, color, foam, and appearance at the ice cream producer’s output), it can be observed that the formulations 14 and the central point obtained a quality index of 1, “excellent”, equivalent to that obtained by the control formulation that used commercial emulsifiers and stabilizers.
The denser ice cream was obtained in formulation 5 (0.79 g/mL), which includes only carrageenan, tapioca fiber, and corn starch in the stabilizing and emulsifying property mixture, while the less dense composition was obtained in formulation 8 (0.55 g/mL) with monoglycerides, guar gum, carrageenan, and tapioca fiber. This shows that the presence of the emulsifier (monoglycerides) is essential for lighter ice cream. Low density values can lead to undesired overrun, while high density values can affect sensory acceptance [21]. As per the regulations outlined in Brazil [22], edible ice products distributed within the country are required to maintain a minimum apparent density of 0.475 g/mL. It is noteworthy that all formulations adhere to the legal stipulations, with recorded values falling within the range of 0.55 to 0.79 g/mL, as indicated in Table 2. These density measurements can be attributed to the specific production method employed, where the ice cream is manufactured using a batch process without automated air injection, resulting in a denser product structure.
The Pareto Chart (Fig. 1) validates the estimated effects (in absolute value) of the variables studied in the fractional factorial design 26−2 for the following characteristics of ice cream formulations: (A) density, (B) overrun (%), (C) time to the first drop, (D) melting rate, and (E) water activity (aw).

Pareto chart with the estimated effect (absolute value) of the variables tested in the Fractional Factorial Design 26−2 for (A) density, (B) overrun (%), (C) time of first drop, (D) melting rate, and (E) water activity (aw) of the ice cream formulations
In Fig. 1A, it can be observed that guar gum, fatty acid monoglycerides, and carrageenan used in the emulsifier and stabilizer property mixtures have a significant impact on reducing the density of ice cream. Therefore, the inclusion of these ingredients results in lighter and more voluminous ice cream. If there is a need to reduce the amount of ice cream in a package in an industrial production setting, these ingredients should be prioritized. Monoglycerides of fatty acids, guar gum, carrageenan, tapioca fiber, and starch had significant positive effects (p ≤ 0.05). In other words, the higher the amount of these components, the higher the overrun (Fig. 1B). The highest overrun values were obtained in formulations 8 and 16 (Table 2), with 85.59% and 69.85%, respectively. The presence of air in ice cream provides a lighter texture and directly influences the melting properties and hardness of the product. The amount of air incorporated also affects the size of ice crystals, with larger crystals observed at lower overrun levels. Incorporating around 70% air is sufficient to prevent collisions between crystals and disperse the serum phase around each crystal [23]. Changes in structure caused by higher overrun result in softer ice creams with lower melting rates, as the air acts as a slight insulator, making these ice creams more heat-resistant [23,24,25]. The results of formulations 8 and 16 meet or exceed the upper limit (70%) for a product with desirable technological quality. Formulations with overrun values closer to the control formulation (commercial emulsifier and stabilizer) at 52.56% include formulations 14 (51.09%) and 17, 18, and 19, central point (averaging 54.75%).
The ice cream melting curve typically exhibits a sigmoidal shape, encompassing three distinct stages: a lag phase, a rapid melting phase, and a plateau phase. These stages represent different stages of ice cream melting. The lag phase ends when the first drop falls through the screen, signifying the end of the induction time. The slope of the rapid melting phase is established as the ice cream’s melting rate. The plateau phase is when the melting has slowed down and reached a steady state. The shape of the ice cream melting curve depends on the ice cream’s composition [23].
It was observed that the inclusion of monoglycerides in the ice cream composition reduced the time required to complete the lag phase, whereas the addition of corn starch extended the onset of melting for the product. The other ingredients did not exhibit significant relevance to this aspect of the product (p > 0.05) (Fig. 1C).
Regarding the parameter “time to the first drop”, it was observed that formulation 12 (monoglycerides, guar gum, and CMC) passed through the melting screen in a shorter time (498 s). In contrast, the best result, with a longer time before the onset of collapse, was obtained with formulation 9 (1440 s), consisting of CMC and tapioca fiber (Table 2). When comparing the results obtained from the experimental design formulations with the control sample, it was found that formulations 14 and 15 had similar results (1320 s), while the central point (17, 18, and 19) took about one minute less to exit the lag phase.
The melting rate serves as a research tool to observe and predict certain physical properties of ice cream, including its rate of melting and shape retention. Additionally, it allows for the comparison of various formulations and processing conditions on the product’s microstructure [23]. Moreover, the ice cream melting rate has been a linked to the degree of droplet coalescence and the formation of fat-protein polymers [26]. Ice cream melting behavior can lead to total dripping and the potential formation of foam with serum separation [27]. This property holds significant relevance during transportation and consumption. Slow melting results in greater shape retention and less phase separation (serum and foam), which are crucial factors for product acceptance [28]. Emulsifiers play a fundamental role in the development and maintenance of the ice cream foam matrix [29].
In Fig. 1D, it can be observed that tapioca fiber, corn starch, and carrageenan gum were the ingredients that promoted an increase in the melting rate in the formulations (p ≤ 0.05). Thus, based on the visual characteristics observed during melting, formulations 1 and the control (commercial emulsifier and stabilizer) exhibited foam formation. On the other hand, formulations 14 and the central point showed a more homogeneous melting behavior, passing through the mesh without forming foam. However, formulation 16 did not completely pass through due to the presence of burnt clumps formed from ingredients during pasteurization.
Water activity (aw) is crucial for the quality and shelf life of ice cream. If it is too high, the ice cream can melt easily, while if it is too low, it can affect the ease of handling the product for consumption. By controlling this aspect, ice cream can be produced with the desired characteristics and shelf life [27]. The type and quantity of emulsifiers and stabilizers used, along with other factors such as product composition, control of ice crystal size, and promotion of the absorption of destabilized fat on the air cell surface, leaving more free protein to bind with water, influence the aw of the product [30].
The variables carrageenan gum, guar gum, monoglycerides of fatty acids, and corn starch impact the reduction of aw (p ≤ 0.05), while carboxymethyl cellulose increases water activity (p ≤ 0.05) (Table 2; Fig. 1E). The increase in water activity caused by carboxymethyl cellulose can be interpreted negatively since one of the main functions of these products in edible ices is precisely to bind to the available water, improving consistency.
Figure 2 shows the melting behavior of the control formulation (commercial emulsifier and stabilizer), formulations 14, and the central point, all of which achieved a visual quality index of 1 - Excellent. The variance in final mass arises from phase separation and the formation of the lamellar phase (foam), which does not pass through the melting mesh within the designated experiment time.

Melting kinetics (g) and Weibull model fitting of ice cream formulations for the control, formulation 14, and the central point
The Weibull model was applied to the melting kinetics of the ice cream formulations (control, formulation 14, and central point). The coefficients of correlation (R2) and the root mean square error (RMSE) obtained between the Weibull model and the experimental data exceeded 99.83% and were lower than 2.89, respectively, for all ice cream formulations. This indicates that the model adequately represents the kinetic data. The estimated parameters of the Weibull model are presented in Table 3.
Validation of emulsifying properties
The validation of the stabilizer-emulsifier mixture was carried out using ice cream formulations 14 and the central point, as they exhibited superior visual quality characteristics with all descriptors rated as ‘Excellent.’ In contrast, the other formulations had at least one descriptor with a lower rating. The Control formulation served as a benchmark for comparison. Table 4 presents the results of fat destabilization, emulsifying activity, emulsion stability, and viscosity (ice cream mix and ice cream) of the formulations.
The process of fat destabilization in ice cream involves reducing the tension between fat and water at the interface, which leads to the displacement of proteins from the surface of fat globules. This results in decreased stability and allows partial coalescence during churning and freezing. By promoting a uniform distribution of air bubbles, this process contributes to the formation of stable air bubbles and a structure with desirable properties for ice cream. These factors play a crucial role in enhancing fat destabilization during freezing [3, 31].
Rinaldi et al. [30] investigated fat destabilization promoted by emulsifying agents in various origins in gelato and found higher levels of destabilization (50%) when soy lecithin was used, compared to mono- and diglycerides of fatty acids (9% destabilization). According to the authors, this is due to the low hydrophilic/lipophilic balance value of soy phospholipids, making them more effective in replenishing proteins on the fat globules’ surface and promoting fat destabilization due to its lipophilic nature.
The values obtained for fat destabilization (Table 3) range from 5 to 21%, which is lower than the reported values by Rinaldi et al. [30] of 50% and Whelan et al. [12], which were between 40% and 50%. However, there are no established ideal values for this aspect. Nonetheless, when comparing the formulations from the central point formulations and the control, they show similar results, with formulation 14 having a slightly lower value in this aspect.
Fat is a critical constituent of ice cream, essential for maintaining its dryness, structural integrity, resistance to melting, and flavor. However, during processing, fat globules undergo mechanical damage in the ice cream freezer due to shear forces and the crystallization process of ice, leading to the release of liquid fat and partial agglomeration of fat globules. According to Koxholt et al. [27] and Wang et al. [26], this effect can be observed in the differential distribution of fat globule sizes in melted ice cream.
Figure 3 presents images related to the size of fat globules and fat clusters obtained through optical microscopy for the ice cream formulations 14 (Fig. 3A and B, and 3C), the central point (Fig. 3D and E, and 3F), and the control (Fig. 3G and H, and 3I). The fat particle destabilization is more evident in the central point formulation than in the formulation 14 and the control. The measurements for fat particles ranged from 40 to 100 μm in the formulation 14, ranging from 30 to 70 μm in central point, and for the control, they ranged from 40 to 90 μm. The lamellar phase (darker area in the image) in the central point formulation is more distributed and homogeneous compared to the others, promoting more uniform melting without phase separation.

Size of fat globules and clusters of fat globules in ice creams in formulation 14, central point, and control (commercial emulsifier and stabilizer). *(A) Formulation 14 at 10x magnification, (B) Formulation 14 at 14x magnification, (C) Formulation 14 at 40x magnification, (D) Central point formulation at 10x magnification, (E) Central point formulation at 14x magnification, (F) Central point formulation at 40x magnification, (G) Control at 10x magnification, (H) Control at 14x magnification, (I) Control at 40x magnification
Regarding emulsifying activity (Table 4), there was no significant difference (p > 0.05) among the results of formulations 14, the central point, and the control, with values of 86.75, 86.74, and 87.74%, respectively. While there are no established ideal values in the literature, these emulsions showed high emulsifying activity, exceeding the values found by Baer et al. [29, 31] and Chen et al. [32], who evaluated emulsifying activity in ice creams produced with soy protein isolates from different sources and hydrolysis, replacing milk protein, and using commercial stabilizers and fatty acid monoglycerides, obtaining results ranging from 34 to 42% emulsifying activity.
The stability of an emulsion largely depends on the type and concentration of the emulsifier, as well as the concentration and type of the dispersed and continuous phases, particle size, and viscosity. The relationship between the amount of lipids and emulsifying substances is essential for maintaining emulsion stability [33]. All emulsions from the formulations showed stability between 81.09 and 82.60% (Table 4), which falls within the range of 63 to 95% reported by Chen et al. [32]. It’s worth noting that no ideal values have been established in the literature.
Ice cream mix is known to be a non-Newtonian shear-thinning fluid, and its viscosity is influenced by both composition and processing. An increase in stabilizer, fat, protein, or total solids will generally increase viscosity. Additionally, processing conditions such as higher pasteurization temperature or homogenization pressure will also increase viscosity. In the frozen state, the ice cream’s structure is primarily stabilized by ice crystals and the high viscosity of the unfrozen serum phase. Viscosity controls crystal growth, and consequently, their binding to water and gel-forming properties, so water diffusion to ice crystals is delayed over time. An increase in viscosity would increase resistance to melting and the smoothness of the product’s texture. There are no established standards for desired viscosity in ice cream [34].
Therefore, formulations with higher viscosity tend to have smaller crystals, resulting in a better perception of consistency. Formulations 14 and the central point exhibited higher viscosity compared to the control sample, indicating an improvement in product quality.
Ice cream formulations characterization, sensory evaluation, and application cost
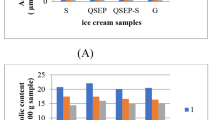
Table 5 show the results of pH, moisture, protein, lipids, ash, and minerals in the ice creams produced with the mixture of formulations 14, the central point, and the control. The pH values ranged from 6.49 to 6.65, which are similar to those reported by Baer et al. [29], who evaluated the effect of emulsifiers (α-monoglyceride) and gum (hydroxypropylmethyl cellulose) in skimmed ice creams.
The moisture content is an important factor to observe because when perfectly retained within the product, it prevents shrinkage or migration of moisture to the packaging or exterior. The moisture values found in the formulations are in accordance with those reported by Goff [35]. Regarding the protein, lipid, ash, and mineral contents, no significant differences (p > 0.05) were observed among the formulations.
Although many stabilizer manufacturers claim that they improve the sensory profile of the product, there is still not enough data to support this claim. However, the use of these ingredients can improve pseudoplasticity, viscosity, texture, lower the melting point, and extend the shelf life. Therefore, it is essential to assess the improvement in quality concerning consumer preferences [28].
The evaluation of purchase intention and acceptability was conducted by untrained assessors (n = 45). Among the assessors, 64% reported consuming ice cream once a month. The majority of assessors were women (73%), aged between 21 and 50 years (38%), and had a postgraduate degree (51%). Table 6 presents the general sensory acceptance, acceptance index, purchase intention index, and cost estimation for the three evaluated ice cream formulations. It can be observed that there is no significant difference in general sensory acceptance between the formulations.
The central point formulation (0.33% monoglycerides, 0.16% guar gum, 0.16% carrageenan, 0.16% carboxymethyl cellulose, 0.33% tapioca fiber, and 0.33% corn starch) requires a larger quantity to be used, but it has a lower cost compared to the others. This is because it is a mixture of ingredients with a lower market value that produces characteristics of extreme relevance for ice cream consumers and producers. The cost aspect in relation to technological benefits is one of the fundamental characteristics of product acceptance in the market.
Carrageenan is the most expensive ingredient in these formulations due to its complex extraction process, which requires more resources than the production of other additives used for the same purpose [36]. Therefore, an increase in the amount of carrageenan leads to a substantial cost increase (as in formulation 14, with 0.66% monoglycerides, 0.33% carrageenan, and 0.33% carboxymethyl cellulose), even with fewer ingredients used. Nevertheless, both formulations showed a substantial cost reduction compared to the control (commercial emulsifier).
Conclusions
The descriptive approach developed to evaluate the visual quality characteristics of ice cream represents a significant advance in the industry, providing a practical and effective tool to identify quality problems and ensure the consistency of the final product. By introducing a structured quality scale, this methodology allows for a comprehensive assessment, addressing aspects such as pasteurization residues, color, foaming, and product appearance. When considering ice cream formulation, optimizing stabilization and emulsification properties is essential to ensuring product quality. Using a suitable blend of stabilizers and emulsifiers can significantly influence the density, melting rate, foaming, and stability of the emulsion, all critical aspects for consumer acceptance. This study has demonstrated the potential use of a mixture with stabilizing and emulsifying properties composed of monoglycerides of fatty acids (0.33%), guar gum (0.16%), carrageenan (0.16%), carboxymethyl cellulose (0.16%), tapioca fiber (0.33%), and corn starch (0.33%) in the production of high-quality ice cream. It exhibits good sensory acceptance, an appropriate visual appearance, the absence of bubbles, and a homogeneous appearance. Furthermore, it offers a lower industrial application cost when compared to ice cream produced with commercial emulsifiers and stabilizers.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Y. Durmaz, M. Kilicli, O.S. Toker, N. Konar, I. Palabiyik, F. Tamtürk, Algal Res. 47, 101811 (2020). https://doi.org/10.1016/j.algal.2020.101811
A.M. Abdeldaiem, A.H. Ali, A.H. Mousa, W.F. Elkot, J. Simal-Gandara, Int. J. Gastron Food Sci. 32, 100692 (2023). https://doi.org/10.1016/j.ijgfs.2023.100692
E. Loffredi, M.E. Moriano, L. Masseroni, C. Alamprese, LWT 137, 110499 (2021). https://doi.org/10.1016/J.LWT.2020.110499
X. Liu, G. Sala, E. Scholten, Food Hydrocoll. 138, 108466 (2023). https://doi.org/10.1016/j.foodhyd.2023.108466
M. Azari-Anpar, N. Soltani Tehrani, N. Aghajani, M. Khomeiri, J. Food Sci. Technol. 54, 196 (2017). https://doi.org/10.1007/s13197-016-2451-1
A. Kurt, I. Atalar, Food Hydrocoll. 82, 186 (2018). https://doi.org/10.1016/j.foodhyd.2018.04.011
M. BahramParvar, M.M. Tehrani, S.M.A. Razavi, Food Biosci. 3, 10 (2013). https://doi.org/10.1016/j.fbio.2013.05.001
M.M. Warren, R.W. Hartel, J. Food Sci. 83, 639 (2018). https://doi.org/10.1111/1750-3841.13983
L.F.C. Rego, R.A. Vialta, A. Madi, Indústria de Alimentos 2030: Ações Transformadoras Em Valor Nutricional Dos Produtos, Sustentabilidade Da Produção e Transparência Na Comunicação Com a Sociedade (2020). https://ital.agricultura.sp.gov.br/industria-de-alimentos-2030/4/
M. Bahramparvar, M. Mazaheri Tehrani, Food Rev. Int. 27, 389 (2011). https://doi.org/10.1080/87559129.2011.563399
M.E. Moriano, C. Alamprese, Lwt - Food Sci. Technol. 75, 329 (2017). https://doi.org/10.1016/j.lwt.2016.08.057
A.P. Whelan, C. Vega, J.P. Kerry, H.D. Goff, Int. J. Food Sci. Technol. 43, 1520 (2008). https://doi.org/10.1111/j.1365-2621.2007.01502.x
D. Wang, J. Liu, S. Qiu, J. Wang, G. Song, B. Chu, L. Li, G. Xiao, J. Gong, F. Zheng, Ultrason. Sonochem. 80, 105812 (2021). https://doi.org/10.1016/j.ultsonch.2021.105812
C. Liang, R.A. Garcia, B.M. Plumier, C. Lee, F.N.D. Huynh, J. Uknalis, Int. Dairy. J. 145, 105702 (2023). https://doi.org/10.2139/ssrn.4645720
M.M. Warren, R.W. Hartel, J. Food Sci. 79, E2005 (2014). https://doi.org/10.1111/1750-3841.12592
A.L. Lira, Influência Da Maltodextrina Nas Propriedades Tecnológicas de Hidrolizado de Carne Mecanicamente Separada de Frango Desidratado Em Spray Drier, Universidade Regional Integrada do Alto Uruguai e das Missões, 2022. https://www.uricer.edu.br/cursos/arq_trabalhos_usuario/4918.pdf
IAL, Instituto Adolfo Lutz. Métodos Físico-Químicos Para Análise de Alimentos (2008). https://doi.org/10.1017/CBO9781107415324.004
AOAC, Official Methods of Analysis of the Association of Official Analytical Chemists (Method 900.02, 994.12, 996.06, 996.01) (Gaithersburg, Maryland, 2005). https://www.gov.br/agricultura/pt-br/assuntos/lfda/legislacao-metodos-da-rede-lfda/poa/metodos_oficiais_para_analise_de_produtos_de_origem_animal-_1a_ed-_2022_assinado.pdf
E.G. Bligh, W.J. Dyer, Can. J. Biochem. Physiol. 37, 911 (1959). https://doi.org/10.1139/o59-099
M.I. Queiroz, R.O. Treptow, Análise Sensorial Para Avaliação Da Qualidade Dos Alimentos (Editora FURG - Fundação Universidade Federal do Rio Grande, 2006), p. 297
A. Kamińska-Dwórznicka, S. Łaba, E. Jakubczyk, LWT 154, 112841 (2022). https://doi.org/10.1016/j.lwt.2021.112841
R.N. Brazil, 713, of July 1, 2022. Provides for the Health Requirements for Edible Ice Cream and Edible Ice Cream Preparations (2022). http://abiam.com.br/wp-content/uploads/2022/07/RDC-713_22-Gelados-Comestiveis.pdf
B. Wu, D.O. Freire, R.W. Hartel, J. Food Sci. 84, 2562 (2019). https://doi.org/10.1111/1750-3841.14743
H.D. Goff, R.W. Hartel, Ice Cream (Springer US, 2013). https://doi.org/10.1007/978-1-4614-6096-1. Boston, MA
R.P. Sofjan, R.W. Hartel, Int. Dairy. J. 14, 255 (2004). https://doi.org/10.1016/j.idairyj.2003.08.005
W. Wang, J. Li, M. Wang, L. Gu, Z. Liu, C. Xu, J. Ma, L. Jiang, Z. Jiang, J. Hou, Foods 11, (2022). https://doi.org/10.3390/foods11172560
M.M.R. Koxholt, B. Eisenmann, J. Hinrichs, J. Dairy. Sci. 84, 31 (2001). https://doi.org/10.3168/JDS.S0022-0302(01)74448-7
Q. Abbas Syed, M.O.J. Food Process, Technol. 3, (2016). https://doi.org/10.15406/mojfpt.2016.03.00063
R.J. Baer, N. Krishnaswamy, K.M. Kasperson, J. Dairy. Sci. 82, 1416 (1999). https://doi.org/10.3168/jds.S0022-0302(99)75368-3
M. Rinaldi, C. Dall’Asta, M. Paciulli, S. Guizzetti, D. Barbanti, E. Chiavaro, Dairy. Sci. Technol. 94, 33 (2014). https://doi.org/10.1007/s13594-013-0146-1
R.J. Baer, M.D. Wolkow, K.M. Kasperson, J. Dairy. Sci. 80, 3123 (1997). https://doi.org/10.3168/jds.S0022-0302(97)76283-0
W. Chen, G. Liang, X. Li, Z. He, M. Zeng, D. Gao, F. Qin, H.D. Goff, J. Chen, Food Hydrocoll. 94, 279 (2019). https://doi.org/10.1016/j.foodhyd.2019.02.045
A.C.A. Pelais, Estudo Dos Fatores Que Influenciam Na Estabilidade Da Emulsão Do Açaí, Universidade Federal do Pará, 2007. https://ppgcta.propesp.ufpa.br/ARQUIVOS/dissertacoes/2007/Ana%20Carla%20Pelais.pdf
M.A. Levin, K.J. Burrington, R.W. Hartel, J. Dairy. Sci. 99, 6948 (2016). https://doi.org/10.3168/jds.2016-10975
H.D. Goff, Adv. Dairy Chem. Vol. 2 Lipids (Springer US, 2006), pp. 441–450. https://doi.org/10.1007/0-387-28813-9_12. Boston, MA
F. Jiang, Y. Liu, Q. Xiao, F. Chen, H. Weng, J. Chen, Y. Zhang, A. Xiao, Mar. Drugs. 20, 419 (2022). https://doi.org/10.3390/md20070419
Acknowledgements
The authors would like to thank the National Council for Scientific and Technological Development - Brazil (CNPq), Coordination for the Improvement of Higher Education Personnel - Brazil (CAPES) – Finance Code 001, Research Support Foundation of the State of Rio Grande of Sul - Brazil (FAPERGS).
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
Loise Becker Raisel: Conceptualization, Investigation, Methodology, Formal analysis, Writing – original draft. Rosicler Colet: Formal analysis, Validation. Lucas Henrique do Nascimento: Formal analysis, Methodology, Validation. Luiza Cardoso; Luana Leite Azambuja, Brenda de Souza Zanchetta: Formal analysis, Methodology. Alexander Junges: Methodology, Validation, Writing – review & editing. Eunice Valduga: Investigation. Rogério Luis Cansian: Conceptualization, Methodology, Supervision, Project administration. Jamile Zeni and Geciane Toniazzo Backes: Conceptualization, Methodology, Writing – review & editing, Supervision, Project administration, Funding acquisition.
Corresponding author
Ethics declarations
Ethical approval
The experiment was approved by the Research Ethics Committee and registered on the Plataforma Brazil under the CAAE number 64690622.5.0000.5351.
Consent to participate
Informed consent was obtained from all subjects involved in the study.
Competing interests
The authors declare they have no conflict of interest in this article.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Raisel, L., Colet, R., Nascimento, L. et al. Development of an innovative stabilizer-emulsifier mixture to enhance the quality of ice cream on a structured scale. Food Measure 18, 6250–6263 (2024). https://doi.org/10.1007/s11694-024-02644-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11694-024-02644-1