
Abstract
Plantation-grown progenies of Melia composita Willd. were studied for variability in several physical properties: density, radial and tangential shrinkage, longitudinal permeability of heartwood and sapwood. Furthermore, flat-sawn planks from each of the progeny were subjected to a quick-drying test for determination of kiln-drying schedule. The mean density of the species was 0.39 g cm−3 and the wood may be categorized as light wood. Mean radial shrinkage (%) for the species was 2.8% with progeny-wise variation in radial shrinkage from 1.56 to 4.11%. Mean tangential shrinkage (%) for the species was 5.54% with progeny-wise variation in tangential shrinkage from 3.69 to 7.71%. The resultant tangential-radial shrinkage ratio was 1.98 (less than two), which suggests that the wood is relatively stable with respect to drying behavior. Mean sapwood and heartwood longitudinal permeability of the species were 3.38 and 2.02 Darcy, respectively. Higher longitudinal permeability of sapwood and heartwood indicate better drying and preservative properties of the species. Terazawa quick-drying test method suggests that the species is less susceptible to drying defects. During the test, only moderate checks and cracks were observed. A tentative kiln-drying schedule was recommended based on these results.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The plywood, paper and pulp industries in India mainly thrive on agro-forestry plantations of poplar and eucalyptus. However, solid wood and furniture industry is still dependents upon traditional timber species like shisham and teak, which have very long rotation age, making them less practical and economical as agro-forestry and farm-forestry species. The growing size of the economy, urbanization, swelling population size, demand for housing, and India’s policy of right to education have led to a huge demand for timber. Moreover, India is also becoming a manufacturing hub with a large share in furniture export. These factors have all led to a substantial increase in India’s annual imports of logs and wood products from $500 million to $2.7 billion over the past decade (Sood 2014). It is also important to mention here that the majority of the imported wood is utilized for furniture, joinery and construction.
Melia composita Willd., commonly known as Burma neem, is a fast-growing tree species, which has wide distribution. It is known for fast growth and adaptability to a range of climatic conditions. Good physical and mechanical properties make it suitable for a plantation-grown furniture and joinery wood as an alternative to traditional, long-rotation timber species in India, such as shisham, mango, teak etc.
Understanding the physical properties of wood, including density, radial and tangential shrinkage, and permeability, are crucial before choosing a wood species. Understanding the variability in these properties is also important for adopting proper processing strategies. Wood processing, like preservative impregnation and drying, are greatly influenced by the permeability of wood (Walker 2006).
Traditional trial-and-error methods of developing wood-drying schedules are time consuming and require lot of resources. The quick-drying test method, developed by Terazawa (1965), has been carried out by researchers across the globe to develop tentative kiln drying schedules.
The present work is centered on study of variability in density, radial and tangential shrinkage, and longitudinal permeability of sapwood (SW) and heartwood (HW) of 31 progenies of plantation-grown M. composita. Furthermore, construction of a kiln- drying schedule has also been attempted and the findings are summarized.
Materials and methods
Materials
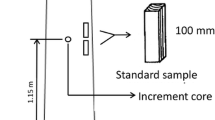
Wood logs of the 31 progenies were taken by sub-sampling from a 7-year old plantation of M. composita raised by the Genetics and Tree Propagation Division, Forest Research Institute, Dehradun (India) at location Dehradun (30.31°N, 78.03°E). The log portions, being 0.75 m in girth and 1 m in length, were taken for the study from 1.6 m above ground of the trees. All 31 logs were sawn into various sizes for determination of density, radial and tangential shrinkage (%), longitudinal permeability of sapwood and heartwood, and kiln-drying schedule, as given below.
Density
For determination of density and radial/tangential shrinkage values, methodology suggested by the Bureau of Indian standards (IS:1708 1986) was adopted. From wood logs of each progeny, clear test specimens were sawn in dimensions of 2 cm × 2 cm × 6 cm. Five specimens free from any defects were randomly selected for determination of density.
The dimensions of each specimen were taken to calculate green volumes. The specimens were oven dried at the temperature (103 ± 2) °C until weight became constant. The density was calculated by the following formulae:
where, W g = green weight of test specimen (g), V g = green volume of test specimen (cm3), and m = moisture content of the test specimen (%).
Radial and tangential shrinkage (%)
Test specimens for the radial/tangential shrinkage test were prepared by sawing wood into 5 cm lengths along truly radial/tangential directions and 2 cm × 2 cm cross sections. Five clear specimens to test for radial/tangential shrinkage were taken from 31 progenies after sub sampling. Initial lengths of the specimens were measured with help of a micro-meter. The specimens were then oven dried at a temperature of (103 ± 2) °C until constant weight was observed. Final length measurements were taken after oven drying.
The radial/tangential shrinkage (%) was calculated with help of following formulae:
where l i = initial length of specimen (mm), and l f = final length of specimen (mm).
Longitudinal permeability
Small square-cross sections of 2.5 cm × 2.5 cm and 30 cm in length of wood specimen were taken from sapwood as well as heartwood of all 31 progenies of M. composita. The square wood specimens were turned into 18 mm diameter rods. From these rods, 2.5 cm long specimens were cut. Five specimens each of heartwood and sapwood from the 31 progenies were drawn by sub-sampling. The cylindrical samples were placed in a sieve over a saturated solution of sodium chloride in a desiccator. The desiccator was placed in an oven in which temperature was maintained at 80 °C, till constant weight was observed. Thus, the cylindrical specimens were conditioned to 11% moisture content (Anonymous 2016). The conditioned specimens were then sealed with a silicon-based sealant in the axial direction leaving only the transverse ends open. The specimens were then put in permeability measurement sample holders after curing of sealant.
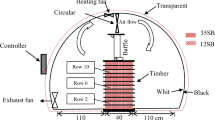
Longitudinal permeability to air was measured with the help of equipment that consisted of an air moisture conditioning tank (Fig. 1A), variable area air flow meter (Fig. 1B), sample holder (Fig. 1C) in which the wood specimens were placed (Fig. 1D), surge tank (Fig. 1E), pressure gauge (Fig. 1F), vacuum pump with regulator and a moisture separator (Fig. 1G). Under the influence of low pressure (100 mm of Hg gauge pressure) created by a vacuum pump, air flow was directed through a moisture-conditioning box containing potassium dichromate salt, which absorbed extra moisture from the air. The conditioned air was allowed to flow through the cylindrical wood specimen as shown in Fig. 1. The rate of air flow through wood specimen was measured with help of the flow meter.

Apparatus (a schematic diagram; b real products) for measurement of longitudinal permeability. A Air moisture conditioning tank; B variable area air flow-meter; C wood specimen holder; D wood specimen; E surge tank; F pressure gauge; G vacuum pump
Longitudinal air permeability (specific permeability coefficient) was determined by using the following expression (Bahri and Kumar 1982):
where K g is the specific permeability coefficient with unit Darcy, q the volumetric flow rate (cm−3 s−1); L the length of porous medium (cm), P the pressure at which flow rate is measured (atm), \( \overline{P} \) the average pressure inside the porous medium (atm), \( \Delta P \) the pressure difference across the sample length (atm), A the area of cross section (cm2), and \( \eta \) is the viscosity of the flowing fluid (cP).
Determination of drying schedule
The standard test method is a quick-drying test method developed by Terazawa (1965) for determining kiln-drying schedule of timbers (Tan et al. 2010).
Flat-sawn wooden planks free from any defects were taken in dimensions of 50 cm (length) × 10.6 cm (width) × 2.54 cm (thickness). A total of 124 planks were taken for study in such a way that each of 31 progenies had at least 4 number of planks in the experiment. The specimens were initially weighed and then put in an electric oven with temperature set at (103 ± 2) °C. The first type of defects, i.e. surface and end cracks, were observed and noted for severity in the initial stages of the drying process at interval of 2 hours for each plank. When drying was complete, specimens were cross cut at the center to observe cross-sectional deformation. The degree of internal checks was also noted. Defects were scaled for initial checks (1–8), deformation (1–8) and honeycomb (1–6). Lower values represented lesser degree of defects while higher values higher degree of defects. The defects scores were allotted for each plank, based on severity and occurrence, as method mentioned by Terazawa (1965), Tan et al. (2010) and others (Brandao 1992; Effah 2014; Basri et al. 2005; Ofori and Brentuo 2005, 2010).
The mean defect score of all planks were used to obtain the initial and final temperature as well as the wet-bulb depression for all three classes of defects as per the methodology mentioned in Tan et al. (2010). Out of the three conditions of dry bulb and wet bulb temperatures determined, the least severe condition was chosen for formulation of drying schedule. Patternized dry-bulb and wet-bulb temperature schedules were used to formulate a detailed wood-drying schedule (Tan et al. 2010; Soe et al. 2013).
Results and discussion
Density
The results of variability in physical properties are given in subsequent sections. Summary point plots and frequency plots were made to present the results. A tentative drying schedule is also suggested based on the quick-drying test method.
Out of 155 test specimens for density, five showed outliers with unreasonably high or low density values. Those outliers have been removed from data analysis.
Overall mean density for all progenies of M. composita was found to be 0.39 g cm−3 (SD = 0.05). Mean densities of progenies ranged from 0.33 to 0.50 g cm−3 as shown in Fig. 2. The lowest mean density, 0.33 g cm−3 was found for progeny number 14. The highest value for mean density 0.50 g cm−3 was observed in progeny number 10. Thus, the wood is classified as general-class light wood with progeny density ranging from very light (less than 0.35 g cm−3) to light wood (0.35–0.55 g cm−3) (Chowdhury and Ghosh 1958).

Mean wood density of 31 progenies (a) and their frequency distribution (b)
ANOVA for densities of all 31 progenies indicated that the difference were significant at the 0.05% (df = 30, p ≤ 0.001).
It is evident from the results that there is huge variability in the density of M. composita. In seed-raised plantations, a wide genetic variability is obvious, providing broad choices for selection of plus trees (genetically superior trees) (Kumar et al. 2013). Since the majority of the physical properties are directly or indirectly related to the density of the wood, there is a wide scope for selection of genetically superior trees for mass multiplication for timber production.
Radial shrinkage
The overall mean radial shrinkage percentage for M. composita was found to be 2.8% (SD = 0.903) and it ranged from 1.56 to 4.11%. The lowest mean radial shrinkage (1.56%) was found in progeny number 1 as shown in Fig. 3. The highest value for radial shrinkage (4.11%) was observed in progeny number 5.

Mean radial shrinkage percentage of 31 progenies (a) and their frequency distribution (b)
Tangential shrinkage
The overall mean tangential shrinkage of M. composita was found to be 5.54% (SD = 1.18) with range from 3.69 to 7.71%. The lowest mean tangential shrinkage 3.69% was found in progeny number 25 as shown in Fig. 4. The highest mean of tangential shrinkage 7.71% was observed in progeny number 10.

Mean tangential shrinkage percentage of 31 progenies (a) and their frequency distribution (b)
ANOVA for tangential shrinkage of all 31 progenies indicates that the difference between progenies with respect to tangential shrinkage, was highly significant at 0.05% alpha levels (df = 30, p ≤ 0.001).
Many researchers have described dimensional stability of a wood in terms of tangential-radial shrinkage ratio (T/R ratio) (Basri et al. 2005). A common finding is that the lower the T/R ratio, the more dimensionally stable the wood. The mean T/R ratio of the 31 progenies is 1.98 (less than 2), which indicates that the wood will not pose serious problems in drying.
Table 1 shows similar density but different shrinkage properties of some tropical hardwood species. Although the species have similar density, the shrinkage properties are quite different. Tangential shrinkage varies from 5.1 to 10.9%, while radial shrinkage varies from 2.0 to 5.7%. T/R ratio varies from 1.49 to 5.45. Furthermore, the T/R ratio of Gmelina arborea and Jacaranda spp are the same but the shrinkage value of Jacaranda spp is quite a bit higher than that of G. arborea. However, with respect to three properties-densities, radial and tangential shrinkages, and M. composita wood properties are nearer to that of G. arborea.
Longitudinal permeability
A total of 16 outliers were discarded from the sapwood permeability data. In most of the cases, flow rate exceeded 3000 mL min−1, which was the maximum capacity of an air-flow meter. However, it was ensured that every progeny had at least four specimens for sapwood longitudinal permeability measurement.
The mean sapwood longitudinal permeability to air was found to be 3.38 Darcy (a unit of permeability) (SD = 1.56) with range of 1.19–6.49 Darcy. Whereas, the mean heartwood permeability to air was 2.02 Darcy (SD = 0.98) with range of 0.43–5.84 Darcy as shown in Figs. 5 and 6.

Mean longitudinal permeability of sapwood (SW) (a) and heartwood (HW) (b) of 31 progenies

Frequency distribution of longitudinal permeability of sapwood (SW) (a) and heartwood (HW) (b) of the 31 progenies
To check for normality of SW and HW data, a Shapiro–Wilk test was done. The results for SW (df = 155, p ≤ 0.001) and HW (df = 139, p ≤ 0.001) confirm that the data deviated seriously from normality at 0.05.
A non-parametric test, known as the Man-Whitney test, revealed that the longitudinal permeability of HW and SW are significantly different (p ≤ 0.001) at 0.05.
Due to deposition of extractives, permeability of heartwood is usually lower than sapwood. The ratio of longitudinal permeability of sapwood to heartwood for M. composita is 1.67, which is moderate, compared with other wood species. For example, sapwood of Samanea saman is 2.24 times more permeable than heartwood (Sheikh and Kyoung 2009). This indicates that the heartwood longitudinal permeability of M. composita is also good. This will result in easier preservative treatment and drying.
Mangifera indica (Mango) wood is currently being used for furniture, joinery and handicraft products. The specific gravity of mango is 0.528 (SD = 0.023) and the mean longitudinal permeability is 1.058 Darcy (SD = 0.746) as reported by Kumar and Chaubey (1987). Therefore, the wood of M. composite is lighter than that of mango but more permeable (2–3 times) than mango wood. Higher permeability of M. composita than mango wood will result in better preservative intake properties.
Defect scores and kiln-drying schedule
Surface and end crack scores of 124 planks varied from a minimum score of 1 to a maximum score of 5. The mean scores for surface and end cracks were 2.89, which was rounded off to 3 for preparing drying schedules. The other two defects, honey combing and deformation, were almost negligible in all planks. Hence, a minimum score 1 was given to each of two defects classes.
Table 2 shows a tentative drying schedule of M. composita based on the quick-drying test method spelled out in Terazawa (1965).
Drying starts with 55 °C dry bulb temperature and 5 °C wet bulb depression, and ends with 85 °C dry bulb temperature and 30 °C wet bulb depression. It indicates that the species is suitable for faster drying conditions. The high longitudinal wood permeability also supports this fact. Density in general is a good indicator of drying behavior of wood. The lower the density, the less chance of generating serious drying defects. The lower mean density of M. composita (0.39 g cm−3) and higher longitudinal permeability of the species indicate that it is suitable for faster kiln drying schedules. No serious defects were observed, such as collapse or splitting, during a quick-drying test. Figure 7 shows the quality of oven-dried material. Minute end cracks were the only defects occasionally visible on wood surfaces.

General quality of wood material dried by the quick-drying test method
Since the schedule was prepared after subjecting wood to severe drying conditions, further adjustments may be required in the tentative schedule before recommending it for commercial kiln drying. Early-stage defects like checks are mainly affected due to initial relative humidity conditions. Since, end cracks and checks are the only defects observed during a quick-drying test, further adjustments in the initial drying temperatures in the final drying schedule may be done for optimum drying quality.
Conclusion
The mean density of the 31 progenies of M. composita was 0.39 g cm−3 with a range of 0.33–0.5 g cm−3. Mean radial shrinkage was found to be 2.8% with a range of 1.56–4.11%. The mean longitudinal permeability of sapwood was found to be 3.38 Darcy and ranged 1.19–6.49 Darcy within progenies, while heartwood mean longitudinal permeability was 2.02 Darcy with range 0.43–5.84 Darcy. The wood of M. composita is less susceptible to drying defects. The only visible defects during quick-drying tests were end cracks of mild severity. Honey combing and deformations were not observed. This indicates that the species is suitable for faster kiln-drying conditions. A tentative drying schedule with initial dry bulb temperature of 55 °C and final dry bulb temperature of 85 °C may be applied for kiln drying and for further improvement.
This study was exploratory in nature. There is a need of further work on the utilization potential of the species for furniture and joinery with respect to performance. Agro-forestry systems and marketability studies may help to establish this species’ substitute of fast-diminishing traditional furniture and joinery timber species in India. More work is required for developing efficient processing techniques at an industrial scale for the species. The percentage of sawn-wood retrieval and recovery, optimal rotation age, wood working and machining properties are areas in which further exploration is needed.
References
Anonymous (2016) Equilibrium relative humidity-saturated salt solutions. www.omega.com. Accessed on 30 Mar 2016
Bahri S, Kumar S (1982) Permeability studies on Eucalyptus hybrid. J Timber DevAssoc India 28(3):32–43
Basri E, Hadjib N, Saefudin (2005) Basic properties in relation to drying properties of three wood species from Indonesia. J For Res 2(1):49–56
Brandao ATO (1992) A screening to select kiln schedule. IPEF Int Piracicaba 2:20–24
Chowdhury KA, Ghosh SS (1958) Indian woods their identification, properties and uses, vol 1. Manager Publications, Delhi, p 304
Effah B (2014) The susceptibility of Cola nitida and Funtumia elastica to some drying defects. Int J Sci Technol 4(2):37–40
IS:1708 (1986) Methods of testing of small clear specimens of timber. Bureau of Indian standards, Indian Standards Institution, Manak Bhavan, New Delhi
Kumar S, Chaubey BB (1987) Studies on permeability variation in tropical Indian hardwoods: effect of specific gravity and moisture content. J Timber Dev Assoc (India) 33(1):35–49
Kumar A, Praveen Dobhal S, Sharma S, Ahmed N, Rawat US (2013) Genetic screening and improvement of Melia composita Willd. Ann For 21(2):189–196
Ofori J, Brentuo B (2005) Green moisture content, basic density, shrinkage and drying characteristics of the wood of Cedrelia odorata grown in Ghana. J Trop For Sci 17(2):211–223
Ofori J, Brentuo B (2010) Drying charecterstics and development of kiln drying schedules for the wood of Alstonia boonei, Antrocaryon micraster, Bombax buonppozense, Dialium aubrevillei and Sterculia rhinoptala. Ghana J For 26:50–60
Sheikh AA, Kyoung CS (2009) Observation of liquid permeability related to anatomical charecterstics in Samanea saman. Turk J Agric For 33:155–163
Simpson WT, Sagoe JA (1991) Relative drying times of 650 tropical woods-estimation by green moisture content, specific gravity and green weight density. United States Department of Agriculture and forest service, Forest products laboratory, General Technocal Report FPL-GTR-71
Soe A, Win CN, Hlaing SS (2013) Study on proposed kiln schedule of some commercial hardwood species from Tanintharyl region. Republic of the Union of Myanmar, Ministry of Environmental Conservation and Forestry, Forest Research Institute, Myanmar, p 22
Sood D (2014) Wood and wood products in India 2014. Global Agriculture Information System, USDA Foreign Agriculture Service, GAIN report No.: IN4049
Tan YE, Lim NPT, Gan KS, Wong TC, Lim SC and Thilagwathy M (2010) Testing methods for plantation grown tropical timbers. Report of ITTO project on improving utilizatio and value adding of plantation timbers from sustainable sources in Malaysiano. PD 306/04 (1), Forest research institute, Malaysia
Terazawa S (1965) Methods for easy determination of kiln drying schedule of wood. Jpn Wood Ind 20(5):216–226
Walker JCF (2006) Primary wood processing: principles and practice, 2nd edn. Springer, Dordrecht, p 596
Acknowledgements
The authors would like to express sincere thanks to Dr. Ashok Kumar, scientist, Genetics and Tree Propagation Division, Forest Research Institute, Dehradun (India) for providing wood material and extending encouragement and support to carry out this study.
Author information
Authors and Affiliations
Corresponding author
Additional information
Project Funding: The study is a part of M.Sc. thesis works funded by Forest Research Institute (Deemed) University, Dehradun (India).
The online version is available at http://www.springerlink.com
Corresponding editor: Yu Lei.
Rights and permissions
About this article

Cite this article
Kumar, S., Kelkar, B.U., Mishra, A.K. et al. Variability in physical properties of plantation-grown progenies of Melia composita and determination of a kiln-drying schedule. J. For. Res. 29, 1435–1442 (2018). https://doi.org/10.1007/s11676-017-0527-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11676-017-0527-z