
Abstract
To investigate the effect of the slide diamond burnishing process on the mechanical properties of GCR15 steel, an experimental study was carried out. For this purpose, burnished and unburnished specimens have been prepared and compared in fatigue performance, surface roughness, microhardness, and SEM analysis. The burnishing process was carried out at a speed of 560 rpm, a burnishing force of 10 Kgf, a feed rate of 0.074 mm/rev and several passes of 3. Rotary bending fatigue tests were performed on the burnished and unburnished specimens, S–N curves were plotted from a maximum load representing 66% of tensile strength. The findings indicate that the fatigue strength was increased by up to 36% because of slide diamond burnishing compared to the non-burnished case. At lower stress levels, the improvement in fatigue strength is clearly observed. The fatigue curves reveal a slight reduction in the fatigue strength results compared to those reported in the literature, which can be attributed to the specimen's small shoulder fillet value.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Currently, the ball burnished finish process is regarded as one of the most effective alternatives for increasing the fatigue lifespan of engineered components [1, 2]. The latest studies proved that the effectiveness of ball-burnishing in three key areas: Improving surface integrity means surface roughness, microhardness and, most importantly, generating significant compressive residual stresses on the target surface [3, 4]. Typically, the burnishing technique involves the slide of a carbide or diamond tool, shaped as a roller or ball on the surface of the component with sufficient burnishing force to create plastic deformation and improve surface integrity. However, the efficacy of the burnishing technique is contingent on several factors, including part material and geometry, and also the burnishing tool material and geometry, and the burnishing process conditions, which must be selected carefully [5, 6].
A review paper has been published by Maximov et al. [7] which provides a comprehensive overview of the latest developments, results and potential of slide burnishing techniques for metal components. Their study revealed that while the largest amount of slide burnishing research focused on investigating surface integrity, particularly in terms of roughness and microhardness, relatively little attention is paid to the important factors of wear resistance and fatigue. Moreover, investigation on the burnishing process continues to get larger interest. For instance, in their investigation on technological and tribological features of milling-burnishing method for intricate surfaces, using ball-on-disk friction. Kalisz et al. [8] have shown that burnishing process has great advantages that polishing process when generating a nine times improvement of the surface finish and a better tribological aspect as the volumetric wear is reduced by twofold. Meanwhile, researchers are examining the effects of hydrostatic burnishing techniques and burnishing parameters on the surface roughness of X38CrMoV5-1 steel, carried out by Swirad et al. [9] have shown that comparing to spiral burnishing strategy, the raster strategy is a good solution in the burnishing of curved shapes surfaces, because of the process stability. Tobola et al. [10] used TEM analysis to examine the surface of a Ti–6Al–4V ELI alloys after sliding burnishing and lower temperature nitriding treatments, have concluded that application of slide burnishing and low-temperature gas nitriding causes an increase in surface hardness by 5–10% without compromising the strength of the core material. In research into improving the surface finish of shafts through deeper ball-burnishing process, Rodríguez et al. [11] reported that this technique positively impacted both the physical and mechanical properties of turned parts. Specifically, they found that ball-burnishing resulted in improved surface quality, increased workpiece hardness, and introduced compressive residual stresses. These factors were found to be beneficial in increasing the fatigue lifespan and wear resistance of the component. In addition, they noted that the burnishing force was the most influential parameter and should be selected with care. It was found that the speed of burnishing and the feed rate had little effect, thus it is recommended to use maximum values to reduce processing time. It is important to note that the fatigue resistance interest is related to the positive effect of ball-burnishing on the generation of compressive residual stresses in a component's surface layers [12, 13]. A study was carried out by Amador et al. [14] to investigate the effect of burnishing on residual deep stresses in steel AISI 1038. They demonstrated, using a hole drilling technique, that burnishing could introduce significant deep residual stresses up to a maximum depth of 0.6 mm. This result has important implications for the use of ball-burnishing as an industrial finishing process for parts that are subjected to fatigue working regimes, as it can effectively improve surface finish and enhance fatigue resistance of the components. Sadeler et al. investigated the effect of ball-burnishing on the fatigue behavior of AISI 1045 steel [15]. Their research findings showed that the burnishing finish process resulted in significant improvements in both the fatigue limit and the fatigue lifespan of steel. Avilés et al. [16] conducted a study on the impact of ball-burnishing with low plasticity on high cycle fatigue performance of AISI 1045 medium carbon steel. The investigation involved providing data from experiments and analyzing surface roughness, fracture morphology, residual stresses and the effect of cyclic relaxation. Their results demonstrated that the ball-burnishing process with low plasticity generated a smoother surface quality and significantly improved the fatigue strength performance of steel. However, it is important to notice that the force of burnishing must be of sufficient magnitude to generate profound compressive residual stresses in the superficial layers of the component. In cylindrical parts, one must be aware that the shoulder fillet is particularly susceptible to crack initiation, that can contribute to fatigue fracture. An investigating study was carried out by Travieso et al. [17] on the improvement of hardening and of fatigue lifespan by ball-burnishing on AISI 1038 steel. Their extensive study analyzed the effect of ball-burnishing on the low-cycle fatigue strength of cylindrical specimens that were subjected to an alternative bending load, and assessed the positive effect of the process on overall AISI 1038 steel performance. Their study involved five various combination of force/number of passes, and they suggested the best results in terms of increase in microhardness and fatigue resistance. The researchers, though, did not present the fatigue lifespan data or the shoulder fillet effect.
In this study, we aim to investigate the effect of slide diamond burnishing on mechanical properties of steel GCR15. Microhardness, surface roughness, yield strength and SEM analysis are the mechanical aspects characterized for burnished and unburnished specimens.
Experimental Method
Material and Preparation of Specimens
In this study, GCR15 steel was chosen as the material for the testing specimens due to its frequent use in the bearing industry [18]. This steel possesses high hardness, excellent wear resistance, and dimensional stability, making it an ideal choice for bearing applications, particularly in the automotive sector [19]. The chemical composition of GCR15 steel was analyzed using an Oxford PMI-Master Pro spectrometer as shown in Fig. 1. The chemical composition of the workpiece material is as follows: 0.96% C; 0.31% Mn; 0.23% Si; 0.009% P; 0.020% S; 0,096% Cu; 0.031% Al; 0.104% Ni; 1.373% Cr; 0.023% Mo.

Spectrometer PMI-master pro
The tensile test is the mean that was used to characterize the mechanical behavior of the investigated material (GCR15). A series of burnished and unburnished specimens of the GCR15 steel were tested in tensile strength according to the standard NF EN 10,002–1 [20]. The tensile specimen geometry is shown in Fig. 2a. The tensile tests were carried out at ambient temperature on a computer-controlled IBERTEST testing machine VHP 600 model (Fig. 2b). The machine imposes an increasing elongation on the specimen and simultaneously records the applied force F and the elongation ΔL. The mechanical properties of the burnished and unburnished specimens are presented in Table. 1.

(a) Dimension of the tensile specimen (b) Tensile testing machine
In this study, a series of 50 fatigue specimens (Fig. 3b) were manufactured in accordance with the operating instructions for the GUNT WP 140.01 fatigue machine, the shape and dimensions of the specimen are well illustrated in Fig. 3a. A total of 25 specimens of them were subjected to slide diamond burnishing process.

(a) Specimen geometry for fatigue test (b) Photo of manufactured specimens
Slide Diamond Burnishing Process
Burnishing is a method that generates a high surface finish by rotating a tool over a surface, changing the surface characteristics of the material as a result of plastic deformation [21]. The instrument may also include a ball or a roller, depending on the situation [22]. As far as we are aware, surface finishing is a procedure that doesn't include material removal. In essence, it aids in reducing the separation between peaks and their mean, which in turn lessens surface roughness [17]. The burnishing process in this work was performed using a conventional lathe (16k20 model) that develops a power of 11 kw and a maximum spindle speed of 1600 rpm (Fig. 4).

Burnishing lathe (16k20 model)
The burnishing operation was performed using a diamond burnishing tool with a diameter of 2.5 mm under abundant lubrication with SAE90 oil. The parameters used in the burnishing operation of the specimens are given in Table. 2, while Fig. 5 shows the steps of the burnishing operation.

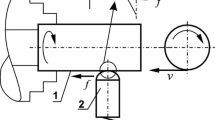
Schematic representation of SDB operation
The SDB process consisted of four cycles. In the first cycle (Fig. 5a), the burnishing tool was set at point 1 at a burnishing force of Py = 100 N and the specimen was rotated at a speed of n = 560 rpm. The tool was then moved along the specimen at a feed rate of 0.074 mm/rev from point 1 to point 2 (Fig. 5b). The second pass moved the tool from point 2–3 (Fig. 5c). In Cycle 3, the burnisher was rotated 45° and placed at point 4 with a sliding burnishing force Py of 100 N as the specimen rotated (Fig. 5d). Finally, in Cycle 4, the burnisher was removed.
Measurement of the Surface Roughness
While there are several roughness parameters utilized, the (Ra) remains the most widely used and simplest in the laboratory and specifically in industry. In this study, the average roughness was measured using the Mitutoyo model SJ-301 roughness meter (Fig. 6) for both the as-machined and burnished specimens. For each specimen, the average value of three measurement results performed at equidistant locations at 120° around the circumference of the specimen was used.

Measurement of surface roughness
Measurement of the Microhardness
Microhardness was determined using the Matzuzawa Model MXT70 indenter under a load of 3000 gf (as shown in Fig. 7). Two types of measurements were made. The first involved the measurement of microhardness along the outer diameter, while the second allowed the identification of the microhardness profile on the outer layer of the specimen cross section, with a radial increment of 0.025 mm.

Microhardness measurements on Matzuzawa model MXT70 indenter
Fatigue Test
In this study, the fatigue strength of burnished and unburnished specimens was investigated using a GUNT WP140.1 rotating bending machine (shown in Fig. 8) capable of producing dynamic loads up to 300 N and a power of 0.37 kW. The focus was on conducting fatigue tests to determine the fatigue strength of these specimens. Tests were conducted at room temperature (T = 20 °C) and R = − 1. S–N curves were determined by loading from 1.03 to 1.04 times the material's upper yield strength, corresponding to 65.98% of ultimate stress. Each stress level was tested on at least three specimens. The starting stress for both the burnished and unburnished specimens in the study was equal to 468 MPa. The load was then reduced in increments of 30 MPa until the specimens failed.

GUNT WP 140.01 Rotating Bending Fatigue Testing Machine
Results and Discussion
In this investigation, the behavior of burnished and unburnished specimens was compared in terms of fatigue performance, surface roughness, microhardness, and fracture surface analysis using SEM. The results of the mechanical properties investigated are displayed in Fig. 9.

Flowchart of the experimental procedure
SDB Effect on Surface Roughness
The impact of SDB on Ra is demonstrated in Fig. 10. The surface roughness value resulting from turning operation was 0.450 µm with a standard deviation of 0.0256 µm, which is consistent with literature recommendations [23,24,25]. However, SDB improved Ra due to compression of the outer layer, producing a mat finish with a mean of 0.12 µm and a standard deviation of 0.0065. These findings are in good agreement with those obtained by Francisco [26] when burnishing AISI 52,100 steel. Their results indicate that the burnishing has a significant effect on the surface roughness of AISI 52,100 steel, an improvement of 11.5% was recorded.

Comparison between machined and SDBs on surface roughness (Ra)
Microhardness Effect of SDB
SDB leads to consolidation of the surface layers through work hardening, resulting in a significant increase in microhardness (as shown in Fig. 11). Specifically, the microhardness value on the outer layer of the SDB surface increased from 300 HV3 to 538 HV3, representing an increase of 79%. In addition, microhardness exploratory measurements showed that the outer layers of the burnished specimens underwent hardening to a depth of over 0.200 mm from the outer layer, indicating that the SDB treatment improved the quality of the outer layer and reduced the detrimental effects of the machining process, as recommended in the literature. These results are in good agreement with those of Francisco [26] regarding the effect of slide diamond on the hardness of AISI 52,100 steel. Their study demonstrates that the hardness of AISI 52,100 steel can increase by up to 7.6%.

SDB effect on HV microhardness: M; SDBS
Microhardness values for the outer layer of fatigue specimen material, measured to a depth of approximately 0.250 mm in 0.025 increments, are shown in Fig. 12. The microhardness values drop to levels caused by machining the outer surface as the measurement is taken to 0.100 mm. As the depth of measurement increases to 0.200 mm, the microhardness continues to decrease until it reaches a constant value at a depth of 0.250 mm. Thus, SDB results in hardening that improves the quality of the outer layer and mitigates the detrimental influence of machining, in line with the recommendations found in the published literature [27].

Evolution of microhardness as a function of depth
SDB Effect on Wohler Curves of GCr15 Steel
The S–N curves for two types of specimens are shown in Fig. 13: those manufactured as they were, and those that underwent SDB. To obtain the most accurate SN fitting curves, a minimum of three fatigue tests were conducted at each level of applied stress using a stress ratio of R = − 1. The fatigue lifespan was evaluated by gradually decreasing the applied stress from a level slightly above the material’s upper yield strength (450 MPa) by 3% and reducing it in 30 MPa intervals until it reached a stress level of 338 MPa. Initially, the fatigue lifespan exhibited a gradual increase until the material eventually fractured after 60,000 cycles. However, the fatigue life increased much more rapidly as the applied stress level decreased and after one million cycles an endurance limit was observed at a stress level of 265 MPa for burnished specimens in comparison to 195 MPa for unburnished specimens. In reference tests. Specimens were tested up to 10 million cycles without failure in reference tests.

Effect of SDB on fatigue life of GCr15 steel
Due to the inability to control the effect of different tests on fatigue sensitivity, an average is used to represent the scatter in the results. Comparing the results of the machined specimens with those of the SDB-treated specimens, it is evident that the material’s resistance fatigue has been enhanced. The fatigue limit was improved by 36%, which is attributed to the hardening effect of the sliding diamond burnishing. This process allowed compression of the outer layers obtained after machining, thus reducing the stress concentration zone.
The Effect of Shoulder Filler Radius on SN Curves in GCr15 Steel
Investigation of the fatigue lifespan behavior at higher levels of stress, specifically when applied stress is 75% higher than the material’s yield stress, provides interesting insights. Fatigue lifespan of unburnished specimens is lower than that of slide burnished specimens at all stress levels, indicating that the slide diamond burnishing (SDB) process enhances fatigue lifespan. These findings are consistent with those reported in the literature [16, 17, 28].
Figure 14 shows the SN curves for GCR15 steel. From the analysis of these curves, it appears that their trend follows the one presented by Travieso et al. [17] for AISI 1038 steel. The authors observed some increase in fatigue strength, especially in the high cycle fatigue (HCF) range. The fact that our specimens recorded a lower fatigue lifespan can be attributed to the small radius of curvature (r = 1.25 mm) compared to that used by the authors (4 mm). In fact, the small curvature radius of our specimens generated an excessive stress concentration in the rounding zone. The stress concentration factor is inversely proportional to the radius of curvature of the part, according to the principle of elasticity theory. Therefore, its increase reduces the fatigue strength to such an extent that the positive effect of burnishing on the surface appearance can be compromised by the sensitivity to the notch effect.

SDB effect on the fatigue lifespan of GCr15 steel
Microscopic Analysis of Fracture Surfaces
Every metal part is susceptible to fracture with time under the effect of environmental constraints. Only the accurate analysis of failure facies allows us to identify the main causes of a failure, via the observation of its structure under the effect of different aspects, such as the manufacturing method and the conditions of use. This led the authors to perform a detailed analysis about the different characteristics of the fracture surfaces of burnished and unburnished specimens. The characterization of the fracture surfaces of the burnished and unburnished samples was performed using a QUANTA FEG250 scanning electron microscope (Fig. 15). Figures 16 and 17 show the fracture surfaces of the samples (burnished and unburnished) having the longest fatigue lifespan. The fracture surface of unburnished specimen is rougher than that of burnished specimen. Moreover, the smooth surface corresponds to the slow fracture zone while the rough surface corresponds to the fast fracture zone.

Scanning electron microscope SEM (QUANTA FEG 250)

SEM images of the unburnished specimen that exhibited the highest fatigue lifespan (106 cycles)

SEM images of burnished specimen that exhibited the longest fatigue lifespan (107 cycles)
Comparing the two fracture faces, burnished and unburnished specimens, it is found that the slow fracture zone was larger in the burnished specimen. In addition, several microcracks were observed on the fracture surface of the unburnished specimen compared to the burnished specimen. Furthermore, the fast fracture zone was intensely stratified in the unburnished specimen.
Conclusions
In the present study, various mechanical properties such as microhardness, surface roughness, fatigue lifespan and SEM analysis were analyzed to investigate the effect of slide diamond burnishing process in the case of GCR15 steel. Based on the experimental results discussed above, the following conclusions can be achieved:
-
The surface roughness value for the unburnished specimen is 0.450 µm, while it reaches the value of 0.12 µm for the burnished specimen. Thus, the SDB process offers substantial enhancement in surface roughness.
-
In terms of microhardness, the average microhardness value for the unburnished specimen is 300 HV3, while it reaches the value of 538 HV3 for the burnished specimen. The depth of the surface layer affected by tip burnishing of GCR15 steel can reach up to 0.200 mm. Beyond this depth, the part regains its basic characteristics where the microhardness stabilizes in the material core.
-
In terms of fatigue, the effect of SDB has been clearly observed from the results obtained regarding the endurance limit, which reaches the value of 195 MPa for the unburnished specimens and the value of 265 MPa for the burnished ones.
-
The SDB process is shown to significantly enhance the fatigue strength of the material. Specifically, the fatigue strength of the SDB specimens was found to be 50% of the yield strength of the burnished specimens, which is higher than 40% observed for the unburnished specimens. These findings provide strong evidence for the effectiveness of the SDB process in improving the fatigue performance of the material.
-
Comparative analysis of the fatigue behavior results for the material under study (GCR15 steel) and a similar material (AISI 1038 steel) reveals a high degree of agreement in terms of trend behavior.
-
The findings of this study open the way to several important aspects that can be investigated in future work, namely, the influence of burnishing processes on residual stress and resilience.
Abbreviations
- A% :
-
Ultimate elongation (%)
- f :
-
Burnishing feed rate (mm.rev−1)
- n:
-
Burnishing velocity (rev.min−1)
- Hv :
-
Surface Vickers hardness
- R:
-
Fatigue ratio σmin/σmax
- i :
-
Number of burnishing tool passes
- σ N :
-
Fatigue strength
- P y :
-
Burnishing force (Kgf)
- N:
-
Number of cycles
- r :
-
Burnishing ball radius (mm)
- σ D :
-
Endurance limit (MPa)
- Ra :
-
Arithmetic mean roughness (μm)
- σ a :
-
Stress amplitude (MPa)
- Ra B :
-
Burnishing arithmetic mean deviation
- SDB:
-
Slide diamond burnishing
- HVB :
-
Burnishing surface Vickers hardness
- BB:
-
Ball-burnishing
- AISI:
-
American Iron and Steel Institute
- M:
-
Unburnished specimens
- Rp 0,2 :
-
Yield strength (MPa)
- SDBS :
-
Slide diamond burnished specimens
- Rm :
-
Tensile strength (MPa)
- SEM:
-
Scanning electron microscopy
References
J. Maximov, G. Duncheva, A. Anchev, V. Dunchev, J. Capek, A cost-effective optimization approach for improving the fatigue strength of diamond-burnished steel components. J. Braz. Soc. Mech. Sci. Eng. 43(1), 1–13 (2021). https://doi.org/10.1007/s40430-020-02723-6
H. Hamadache, A. Amirat, K. Chaoui, Effect of diamond ball burnishing on surface characteristics and fatigue strength of XC55 steel. Int. Rev. Mech. Eng. 2(1), 40–48 (2008). https://doi.org/10.15866/irece.v6i6.8201
L.L. De Lacalle, A. Lamikiz, J. Muñoa, J. Sánchez, Quality improvement of ball-end milled sculptured surfaces by ball burnishing. Int J Mach Tool Manu. 45(15), 1659–1668 (2005). https://doi.org/10.1016/j.ijmachtools.2005.03.007
A.S. Robles, J.Á.D. De la Peña, A.D.J.B. García, E.A. Gómez, H.P. Mora, N.S. Robles, The ball burnishing process: state of the art of a developing technology. DYNA. 92(1), 28–33 (2017). https://doi.org/10.6036/7916
H. Hamadache, W. Taamallah, Z. Zahia, Characterization layers hardened burnished steel AISI/SAE 3115. Int. J. Mech. Appl. 4, 13–19 (2014). https://doi.org/10.5923/j.mechanics.20140401.03
Y. Takada, H. Sasahara, Effect of tip shape of frictional stir burnishing tool on processed layer’s hardness, residual stress and surface roughness. Coatings. 8(1), 32 (2018). https://doi.org/10.3390/coatings8010032
J.T. Maximov, G.V. Duncheva, A.P. Anchev, M.D. Ichkova, Slide burnishing—review and prospects. Int. J. Adv. Manuf. Technol. 104(1), 785–801 (2019). https://doi.org/10.1007/s00170-019-03881-1
J. Kalisz, K. Żak, S. Wojciechowski, M.K. Gupta, G.M. Krolczyk, Technological and tribological aspects of milling-burnishing process of complex surfaces. Tribol. Int. 155, 106770 (2021). https://doi.org/10.1016/j.triboint.2020.106770
S. Świrad, D. Wydrzynski, P. Nieslony, G.M. Królczyk, Influence of hydrostatic burnishing strategy on the surface topography of martensitic steel. Measure. 138, 590–601 (2019). https://doi.org/10.1016/j.triboint.2020.106770
D. Toboła, J. Morgiel, Ł Maj, TEM analysis of surface layer of Ti–6Al–4V ELI alloy after slide burnishing and low-temperature gas nitriding. Appl. Surf. Sci. 515, 145942 (2020). https://doi.org/10.1016/j.apsusc.2020.145942
A. Rodríguez, L.N. López de Lacalle, A. Celaya, A. Lamikiz, J. Albizuri, Surface improvement of shafts by the deep ball-burnishing technique. Surf. Coat. Technol. 206(11), 2817–2824 (2012). https://doi.org/10.1016/j.surfcoat.2011.11.045
V. Chomienne, F. Valiorgue, J. Rech, C. Verdu, Influence of ball burnishing on residual stress profile of a 15–5PH stainless steel. CIRP J. Manuf. Sci. Technol. 13, 90–96 (2016). https://doi.org/10.1016/j.cirpj.2015.12.003
R. Jerez-Mesa, G. Fargas, J.J. Roa, J. Llumà, J.A. Travieso-Rodriguez, Superficial effects of ball burnishing on trip steel AISI 301ln sheets. Metals. 11(1), 82 (2021). https://doi.org/10.3390/met11010082
A.A. García-Granada, G. Gomez-Gras, R. Jerez-Mesa, J.A. Travieso-Rodriguez, G. Reyes, Ball-burnishing effect on deep residual stress on AISI 1038 and AA2017-T4. Mater. Manuf. Processes. 32(11), 1279–1289 (2017). https://doi.org/10.1080/10426914.2017.1317351
R. Sadeler, M. Akbulut, S. Atasoy, Influence of mechanical (ball burnishing) surface treatment on fatigue behaviour of AISI 1045 steel. Kovove Materialy. 51(1), 31–35 (2013). https://doi.org/10.4149/km_2013_1_31
R. Avilés, J. Albizuri, A. Rodríguez, L.L. De Lacalle, Influence of low-plasticity ball burnishing on the high-cycle fatigue strength of medium carbon AISI 1045 steel. Int. J. Fatigue. 55, 230–244 (2013). https://doi.org/10.1016/j.ijfatigue.2013.06.024
J.A. Travieso-Rodríguez, R. Jerez-Mesa, G. Gómez-Gras, J. Llumà-Fuentes, O. Casadesús-Farràs, M. Madueño-Guerrero, Hardening effect and fatigue behavior enhancement through ball burnishing on AISI 1038. J. Market. Res. 8(6), 5639–5646 (2019). https://doi.org/10.1016/j.jmrt.2019.09.032
N. Jouini, P. Revel, G. Thoquenne, Investigation of surface integrity induced by various finishing processes of AISI 52100 bearing rings. Materials. 15(10), 3710 (2022). https://doi.org/10.3390/ma15103710
A. Panda, A.K. Sahoo, R. Kumar, R.K. Das, A review on machinability aspects for AISI 52100 bearing steel. Mater. Today Proc. 23, 617–621 (2020). https://doi.org/10.1016/j.matpr.2019.05.422
C.D. Aquino, L.G. Rodrigues, J.M. Branco, W.J.S. Gomes, Statistical correlation investigation of a single-doweled timber-to-timber joint. Eng. Struct. 269, 114810 (2022). https://doi.org/10.1016/j.engstruct.2022.114810
L. Luca, S. Neagu-Ventzel, I. Marinescu, Effects of working parameters on surface finish in ball-burnishing of hardened steels. Precis. Eng. 29(2), 253–256 (2005). https://doi.org/10.1016/j.precisioneng.2004.02.002
N. Loh, S. Tam, Effects of ball burnishing parameters on surface finish—a literature survey and discussion. Precis. Eng. 10(4), 215–220 (1988). https://doi.org/10.1016/0141-6359(88)90056-6
P. Puerto, R. Fernández, J. Madariaga, J. Arana, I. Gallego, Evolution of surface roughness in grinding and its relationship with the dressing parameters and the radial wear. Procedia Eng. 63, 174–182 (2013). https://doi.org/10.1016/j.proeng.2013.08.181
R. Fernández, A. Iriarte, P. Puerto, I. Gallego, P. Arrazola, Analysis of the behavior of grinding wheels in surface grinding. AIP Conf. Proc. Am. Inst. Phys. 1, 374–382 (2012). https://doi.org/10.1063/1.4707586
E. Yagyaev, Stabilization of processing quality parameters at cylindrical external grinding by control of the rotational frequency of the grinding wheel. Mater. Today Proc. 38, 1882–1885 (2021). https://doi.org/10.1016/j.matpr.2020.08.569
F. Jasso Lucio The Effects of Roller Burnishing Parameters Upon Surface Properties of AISI 52100 Bearing Steel (60HRC). A Finite Element Analysis-Edición Única.
M. Bourebia, L. Laouar, H. Hamadache, S. Dominiak, Improvement of surface finish by ball burnishing: approach by fractal dimension. Surf. Eng. 33(4), 255–262 (2017). https://doi.org/10.1080/02670844.2016.1232778
R. McClung, A literature survey on the stability and significance of residual stresses during fatigue. Fatigue Fract. Eng. Mater. Struct. 30(3), 173–205 (2007). https://doi.org/10.1111/j.1460-2695.2007.01102.x
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Taamallah, O., Hamadache, H., Mokas, N. et al. Investigation of the Effects of Slide Diamond Burnishing Process on the Mechanical Performance of GCr15 Steel. J Fail. Anal. and Preven. 23, 1101–1113 (2023). https://doi.org/10.1007/s11668-023-01652-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-023-01652-5