
Abstract
Premature bearing failures can be attributed to several factors such as improper selection of bearing, rise in temperature, corrosive media, dirt, abusive handling, improper installation, and servicing practices. In the present study, damage analysis made on the prematurely failed differential pinion tapered roller bearing is discussed. A detailed metallurgical analysis is carried out on the failed bearing and the probable root cause was traced to higher preload on the bearing resulting in temperature rise and degradation of lubrication. Excessive preload caused rubbing of rollers against the cone rib leading to temperature rise. This in turn degraded the lubricant and caused eventual seizure. The steep rise in temperature was confirmed by the presence of untempered martensitic structure in the raceway load zone of the cone.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Bearing life is dependent on rolling contact fatigue material properties, heat treatment, lubrication, and operating conditions. However, premature failure of the bearing may also be caused due to improper design, selection, handling of bearing, and installation procedures [1, 2].
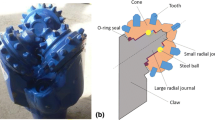
Tapered roller bearings are commonly used in automotive differentials to support the pinion gears. In these bearings, roller head is in sliding contact with cone large end flange (rib) and this rib portion prevents the roller from squeezing out from the bearing during normal operation as shown in Fig. 1.

Schematic sketch of tapered roller bearing
Bearings used for pinion application are generally preloaded at the installation stage. The contact stress between the roller and rib depends on the geometry of the rib, roller head profile, and extent of preload [3, 4]. Adequate lubrication is necessary to avoid direct metal-to-metal contact between the contacting surfaces and consequent frictional heat. Excessive preload and/or insufficient lubrication has the potential to cause undue rise in temperature due to the increased contact stress between the rib and the roller. In extreme cases, even seizure of bearing can be expected. In the current work, a prematurely failed tail end pinion bearing was investigated. A schematic view of the bearing installation is shown in Fig. 2.

Schematic diagram of tractor power transmission system and the location of pinion
Experimental Details
A detailed study of the failed bearing was conducted including visual examination, chemical composition, percentage of retained austenite, micro-hardness, and microstructure. The chemical composition of the failed components was carried out using spark emission spectrometry. Bakelite mounted and polished cut sections were used for metallographic observation and micro-hardness measurements. Micro-hardness measurements were carried out using Vickers hardness tester with 0.5 kg load. The microstructure was studied after etching with 3% nital. Retained austenite measurements were made using X-ray diffractometer.
Results
Material
The chemical composition of cone, cup, and roller material conforms to SAE52100 and listed in Table 1.
Macroscopic Examination
Discoloration was observed on cone, cup, and roller components. Wedge-shaped protrusion on rib and considerable reduction in thickness of rib were observed on large diameter side of the cone as shown in Fig. 3. Severe plastic flow of material which covered the groove portion was found on the raceway.

Cone component in as-received condition; wedge-shaped protrusion on rib portion is shown by white arrows; black arrow points to the plastic flow in the groove portion
Severe rubbing marks were observed on roller surface; plastic deformation was observed on roller head where roller establishes contact with rib surface as shown in Fig. 4. In the cup, plastic flow was observed on the load zone.

Material flow observed on roller head (shown by arrow)
Hardness
Hardness profiles were made on cone, cup, and roller cut sections as shown in Fig. 5a, b, and c, respectively.

(a) Cut section of the cone showing protruding rib; (b) cut section of the cup; (c) longitudinal cut section of roller
In the cone, hardness profile was taken at section A–A; the hardness of 820 HV near the raceway surface dropped abruptly toward the bore to about 390 HV. The hardness beyond this minimum hardness zone gradually increased to 500–560 HV. The hardness traverse is shown in Fig. 6.

Hardness profile of cone taken on the section A–A as shown in Fig. 5a
In the cup, two hardness profiles were taken on the cut section as shown in Fig. 5b. Hardness profile taken at section C–C revealed that the hardness was about 850 HV near the surface, followed by a steep drop in hardness beneath in the range of 400–450 HV as observed in cone section. Further, moving toward the outside diameter of the cup, a gradual increase in hardness was observed in the range of 750–780 HV. On the other hand, profile taken at section B–B on the same cup, showed that throughout the section hardness was in the range of 750–785 HV. Figure 7 shows the hardness traverse graphically.

Hardness profiles of cup taken on the section B–B and section C–C, respectively, as shown in Fig. 5b
In roller, at section D–D as shown in Fig. 5c, a similar trend in hardness variation as that of cup section C–C was observed as shown in Fig. 8. Contrarily at section E–E of roller, hardness was in the range of 450–575 HV throughout the section. This shows that the entire section of the roller was subjected to tempering effect.

Hardness profiles of roller taken on the section D–D and section E–E, respectively, as shown in Fig. 5b
Microscopic Examination
The cut sections of roller, cup, and cone were polished and etched with nital solution. The section A–A of Fig. 5 showed three distinct microstructures from surface.
The layer just beneath the raceway has white-etching (zone-I) untempered martensite as shown in Fig. 9b. This martensitic layer was confined to near raceway. In the layer below zone-I, a highly tempered microstructure was observed (zone-II), Fig. 9c. In zone-III, the tempering effect was less, indicating that the peak temperature reached at this zone is relatively less. This zone extended up to rib portion where wedge-shaped protrusion was observed. Beyond zone-III, tempering effect was diminishing toward the bore as shown in Fig. 9d.

(a) Nital-etched cone section showing different microstructure zones. (b) Zone-1 at higher magnification showing the presence of untempered martensite. (c) Zone-2 at higher magnification showing highly tempered microstructure. (d) Zone-3 at higher magnification showing relatively lower tempering effect
Sections C–C of Fig. 5b and D–D of Fig. 5c showed similar microstructural features from surface to the interior in cup and roller, respectively.
Discussion
Cone Rib: Roller Head Interaction
Contact between rib and roller can be expected under normal operating conditions. However, if the initial preloading is high, rubbing of roller head against the rib portion will also be high and this would have initially caused a rise in temperature. This increased temperature would have led to degradation of the lubricant allowing a condition of boundary lubrication. The resultant frictional heat, in turn, causes thermal softening of the material near the rib portion. Localized yielding at the rib-roller head results in increased interference, and further rise in temperature and perceptible material flow as shown in Fig. 10. Continued running under such adverse conditions had caused even the rib thickness to get reduced showing wedge-shaped protrusion. As these tail pinion bearings are splash lubricated, at the initial stage of running if lubrication is not sufficient enough for the loading conditions, excessive preloading would have more pronounced effect in causing the seizure. The excess preload increases the chances of severe rubbing and thus leading to premature failure of the bearing by thermal softening.

Etched cut section of the cone showing material flow on the groove near the rib portion
Cone Raceway: Roller Surface Interaction
The lubricant degradation has also been found to affect adversely the interaction between the cone raceway and the roller as well. The temperature rise due to boundary lubrication is so high as to cause re-austenization near the surface. The self-quenching effect by the conductive heat of the bulk of the bearing causes martensitic transformation of this local region with no opportunity to get tempered and hardness was about 820–800 HV to a depth of 0.8 mm beneath the raceway surface. The zones beneath the untempered martensite region would have reached temperatures only below the A1 temperature, and therefore get only tempered to different degrees depending on the thermal cycle experienced in such zones, as shown in Fig. 11. The region (zone-2) just beneath the untempered martensite region would have suffered relatively high-temperature tempering (Just below A1 line) resulting in abrupt drop in hardness of about 390–420 HV with highly tempered microstructure as shown in Fig. 9c. Retained austenite (RA) measured on the cone cut section was reduced to 0.64% from the initial level of 10–12% RA and presumably this reduction in RA may be due to tempering effect [5]. Similar microstructural features and hardness variation from surface to the interior was observed in roller at section D–D. Interestingly at section E–E, hardness was about 450–575 HV in the core when compared to the original hardness of about 750 HV. It showed that the rollers were highly tempered throughout the section.

Schematic representation of temperature prevailed in the zones as shown in Fig. 9
This revealed that the temperature was very high near the roller-raceway interface and led to thermal softening on the core sections of the roller and cone.
Roller Surface: Cup Interaction
In cup also on section C–C, features similar to cone (section A–A) was observed, and on the other hand, in section B-B, microstructure and hardness were intact as shown in Fig. 6 and were in the range of 750–775 HV. Retained austenite measured on the cone cut section was about 7.2%. Owing to geometry of the roller, sliding contact of roller head with cone rib and relatively more of number of revolutions made by the roller than cone and cup resulted in more thermal softening on the roller. When compared to roller and cone, cup was not affected severely as other section of cup retained the hardness and with relatively higher retained austenite on the core.
This indicates that the damage was initiated by roller-cone interaction and caused subsequent damage to the cup.
Conclusion
The sequence of events leading to the premature failure appears to be as follows:
-
(a)
Initial excessive preload
-
(b)
Squeezing of lubricant as a result of extreme pressure causing boundary lubrication
-
(c)
Metal-to-metal contact causing frictional heat
-
(d)
Thermal softening
-
(e)
Material flow further increasing friction
-
(f)
Local re-hardening due to self-quenching effect
-
(g)
Failure by seizure.
References
ASM, ASM Metals Handbook. Failure of Rolling-Element Bearings. Failure Analysis and Prevention, vol. 11, 9th edn. (American Society for Metals, Metals Park, OH, 1986), pp. 490–513
K. Gurumoorthy, A. Ghosh, Failure investigation of a taper roller bearing: a case study. Case Stud. Eng. Fail. Anal. 1, 110–114 (2013)
C.L. Karna, Performance characteristics at the rib roller end contact in tapered roller end contact in tapered roller bearings. ASLE Trans. 17(1), 14–21 (1974)
H. Rahnejat, R. Gohar, Design of profiled taper roller bearings. Tribol. Int. 12(6), 269–275 (1979)
R.W. Neu, H. Sehitoglu, Determination of cone bore growth due to microstructural changes. ASME J. Tribol. 112, 433–441 (1990)
Acknowledgment
The authors wish to express sincere thanks to Mr. N.K. Gupta of Metallurgy division and Mr. Rahul K. Modi of Advanced materials technology division of the National Engineering Industries Limited for their support and inputs.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gurumoorthy, K., Dayma, J.P., Rawat, V. et al. Failure Investigation of Differential Pinion Tapered Roller Bearing. J Fail. Anal. and Preven. 15, 593–599 (2015). https://doi.org/10.1007/s11668-015-0006-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-015-0006-9