
Abstract
NiCr/Cr3C2-hBN composite coatings with different contents of hBN were prepared by atmospheric plasma-spray technology. The microstructural, mechanical, and tribological properties of the coatings were systematically investigated. The results show that the flowability and apparent density of NiCr/Cr3C2-hBN composite powders, as well as the microhardness and tensile strength of the NiCr/Cr3C2-hBN composite coating, gradually decrease with the increase of hBN in the composite powders. The addition of hBN is benefit to the friction coefficient of the coatings, but it is positive to the wear rate. When the content of hBN is up to 20%, the friction coefficient of the composite coating is lowest, but the wear rate of the composite coating is highest.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
NiCr/Cr3C2 coatings have been widely used for wear resistant- and corrosion resistant-environments at high temperature such as gas turbines engines, due to their high wear resistance, high thermal stability, and oxidation resistance up to 800 °C (Ref 1-4). However, the high friction coefficient of NiCr/Cr3C2 coatings always limits the application on the rotation devices. Many solid lubricants such as Ag, La2O3, Al2O3, Cr2O3, and BaF2/CaF2 eutectic have been added to this kind of wear-resistant hard coatings to improve the friction properties (Ref 5-9).
Hexagonal boron nitride (hBN) is a promising solid lubricant because of its low density, excellent stability, high thermal conductivity, and good lubricity (Ref 10-12). It has been widely used as solid lubricant to improve the friction properties of coatings (Ref 13-15). Theoretically, the atomic planes of crystal hBN are built by hexagonal rings formed by B and N atoms. The covalent bonds (σ-bonding) between the atoms forming the rings are very strong, but the bonding forces (π-bonding) between the atomic planes are very weak. Therefore, it is very easy to slip along the atomic planes (Ref 16). In many works, NiCr, Cr3C2, and solid lubricants have been mechanically blended to prepare feedstock (Ref 17, 18), which have many serious disadvantages, such as the oxidation of the hBN and Cr3C2, as well as the inhomogeneity of the coating.
In this study, the hBN and Cr3C2 were cladded by NiCr alloy to reduce oxidation in the atmospheric plasma-spray process, and the hBN was added into the NiCr/Cr3C2-hBN composite coatings to improve the friction properties of the coating. The effects of hBN content on the microstructure and properties of atmospheric plasma-sprayed NiCr/Cr3C2-hBN composite coatings are also systematically investigated.
Experimental
Preparation of Feedstock and Coatings
The NiCr-coated hBN (NiCr/hBN) and NiCr-coated Cr3C2 (NiCr/Cr3C2) were prepared using pressurized hydrogen reduction and solid alloy technologies (Ref 18). The morphology of hBN raw material is shown in Fig. 1. Then, the mixture of NiCr/Cr3C2 (Ni:Cr:Cr3C2 = 20:5:75, wt.%) and NiCr/hBN (Ni:Cr:hBN = 40:10:50, wt.%) were grinded and palletized to form NiCr/Cr3C2-hBN powders with different contents (0, 2.5, 5, 10 and 20 wt.%) of hBN.

SEM morphology of hBN raw material
The coatings were prepared using APS-2000 K plasma-spray system developed in Aeronautical Manufacturing Technology Research Institute, China. The plasma-spray parameters are shown in Table 1.
Feedstock and Coatings Characterization
Microstructural characterization of the feedstock and coatings were observed using FEI Quanta 200 FEG scanning electron microscope (FEI, Netherlands) equipped with energy dispersive x-ray analysis system (EDX). Microstructural Hardness of the polished cross section of the sprayed coatings was measured by HX-100TM Vicker's Hardness tester with 1.96 N test loads and a dwell time of 15 s. Tensile strength of the sprayed coatings was evaluated using a pull-off adhesion bond method. The speed of machine was 1 mm/min and the sizes of samples were φ25 mm × 5 mm.
Friction and Wear Test
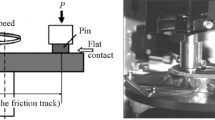
The friction and wear tests were carried out using an HT-1000 ball-on-disk high-temperature tribometer which iss shown in Fig. 2. The specimens were spray-coated in the size of φ25 mm × 5 mm, while the counterpart ball’s diameter was in the size of 6 mm which was made of Si3N4 ceramic. The specimens were fixed at the sample holder, and then the friction and wear tests were carried out at a speed of 0.188 m/s and under a load of 9.8 N for a duration of 20 min. The temperature was raised at a rate of 10 °C/min. At the end of the test, the specimens were cooled back down to room temperature. The wear volumes of coatings were measured using Rank Taylor Hobson Talysurf 5P-120 system. Repeat tests were performed for each friction pair and the average results of the three repeat tests are reported in this article. The worn surfaces of the plates were observed by scanning electron microscope (SEM) with EDX.

Schematic diagram of the high-temperature friction and wear tester
Results and Discussion
Characteristics of the Feedstock Powders
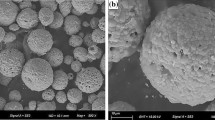
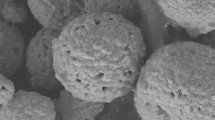
The typical SEM morphologies of the NiCr/Cr3C2-10%hBN composite powders are given in Fig. 3. It can be seen that the powders are in the size range of 40 to 75 μm. The powders are spherical and dense, which indicate a good flowability.

SEM morphology of the NiCr/Cr3C2-10%hBN composite powder
Typical XRD patterns of the NiCr/Cr3C2-10%hBN composite powder and coatings are shown in Fig. 4. It can be seen that the major constitutional phases of the NiCr/Cr3C2-10%hBN composite powder are NiCr alloy, Cr3C2, hBN, and there are no other impurities. However, in the NiCr/Cr3C2-10%hBN composite coating, a small amount of NiO and Cr2O3 exist besides NiCr alloy, Cr3C2, and hBN, which indicate that small amount of decarburization and oxidation of NiCr alloy occur in the process of plasma spraying.

XRD patterns of the NiCr/Cr3C2-10%hBN composite powder (a) and coating (b)
The flowability and apparent density of spray powders are two very important parameters. The flowability can affect the feeding amount of spray powders and the apparent density can affect the deposition efficiency of as-sprayed coating. The influences of hBN contents on the flowability and apparent density of spray powders are shown in Fig. 5. It can be seen that the flowability gradually deteriorated from 77 s/50 g to 87 s/50 g and the apparent density gradually decreased from 1.02 to 0.93 g/cm3 with hBN contents increasing from 0 to 10%. All the sprayed powders with hBN contents increasing from 0 to 10% are suitable for the plasma-spray purpose. However, the flowability rapidly deteriorated and the apparent density rapidly decreased with 20% hBN. The spraying property of the powder with 20% hBN is worse.

Influences of hBN contents on the flowability and apparent density of spray powders
Characteristics of the Coatings
The typical cross-sectional SEM images of the NiCr/Cr3C2-10%hBN coating are shown in Fig. 6. It can be clearly seen that the coating consisted of lamellae elongated in the direction parallel to coating surface. The porosity of the coating increases when the content of hBN increased from 0 to 20% in the coatings. A close examination of the microstructure reveals that NiCr (bright regions), Cr3C2 (gray regions), and hBN (dark regions) are evident in the coating.


Cross-sectional morphologies of the NiCr/Cr3C2-10%hBN composite coatings (backscattered electron images): (a) SEM image with ×1000, (b) SEM image with ×5000, EDAX data of (c), (d), and (e) area pointed in (b)
The influences of hBN contents on the microhardness (a) and Tensile strength (b) of the NiCr/Cr3C2-hBN coating are shown in Fig. 7. The microhardness and tensile strength are two important mechanical properties to the coating, which can affect the wear performance of the coating.

Influences of hBN contents on the microhardness (a) and tensile strength (b) of the NiCr/Cr3C2-hBN coatings
As shown in Fig. 7(a), it can be seen that the microhardness of the NiCr/Cr3C2-hBN coating decreases from HV857 to HV570 when the content of hBN increases from 0 to 20% in the powders. It is evident that the increase of the hBN in the powder has a negative influence on the microhardness of the coating. Meanwhile, when the content of hBN increased from 0 to 10% in the powders, the microhardness of the NiCr/Cr3C2-hBN coatings decreased from HV857 to HV753. But when the content of hBN increased from 10 to 20% in the powders, the microhardness of the NiCr/Cr3C2-hBN coatings decreased from HV753 to HV 570. In general, the mechanical properties of self-lubricated coating decrease with the increase of solid lubricant content (Ref 18). The hardness of hBN is much lower than NiCr/Cr3C2, which is the reason that the microhardness of the NiCr/Cr3C2-hBN coating gradually decreases as the content of hBN increases in the powders.
As shown in Fig. 7(b), the tensile strength of the NiCr/Cr3C2-hBN coating gradually decreases when the content of hBN increases from 0 to 20% in the powders, which is due to the increase in the porosity and different structures of the coating. As the content of hBN increases, the porosity of coating increases and the coating has weak inter-particle adhesion, which leads to the decrease of tensile strength.
Sliding Friction and Wear Behaviors of the Coatings
The friction coefficient of NiCr/Cr3C2-hBN composite coatings with different hBN additions against the Si3N4 ceramic counterpart as a function of sliding time from room temperature to 800 °C are shown in Fig. 8. As shown in Fig. 8, it can be seen that the NiCr/Cr3C2 and NiCr/Cr3C2-2.5%hBN coatings show higher friction coefficient, and the values are 0.6 and 0.55, respectively. However, as the content of hBN increases from 5 to 20%, the friction coefficients of coatings obviously decreases from room temperature to 800 °C. Higher friction coefficients of the coatings are attained at 200-600 °C, which were due to the adhesion of coating on the surface of Si3N4. The friction coefficients of hBN decrease at 800 °C, which maybe attribute to the oxidation of Cr and Ni to form Cr2O3 and NiO (Ref 4).

Friction coefficient of NiCr/Cr3C2-hBN composite coatings with sliding time at room temperature: (a) 0% hBN; (b) 2.5% hBN; (c) 5% hBN; (d) 10% hBN, and (e) 20% hBN
The effect of hBN contents on the wear rates of the NiCr/Cr3C2-hBN composite coatings are shown in Fig. 9. It can be seen that the wear rates of the NiCr/Cr3C2-hBN coating gradually increased from room temperature to 800 °C when the content of hBN increased from 0 to 20% in the powders. The NiCr/Cr3C2 and NiCr/Cr3C2-2.5% hBN coatings exhibit low wear rates of 0.58-2.04 × 10−4 mm3/Nm from room temperature to 800 °C. The wear rates of coatings obviously increase and then decrease from room temperature to 800 °C, when the content of hBN increases from 5 to 20%. Highest wear rates of the coatings are attained at 400 °C, which is similar to the friction coefficient. The wear rates of the coatings decrease over 400 °C, which was due to the oxidation of Cr and Ni to form Cr2O3 and NiO. The wear rates of the thermal-sprayed composite coatings are directly related to the hardness, microstructure, and lubrication of the coating (Ref 18). In the NiCr/Cr3C2-hBN composite coating, the porosity of the coating increases and the microhardness decreases with the content of hBN increasing from 0 to 20%, which leads to the increase of the wear rates.

Effect of BN contents on the wear losses of the NiCr/Cr3C2-hBN composite coatings
Worn Morphology Analysis of the Coatings
In order to investigate the wear mechanism of the NiCr/Cr3C2-hBN composite, the worn surface morphologies of the NiCr/Cr3C2-hBN coatings are carried out and shown in Fig. 10, 11, and 12, respectively.

Worn surface morphologies of the NiCr/Cr3C2-hBN coating with different BN contents at room temperature: (a) SEM image with 0% hBN, (b) SEM image with 2.5% hBN, (c) SEM image with 5% hBN, (d) SEM image with 10% hBN, (e) SEM image with 20% hBN, and EDX data of (f) area pointed in (d)

Worn surface morphologies of the NiCr/Cr3C2-hBN coating with different BN contents at 400 °C: (a) SEM image with 0% hBN, (b) SEM image with 2.5% hBN, (c) SEM image with 5% hBN, (d) SEM image with 10% hBN, (e) SEM image with 20% hBN, and EDX data of (f) area pointed in (d)

Worn surface morphologies of the NiCr/Cr3C2-BN coating with different hBN contents at 800 °C: (a) SEM image with 0% hBN, (b) SEM image with 2.5% hBN, (c) SEM image with 5% hBN, (d) SEM image with 10% hBN, (e) SEM image with 20% hBN, and EDX data of (f) area pointed in (d)
At room temperature, the worn surface of the NiCr/Cr3C2 composite coating is covered with lots of wear debris and typical brittle fracture is observed on the worn surface. However, the wear debris decrease and the worn surfaces become smooth on the worn surfaces of the NiCr/Cr3C2-hBN coatings. Meanwhile, the worn surfaces of the NiCr/Cr3C2-hBN coatings were covered with the discontinuous solid lubricous film. As the content of hBN increases from 2.5 to 10%, the worn surfaces become smooth, probably due to that the additions of hBN can effectively promote the formation of the lubricous film in the surface of the composite coatings. When the content of hBN is up to 20%, the delamination was observed, which is due to the decrease of the tensile strength of the coating.
At 400 °C, the worn surface of the NiCr/Cr3C2-hBN composite coatings is covered with wear debris and severe scratching. As the content of hBN increases from 0 to 20%, more wear debris are observed. This may due to the microhardness and tensile strength became lower, as the content of hBN increases from 0 to 20%. Meanwhile, adhesive wear is observed on all surfaces of the composite coatings. The abrasion wear and adhere wear are the main wear mechanism of the NiCr/Cr3C2-hBN composite coatings at this temperature. EDX analysis reveals that the layer mainly consists of O, Cr, Ni, and C. which indicates that the worn surface of the coating is oxidized.
When testing temperature up to 800 °C, the worn surface of the NiCr/Cr3C2-hBN composite coatings with 0 to 10% hBN contents became smooth, which are due to wear behavior and plastic deformation of metal phase. Meanwhile, the friction coefficient and wear losses of the coatings greatly decrease at this temperature. This may be due to the formation of Cr2O3 and its high-temperature lubricating effect (Ref 4). EDX analysis reveals that the layer mainly consists of O, Cr, Ni, C, and the content of O is much more than that at room temperature, which indicates that the worn surface of the coating is covered with Cr2O3 and NiO. When the hBN contents increase to 20%, wear debris and fracture surface are formed on the worn surface of the coating. The reason is probably that the additions of hBN can effectively decrease the tensile strength of the coating. Moreover, little wear debris and mild scratches are observed. Therefore, abrasive wear is the main wear mechanism of the NiCr/Cr3C2-hBN composite coatings at 800 °C.
Conclusions
NiCr/Cr3C2-hBN composite coatings are prepared by atmospheric plasma-spray technology, and the effect of hBN content on the microstructure and properties of atmospheric plasma-sprayed NiCr/Cr3C2-hBN composite coatings are systematically investigated. The main conclusions are summarized as follows:
-
(1)
With increase of the hBN in the composite powders, the flowability and apparent density of NiCr/Cr3C2-hBN composite powders both gradually deteriorate. Meanwhile, the microhardness and tensile strength of the NiCr/Cr3C2-hBN composite coating gradually decrease.
-
(2)
The addition of hBN is beneficial to the friction coefficient of the NiCr/Cr3C2-hBN composite coatings, but it is positive to the wear loss. When the content of hBN is 20%, the friction coefficient of the composite coating is lowest, but the wear loss of the composite coating is highest.
-
(3)
Brittle fracture is the main wear mechanism of the NiCr/Cr3C2-hBN composite coating at room temperature. However, Abrasive wear is the dominant wear mechanism of the composite coatings at high temperature.
-
(4)
The NiCr/Cr3C2-10%hBN is best for industrial applications with good wear resistance and low friction at high temperature.
References
Z. Marcano, J. Lesage, D. Chicot, G. Mesmacque, E.S. Puchi-Cabrera, and M.H. Staia, The Interfacial Indentation Test to Determine Adhesion and Residual Stresses in NiCr VPS Coatings, Surf. Coat. Technol., 2008, 202, p 4406-4410
Z.Y. Zhang, X.C. Lu, and J.B. Luo, Tribological Properties Rare Earth Oxide Added Cr3C2 NiCr Coatings, Appl. Surf. Sci., 2007, 253, p 4377-4385
M.H. Staia, T. Valente, C. Bartuli, D.B. Lewis, and C.P. Constable, Part I: Characterization of Cr3C2-25% NiCr Reactive Plasma Sprayed Coatings Produced at Different Pressures, Surf. Coat. Technol., 2001, 146-147, p 553-562
Y.X. Cao, C.B. Huang, W. Liu, W.G. Zhang, and L.Z. Du, Effects of Boron Carbide Content on the Microstructure and Properties of Atmospheric Plasma-Sprayed NiCoCrAlY/Al2O3-B4C Composite Coatings, J. Therm. Spray Technol., 2014, 23(4), p 716-724
Z. Pawlak, T. Kaldonski, R. Pai, E. Bayraktar, and A. Oloyede, A Comparative Study on the Tribological Behaviour of Hexagonal Nitride (h-BN) as Lubricating Micro-particles-An Additive in Porous Sliding Bearings for a Car Clutch, Wear, 2009, 267, p 1198-1202
C.B. Huang, L.Z. Du, and W.G. Zhang, Effects of Solid Lubricant Content on the Microstructure and Properties of NiCr/Cr3C2-BaF2·CaF2 Composite Coatings, J. Alloys Compd., 2009, 479, p 777-784
L.Z. Du, C.B. Huang, W.G. Gang, J.M. Zhang, and W. Liu, Effect of NiCr Clad BaF2·CaF2 Addition on Wear Performance of Plasma Sprayed Chromium Carbide-Nichrome Coating, J. Therm. Spray Technol., 2010, 3(19), p 551-557
Z.Z. Zhang, B.N. Liang, and H.J. Guo, Interface Microstructure and Tribological Properties of Flame Spraying NiCr/La2O3 Coatings, J. Therm. Spray Technol., 2014, 23(8), p 1404-1412
H. Yang, C. Lee, and S.Y. Hwang, The Effect of Nano-Sized Cr2O3 Addition on the Characteristics of NiCr-Cr2O3-Ag-BaF2/CaF2 Coating, Surf. Coat. Technol., 2006, 201, p 38-44
R. Tyagi, D.S. Xiong, J.L. Li, and J.H. Dai, Elevated Temperature Tribological Behavior of Ni Based Composites Containing Nano-silver and hBN, Wear, 2010, 269, p 884-890
T. Saito and F. Honda, Chemical Contribution to Friction Behavior of Sintered Hexagonal Boron Nitride in Water, Wear, 2000, 237, p 253-260
J. Eichle and C. Lesniak, Boron Nitride (BN) and BN Composites for High-Temperature Applications, J. Eur. Ceram. Soc., 2008, 28, p 1105-1109
S. Guicciardi, R. Calzavarini, V. Medri, S. Bugliosi, and A. Bellosi, Effects of Different BN Grades on the Machinability of Si3N4-MoSi2-BN Composites, Mater. Sci. Eng., 2007, A 445-446, p 579-586
B.M. Chen, Q.L. Bi, J. Yang, Y.Q. Xia, and J.C. Hao, Tribological Properties of Solid Lubricants (Graphite, h-BN) for Cu-Based P/M Friction Composites, Tribol. Int., 2008, 41, p 1145-1152
S.T. Zhang, J.S. Zhou, B.G. Guo, H.D. Zhou, Y.P. Pu, and J.M. Chen, Preparation and Characterization of Reactively Sintered Ni3Al-hBN-Ag Composite Coating on Ni-Based Superalloy, J. Alloys Compd., 2009, 473, p 462-466
J.M. Martin, T.H. Le Mogne, C. Chassagnette, and M.N. Gardos, Friction of Hexagonal Boron Nitride in Various Environments, Tribol. Trans., 1992, 35, p 462-472
Y.X. Cao, L.Z. Du, C.B. Huang, W. Liu, and W.G. Zhang, Wear Behavior of Sintered Hexagonal Boron Nitride under Atmosphere and Water Vapor Ambiences, Appl. Surf. Sci., 2011, 257, p 10195-10200
L.Z. Du, W.G. Gang, W. Liu, and J.M. Zhang, Preparation and Characterization of Plasma Sprayed Ni3Al-hBN Composite Coating, Surf. Coat. Technol., 2010, 205, p 2419-2424
Acknowledgment
The experiments and analysis of this work were completed at the Institute of Process Engineering, Chinese Academy of Sciences. And this work was supported by the National Science Foundation of China (Grant No. 51001093), National Science Foundation of Hebei Provence, China (E2015105068), and Science and Technology Plans of Tangshan (15130258a).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Cao, Y. Effects of hBN Content on the Microstructure and Properties of Atmospheric Plasma-Sprayed NiCr/Cr3C2-hBN Composite Coatings. J Therm Spray Tech 25, 650–659 (2016). https://doi.org/10.1007/s11666-016-0385-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-016-0385-9