
Abstract
The current work presents an approach for the optimization of machining parameters on the turning of Al7075-T6 aerospace alloy. The alloy was turned on a lathe machine equipped with four different metalworking fluid (MF) setups: minimum quantity lubrication (MQL), Ranque–Hilsch vortex tube (RHVT), compressed air, and dry cutting using coated carbide tools. Taguchi technique was considered for the design of the L16 experimental array with three variable factors and four levels, and S/N ratios were obtained. The turning parameters feed rate and cutting speed are optimized in the experiment, taking into account responses such as surface roughness and tool wear. ANOVA determined the significant parameters that majorly influenced the responses. The results demonstrated that the condition of machining (<99% probability) was the most influential parameter followed by cutting speed (<95% probability) which affects the surface roughness and tool wear. Moreover, turning with MQL at a low cutting speed represented the optimum machining setup for reducing surface roughness and tool wear of this alloy. It was due to the fact that MQL decreases the friction between the tool and the workpiece which reduce the mechanical and thermal stresses on the cutting tool, resulting in lessened tool flank wear and effectively improving the surface quality.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Today's most successful manufacturing companies understand that sustainability in the environment is not only excellent for business, yet also becomes an essential part of how products are acquired, marketed, and managed. As a result, it is critical to consider sustainability at all stages of the manufacturing process. Metalworking fluids (MFs) are widely used in machining processes to eliminate and reduce heat generated during operations. MFs improve machining quality while decreasing machining costs by increasing tool life (Ref 1, 2). The mist and vapor produced while the process of machining are unsafe to the worker, and strict regulations are in place to keep them under control. Several cases of skin cancer have been linked to direct contact with MFs. Environmental regulations require that used-MFs should be recycled or disposed of in an environmentally safe manner. Solid wastes are work material wastes such as chips, worn-out cutting tools, and tool particles; however, fluid wastes are liquid and vapor wastes. As a result, efforts should be made to reduce the amount of waste that must be recycled or treated before disposal. Every factor acts differently in sustainable machining processes, such as increased tool life, productivity, and resource utilization. Moreover, machine prices, machine-cutting power, and the detrimental effects of cooling and lubricating fluids will be minimized. Sustainable machining operations can be accomplished through a variety of techniques and approaches. Many researchers discovered alternatives to traditional machining methods to accomplish sustainable goals. MQL, biodegradable oils, cryogenic cooling, dry cutting methods, high-pressure coolant (HPC), and other techniques/approaches are used. It will improve worker health, reduce machining costs, and reduce environmental impact. Figure 1 depicts the sustainability machining model. Due to issues with employing MFs in turning aerospace alloys, investigators have used the MQL technique (Ref 3,4,5).

Sustainable machining model
MQL systems reduce MFs consumption (10-100 ml/hr), making this a more sustainable option than traditional wet machining (Ref 6). Due to the enormous supply and demand gap of edible vegetable oils (groundnut, canola, palm), non-edible lubricants, such as JCO and linseed, are getting popular due to their abundant supply and this would preserve huge amount of edible oils which are in great need (Ref 7). The intention of environmentally conscious methods in Al7075-T6 machining is critical for achieving economic and environmental viability. The Al7075-T6 alloy is a hard aluminum alloy that is associated with the Al-Mg-Zn-Cu alloy family. When heated, it has exceptional strengthening properties, resulting in, it being widely employed in the aircraft sector and high-strength structural components (Ref 8). The material group 7xxx aluminum alloy is commonly employed in the aircraft sector and automotive industries. Zinc is the highly major alloying element and it is heat treatable (Ref 9). It is believed to be an easy-to-machine material since high cutting forces are not generated while the cutting process. However, due to increased large Built-Up Edge (BUE) formation beneath dry conditions, machining aluminum alloys is extremely difficult (Ref 10). Gupta et al. (2019) reported that Ranque–Hilsch vortex tube (RHVT) N2MQL can reduce surface roughness by up to 77% and tool wear by up to 118%. By conserving resources, this substantial progress promotes sustainability in the machining sector. Furthermore, the CMM demonstrated that R-N2MQL is more appealing for cleaner production systems due to increased recyclability, remanufacturing, and lower chip wastage (Ref 11). At varied cutting speeds, the surface quality and chip morphology of the Al7075-T6 workpiece did not differ appreciably. Overall the surface quality was achieved higher for Al7075-T6 alloy with MQL cutting conditions in comparison to dry conditions as reported by Cagan et al. Ref 12. RHVT is a more effective ecologically friendly cooling strategy than dry environments for the turning of Al 7075-T6 as reported by Singh et al. Ref 13. However, the effectiveness of the MQL technique is reported by Mahapatra et al. Ref 14. They reported that turning hot-worked AISI H13 steel using a multi-walled carbon nanotube incorporated nanofluid exhibited improved surface roughness and lessened tool vibration. MQL enhanced the morphology of the machined surface; increased surface quality and tool wear performance using the Cooling/lubrication (C/L) method (Ref 15). Jena et al. (Ref 16) revealed that speed and axial feed are the significant cutting parameters for hard turning operation in terms of surface finish improvement. Pradhan et al. (Ref 17) carried out micromachining on quartz material by hot abrasive jet machining taking into account machining constraints i.e. temperature, nozzle tip distance, and pressure to analyze effective material removal rate (MRR) and displacement of cut (DOC). GRA obtained optimal machining parameter settings, i.e. the pressure of 3 Kgf/cm2, the temperature of 100, and nozzle tip distance of 6 mm, and when the optimum MRR is 0.0000225 gm/sec along with DOC 0.134 mm. In their further study, they combined computational fluid dynamics (CFD) methods and experimental studies to investigate and predict the erosive footprint extent in hot abrasive jet machining (HAJMing). The study aimed to improve understanding of the process and provide guidelines for optimizing process parameters to achieve desired erosion characteristics, such as target surface erosion rate and surface roughness (Ref 18). To address environmental concerns, environmentally friendly technologies that reduce cutting fluid utilization while machining operations are being created. Table 1 lists the effects on the sustainability of some of the most commonly used cutting fluid strategies for turning Al7075-T6.
Surface finish is the most important aspect of composite machining and is used to determine machining quality. In order to enhance the surface quality, machining performance parameters are critical during machining operations. Regarding machining parameters, extended tool life, as well as process reliability, must be considered. Only three controllable parameters are typically listed as process parameters: cutting speed, feed, and depth of cut. Santos et al. (2014) reported that optimum conditions using a genetic algorithm lowers the machining force and chip thickness ratio while turning Al7075-T6 alloy (Ref 23). Gray Relational Analysis (GRA) was employed for multi-objective optimization of power consumption, cutting speed, and material removal rate (MRR), which are all important parameters in determining the capacity and feasibility of high-speed turning. For high-speed turning of Al7075, the suggested cutting parameters are 200 m/min speed, 0.1 mm/rev feed, and 0.5 mm with a coated carbide tool and dry machining environment (Ref 24). GRA was used to observe suitable cutting parameters in turning of Al7075-T6 alloy employing coated carbide tool and the parameters recommended were 1000 rpm, 0.75 mm depth of cut, and 0.05 mm/rev feed (Ref 25). They concluded that a desirable surface finish can be achieved by controlling parameters in the turning of Al7075T6 alloy. When the predicted and experimental results are compared, it is discovered that the deviation is well within the 95% confidence level. The Taguchi strategy has been applied to optimize multi-response process parameters for milling Al7075 T6 alloy with L16 orthogonal arrays. The Taguchi method yields results that are identical to ANOVA. The feed has been the most influential parameter for obtaining optimal surface finish, preceded by depth of cut and cutting speed as reported by Shaktivelu et al. Ref 26. Based on an analysis of variance (ANOVA), the feed rate is the absolute most essential cutting process parameter for surface roughness profile for both dry and MQL environments, whereas cutting speed and feed rate are substantial for tool life, and cutting speed is important for material removal, preceded by the depth of cut and feed rate (Ref 27).The present work aimed to reduce tool wear and enhance surface quality by employing environment-friendly methods such as RHVT, dry cutting, compressed air, and MQL for sustainable turning of Al7075-T6 alloy. Taguchi L16 experimental array was utilized for the design of experimentation. Further, the ANOVA technique was employed to optimize the machining parameters that depict the improved surface quality and reduction in the tool wear. Figure 2 shows the flow chart diagram of the study.

Flow chart diagram of the study
Research gap: According to the review of pertinent literature, researchers investigated various MF strategies with the common goal of reducing MF consumption. However, the environmental impact of various MF strategies varies because they consume different amounts of MF depending on the technology used. Furthermore, each of these MF strategies has its own set of advantages and disadvantages in terms of machining performance. Despite the fact that extensive independent research has been conducted on the machining of Al7075-T6 using various independent and hybrid MF strategies, a relative assessment of the effect of MF strategies on environmental sustainability in connection with machining performance has yet to be disclosed. It is urgent to investigate the long-term viability of low-consumption MF strategies under similar machining conditions. As a result, this extensive research on modeling and optimization will undoubtedly pave the way for the machining industries to achieve their objectives. This work emphasizes the development of a mathematical model and response optimization (in this case, tool wear and surface roughness) in turning Al7075-T6 alloy using coated carbide tools.
2 Materials and Methods
In this investigation, Al7075-T6 aerospace alloy 38 mm in diameter and 225 mm in length was procured from Bharat Aerospace Metals, Mumbai (India), and was finish-turned on a lathe machine equipped with four different machining setup viz. MQL, RHVT, compressed air, and dry cutting system. The machining was performed with coated carbide tools. Table 2 shows the mechanical properties of alloying Al7075-T6. The turning operation was carried out with four different cutting speeds and feed rates, while the voltage and depth of cut were the constant parameters. A tool life criterion of less than 600 microns was chosen based on tool life.
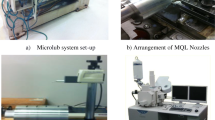
However, a surface profilometer (SJ-400 Mitutoyo) was utilized to determine the surface roughness measurements of a machined specimen. At three separate locations on the substrates' surfaces, roughness factors like Ra (the arithmetic mean of the roughness profile's departure from the mean line) were observed. The computing sensor employed in this experiment detected any attrition or accumulation upon the machined surface. The surface morphology and chemical composition were evaluated by employing scanning electron microscopy (SEM) and energy-dispersive x-ray spectroscopy (EDS). The surface morphology and chemical composition of specimen Al7075-T6 are shown in Fig. 2. The experimental setup and four different metalworking fluid (MF) strategies included in turning operation during this study are illustrated in Fig. 3.

(a) SEM micrograph of surface morphology of specimen; (b) EDS appearance of Al7075-T6 chemical composition
2.1 Statistical Analysis
Utilizing Taguchi's orthogonal array technique with three control factors and four levels for every factor, the experimental design matrix was created via Minitab 17 statistical tool. A depth cut of 1 mm was fixed for all the experiments conducted. To lower the noise errors and develop more precise output results, every group of the experimental run was done three times, for a total of 48 trials (16 × 3 runs). The experimental design array for the current study is shown in Table 3 along with the parametric combination values of the input variables. Moreover, the significant parameters of machining that influence the outcomes were revealed via analysis of variance (ANOVA).
3 Result and Discussion
In this study, lathe process factors for turning Al7075-T6 alloy are predicted and optimized. The alloy was processed by the Taguchi L16 experimental array, and the outcomes were assessed using the average of three trials. The results of each experiment, as well as the signal-to-noise (S/N) ratios for machined alloy, are shown in Table 4. Smaller-is-better analysis was employed to examine the results of tool wear and surface roughness, where the better response is represented by a smaller S/N ratio. The ANOVA technique was used to further analyze these results, and the most important input variables influencing the results responses were examined. According to its P value, every processing parameter's significance is determined; a P value of less than 0.05 denotes a significant aspect. FE-SEM was used to examine the topography of the experiments that showed better processing performance and to analyze phase transitions.
3.1 Tool Wear Responses
A digital optical microscope (Leica DM-2700P) was used to measure tool wear. The insert was removed after each turning pass to check for flank wear (VBmax). MQL was the most effective MF strategy, significantly increasing tool-cutting life by reducing tool flank wear. The highest tool flank wear was seen under dry conditions due to increased friction caused by an absence of cooling and lubricating (C/L) agents at the tool-work and tool-chip interfaces, material deformation, and tool rubbing against the work surface as shown in Fig. 4. The flank wear raises as the tool wears, affecting the tool's efficiency, preciseness, and workpiece surface finish. The effectiveness of RHVT approach to reduce the tool flank wear is explained by the fact that tool wear is primarily determined by the temperature generated at the cutting zone. RHVT keeps the tool-workpiece interface cooler, reducing wear mechanisms linked to high temperatures and resulting in less flank wear. Under MQL conditions the lubricant film serves as a layer of protection, avoiding direct contact between the tool and the workpiece, preserving the hardness and integrity of the cutting tool, and reducing wear mechanisms. MQL decreases friction that exists between the tool and the workpiece. Because of the reduced interaction, the mechanical and thermal stresses on the cutting tool are reduced, resulting in lessened wear rates and less flank wear. When compared to dry cutting, compressed air reduces tool flank wear less than RHVT because it is less effective in reducing cutting zone temperature and lacks the lubrication effect.

(a) Experimental setup of turning operation; (b) Cutting insert used in the experiment; (c) Different environmental friendly strategies employed during operation
According to statistical analysis (ANOVA), the parameters with a higher F value have a greater influence on the responses represented in Table 5. The S/N ratio results revealed that the condition of machining was considered the most significant factor that particularly affects the tool wear by < 99% of Al7075-T6 alloy. The machining environment majorly contributed (percentage contribution: 90.4%) to the turning of the alloy due to its direct impact on tool life and performance, dimensional accuracy, surface finish, and material machinability (Ref 28). The MF technique MQL, which had outstanding flushing and lubricating performance, assisted in reducing tool flank wear. This technique also has certain benefits in terms of lessening tool breakage, boundary wear, and significant flank wear (Ref 29, 30). However, due to the lack of lubrication and cooling characteristics in other turning operations, such as compressed air and dry cutting, substantial tool wear outcomes were noted. These considerations constitute the machining environment a significant factor during the turning operation of an alloy. The other factor such as cutting speed also significantly impacts the tool wear by 98% (percentage contribution: 9.4%). These results are in accordance with earlier reported studies which concluded that cutting speed is the critical factor for accurate machining (Ref 23, 27). However, the feed rate was observed as an insignificant factor that did not influence on the tool wear results (percentage contribution: 0.2%). All these factors are interconnected and must be considered together to achieve optimum results. An optimal set of operating parameters for achieving minimal tool wear was observed from the S/N ratio plots (Fig. 5a): Condition of machining = MQL, Cutting speed = 120 m/min, Feed rate = 0.10 mm/rev.

Images showing flank wear measured by microscope; (a) Compressed air; (b) MQL; (c) Dry cutting; (d) RHVT
Figure 6 represents the FE-SEM images of tool wear at different conditions. The employing of RHVT lessens flank wear in comparison with dry conditions since the cooling action of air lowers the temperature. Minor adhering of the chip can be seen on the rake surface due nonavailability of jatropha oil as a lubricating medium. As a result, only plastic deformation on the cutting tool's upper layer was reported rather than well-defined crater wear. (Ref 31). Because of enhanced lubricating conditions due to jatropha oil with a selected flow rate, the MQL MF strategy lowered tool flank wear and significant reductions in work material stickiness (Ref 32). Dry cutting produced the highest tool wear in comparison to other MF strategies due to higher friction and rubbing of the tool against the work material surface. Additionally, crater wears and BUE increases tool wear. Carbide tools have a relatively low softening point at 1100 °C; it was discovered that chipping near the tool's cutting edge is brought on by tool softening at high temperatures. Compressed air was unable to provide sufficient lubrication as well as a chilling effect to prevent on rake face the generation of crater wear, plastic deformation, and BUE. The SEM image acquired from the rake surface using the RHVT MF strategy shows minor crater wear as well as minor build-up-edge. This demonstrated that under the RHVT MF strategy, because of the lack of lubricating effect, minor adhering of the chip on the tool surface occurred, resulting in a small rise in tool wear in comparison with the MQL MF strategy, where oil provided the lubricating effect as well as cooling. The existence of leftover chips that were welded on the rake face confirms the issue of chip adhesion and welding on the rake face. In overall, when the cutting speed increases from 120 m/min onwards, the cutting forces are reduced due to the low friction force between the tool-workpiece.

Response graphs for S/N ratios: (a) Tool wear; (b) Surface Roughness
3.2 Surface Roughness Responses
Table 4 also demonstrates the S/N ratio results of the SR of samples. The MQL approach lessened the surface roughness in comparison to other machining conditions. Table 6 lists the factors in order to appreciably have an effect on surface roughness. Similarly, the phenomenon perceived in tool flank wear was also noticed in the surface roughness responses. The condition of machining and cutting speed were examined with a confidence level of < 99% which extremely influenced the SR of the alloy. The machining environment contributed 78.6% and cutting speed contributed 19.1% in surface roughness responses during the machining of the alloy. It was due to the lubricating effect that was produced at the tool-workpiece contact caused the high-pressure coolant environment during MQL machining conditions to reduce surface roughness. When a tiny layer of liquid coolant penetrates the interface, friction is significantly reduced, and the roughness is also reduced. The high-speed coolant jet's ability to lower the cutting zone's temperature also quickly dissipates the heat created. The surface quality of the machined surfaces is improved by lower cutting temperatures. However, during compressed air and dry cutting machining conditions, due to the absence of lubrication effect, more surface roughness was observed. Therefore, the machining environment contributed highly to the machining of alloy. The other factor such as feed rate also influenced the surface roughness responses of the alloy with a confidence level of 96.6% respectively. The above results are in accordance with earlier reported research that was reported by different researchers (Ref 33,34,35). Optimum values of factors for lower SR were attained by S/N ratio plots (Fig. 5b) viz. Condition of machining = MQL, cutting speed = 120 m/min, Feed rate = 0.15 mm/rev.
Figure 7 shows the FE-SEM images of surface roughness responses at different conditions. Regardless of whatever MF method was used, the value of the average surface roughness parameter rises with increasing cutting speed. The main reason for this happening is that at higher cutting speeds, tool wear increases, and the effect of tool topography raises surface roughness at 200 m/min cutting speed (Ref 36). Higher cutting speeds generate more heat, which may lead to thermal expansion and softening of the material being cut, leading to deformation of the surface and roughness. The MQL technique produced a smooth surface due to the combined effect of cooling and lubrication, and the absence of BUE was also a factor in improving a smooth surface profile. Under RHVT, minor feed marks and chip fragments could be seen, improving surface roughness in comparison to the dry cutting technique due to smooth chip flow. On the surface under compressed air, irregularities such as chip fragments, and scratches were observed because of no lubrication and effective heat transfer. Under dry conditions, scratches weren't aligned with feed marks, indicating that they could be caused by chip behavior rather than machine vibrations. A significant amount of chip fragments was witnessed on the surface. Because of the absence of C/L effects in dry cutting, the rough profile was created. Considering the reduction in surface roughness and tool wear, the MQL MF strategies have proved to be sustainable technology that enhances the surface quality and productivity of machining processes. This substantial improvement has the potential to save resources such as materials, tools, power, and work hours (Fig. 8).

FE-SEM images showing wear on rake face after machining at 120 m/min cutting speed beneath: (a) MQL; (b) RHVT; (c) Compressed air; (d) Dry cutting

FE-SEM micrographs of machined surfaces for 120 m/min cutting speed: (a) MQL; (b) RHVT; (c) Compressed air; (d) Dry cutting
3.3 Regression Analysis Model
The interaction between particular machining parameters and the output response variables was commonly studied using regression model analysis. The tool wear equation (Eq 1) and the SR equation (Eq 2) for the model were created using the statistics program Minitab-17.
3.3.1 Confirmation Test
A confirmatory test was conducted to verify the anticipated values against the experimental findings. It was found that, with the least amount of error, the regression results accurately predicted the outcome values based on the actual experimentally recorded tool wear and SR. According to confirmatory test comparison (Table 7), the created model has a more remarkable ability to examine the results for the sustainable turning of Al7075-T6 alloy.
4 Conclusions
Based on the current examination for turning of Al7075-T6 alloy in different MF conditions, the following conclusions were made:
-
The MF techniques used, namely MQL, RHVT, and compressed air, were discovered to be required for the sustainable turning of Al7075-T6 alloy. Each MF strategy improved surface quality and tool wear to varying degrees compared to dry cutting.
-
According to the statistical analysis, the condition of machining (<99% probability) was the most significant parameter, followed by cutting speed (<95% probability), which affects the surface roughness and tool wear.
-
Excellent surface finish and minimum tool wear were witnessed for Trial 5 (Machining Condition: MQL, Cutting Speed:120 and Feed Rate: 0.15).
-
SEM images of MQL technique machined surfaces exhibited smooth surface and minimum tool wear due to the combined effect of cooling and lubrication between the workpiece and tool during operation.
Abbreviations
- RHVT:
-
Ranque–Hilsch vortex tube
- MF:
-
Metalworking fluid
- MQL:
-
Minimum quantity lubrication
- SEM:
-
Scanning electron microscopy
- BUE:
-
Built up edge
- EDS:
-
Energy-dispersive x-ray spectroscopy
- HPC:
-
High-pressure coolant
- GRA:
-
Gray relational analysis
- MRR:
-
Material removal rate
- ANOVA:
-
Analysis of variance
- S/N:
-
Signal-to-noise
References
M. Chinnasamy, R. Rathanasamy, S.K. Pal, and S.K. Palaniappan, Effectiveness of Cryogenic Treatment on Cutting Tool Inserts: A Review, Int. J. Refract. Met. Hard Mater., 2022, 108, p 105946.
A. Mahajan, S.S. Sidhu, and T. Ablyaz, EDM Surface Treatment: An Enhanced Biocompatible Interface, Biomater. Orthop. Bone Regen. Des. Synth., 2019, 13, p 997. https://doi.org/10.1007/978-981-13-9977-0_3
B. Eker, B. Ekici, M. Kurt, and B. Bakur, Sustainable Machining of the Magnesium Alloy Materials in the CNC Lathe Machine and Optimization of the Cutting Conditions, Mechanika, 2014, 3, p 310–316.
M.K. Gupta, P.K. Sood, and V.S. Sharma, Optimization of Machining Parameters and Cutting Fluids during Nano-fluid Based Minimum Quantity Lubrication Turning of Titanium Alloy by Using Evolutionary Techniques, J. Clean. Prod., 2016, 135, p 1276–1288.
J. Singh, S.S. Gill, M. Dogra, and R. Singh, A brief study on machinability of aluminium alloys. in Advances in Engineering Materials: Select Proceedings of FLAME 2020 (Springer, Singapore, 2021), p. 579–591
T. Singh, P. Singh, J.S. Dureja, M. Dogra, H. Singh, and M.S. Bhatti, A Review of Near Dry Machining/Minimum Quantity Lubrication Machining of Difficult to Machine Alloys, Int. J. Mach. Mach. Mater., 2016, 18(3), p 213–251.
T.P. Jeevan and S.R. Jayaram, Performance Evaluation of Jatropha and Pongamia Oil Based Environmentally Friendly Cutting Fluids for Turning AA 6061, Adv. Tribol., 2018 https://doi.org/10.1155/2018/2425619
S.C. Cagan, B. Venkatesh, and B.B. Buldum, A study on the development of aluminum alloys using the mechanical surface improvement method using the Taguchi method. in Emerging Trends in Mechanical Engineering: Select Proceedings of ICETME 2018 (Springer, Singapore, 2020), p. 315–324
H. Ramakrishnan, R. Balasundaram, P. Selvaganapathy, M. Santhakumari, P. Sivasankaran, and P. Vignesh, Experimental Investigation of Turning Al 7075 Using Al2O3 Nano-cutting Fluid: ANOVA and TOPSIS Approach, SN Appl. Sci., 2019, 1(12), p 1639.
M.K. Gupta, M. Mia, G. Singh, D.Y. Pimenov, M. Sarikaya, and V.S. Sharma, Hybrid Cooling-Lubrication Strategies to Improve Surface Topography and Tool Wear in Sustainable Turning of Al 7075-T6 Alloy, Int. J. Adv. Manuf. Technol., 2019, 101(1), p 55–69.
M.C. Santos, A.R. Machado, W.F. Sales, M.A. Barrozo, and E.O. Ezugwu, Machining of Aluminum Alloys: A Review, Int. J. Adv. Manuf. Technol., 2016, 86(9), p 3067–3080.
S.C. Cagan, B. Venkatesh, and B.B. Buldum, Investigation of Surface Roughness and Chip Morphology of Aluminum Alloy in Dry and Minimum Quantity Lubrication Machining, Mater. Today: Proc., 2020, 27, p 1122–1126.
J. Singh, S.S. Gill, M. Dogra, R. Singh, M. Singh, S. Sharma, G. Singh, C. Li, and S. Rajkumar, State of the Art Review on the Sustainable Dry Machining of Advanced Materials for Multifaceted Engineering Applications: Progressive Advancements and Directions for Future Prospects, Mater. Res. Express, 2022 https://doi.org/10.1088/2053-1591/ac6fba
S. Mahapatra, A. Das, P.C. Jena, and S.R. Das, Turning of Hardened AISI H13 Steel With Recently Developed S3P-AlTiSiN Coated Carbide Tool Using MWCNT Mixed Nanofluid under Minimum Quantity Lubrication, Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci., 2023, 237(4), p 843–864.
S. Pradhan, S.R. Das, P.C. Jena, and D. Dhupal, Investigations on Surface Integrity in Hard Turning of Functionally Graded Specimen under Nano Fluid Assisted Minimum Quantity Lubrication, Adv. Mater. Process. Technol., 2022, 8(sup3), p 1714–1729.
J. Jena, A. Panda, A.K. Behera, P.C. Jena, S.R. Das, and D. Dhupal, Modeling and optimization of surface roughness in hard turning of AISI 4340 steel with coated ceramic tool. in Innovation in Materials Science and Engineering: Proceedings of ICEMIT 2017, vol. 2 (Springer, Singapore, 2019), p. 151–160
S. Pradhan, S.R. Das, P.C. Jena, and D. Dhupal, Machining Performance Evaluation under Recently Developed Sustainable HAJM Process of Zirconia Ceramic Using Hot SiC Abrasives: An Experimental and Simulation Approach, Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci., 2022, 236(2), p 1009–1035.
S. Pradhan, S.S. Tripathy, S. Sahu, S.R. Das, P.C. Jena, and D. Dhupal, Investigation on MRR and DOC of the Micro-holes Generated on Quartz Using Silicon Carbide by FB-HAJM, Mater. Today Proc., 2020, 26, p 2005–2012.
J. Kouam, V. Songmene, M. Balazinski, and P. Hendrick, Effects of Minimum Quantity Lubricating (MQL) Conditions on Machining of 7075-T6 Aluminum Alloy, Int. J. Adv. Manuf. Technol., 2015, 79(5), p 1325–1334.
G. Rotella, Effect of Surface Integrity Induced by Machining on High Cycle Fatigue Life of 7075-T6 Aluminum Alloy, J. Manuf. Process., 2019, 41, p 83–91.
S. Imbrogno, S. Rinaldi, A.G. Suarez, P.J. Arrazola, and D. Umbrello, High speed machinability of the aerospace alloy AA7075 T6 under different cooling conditions. in AIP Conference Proceedings, vol. 1960 (AIP Publishing LLC, 2018), p. 070013
J. Singh, S.S. Gill, M. Dogra, S. Sharma, M. Singh, S.P. Dwivedi, C. Li, S. Singh, S. Muhammad, B. Salah, and M.A. Shamseldin, Effect of Ranque–Hilsch Vortex Tube Cooling to Enhance the Surface-Topography and Tool-Wear in Sustainable Turning of Al-5.6 Zn-2.5 Mg-1.6 Cu-0.23 Cr-T6 Aerospace Alloy, Materials, 2022, 15(16), p 5681.
M.C. Santos, A.R. Machado, M.A.S. Barrozo, M.J. Jackson, and E.O. Ezugwu, Multi-objective Optimization of Cutting Conditions When Turning Aluminum Alloys (1350-O and 7075-T6 Grades) Using Genetic Algorithm, Int. J. Adv. Manuf. Technol., 2015, 76(5), p 1123–1138.
S.J. Raykar, D.M. D’Addona, and A.M. Mane, Multi-objective Optimization of High Speed Turning of Al 7075 Using Grey Relational Analysis, Procedia Cirp, 2015, 33, p 293–298.
M. Lakshmanan, J.S. Rajadurai, and S. Rajakarunakaran, Machining Studies of Al7075 in CNC Turning Using Grey Relational Analysis, Mater. Today Proc., 2021, 39, p 1625–1628.
S. Sakthivelu, T. Anandaraj, and M. Selwin, Multi-objective Optimization of Machining Conditions on Surface Roughness and MRR during CNC end Milling of Aluminium Alloy 7075 Using Taguchi Design of Experiments, Mech. Mech. Eng., 2017, 21(1), p 95–103.
M. Abas, L. Sayd, R. Akhtar, Q.S. Khalid, A.M. Khan, and C.I. Pruncu, Optimization of Machining Parameters of Aluminum Alloy 6026-T9 under MQL-Assisted Turning Process, J. Mater. Res., 2020, 9(5), p 10916–10940.
V. Sivalingam, J. Sun, S.K. Mahalingam, L. Nagarajan, Y. Natarajan, S. Salunkhe, E.A. Nasr, J.P. Davim, and H.M.A.M. Hussein, Optimization of Process Parameters for Turning Hastelloy × under Different Machining Environments Using Evolutionary Algorithms: A Comparative Study, Appl. Sci., 2021, 11(20), p 9725.
G. Yingfei, P.M. De Escalona, and A. Galloway, Influence of Cutting Parameters and Tool Wear on the Surface Integrity of Cobalt-Based Stellite 6 Alloy When Machined under a Dry Cutting Environment, J. Mater. Eng. Perform., 2017, 26, p 312–326.
C. Duan, W. Sun, M. Che, and W. Yin, Effects of Cooling and Lubrication Conditions on Tool Wear in Turning of Al/SiCp Composite, Int. J. Adv. Manuf. Technol., 2019, 103, p 1467–1479.
J. Liu and Y.K. Chou, Vortex-tube cooling for tool wear reduction in A390 dry machining. in World Tribology Congress, vol. 42010 (2005), p. 837–838
J. Singh, S.S. Gill, M. Dogra, and R. Singh, A Review on Cutting Fluids Used in Machining Processes, Eng. Res. Express, 2021, 3(1), p 012002.
M. Javidikia, M. Sadeghifar, V. Songmene, and M. Jahazi, Analysis and Optimization of Surface Roughness in Turning of AA6061-T6 under Various Environments and Parameters, Procedia CIRP, 2021, 101, p 17–20.
M. Mia, M.A. Bashir, and N.R. Dhar, Effects of cutting parameters and machining environments on surface roughness in hard turning using design of experiment. in AIP Conference Proceedings, vol. 1754 (AIP Publishing LLC, 2016), p. 060012
M. Mia and N.R. Dhar, Effects of Duplex Jets High-Pressure Coolant on Machining Temperature and Machinability of Ti-6Al-4V Superalloy, J. Mater. Process. Technol., 2018, 252, p 688–696.
D.K. Sarma and U.S. Dixit, A Comparison of Dry and Air-cooled Turning of Grey Cast Iron with Mixed Oxide Ceramic Tool, J. Mater. Process. Technol., 2007, 190(1–3), p 160–172.
Acknowledgments
The authors thank IKG Punjab Technical University, Kapurthala, for its support of this research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No potential conflict of interest was reported by the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Singh, J., Gill, S.S. & Mahajan, A. Experimental Investigation and Optimizing of Turning Parameters for Machining of Al7075-T6 Aerospace Alloy for Reducing the Tool Wear and Surface Roughness. J. of Materi Eng and Perform 33, 8745–8756 (2024). https://doi.org/10.1007/s11665-023-08584-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08584-z