
Abstract
Composite materials are being developed to improve the physical and mechanical properties of matrix polymers. Commercialized polymer composites possess high strength, even though they are not biocompatible by nature. The present study concentrates on developing an innovative composite that would be highly biodegradable. Orange peel was chosen as a filler material due to its significant properties to mix with the polylactic acid (PLA) matrix. PLA composites composed of orange peel reinforcements would be a sustainable composite that does not harm the ecological conditions. Orange peel-reinforced PLA was manufactured in filament form at three different concentrations, such as 5, 15, and 25 wt.%. Single fibre tensile test was also conducted for all composites along with PLA. Results revealed that tensile strengths of composites were observed to be higher than that of PLA. Scanning electron microscopy (SEM) images were captured at surfaces of failed filaments, and uniformly distributed fillers were observed in the PLA matrix. Tensile, compression, and flexural tests were conducted on the additively fabricated PLA and composite specimens. It is observed that PLA composite containing 15 wt.% orange peel reinforcement possesses better mechanical properties than other composites. This research work would help transform the waste material (orange peel) into a valuable product for sustainable growth.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The need for biodegradable polymers has increased in recent times for sustainable development. Demand for biodegradable polymers is increasing nowadays to protect environmental conditions. Biodegradable polymers find its application in medicine, architecture, automobile, agriculture, and other industries (Ref 1). PLA is one of the most used biodegradable polymers, which accounts 40% of overall production in biodegradable polymers (Ref 2). PLA is recyclable, reusable, and biodegradable in nature, which makes it sustainable among other polymers. Composites are common new advanced materials used for engineering applications. The conventional materials (metals, wood, and ceramics) are substituted through use of engineering composites due to their excellent properties and performance compared to traditional materials (Ref 3). The purpose of developing a composite material is to enhance the properties of matrix material. Various fillers may be used to develop a composite material from PLA, among which bio-fillers play a significant role in sustainability. Commercially available PLA composites such as carbon-reinforced PLA (Ref 4, 5), ceramic-reinforced PLA, etc. possess excellent mechanical properties. Many supplies used in building sector come from non-renewable or non-recyclable sources. Bio-composite materials have emerged as new engineering materials to replace the conventional ones, in line with worldwide aspirations for using more sustainable materials in the construction sector. In comparison to traditional materials, bio-composites provide several benefits, including lightweight, low production costs, renewability, and recyclability, which promote human welfare and ecosystem health (Ref 6). Because of its higher specific strength and stiffness, fibre-reinforced polymer (FRP) composites are now widely employed in aerospace, automotive, marine, and defence applications. Despite having superior mechanical, thermal, and corrosion resistance, these synthetic fibres are not biodegradable, which has an impact on the environment (Ref 7). The use of natural fibre enhanced hybrid composites, which include one or more natural enhancements, has attracted growing scientific interest (Ref 8,9,10). An ecological bio-composite was developed using bio-fillers such as eggshells, seashells, peanut shells, and rice husks (Ref 11, 12) Bio-composites are being applied in various sectors. As an example, Kenaf-reinforced PLA composite was applied in interior design of Toyota Prius (Ref 13). Natural and environmental wastes must be synthesized and transformed into innovative products for sustainable development. Fused filament fabrication (FFF) is an innovative method of manufacturing polymeric components with high mechanical strength, less material wastage, and reduced manufacturing cost (Ref 14). Developing a composite material for FFF process is very important to improve the viability and mechanical properties. Lattice structure is an interesting technique for minimizing the material usage, such lattice structured components were easily be fabricated by FFF process (Ref 15, 16). Orange peel contains rich fibre content, folate, calcium, and several nutrients. The presence of limonene, which is a naturally occurring chemical present in orange peel makes it anti-cancerous. Orange peel is getting wasted in a huge amount since it cannot be fed to animals. Therefore, orange peel waste may incredibly be managed by manufacturing composites of it. Composites of PLA and orange peel will be a sustainable polymer with anti-cancerous and enhanced mechanical properties. Moustafa et al. (Ref 17) characterized bio-fillers from seashell wastes, which is incorporated in ABS matrix. Flame retardant, thermal, and mechanical properties were evaluated on Pure ABS and eight different composites with calcium carbonate and seashell wastes as a filler. Results depicts that seashell waste reinforced ABS possess better tensile strength, and thermal stability properties than matrix polymer. Li et al. (Ref 18) studied the mechanical properties of composite with polypropylene (PP), and commercial calcium carbonate. Composite was developed by mixing 2% of antioxidants in dried polypropylene, and polypropylene. They concluded that mechanical properties of shell reinforced PP were better than calcium carbonate reinforced PP. Echeverria et al. (Ref 19) analysed the effects of microstructure, surface adhesion, and filler load of bio-filler reinforced wood-PP composite. Bio-composite was prepared with a composition of 20% Seashell and seaweed, 40% of wood dust and 40% of PP. This study witnesses an increased mechanical property of prototype panels. A brief literature survey was done, and very few literatures were found determining the mechanical properties of bio-filler reinforced biodegradable polymer.
Expanding application of composites in sectors such as biomedical and generic consumer goods, which makes the ongoing research work crucial on a global scale. The investigation into extrusion and characterization of bio-composite filler is laid out in this current research effort. Hence, this study aims to provide a detailed insight on developing uniformly distributed composite (synthesised orange peel powder in PLA matrix) suitable for FFF process, therefore enabling product development with these bio-composites as raw material. These bio-degradable products are eco-friendly, hence would pave way for sustainable development. In order to commercialize this product, the inherent characteristics of bio-composites needs to be studied. Hence, properties such as tensile behaviour of filament and FFF processed part, compression and flexural strength of FFF-processed part were studied. X-ray diffraction and microscopical images are captured to ensure uniform distribution of orange peel fillers in the PLA matrix.
2 Materials and Methods
An innovative composite (orange peel-reinforced PLA) was developed at three different weight concentrations such as 5, 15, and 25 wt.%. Concentration percentages used in this study is observed to be ideal for comparison as demonstrated in the previous literature (Ref 20, 21). Filler material was synthesized from macro to nanoparticle by undergoing various processes such as tempering, crushing, and ball milling. Giant-sized orange peel was tempered in an oven to eliminate water content, and oven door should be kept open during tempering; otherwise, the peel would burn. The temperature used in oven is 50 °C and weight reduction of orange peel after tempering was 40%. The dried peels were crushed and converted into micro-sized particles with the help of a crusher. Filler material has to be in nano form for increased surface area. Therefore, the micro-sized particles were treated in ball miller, which refines filler to nano-size (refer Fig. 1) (Ref 22, 23). Particulate size obtained after ball milling varied from 112.7 nm and above.

SEM image of orange peel particulate
Such filler must be sieved and mixed with the matrix material appropriately. After synthesizing nanofillers, the fillers were mixed with PLA granules and were sonicated. Sonication is one of efficient technique to mix filler with polymeric granules as observed in the existing literature (Ref 24). The composite pellets after sonication were dropped in extruder hopper and then filament was extruded with diameter of 1.75 mm. Such composite filaments were used as a feedstock in FFF for fabricating tensile, compression, and flexural specimens.
2.1 Filament Extrusion
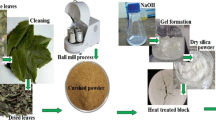
In the FFF process, feedstock material must be a wire filament of 1.75 mm. Generally, filaments are getting manufactured through extrusion manufacturing, where a twin screw rotates and pushes the raw material into heater and comes out as a filament via nozzle. The same extrusion method was followed in this study for manufacturing orange peel-reinforced PLA (Composite) filament. Various processes involved in the composite extrusion process are pictorially represented in Fig. 2.

Various steps involved in the composite extrusion process
To obtain a uniform distribution of filler material, both the fillers and pellets must have to be sonicated. Sonication is a process that vibrates the component to attain uniform dispersion. Fillers must be sonicated along with the solvent (Ethanol) for 40 minutes. Then, the same process was continued for 30 more minutes by adding PLA pellets. Ethanol present in the mixture was allowed to evaporate in a conditioned environment for about 60 minutes. The composite pellets were taken out and fed into a hopper for extrusion manufacturing. Filaments were extruded with 1.75 mm diameter after several trial and errors. Mechanical tests such as tensile, compression, and flexural were conducted based on ASTM standard (ASTM D3039—Tensile; ASTM D695-6641—Compression; ASTM D790—Flexural) for the additively manufactured specimens. Average of three test results have been reported in the mechanical tests.
2.2 Observation During Filament Extrusion
The crucial parameters involved in filament extrusion process are pre-heating temperature, nozzle temperature, screw speed, and puller speed. Quality of filaments are keenly dependent on these four parameters. Therefore, optimum results were obtained after several trial and errors. Difficulties such as nozzle clogging, improper surface, variation in diameters, fumes generation were encountered during filament extrusion. All such difficulties were overcome by optimizing these four parameters. Nozzle clogging, fumes exhaustion, and improper surface were relied on temperature of heater and pre-heater. The variation in diameter is solely dependent on speed of puller. Formation of fumes during extrusion is pictorially shown in Fig. 3. Each parameter should be optimized for all 4 filament and optimized parameters, which were found after tabulation of numerous trials as shown in Table 1.

Fumes exhaustion during composite extrusion
3 Results and Discussion
The properties of materials will be substantially improved by infusing nanofillers (Ref 25). Such enhancement is due to the enormous surface area of fillers per unit volume. Microscopical images were captured using scanning electron microscope (SEM) on the extruded composites to ensure filler dispersion in the matrix material. X-ray diffraction (XRD) is an essential tool used in this study to characterize materials and to study the crystalline and amorphous structures of materials (Ref 26). Single fibre tensile test was conducted on the composites to evaluate tensile strength of filaments. Mechanical tests such as tensile, compression, and flexural were conducted on the specimens fabricated by FFF process using four different filaments (PLA and its three composites).
3.1 Filament Characterization
3.1.1 Single Fibre Tensile Test (SFTT)
Single fibre tensile test is a destructive test conducted on the fibres, filaments, and wires to evaluate its resistance against tensile load (Ref 27). Clamping the filament during SFTT plays a crucial role while attaining accurate results. Single fibre tensile test was conducted on the extruded composites in universal testing machine (UTM) (Make: TO) at a feed rate of 1 mm/min. The stress versus strain graph of four filaments with experimental button image is shown in Fig. 4.

Stress vs. strain graph of composite filaments
Clamping has to be done firmly during test, since the diameter of filament is 1.75 mm. Improper clamping may lead to inaccuracy in results. It is observed that all composite filaments possess superior tensile strength than PLA filament. Tensile strength and elongation of PLA of 5 wt.% composite, 15 wt.% composite, and 25 wt.% composite is 47.7 ± 0.3 MPa and 6.1 ± 0.05%, 52.3 ± 0.2 MPa and 5.2 ± 0.06%, 56.1 ± 0.33 MPa and 4.6 ± 0.045%, 52.4 ± 0.025 MPa and 3.9 ± 0.055%, respectively. It is observed that the tensile strength of filament increases when concentration of filler material increases up to 15 wt.%. The tensile strength of 25 wt.% composite possesses lesser tensile strength than 15 wt.% composite. Elongation of filaments decreases while increasing the filler content and brittleness of filament is getting increased when filler percentage is increased. Hence, brittleness of 25 wt.% composite increased and possesses tensile strength less than 15 wt.% composite. The stress versus Strain graph of PLA material in Fig. 3 indicates a ductile fracture by withstanding certain load after meeting the tensile strength. Most importantly, all three composite filaments possess better tensile strength than PLA matrix. The orange peel powder is amorphous in nature, which is discussed in detail in XRD section. Addition of amorphous particulate (Orange peel powder) has effectively decreased the ductility of filament. Particulates have increased brittleness within the acceptable range. Even though a reduction in ductility has occurred, there was a significant increase in the strength of filament.
3.1.2 X-Ray Diffraction (XRD)
Crystallinity and structure of material could be determined through XRD. It is helpful in analysing the structural changes during addition of fillers in matrix material. XRD results were evaluated and graphically provided in Fig. 5.

XRD results: orange peel powder
In polymers, the presence of crystalline region was confirmed by observing great intensity at sharp peaks. 5 wt.% composite shows an XRD pattern with a strong crystalline peak at 2θ = 16.48°; it is observed from the crystalline region of PLA instigated by interchain bonding. Peaks observed in 15 and 25 wt.% composites did not shift significantly (2θ = 15.34° for 15 wt.% composite and 2θ = 16.87° for 25 wt.% composite), though intensity decreased upon increasing filler content. From these results, it is observed that amorphous behaviour of composites keeps on increasing (Crystallinity of material is decreasing) when filler content is increased (Ref 28). No peaks were observed in XRD plot of orange peel powders (refer Fig. 5). The observation is result of nanofillers being amorphous in nature. Peaks could be observed more as the crystallinity of material increase. From Fig. 6, it is noted that peak decrease for increasing addition of filler. This due to increasing amorphous content in the overall weight % of composites. This observation is due to the amorphous behaviour of filler.

XRD results: PLA and orange peel reinforced composites
3.1.3 Microscopic Evaluation of Composites
Scanning electron microscopy (SEM) is well known for analysing failure surfaces to understand its morphologies. SEM provides great-resolution images, which will be helpful in estimating various materials in fractured surfaces. SEM is being used in material science (Research), failure analysis, and quality control (Ref 29). Fractured surfaces of single fibre tensile test were visualized in the SEM. Figure 7 represents the SEM image of composites extruded at different concentrations. Orange peel nanofillers among the matrix material representing a granular morphology and particles are loosely agglomerated (Ref 30). Small agglomeration of fillers was noticed at certain places in 15 wt.% composite (refer Fig. 7b). Impression around agglomerated filler indicates the cause of failure (sudden decrement in load after tensile strength (refer Fig. 4)). Fillers were found to be uniformly distributed throughout the fractured surface. Sonication process during filament extrusion process has a significant effect in attaining such uniformly distributed fillers in the PLA matrix. Filler distribution in the 25 wt.% composite was found to be best among other two composites (5 and 15 wt.%). As concentration of filler increases, agglomeration of orange peel reinforcement also increases. In 25 wt.% orange peel composite, area of agglomeration is larger than 5 wt.%, and 15 wt.% composite. This larger agglomeration could be a major reason for attaining less tensile strength than 15 wt.% composite.

SEM images of fractured surfaces (a) 5 wt.% composite, (b) 15 wt.% composite, and (c) 25 wt.% composite
3.2 Mechanical Properties
3.2.1 Tensile Test
Tensile experiment is a destructive test conducted on specimens to evaluate the behaviour of material under loading conditions. It provides tensile strength, elongation, and modulus of material. One of most important properties to determine materials quality is tensile strength (Ref 31). Results observed in tensile experiment is shown in Fig. 8.

Stress vs. Strain plot of PLA and its composites
Tensile test was conducted at a feed rate of 1 mm/min. Results show that PLA, 5 wt.% composite, 15 wt.% composite, and 25 wt.% composite withstand great load and possess a tensile strength of 57.8, 61.8, 65.7, and 60.5 MPa, respectively. Elongation observed in such specimens are 5.8, 4.85, 4.1, and 3.6%, respectively. Both tensile strength and elongation results are contradictory (i.e., tensile strength is getting increased upon increasing as the filler content and elongation is getting reduced upon increasing filler content). The reduction in elongation of composite material depicts that brittleness property of composites is getting increased. Most importantly, the strength of each composite was observed to be higher than PLA specimen. Among which, 15 wt.% composite possesses highest tensile strength. Fractured surface of 15 wt.% composite (highest tensile strength) is analysed using SEM and is pictorially represented in Fig. 9. Distribution of fillers, kinking, and fracture impression around agglomeration were seen in the fractured surface of 15 wt.% composite. Particle distribution was uniform, and some kinking was observed due to the elongation of matrix (PLA) material. Smooth grey structures observed in Fig. 9 represents elongation of PLA under loading conditions. Tiny dents throughout fractured specimen indicate the presence of filler material before fracture. Thus, the uniform distribution of filler material was confirmed by this observation.

SEM image of 15 wt.% composite after failure (tensile test)
3.2.2 Compression Test
Compression is a test conducted on the specimens to understand its behaviour under crushing load. Two important parameters such as compressive strength and modulus could be determined from compression test (Ref 32). All composite specimens were fabricated as per the standard in a FFF printer. Compression test was conducted with slow strain rate of 0.75 mm/min. Compressive strength of PLA and its composites were presented in a bar graph along with failed compression samples as a button image in Fig. 10.

Compressive strength of PLA and its composites
Compressive strength of PLA, 5, 15, and 25 wt.% composites were observed to be 81.4 ± 2.1, 84.3 ± 2.35, 86.7 ± 1.76, and 84.9 ± 1.88 MPa, respectively. 15 wt.% composite specimens possess highest compressive strength among other polymeric specimens. Compressive strength shows an increasing trend while increasing the concentration of filler material and starts reducing in 25 wt.% composites. Reduction of compressive strength observed in 25% composite is not massive, though the increasing trend was not followed in 25 wt.% composite. From such observation, increment in compressive strength while adding fillers is getting reduced above 15 wt.%. Compression results also follows a same trend which was observed in tensile test and deflection observed in compression test reduces upon adding fillers. Even though, reduction in ductility of composite has no significant effect in the compressive strength evaluation, trend similar to that of tensile behaviour was observed for compressive behaviour.
3.2.3 Flexural Test
Flexural test is concentratively conducted to measure the force required to deflect component under three-point load. Flexural strength is the major output parameter from flexural test. The withstanding ability of material is termed as flexural strength when load acts perpendicular to longitudinal axis (Ref 33). Flexural test was conducted on the additively fabricated specimens as per ASTM standards at a feed rate of 0.75 mm/min. Flexural strength of PLA and its composites along with failed samples as a button image is shown in Fig. 11.

Flexural strength and fractured samples of PLA and its composites
Flexural strength of PLA, 5, 15, and 25 wt.% composites were observed as 72 ± 0.9, 76.7 ± 0.75, 79 ± 0.83, and 77.3 ± 0.68 MPa, respectively. Flexural strength also increased upon increasing the filler concentration up to 15 wt.% composite and started degrading from 25 wt.% composite; even though 25 wt.% composite does not follow the increasing trend, mechanical properties of 25 wt.% composite were better than pure PLA. Specifically, PLA flexural specimen withstand minimum load and broke into pieces (refer button image of Fig. 11) though all other specimens bend to a certain extent without fracture. It is observed that incorporating nanofillers will improvise the bending characteristics of additively fabricated composites. The flexural strength of composites is within acceptable range and similar behaviour was observed for tensile strength, it is inferred that composites possess good flexural strength.
4 Conclusion
An innovative composite material was developed in this study that would be suitable for the FFF process. Limonene is a natural chemical present in peels of orange, which possess an anti-cancerous property. Due to its anti-cancerous property, it was chosen as a filler material to make composites with PLA. PLA is a biodegradable polymer that has plentiful applications in biomedical sectors. Therefore, orange peel-reinforced PLA will be a suitable composite as well as a better alternative for PLA in the biomedical domain. Composite Filaments were extruded in three different compositions such as 5, 15, and 25 wt.%. Sonication is the methodology used in this study to disperse nanofiller uniformly in PLA matrix. Numerous attempts were made during the extrusion to optimize diameter of composite filament. Specific difficulties such as nozzle clogging, and warpages were faced during the FFF process of innovative composites. Strength (single fibre tensile, tensile, compression, flexural) of composites were evaluated in both filament and additive manufactured form. Strength of FFF processed composites are compared with Pure PLA. Among all concentrations (0, 5, 15, and 25 wt.%), 15 wt.% composite specimens possess better mechanical properties than all other polymer specimens.
-
The nanofillers were uniformly distributed among PLA matrix in all composites and 15 wt.% composite shows better mechanical properties than other composites.
-
SFTT shows that 15 wt.% composite filaments possess highest tensile strength among other composites and PLA filaments.
-
XRD results reveals the amorphous nature of composite that led to enhanced strength with reduction in ductility.
-
Tensile, compression, and flexural properties of 15 wt.% composite was observed to be superior to PLA and its other composites.
-
These composites may find application in packaging, and Bio-medical applications due to its non-reactiveness.
References
T. Xiaoyong, A. Todoroki et al., 3D Printing of Continuous Fiber Reinforced Polymer Composites: Development, Appl. Prospect. CJME:AMF., 2022, 1, 100016.
J. Marek, Z. Oksiuta et al., Assessment of Innovative PLA Biopolymer Compositions with Plant Waste Fillers, Eng. Fail. Anal., 2022, 139, 106496.
K. Balasubramanian, M.T. Sultan, and N. Rajeswari, Manufacturing Techniques of Composites for Aerospace Applications, in Sustainable Composites for Aerospace Applications 2018 Jan 1 (pp. 55-67). Woodhead Publishing.
Li. Wenhao, S. Guo et al., Structure Health Monitoring of Composites Joint Reinforced by Acoustic Emission Based Smart Composite Fasteners, Compos. Commun., 2022, 30, 101213.
W. Yaohui, G. Zhang et al., Fabrication Strategy for Joints in 3D Printed Continuous Fiber Reinforced Composite Lattice Structures, Compos. Commun., 2022, 30, 101080.
S.S. Chee, M. Jawaid, M.T. Sultan, O.Y. Alothman, and L.C. Abdullah, Accelerated Weathering and Soil Burial Effects on Colour, Biodegradability and Thermal Properties of Bamboo/Kenaf/Epoxy Hybrid Composites, Polym. Test., 2019, 79, 106054.
J. Naveen, M. Jawaid, E.S. Zainudin, M.T. Sultan, and R. Yahaya, Mechanical and Moisture Diffusion Behaviour of Hybrid Kevlar/Cocos Nucifera Sheath Reinforced Epoxy Composites, J. Market. Res., 2019, 8, p 1308–1318.
M.J. Suriani, R.A. Ilyas, M.Y. Zuhri, A. Khalina, M.T. Sultan, S.M. Sapuan, C.M. Ruzaidi, F.N. Wan, F. Zulkifli, M.M. Harussani, and M.A. Azman, Critical Review of Natural Fiber Reinforced Hybrid Composites: Processing, Properties, Applications and Cost, Polymers, 2021, 13, p 3514.
F. Mustapha, K.D. Aris, N.A. Wardi, M.T. Sultan, and A. Shahrjerdi. 858. Structural Health Monitoring (SHM) for Composite Structure Undergoing Tensile and Thermal Testing. J. Vibroeng., 2012 14.
M.T. Sultan, K. Worden, W.J. Staszewski, and A. Hodzic, Impact Damage Characterisation of Composite Laminates Using a Statistical Approach, Compos. Sci. Technol., 2012, 72, p 1108–1120.
M.N. Prabhakar, U.A. Shah et al., Mechanical and Thermal Properties of Epoxy Composites Reinforced with Waste Peanut Shell Powder as a Bio-filler, Fibers Polym., 2015, 16, p 1119–1124.
R.S. Chen, S. Ahmad et al., Rice Husk Bio-filler Reinforced Polymer Blends of Recycled HDPE/PET: Three-dimensional Stability Under Water Immersion and Mechanical Performance, Polym. Compos., 2018, 39, p 2695–2704.
H. Samsudin and F. Iñiguez‐Franco, Packaging and Consumer Goods, Poly (Lactic Acid) Synthesis, Structures, Properties, Processing, Applications, and End of Life, 605–618 (2022).
X. Tian, L. Wu et al., Roadmap for Additive Manufacturing: Toward Intellectualization and Industrialization, CJME AMF, 2022, 1, p 100014.
Y. Sha, Wu. Linzhi et al., Pyramidal Lattice Sandwich Structures with Hollow Composite Trusses, Compos. Struct., 2011, 93, p 3104–3111.
Y. Sha, H. Chen et al., Introducing Composite Lattice Core Sandwich Structure as an Alternative Proposal for Engine Hood, Compos. Struct., 2018, 201, p 131–140.
M. Hesham, A.M. Youssef et al., Characterization of Bio-filler Derived from Seashell Wastes and Its Effect on the Mechanical, Thermal, and Flame Retardant Properties of ABS Composites, Polym. Compos., 2017, 38, p 2788–2797.
Li. Hai-Yan, Y.-Q. Tan et al., Bio-filler from Waste Shellfish Shell: Preparation, Characterization, and Its Effect on the Mechanical Properties on Polypropylene Composites, J. Hazard. Mater., 2012, 217, p 256–262.
E. Claudia, F. Pahlevani et al., The Effect of Microstructure, Filler Load and Surface Adhesion of Marine Bio-fillers, in the Performance of Hybrid Wood-Polypropylene Particulate Bio-composite, J. Cleaner Prod., 2017, 154, p 284–294.
F. Wang, E.B. Tankus, F. Santarella, N. Rohr, N. Sharma, S. Märtin, M. Michalscheck, M. Maintz, S. Cao, and F.M. Thieringer, Fabrication and Characterization of PCL/HA Filament as a 3D Printing Material Using Thermal Extrusion Technology for Bone Tissue Engineering, Polymers, 2022, 14, p 669.
S. Ponsuriyaprakash, P. Udhayakumar, R. Pandiyarajan, D. Antony Prabu, and P. Gurusamy, Synthesis, Characterization and Production of 3D Printing Filament by Bio-degradable Fiber Reinforced ABS Polymer Matrix Composite Material, In Recent Advances in Materials Technologies: Select Proceedings of ICEMT 2021, 2022 (pp. 305-316). Singapore: Springer Nature Singapore.
M. Baláž, Ball Milling of Eggshell Waste as a Green and Sustainable Approach: A Review, Adv. Coll. Interface. Sci., 2018, 256, p 256–275.
B. Xue, X. Wang, J. Sui, D. Xu, Y. Zhu, and X. Liu, A Facile Ball Milling Method to Produce Sustainable Pyrolytic Rice Husk Bio-filler for Reinforcement of Rubber Mechanical Property, Ind. Crops Prod., 2019, 141, 111791.
A. Yasmin, J.J. Luo, and I.M. Daniel, Processing of Expanded Graphite Reinforced Polymer Nanocomposites, Compos. Sci. Technol., 2006, 66, p 1182–1189.
A. Matei, I. Cernica et al., Synthesis and Characterization of ZnO–Polymer Nanocomposites, Int. J. Mater. Form., 2008, 1, p 767–770.
V. Abhilash, N. Rajender, et. al., X-ray Diffraction Spectroscopy of Polymer Nanocomposites. in Spectroscopy of Polymer Nanocomposites., 2016 410–451.
D. Linhu, X. Han et al., Characterization of Natural Fiber from Manau Rattan (Calamus manan) as a Potential Reinforcement for Polymer-Based Composites, J. Bioresour. Bioprod., 2022, 7, p 190–200.
L. Makara, N.L.N. Thajudin et al., Comparison of Physical and Mechanical Properties of PLA, ABS and Nylon 6 Fabricated Using Fused Deposition Modeling and Injection Molding, Compos. B, 2019, 176, 107341.
M. Ranjbar, G. Dehghan Noudeh et al., A Systematic Study and Effect of PLA/Al2O3 Nanoscaffolds as Dental Resins: Mechanochemical Properties, Artif. Cells Nanomed. Biotechnol., 2019, 47, p 201–209.
M. Supova, G.S. Martynkova et al., Effect of Nanofillers Dispersion in Polymer Matrices: A Review, Sci. Adv. Mater., 2011, 3, p 1–25.
Y. Tianyun, J. Ye, Z. Deng et al., Tensile Failure Strength and Separation Angle of FDM 3D Printing PLA Material: Experimental and Theoretical Analyses, Compos. B, 2020, 188, 107894.
Y. Pushpendra, A. Sahai et al., Strength and Surface Characteristics of FDM-Based 3D Printed PLA Parts for Multiple Infill Design Patterns, J. Inst. Eng. Ser. C., 2021, 102, p 197–207.
K.G. Jaya Christiyan, U. Chandrasekhar et al., Flexural Properties of PLA Components Under Various Test Condition Manufactured by 3D Printer, J. Inst. Eng. Ser. C., 2018, 99, p 363–367.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Veeman, D., Subramaniyan, M.K., Surendhar, G.J. et al. A Novel Material for Sustainable Environment: Processing, Additive Manufacturing, and Characterization. J. of Materi Eng and Perform 33, 7368–7377 (2024). https://doi.org/10.1007/s11665-023-08458-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08458-4