
Abstract
Natural fiber-embedded polymer matrix composite offers a high strength-to-weight ratio, is eco-friendly, is economic, and has a good flexural strength to fulfil various engineering applications. During the fabrication, researchers faced the challenges of incompatibility, moisture absorption, low fracture toughness, and wear performance. This research focuses on the Roselle fiber subjected to alkali treatment (NaOH), which bonded with polypropylene matrix enriched by the inclusions of 3, 6, and 9 wt% of bryophyllum pinnatum leaf waste–derived silica nanoparticle synthesized via injection molding. The effects of fiber and nano-silica content on density, porosity, surface morphology, water absorption, microhardness, flexural strength, and fracture toughness of polypropylene composites were studied. The composite containing 25 wt% of NaOH-treated Roselle fiber blended with 9 wt% nano-silica particle (PPRFS3) offered less porosity (0.58%), and homogenous fiber and particle distribution in polypropylene matrix was confirmed via surface morphology. The results were improved microhardness (114 ± 1.05 HV), superior flexural strength of 128.67 ± 0.85 MPa, good fracture toughness of 2.32 MPa m1/2, and a low water absorption rate of 0.0975%.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
While compared to synthetic fibers, natural fibers are gathering significance in eco-friendly polymer composite for the structural and interior of automotive, sports equipment, electronic, housewares, and aerospace applications [1, 2]. Natural fibers are readily available, have low cost, have high strength, are easy to recycle, and have extended fatigue life [3]. The particle reinforcement experienced in polymer composite was found to have good adhesive behavior and has the ability to withstand high tensile load and resist displacement failure [4]. The hexagonal-type crystals were chosen as filler material, having high scratch resistance and thermal stability compared to others [5]. Silica gathered significance in fiber-reinforced polymer matrix hybrid composite [6, 7] and was extracted from natural waste biomass such as rice husk ash [8,9,10], corn cob [11], coffee husk [12], maize stalk [13], bio-source [14], and cow dunk ash [15]. Moreover, the characteristics of the composite were decided by the selection of matrix, fiber, filler, processing techniques, and curing method [16, 17].
Recently natural fiber-reinforced polymer matrix composites were widely investigated and found to have superior mechanical, thermal, and wear characteristics [18, 19]. Basalt fiber-reinforced polypropylene composite’s dry sliding wear properties were studied under 10–30-N load at 300 to 900 rpm. They reported that a composite containing 15 Vol% basalt fiber offered high wear resistance and coefficient of friction [20]. Soundhar et al. [21] synthesized the Roselle fiber and silica nanoparticle-reinforced polyurethane hybrid nanocomposite, and its behavior was optimized via response surface methodology. They reported that silica (2 wt%) in polyurethane composite has good mechanical and thermal properties. Singh et al. [22] synthesized the natural hemp-sisal fiber-reinforced epoxy hybrid composite enhanced by adding 0, 1, 2, 3, and 4 wt% of silica nanoparticles. They studied the physical, mechanical, and wear properties of the composite. They found that 2 wt% of silica offered high hardness, tensile, and impact strength. Moreover, the presence of 3 wt% silica nanoparticles showed the maximum flexural strength and wear resistance.
Moreover, the high-density polyethylene composite was fabricated with constant weight percentages of NaOH-treated Hibiscus sabdariffa bast fiber by Venkatesh et al. [23], and its characteristics were enhanced by the additions of silica nanoparticles at different weight fractions. They reported that the composite containing 7 wt% silica nanoparticles showed superior flexural strength and reduced water absorption. Dinesh et al. [24] investigated the effect of nano-silica and layering sequences on the mechanical behavior of banyan and Kenaf composite. They reported 20/20 combinations of banyan and Kenaf fiber with 2 wt% silica having high flexural strength. The epoxy/Kenaf/silica hybrid composites were synthesized by Jaafar et al. [25], and they studied the influences of liquid natural rubber on microstructure and mechanical properties of composite for automotive applications. They found that enhancement of tensile strength was due to the additions of 1 part per hundred of resin in epoxy/Kenaf/silica hybrid composite. Recently, the epoxy hybrid composite developed with silica and Kenaf fiber via hand layup technique was found to have maximum impact and flexural strength composite [26].
Moreover, the chemical-treated natural fiber facilitated good mechanical performance [27]. Most automotive components’ application-related polymer matrix composites were developed with natural fiber [28]. Kenaf, bamboo fiber, and clay hybrid composites were developed and the behavior of composites was studied [29]. However, alkali-treated natural fiber offered better mechanical, surface morphological, and absorption characteristics than untreated natural fiber [30].
Based on the above literature, natural fiber-reinforced composites were found to have low inherent adhesive and water absorption behavior. In addition, the filler material helps to occupy the intermediate space between the matrix and fiber. Most polymer matrix composite characteristics were enhanced by introducing ceramic silica filler and were gathered from suppliers. The research presents the significance of bryophyllum pinnatum leaf waste–recycled silica nanoparticle utilized as filler hybridizer on physical, microstructural, water absorption, and mechanical properties of Roselle fiber–synthesized polypropylene composites.
2 Materials and methods
2.1 Bryophyllum pinnatum leaf waste–recycled silica extraction
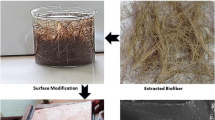
Figure 1 illustrates the process representation for silica extraction from bryophyllum pinnatum leaf waste. Initially, the waste bryophyllum pinnatum leaves are collected from natural residues and immersed in distilled water for 30 min to help remove the impurities. After the process, they were kept in an open atmosphere and dried at test room temperature (27 ± 1 °C) for 2 days.

Flow process layout for silica extraction from bryophyllum pinnatum leaf waste
The required quantity of dry state waste bryophyllum pinnatum leaves was kept in a planetary ball mill and crushed to a fine powder and leached in a solution of precursors for 3 h. The leached particles were placed in an electrical furnace, and 200 °C was maintained for the next 3 h and blended with NaOH solution at the ratio of 1:6. Its temperature was raised to 400 °C for 2 hours with manual stirring action, and sodium silicate and silica solution were discovered. Then it was subjected to hydrolysis –condensation to obtain the gel converted into fine powder by drying. Finally, the fine powder was compaction process found heat treat silica block converted into fine nano silica particles.
2.2 Material selection
In the present investigation, spherical-shaped polypropylene, chopped Roselle fiber (NaOH treated), and silica nanoparticles derived from bryophyllum pinnatum leaves are considered a matrix, primary phase reinforcement, and secondary phase filler.
Polypropylene has low density (0.89 g/cm3), good strength, high heat, fatigue, and chemical resistance [18, 20]. Among the various natural fibers, the Roselle fiber facilitates good mechanical and thermal properties [19, 21]. Moreover, the silica offered high hardness, resistance to scratch, and good thermal stability [31].
2.3 Fabrication of polypropylene hybrid nanocomposites
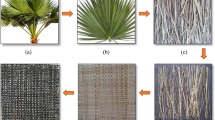
Figure 2a–c represents the actual setup of injection molding, developed sample, and flow process diagram for composite fabrication. Roselle fiber is subjected to the NaOH treatment process to enhance adhesive characteristics. Many researchers reported that natural fibers subjected to chemical treatment were found to have good adhesive behavior, which results in increased bonding strength and superior mechanical properties [23,24,25].

a Actual setup of injection molding machine, b developed composite samples, and c flow process diagram for composite fabrication
After the treatment, the required quantity of spherical-shaped polypropylene, chopped Roselle (NaOH treated) fiber, and silica nanoparticles (50 nm) was mixed uniformly and fed into a feed hopper arrangement, as shown in Fig. 2a. Table 1 represents the compositions for polypropylene composite fabrication.
The hopper feedstock was connected to the vertical cylinder barrel unit, and its temperature was gradually increased from 100 to 600 °C via the control panel. The thermocouple system was incorporated for monitoring the temperature of the barrel. The composition blend was injected into a rectangular die to find the 150 mm × 50 mm × 10 mm composite sample, and its developed composite samples are shown in Fig. 2b. The developed composites were subjected to cool by natural convection and shaped as per test standards.
2.4 Composite behavior study
2.4.1 Density of composites
According to ASTM D792 [23], the actual density of developed composites is measured. The theoretical density and porosity were calculated using Eq. 1 (rule of mixture) and Eq. 2.
where ρc, ρm, and ρf are the density of composite, matrix, and filler and Vc, Vm, and Vf are the composite, matrix, and filler volume
2.4.2 Surface morphology of composites
The TESCAN model scanning electron microscope was used to analyze the microstructure of developed polypropylene hybrid nanocomposites. The velvet fine polished 10 mm × 10 mm × 10 mm sample was used for microscope analysis.
2.4.3 Water absorption properties of composites
The water absorption characteristics of polypropylene composite with and without fiber and filler were measured using ASTM D570 (76.2 × 25.4 × 4 mm3) [32].
2.4.4 Micro-Vickers hardness of composite
The resistance to indentation capacity for developed polypropylene composites with and without fiber and filler was measured by a 100-g applied load for 20 s (ASTM E384) [22]. The three indentations were taken in a single sample and found that the mean value of the three was considered the composite sample’s actual hardness.
2.4.5 Flexural strength of composite
Based on the ASTM D790 standard, a universal testing machine tested the flexural strength of the developed composites. The three trials were executed from each sample, and the mean of the three trials was considered. The dimension of the sample was 100 × 12.7 × 3.5 mm3 [22].
2.4.6 Fracture toughness of composite
The ASTM D399 standard was followed to evaluate the fracture toughness of developed composite samples through a universal fracture toughness testing machine. The dimensions of all the testing samples are shown in Fig. 3.

Dimensions of all testing samples. a Density/SEM, b water absorption, c microhardness/fracture toughness, and d flexural strength
3 Result and discussions
3.1 Density and porosity of developed composite samples
Figure 4 represents the actual and theoretical density bar chart, and the scatter plot shows the porosity percentages of PP, PPRF, PPRFS1, PPRFS2, and PPRFS3 hybrid nanocomposites. It was clearly shown in Fig. 4 that the actual density of the composite was lower than the theoretical density and resulted in variations in the composite’s porosity. Moreover, the actual and theoretical densities of composites were gradually increased with increased content of fiber and filler materials. The actual density of PP without fiber and filler was found to be 0.881 g/cc and improved by 0.989, 1.023, 1.057, and 1.091 g/cc on the additions of 25 wt% Roselle fiber and varied weight percentages of silica. The improvement in density was due to the presence of silica content. According to the mixture rule, the composite density was varied due to the compositions of matrix, reinforcement, and fabrication process [5]. Moreover, the weight PPRFS3 composite was saved by 7.5% [23].

Density and porosity of developed composite samples
Similarly, composite porosity decreased gradually with increased silica nanoparticle content. The effective injection process leads to reduced porosity. Moreover, the composite porosity was shown to be less than 1%. There was no major impact on the failure of the composite. Reduction of composite porosity benefits superior mechanical characteristics.
3.2 Surface morphology of developed composite samples
Figure 5a–e shows the surface morphology of developed PP, PPRF, PPRFS1, PPRFS2, and PPRFS3 hybrid nanocomposite samples. It showed it proved the presence of fiber and fillers in a polypropylene matrix. Figure 5a illustrates the PP composite without fiber and filler; more patches are found. It was due to temperature variations during the fabrication process. Figure 5b indicates the PPRF composite containing 25 wt% of Roselle fiber and was distributed like unspecified patches. But it was spread widely in the polypropylene matrix and showed an excellent bonded fiber-matrix structure. The selection of the process and its parameters was decided by the composite bonding effect [6].

Surface morphology of a PP, b PPRF, c PPRFS1, d PPRFS2, e PPRFS3
The polypropylene matrix with Roselle fiber and silica nanoparticles was effectively bonded, and more than one fiber bonded with the silica interface in the polypropylene matrix is shown in Fig. 5c. Moreover, the polypropylene matrix showed the layer-by-layer formation.
Figure 5d depicts the surface morphology of PPRFS2 and found uniform silica nanoparticle distribution in a polypropylene matrix. The injection process makes the effective bonding between fiber, filler, and matrix. The few voids are identified in Fig. 5d. There was no major effect of mechanical failure.
Figure 5e depicts the surface morphology of PPRFS3, which clearly shows the presence of Roselle fiber and silica nanoparticles in a polypropylene matrix. Based on higher silica content in the polypropylene matrix showed an even-distributed particle. It results in increased mechanical properties of the composite. Moreover, the Roselle fiber and silica nanoparticles in polypropylene showed a well-bonded microstructure and enhanced the composite’s quality and properties.
3.3 Water absorption behavior of developed composite samples
Figure 6 indicates the scatter plot representation for the influences of bryophyllum pinnatum leaf waste–recycled silica on water absorption of developed PP, PPRF, PPRFS1, PPRFS2, and PPRFS3 composites.

Water absorption percentages vs time to the immersion of developed composite samples
It was tested for 15 days (360 h), and the absorption behavior was noted by each day (24 h) span at elevated temperature (28 ± 1 °C). The outcome results showed that the percentage of water absorption differed from 0.0975 to 0.14%. Moreover, the percentages of water absorption gradually decreased with increasing the content of silica nanoparticles. It was due to NaOH-treated Roselle fiber limiting the water absorption. However, the composite percentage of water absorption was hiked due to the effect of capillary action [23]. It was noted from Fig. 6 that percentage of water absorption of PP was found to be 0.14% at the 24-h immersion test. After 15 days, it showed a slight variation of 0.1390%.
Similarly, PPRF, PPRFS1, PPRFS2, and PPRFS3 facilitate limited water absorption. However, the PPRFS3 composite found least percentage of water absorption was 0.0975% (after 15 days). There was no major impact due to water absorption proved.
The influences of silica content and NaOH-treated Roselle fiber on water absorption percentages of polypropylene composite are shown in Fig. 7. The trend for the percentage of water absorption gradually decreased with increased silica content. The water absorption percentage of PP showed 0.139% and was reduced to 0.1283, 0.1182, 0.1081, and 0.0975% on increased silica content. The decreased water absorption percentage was due to NaOH Roselle fiber combination with silica. Moreover, the matrix material (polypropylene) resists the chemical reaction and water absorption [5]. Moreover, the effective interfacial bonding between the matrix and reinforcement resists water absorption [6].

Silica content on the percentage of water absorption on developed composite samples
3.4 Microhardness of developed composite samples
Here, Fig. 8 illustrates the microhardness of developed composite samples containing constant weight percentages of Roselle fiber (25 wt%) and varied weight percentages of silica nanoparticles. The primary and secondary Y-axes represent the microhardness and silica filler content. It was noted from Fig. 8 that the microhardness of polypropylene composite without reinforcement was 29 ± 0.3 HV, and the additions of Roselle fiber in the PP matrix found the increased hardness of 32 ± 0.1HV. The PPRFS1 composite prepared with 25 wt% Roselle fiber and 3 wt% silica nanoparticle facilitated good hardness and improved by 24% compared to the PP composite without reinforcements. It was due to the effective interfacial bonding strength between the matrix and reinforcement leading to resist the indentation against the applied load. The NaOH-treated fiber has good adhesive properties [10].

Microhardness of developed composite samples
In addition, 6 wt% and 9 wt% of silica nanoparticles present in PP/25 wt% Roselle fiber found the increased microhardness of 38 ± 0.2 HV and 41 ± 0.1 HV, respectively. While the hardness of PPRFS3 and PPRFS4 composite was compared to PP, this increased by 31% and 41%, respectively. The hardness enhancement was due to hard silica particles in PP matrix/25 wt% Roselle fiber, which could resist the indentation during the applied load. The homogenous particle distribution was the prime reason for increased hardness and wear resistance [20, 22]. It is evidenced in Fig. 5d–e. However, the bryophyllum pinnatum leaf waste–recycled silica content facilitates good hardness.
3.5 Flexural strength of developed composite samples
The flexural strength of polypropylene composite synthesized with 25 wt% of Roselle fiber and 0, 3, 6, and 9 wt% of silica nanoparticle is shown in Fig. 9, along with a silica content scatter plot. Here, Fig. 9 proves the presence of Roselle fiber and its significant improvement in flexural strength. The flexural strength of Roselle fiber/silica nanoparticle–reinforced polypropylene composite was higher than that of polypropylene composite without reinforcements. The flexural strength of mold polypropylene was 53.85 ± 0.85 MPa, and improved by 31.79% due to the presence of Roselle fiber treated with NaOH, and found good interfacial bonding strength between matrix and reinforcements was proved in Fig. 5b–e.

Flexural strength and flexural modulus of developed composite samples
Previous literature found that the natural fiber subjected to chemical treatment prepared polymer matrix composite has superior mechanical characteristics [10]. At the same time, the introduction of 3, 6, and 9 wt% of silica nanoparticle in the PP matrix along with 25 wt% of Roselle fiber showed a significant improvement in flexural strength as 95.47 ± 0.5 MPa, 121.51 ± 0.5 MPa, and 128.67 ± 0.85 MPa, respectively. This value is higher than the PP and PPRF composites. The presence of silica nanoparticle led to withstand the maximum compressive load and resist the dislocation of particles. Moreover, the hard ceramic silica offered good stability on higher loads [9,10,11,12]. However, the flexural strength of the PPRFS3 composite was enhanced when compared to past reported values [21].
3.6 Fracture toughness of developed composite samples
Figure 10 depicts the fracture toughness of polypropylene composite fabricated with silica nanoparticles and constant weight percentages of Roselle fiber.

Fracture toughness of developed composite samples
From Fig. 10, the fracture toughness of the developed composite sample without silica and Roselle fiber showed 1.31 MPa m1/2 and progressively increased by the inclusions of 25 wt% Roselle fiber as 0, 3, 6, and 9 wt%, respectively. Moreover, the presence of Roselle fiber as 25 wt% in polypropylene matrix increased the fracture toughness composite by 2.05 MPa m1/2. It was due to NaOH-treated Roselle fiber limiting the crack propagation during the high load and withstanding the maximum load. Similarly, the silica nanoparticle facilitates structural stability during sudden load [22]. While the composite prepared with silica nanoparticles as 3, 6, and 9 wt% showed marginal improvement in fracture toughness, the composite containing 6 wt% silica nanoparticle blended with 25 wt% Roselle fiber facilitated higher fracture toughness 2.67 ± 0.11GPa and improved two times that of the PP composite sample. The homogenous silica filler/Roselle fiber distribution in polypropylene was the main reason for improved fracture toughness. Higher than 6 wt% of silica establishes reduced fracture toughness. It was due to the higher content of silica nanoparticles making a brittle fracture.
4 Conclusions
The polypropylene composite was effectively synthesized with NaOH-treated (natural) Roselle fiber (25 wt%) with different weight percentages (0, 3, 6, and 9 wt%) of silica from bryophyllum pinnatum leaf waste through injection mold process and found to have good adhesive properties, increased fracture toughness, and limited water absorption. Based on the investigational report, the main findings are concluded below.
-
The bryophyllum pinnatum leaf waste–recycled silica nanoparticle (9 wt%)–reinforced polypropylene/25 wt% Roselle fiber hybrid nanocomposite found superior mechanical and microstructural characteristics. The density of the PPRFS3 composite was 1.091 g/cc with reduced porosity percentages of 0.58%.
-
Scanning electron microscope–analyzed composite samples showed the homogenous particle distribution with identical Roselle fiber and silica nanoparticle as good interfacial bonding strength.
-
The water absorption of the PPRFS3 (PP/25 wt% Roselle fiber/9 wt% silica nanoparticles) hybrid nanocomposite was limited by 0.0975% at the 360-h immersion test.
-
The PPRFS3 (PP/25wt% Roselle fiber/9 wt% silica nanoparticles) composite found maximum hardness and flexural strength of 41 ± 0.1 HV and 128.67 ± 0.85MPa. These composites were compared to polypropylene composites without reinforcements and showed a 41.37% improvement in micro 1.38 times in flexural strength.
-
The PPRFS3 (PP/25 wt% Roselle fiber/9 wt% silica nanoparticles) composite showed an optimum fracture toughness value and increased by 77% compared to PP composites.
Data availability
All the data required are available within the manuscript
Abbreviations
- NaOH:
-
Sodium hydroxide
- wt%:
-
Weight percentage
- PP:
-
Polypropylene
- PPRF:
-
Polypropylene/Roselle fiber
- PPRFS1:
-
Polypropylene/Roselle fiber/silica sample 1
- PPRFS2:
-
Polypropylene/Roselle fiber/silica sample 2
- PPRFS3:
-
Polypropylene/Roselle fiber/silica sample 3
- HV:
-
Hardness value
- MPa:
-
Megapascal
- Vol%:
-
Volume percentage
- nm:
-
Nanometer
- mm:
-
Millimeter
- ASTM:
-
American Society for Testing and Materials
- GPa:
-
Gigapascal
References
Sasikumar R, Prabagaran S, Kumaravel S (2023) Effect of tamarind fruit fiber contribution in epoxy resin composites as biodegradable nature: characterization and property evaluation. Biomass Convers Biorefin. https://doi.org/10.1007/s13399-023-04465-6
Mochane MJ, Motaung TE, Motloung SV (2018) Morphology, flammability, and properties of graphite reinforced polymer composites. Systematic review. Polym Compos 39:E1487. https://doi.org/10.1002/pc.24379
Gholampour A, Ozbakkaloglu T (2020) A review of natural fiber composites: properties, modification and processing techniques, characterization, applications. J Mater Sci 55:829–892. https://doi.org/10.1007/s10853-019-03990-y
Reddy RM, Rajiv A, Verma A, Sahu CP, Venkatesh R, Poures MVD, Iqbal A (2023) Hybridization effect of kevlar fiber composite made with silica from waste Banbusa Vulgaris leaves: mechanical and energy absorption properties. Silicon. https://doi.org/10.1007/s12633-023-02561-w
Adin H, Sukruadin M (2022) Effect of particles on tensile and bending properties of jute epoxy composites. Mechan Test /Metal 64(3):401–411. https://doi.org/10.1515/mt-2021-2038
Dhanasekara K, Krishnan AM, Parthiban N, Negash K (2023) Influences of nanosilica particles on density, mechanical, and tribological properties of sisal/hemp hybrid nanocomposite. Adv Polym Technol 2023:3684253. https://doi.org/10.1155/2023/3684253
Sinha RK, Sridhar A, Purohit R, Malviys KR (2020) Effect of nano SiO2 on properties of natural fiber reinforced epoxy hybrid composite: a review. Mater Today: Proc 26:3183–3186. https://doi.org/10.1016/j.matpr.2020.02.657
Ladowski M, Strugala G, Budzik K, Imielinska K (2017) Impact damage in SiO2 nanoparticle enhanced epoxy – carbon fibre composites. Compos Part B 113:91–99. https://doi.org/10.1016/j.compositesb.2017.01.003
Rafiee E, Shahebrahimi S, Feyzi M, Shaterzadeh M (2012) Optimization of synthesis and characterization of nanosilica produced from rice husk (a common waste material). Int Nano Lett 2:29. https://doi.org/10.1186/2228-5326-2-29
Venkateswaran S, Yuvakkumar R, Rajendran V (2013) Nano silicon from nano silica using natural resource (Rha) for solar cell fabrication. Phosphorus Sulfur Silicon Relat Elem 188:1178–1193. https://doi.org/10.1080/10426507.2012.740106
Halip JA (2021) A review: chemical treatments of rice husk for polymer composites. Biointerface Res Appl Chem 11:12425–11243. https://doi.org/10.33263/BRIAC114.1242512433
Sharma N, Sharma P, Parashar AK (2022) Incorporation of silica fume and waste corn cob ash in cement and concrete for sustainable environment. Mater Today Proc 62(6):4151–4155. https://doi.org/10.1016/j.matpr.2022.04.677
Blesson S, Rao AU (2023) Agro-industrial-based wastes as supplementary cementitious or alkali-activated binder material: a comprehensive review. Innov Infrastruct Solut 8:125. https://doi.org/10.1007/s41062-023-01096-8
Adebisi J, Agunsoye J, Bello S, Ahmed I, Ojo O, Hassan S (2017) Potential of producing solar grade silicon nanoparticles from selected agro-wastes: a review. Sol Energy 142:68–86. https://doi.org/10.1016/j.solener.2016.12.001
Ashori A (2008) Wood-plastic composites as promising green composites for automotive industries. Bioresour Technol 99:4661–4667. https://doi.org/10.1016/j.biortech.2007.09.043
Karthikeyan MKV, Sasikumar R, Priya CB, Madhu S (2023) Effective utilization of silica from waste cow dung ash filler reinforced biodegradable jute epoxy composites: influence of silica on its mechanical properties. Biomass Convers Biorefin. https://doi.org/10.1007/s13399-023-04505-1
Behera BK, Dash BP (2014) Mechanical behaviour of 3D woven composites. Mater Design 67(2015):261–271. https://doi.org/10.1016/j.matdes.2014.11.020
Nayak S, Nayak RK, Panigrahi I (2021) Effect of nano-fillers on low-velocity impact properties of synthetic and natural fibre reinforced polymer composites- a review. Adv Mater Process 00(2021):1–24. https://doi.org/10.1080/2374068X.2021.1945293
Petrucci R, Nisini E, Puglis D, Sarasini F, Rallini M, Santulli C, Minak G, Kenny JM (2015) Tensile and fatigue characterization of textile cotton waste/polypropylene laminates. Compos B: Eng 81:84–90. https://doi.org/10.1016/j.compositesb.2015.07.005
Tasdemir M, Gul C, Cocak D (2020) Use of Roselle (Hibiscus sabdariffa) in composite materials for sustainability. In: Sustainability in the Textile and Apparel Industries. Springer, pp 97–115. https://doi.org/10.1007/978-3-030-38013-7_5
Krishnaraj M, Thirugnanasambandham T, Arun R, Vaitheeswaran T (2019) Fabrication and wear characteristics basalt fiber reinforced polypropylene matrix composites. SAE Technical Paper. https://doi.org/10.4271/2019-28-2570
Soundhar A, Rajesh M, Jayakrishna K, Sultan MTH, Shah AUM (2019) Investigation on mechanical properties of polyurethane hybrid nanocomposite foams reinforced with roselle fibers and silica nanoparticles. Nanocomposites 5(1):1–12. https://doi.org/10.1080/20550324.2018.1562614
Singh T, Gangil B, Ranakoti L, Joshi A (2021) Effect of silica nanoparticles on physical, mechanical, and wear properties of natural fiber reinforced polymer composites. Polym Compos 42:2396–2407. https://doi.org/10.1002/pc.25986
Venkatesh R, Roopashree R, Sur S, Kumar G, Raja P, De Poures MV (2023) Investigation and performance study of Hibiscus sabdariffa bast fiber-reinforced HDPE composite enhanced by silica nanoparticles derived from agricultural residues. Fibers Polym 24:2155–2164. https://doi.org/10.1007/s12221-023-00221-9
Dinesh D, Gurusamy P, Deepak Sureshkumar R (2023) Influence of nano-silica and layering sequence on the mechanical properties of kenaf and banyan fibers reinforced composites. Silicon. https://doi.org/10.1007/s12633-023-02460-0
Aiza Jaafar CN, Zainol I, Ishak NS, Ilyas RA, Sapuan SM (2021) Effects of the liquid natural rubber (LNR) on mechanical properties and microstructure of epoxy/silica/kenaf hybrid composite for potential automotive applications. J Mater Res Technol 12:1026–1038
Jagadeesh P, Puttegowda M, Boonyasopon P, Siengchin S (2022) Recent developments and challenges in natural fiber composites: a review. Polym Compos 43(5):2545–2561. https://doi.org/10.1002/pc.26619
Ilyas RA, Sapuan SM, Hassan CS et al (2021) Chapter 3 - macro to nanoscale natural fiber composites for automotive components: research, development, and application. In: Biocomposite and Synthetic Composites for Automotive Applications, pp 51–105. https://doi.org/10.1016/B978-0-12-820559-4.00003-1
Jawaid M, Chee SS, Asim M, Saba N, Kalia S (2022) Sustainable kenaf/bamboo fibers/clay hybrid nanocomposites: properties, environmental aspects and applications. J Leaner Prod 330:129938. https://doi.org/10.1016/j.jclepro.2021.129938
Radzi FSM, Suriani MJ, Abu Bakar A, Eldin SM et al (2023) Effect of reinforcement of alkaline-treated sugar palm/bamboo/kenaf and fibreglass/kevlar with polyester hybrid biocomposites: mechanical, morphological, and water absorption properties. J Mater Res Technol 24:4190–4202. https://doi.org/10.1016/j.jmrt.2023.04.055
Mohana Krishnan A, Dineshkumar M, Venkatesh R, 2022, ‘Evaluation of mechanical strength of the stir-casted aluminium Metal matrix composites (AMMCs) using Taguchi method’, Mater Today Proc, Volume 62, Part 4, 1943-1946
R Venkatesh, P. Raja Sekaran, 2022, ‘Adsorption and photocatalytic degradation properties of bimetallic Ag/MgO/biochar nanocomposites, Adsorp Sci Technol 2022 3631584, 14. https://doi.org/10.1155/2022/3631584
Acknowledgements
The authors would like to acknowledge the Researchers Supporting Project number (RSP2023R373), King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study’s conception and design. Material preparation, data collection and analysis were performed by A. K., S. S., O. B., S. A. R., R. V., M. D., J. C., A. H. S., A. I., and S. K. The first draft of the manuscript was written by R. V., and all authors provided language help, writing assistance, and proofreading of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
This is an observational study. Effect of Significance of Bryophyllum Pinnatum Leaf Waste Recycled as Silica in Roselle Fiber Synthesized Polypropylene Composite: Characteristics Study and Evaluation, Research Ethics Committee has confirmed that no ethical approval is required.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kademane, A., Sur, S., Bagaria, O. et al. Synthesis and characterization study of Roselle fiber bonded polypropylene composite enriched by silica nanoparticles derived from bryophyllum pinnatum leaf waste. Biomass Conv. Bioref. (2023). https://doi.org/10.1007/s13399-023-04718-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-04718-4