
Abstract
To solve the problems of large taper and poor surface quality of micro-holes processed by laser direct machining (LDM), this study proposed a laser and backside electrolytic hybrid machining (LEM) method. This method can reduce the taper and remove slags, recast layer and micro-cracks, thus obtaining high-quality micro-holes. In this study, a picosecond pulsed laser was used to drill 304 stainless-steel sheets. The quality of micro-holes is compared between LDM and LEM before and after optimizing the processing parameters; and the effect of electrolytic voltage and power frequency on the quality was studied. The results show that LDM can reduce the defects by optimizing the processing technology. The roundness is drilled by optimized LDM increased by approximately 30.5%; and the taper is reduced by approximately 35.4%. In contrast, LEM can further improve the outlet roundness and reduce the taper, the oxygen content, and inner roughness based on LDM. The taper decreased by approximately 31.6%; the roundness of the hole outlet increased by approximately 14.8%; the oxygen content and roughness of hole wall decreased by approximately 60.1 and 65.4%, respectively. With the increase in electrolytic voltage, the quality of the inner wall becomes better, but the stray corrosion near inlet becomes worse. With the increase in the power supply pulse frequency, the edge and wall texture are more uniform and clearer, and the processing localization is enhanced.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With the rapid development of aerospace and other fields, more and more new materials, different shapes, complex structure of the hole parts appear, making requirements for the quality of micro-holes continue to improve (Ref 1). At present, micro-holes structure is developing toward small size, large depth to diameter ratio, high surface quality and dimensional accuracy, so it’s processing and manufacturing become a technical problem (Ref 2). In micro-holes processing, the commonly used processing methods are mechanical machining, laser machining, electrochemical machining, etc. These machining methods have their own characteristics, but also have certain shortcomings (Ref 3). Laser drilling is a process in which a laser is focused and then applied to a plate with a high-intensity heat source to melt, vaporize and evaporate it, followed by the formation of a hole (Ref 4). Laser machining has become one of the mainstream methods of micro-holes processing due to its high efficiency, high speed, no pollution, low cost and wide application range (Ref 5, 6). However, the micro-holes processed by laser directly machining still have some problems such as large taper, slag particles, recast layer, micro-cracks and irregular hole shape. It is difficult to completely avoid all these processing defects even with picosecond laser (Ref 7, 8). Electrochemical machining (ECM) is a processing method that uses the electrochemical principle of anodic dissolution of workpiece in electrolyte to reduce material (Ref 9, 10). ECM has many advantages, such as good machining surface quality, no loss of tool electrodes, no cutting forces, burrs and deformations (Ref 11). However, there are also some shortcomings in ECM, such as occasional stray corrosion during processing and difficulties in manufacturing micro-tool electrodes (Ref 10, 11).
In order to further improve the quality of micro-holes processed by laser, many scholars have conducted solution-assisted experiments and obtained some progress. Krstulovic (Ref 12) et al. performed laser drilling on aluminum in water and air environments, and found that water-assisted laser drilling can reduce micro-holes roughness. Jiao (Ref 13) et al. used femtosecond lasers to drill silicon in air, methanol, ethanol and IPA environments, respectively, and found that liquid-assisted laser can reduce slags production and holes taper. But, Ma (Ref 14) et al. found that a thicker solution layer can severely loss the laser energy and reduce the processing efficiency. Duan (Ref 15) et al. used electrochemical corrosion as post-treatment to remove the recast layer after laser drilling, and achieved high-quality and efficient micro-holes processing. However, single liquid-assisted laser drilling cannot completely remove slags, burrs and other impurities in the hole. ECM and laser processing are all non-contact processing, which will not produce contact stress and deformation, and have theoretical basis for hybrid machining (Ref 16, 17). Zhang (Ref 18) et al. compared the effect of laser machining micro-holes on stainless steel with and without jet electrolysis, and found that laser and jet electrolysis combined machining technology could effectively remove recast layer and spatter, but the efficiency of laser machining is reduced by about 30%.
The LEM method proposed in this study can avoid the weakening effect of the solution on the laser when the micro-holes are not formed. Then, when the laser breaks down the workpiece, the electrolyte flows into the holes. At this time, the laser interacts with the electrolyte, resulting in plasma shock and cavitation shock (Ref 14). This can remove the hole wall slag and reduce the generation of recast layer. In addition, the “tip effect” (Ref 19) of the electrolytic reaction in the micro-holes can further modify the inner wall of the holes and improve the quality. The “tip effect” means that the bulges on the inner wall of the holes are always the first to be electrolyzed during the electrolytic process. Therefore, this paper first optimizes the processing technology. This has improved the phenomenon that the outlet of the micro-holes in laser processing has poor morphology and the whole is oval. Then, the high-quality micro-holes with small taper and good morphology were processed by using the LEM. The effect of voltage and frequency in electrolytic parameters on the morphology and wall quality of micro-holes was also discussed.
2 Test Apparatus and Method
2.1 Test Equipment
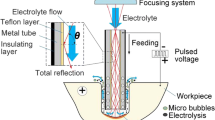
The schematic diagram of LEM device is shown in Fig. 1. The beam from the laser is amplified by the beam expander and then incident on the reflector, and then reflected into the galvanometric scanning system, and then focused on the stainless-steel sheet placed in the solution tank through the focusing lens. The positive pole of the pulse power supply is connected to the stainless-steel sheet, and the negative pole is connected to the tool electrode. Among them, the light source is PX100-1-GM model Nd:YAG infrared picosecond pulsed laser (wavelength 1064 nm, pulse width 12 ps, spot diameter 20 μm, peak output power 70 W, pulse frequency minimum 0.2 MHz) produced by Germany Edge Wave company. The power supply is a flat wave/bidirectional pulse wave adjustable power supply (GKPT digital control type) with a peak output voltage of 50 V produced by Shenzhen Shi Cheng Electronic Technology Co.

Schematic diagram of LEM device
2.2 Test Materials and Methods
Due to the low cost, high temperature resistance, and corrosion resistance, SS304 is widely used in many fields such as aerospace and automotive manufacturing. Therefore, SS304 has been attracted wide attention by many scholars (Ref 20). The samples used in the test are 304 stainless-steel sheets of 10 × 20 × 0.4 mm. Before the test, the samples were placed in an alcohol solution and cleaned by an ultrasonic cleaner for 15 min to remove impurities from the surface. NaNO3 (10 wt.%) solution was chosen as the electrolyte (Ref 20). In the test, the above machining device was used for machining. In the process of machining, in order to reduce the random error, six holes will be processed with the same parameters each time. After machining, the samples were cleaned by ultrasonic cleaner again, and then the size of micro-holes was measured by CCD camera and the taper of micro-holes was calculated (Fig. 2), and the morphology of micro-holes was observed by scanning electron microscope (SEM). To observe the morphology of the inner wall of the micro-holes, the samples were first cut close to the micro-holes, and then sanded and polished to the cross section with sandpaper (sandpaper type from 320 to 2000 mesh in order), then cleaned with ultrasonic cleaner. Finally, the morphology of the inner wall of the micro-holes was observed by SEM, and the wall of the micro-holes was scanned for elements, and the roughness of the inner wall of the micro-holes was measured by laser confocal microscope.

(a) Schematic diagram of micro-hole diameter measurement, (b) schematic diagram of micro-hole taper calculation, (c) schematic diagram of micro-hole roundness calculation
In the above, the calculation method of micro-hole taper is shown in Fig. 2. The aperture of each hole is measured every 60°, the average value is taken, and then the micro-holes taper is calculated. The calculation formula is as follows:
In the formula, θ is the micro-hole taper, D is the inlet diameter, d is the outlet diameter, and H is the sample thickness.
In addition, the formula for calculating the roundness of micro-holes is as follows:
In this formula, ο is the micro-hole roundness, dmin is the shortest diameter side, dmax is the longest diameter side.
2.3 Experimental Principle
Figure 3(a) shows the schematic diagram of LDM micro-holes. During the processing, the slag and other products generated by the interaction between the laser and material are discharged from the inlet and outlet of the micro-holes, respectively. In the process of outward discharge, the slag gradually cools and accumulates near the orifice, forming surface residue and burr. Some of the molten material that cannot be discharged solidifies again and adheres to the hole wall, forming a recast layer. And in the laser processing group holes, the heat accumulation generated by the laser action on the material will cause thermal deformation of the thinner stainless-steel sheet, and even produce micro-cracks, which will seriously affect the quality of the micro-holes.

Schematic diagram of processing principle (a) LDM, (b) LEM, (c) schematic diagram of reflection and refraction of laser from electrolyte, (d) schematic diagram of the “tip effect”
The LEM method used in this paper is shown in Fig. 3(b). When the workpiece is not broken down by the laser, the electrolyte has a cooling effect on the plate. It can reduce the heat affected zone of the laser and avoid the weakening of the laser energy by the electrolyte. When the workpiece is broken down by the laser, the electrolyte will flow into the micro-holes due to the capillary phenomenon. On the one hand, the electrolyte interacts with the laser. It will make the laser reflect and refract. These occur at the interface between the air and the solution. It can realize the secondary removal of the material by laser and reduce the taper of the hole (Ref 14). The reaction principle of laser and electrolyte is shown in Fig. 3(c). Moreover, the high-energy laser beam will cause optical breakdown of the electrolyte, resulting in plasma shock and cavitation shock. It can remove the slags on the hole wall and reduce the formation of recast layer. It can also promote the renewal of electrolyte in the hole and enhance the speed of electrolytic reaction in the hole. On the other hand, due to the “tip effect” (Ref 19) (as shown in Fig. 3d), the bulges on the inner wall of the holes are always the first to be electrolyzed. This will repair the uneven phenomenon of the inner wall of the hole, make the inner wall flatter, thus improving the quality of the micro-holes.
3 Results and Discussion
3.1 Comparison of Micro-holes Quality between LDM and Laser Backside Electrolytic Hybrid Machining
Two machining methods were tested by picosecond laser on 0.4 mm thick 304 stainless-steel sheets. The scanning path was concentric circles, and the machining method was rotary cutting holes layer by layer. The laser parameters were shown in Table 1.
In this table, P is the laser energy, f is the laser frequency, x is the layer feed distance, N is the number of layers, n is the number of elements (number of laser processing in a layer), v is the scanning speed and the z is the defocusing amount.
In addition, the electrolytic parameters in the hybrid machining were: electrolysis voltage was 4 V, the power supply frequency was 3 kHz, the power supply duty cycle was 50%, the distance between tool cathode and workpiece anode was 0.7 cm, and the electrolyte was a solution of 10 wt.% NaNO3.
Figure 4 shows the inlet and outlet morphologies of micro-holes processed by LDM and LEM at different laser energies. It can be seen that the edge of the inlet and outlet of the micro-holes processed by laser directly machining is irregular. Its outlet is small and the overall shape is oval. It has been calculated to have a taper of 8.50° and a roundness of 0.552. In addition, there is an obvious recast layer in the hole. Overall, the defects are obvious. The hybrid machining method can improve the quality of micro-holess to some extent. The roundness of the micro-hole is increased by approximately 14.9% and the taper is decreased by approximately 24.0%. But it is also limited. When the energy increases to 10 W, the outlet of the micro-holes became larger, the edge of the micro-holes became neat and the burrs were reduced. What is more obvious is that its roundness increased and the taper decreased. The roundness of the micro-holes processed by laser directly increased by approximately 18.7% to 0.655. Its taper is reduced by approximately 14.8% to 7.24°. The roundness of the micro-holes processed by LEM was increased by approximately 22.9% to 0.779. Its taper is reduced by approximately 21.5% to 5.07°. Therefore, we believe that increasing the laser energy appropriately is an effective way to improve the quality of micro-holes for both processing methods.

SEM image of micro-holes inlet and outlet, LDM (a-a1, c-c1), LEM (b-b1, d-d1)
However, there is a gap at the outlet edges of the micro-holes obtained by both processing methods in the figure, and an overall oval shape. The reasons are analyzed. On the one hand, the laser machining method used in this paper was to rotary cutting holes layer by layer. When the material removed from each layer is too thick, stress will be generated when processing to the last layer. This will cause material fracture when the material is broken down, resulting a gap at the edge of the micro-holes outlet (Ref 8). On the other hand, due to the influence of the laser polarization state, the laser is distributed in Gaussian during the processing (Ref 21). With the increase in the hole depth, the incident angle between the laser and the hole wall is gradually increased, which makes the absorption of the hole wall to the laser asymmetric, resulting in the oval shape of the hole outlet (Ref 8, 22).
Therefore, the laser parameters and processing technology are optimized. On the one hand, the thickness of each layer was reduced, the scanning speed was reduced, and the laser energy was increased. On the other hand, the concentric circular shape of the machining path is improved to a peripheral oval shape (as shown in Fig. 5), so as to reduce the defect that the hole outlet is oval due to the laser polarization state. Electrolytic parameters remain unchanged. The optimized laser parameters are shown in Table 2.

Schematic diagram of the scan path. (a) concentric circle shape, (b) peripheral oval shape
Figure 6 shows the outlet and inlet morphology of the micro-holes obtained by the two processing methods after optimizing the exciting processing technology. It can be seen that the diameter of the micro-holes’ outlets increased and the roundness became better. The roundness of the micro-holes processed by LDM increased to 0.855, an increase of approximately 30.5%. Its taper is reduced by approximately 35.4% to 4.68°. And the original edge notch and oval phenomenon has been improved. However, there are still some problems such as slag particles and irregular outlet edge in the micro-holes processed by laser directly. This is because the interaction between the laser and the material produced plasma in the hole, which makes the laser energy at the outlet uneven, resulting in the irregular edge of the hole outlet (Ref 23, 24).

SEM image of micro-holes inlet and outlet laser directly machining (a, b), LEM (c, d)
Compared with LDM, the quality of micro-holes processed by LEM is higher. Its roundness is better at 0.894, an improvement of approximately 14.8%. It also has a smaller taper of 3.47°, a decrease of approximately 31.6%. Moreover, there is no residue left in the hole, and the outlet edge is tidier and cleaner. In addition, its inlet is also improved, mainly showing that the edges and corners become not obvious, and there is no burr attachment. However, there is some stray corrosion. This is because when the through hole was formed, the electrolyte rushed from the hole to the surface (Ref 14). On the one hand, the electrolyte interacted with the laser, reflecting and refracting the laser, resulting in the secondary removal of the material (Ref 13). On the other hand, after the electrolyte rushed to the surface, an electrolytic reaction occurred near the inlet of the hole. Surface residue and burrs were removed, but some stray corrosion was caused. On the whole, the laser and back electrolytic hybrid machining method has a remarkable effect on increasing the roundness of the holes, reducing the taper of the holes, and reducing slags and burrs.
During the micro-holes processing, the molten material that cannot be ejected re-condensed and attached to the Hole wall, forming a recast layer. The element content in the hole wall is an important basis for evaluating the slag and recast layer in the hole. The Hole wall roughness refers to the irregularity of the micro-intervals on the inner wall surface. It is expressed in Ra and is also an important standard to measure the quality of micro-holes. The micro-holes obtained by the above two machining methods were cut to the cross section and analyzed. Figure 7 shows the micro-holes wall morphology, element content and roughness. It can be seen that the hole wall morphology of the micro-holes processed by laser directly machining is relatively rough, and a large number of slags and burrs are attached. In the micro-view, they are shown as thick recast layer and micro-cracks. The oxygen content and roughness of the hole wall are high (about 7.66% and 7.8 μm, respectively), and the inner wall quality is poor. In contrast, the micro-holes processed by LEM have clean and neat hole wall morphology, no slag and burrs attached, and the oxygen content in the hole wall is greatly reduced (from 7.66% to around 3.06%, a decrease of approximately 60.1%). This is due to the interaction between laser and electrolyte, which reduces the formation of recast layers and micro-cracks (Ref 13). Moreover, the “tip effect” (Ref 19) of electrolytic reaction removes the bulges on the hole wall, making the microscopic texture (Ref 25) of the hole wall uniform, clear and smooth, reducing the roughness (from 7.8 μm down to around 2.7 μm, a decrease of approximately 65.4%).

Morphology, element content and roughness of hole wall (a-a2) LDM, (b-b2) LEM
3.2 The Effect of Voltage on the Quality of Micro-holes
The voltage in the ECM parameters is the main parameter that affects the quality of micro-holes. In order to observe the effect of voltage on the quality of micro-holes more clearly, the experiments were conducted only by changing the voltage without changing the laser parameters and other power supply parameters.
Figure 8 shows the SEM of the inlet and outlet of the micro-holes at different voltages. The pulse voltage from left to right is 3, 4 and 5 V in turn. It can be seen that when the voltage is 3 V, the edge of the hole inlet is still angular, and there is still some residue around it. There are still some slags and burrs in the hole and the edge of the outlet. In addition, stray corrosion around the inlet of the hole is not obvious. This is because the electrolytic reaction is not complete at low voltage. The residues around and in the hole cannot be completely removed. As the voltage gradually increases from 3 to 4 and 5 V, the electrolytic current increases significantly, from about 14 to 45 mA and then to about 80 mA. The electrolytic reaction becomes more pronounced, and more bubbles are produced during electrolysis. The residue such as slags and burrs in the hole is removed more thoroughly (Ref 26). The hole outlet edge is cleaner. When the voltage is 5 V, the edge of the hole inlet gradually blurred, and the hole gradually showed a horn shape. The stray corrosion phenomenon near the inlet of the hole becomes obvious and the texture morphology becomes chaotic. This is due to the uneven distribution of anions and cations in the solution as the voltage increases. Then, because the current is too concentrated at one or several places, it is more seriously eroded by electrolytic corrosion, resulting in poor morphology (Ref 20). Therefore, we believe that when the voltage is 4 V, the quality of the processed micro-holes is higher.

SEM images of micro-hole inlet and outlet with different voltages (a1-a3) micro-hole inlet, (b1 -b3) inlet enlargement, (c1-c3) micro-hole outlet
Figure 9 shows magnified SEM images of the inner wall morphology of the micro-holes at different voltages. From a microscopic perspective, when the voltage is low (3 V), the inner wall of the micro-holes has obvious ripples and gullies, but there are not neat. With the increase in the voltage (4 and 5 V), the electrolytic reaction is more than adequate, making the ripples on the inner wall of the micro-holes gradually fade, and the gullies smoother and neater. When the voltage is 5 V, the ripples in some areas disappear. This is because when the voltage is high, the convex part of the groove on the inner wall of the hole will be electrolytically eroded first due to the “tip effect.”

Magnified SEM images of the inner wall of micro-holes at different voltages
Figure 10 shows the elemental content and roughness of the inner wall of the micro-holes processed at different voltages. As shown in Fig. 10(a1-a3), with the increase in voltage (3, 4 and 5 V), the current density increases, and the residues such as slag and burrs on the hole wall are removed more thoroughly, which makes the oxygen content decrease significantly (4.14, 3.06 and 1.95%). The flatter inner wall also corresponds to the lower roughness. As shown in Fig. 10(b), the roughness of the hole wall also decreases significantly (from 3.3 μm down to 2.4 μm to 1.9 μm). It can be seen that the size of electrolysis voltage has an obvious effect on the oxygen content and roughness of the inner wall of the micro-holes.

Oxygen content and roughness of micro-holes wall at different voltages (a1-a3) oxygen content, (b1-b3) roughness
3.3 The Effect of Power Supply Frequency on the Quality of Micro-holes
The pulse frequency of the power supply is one of the important parameters of electrolytic machining, and high frequency pulse can improve the localization of processing. In order to explore the influence of power pulse frequency on the quality of micro-holes, the experiments were conducted only by changing the power frequency without changing other laser and electrolysis parameters.
Figure 11 shows the SEM images of the inlet and outlet morphology of the micro-holes at different power pulse frequencies. The pulse frequencies from left to right are 1, 3 and 5 kHz, respectively. It can be seen that with the increase of the power supply pulse frequency, the textures around the inlet edge of the micro-holes are more uniform and clearer. The stray corrosion phenomenon is reduced; the outlet edge is smoother, and the burr is reduced. This is because with the increase in the power pulse frequency, the pulse width decreases; the electrolytic localization increases; and the machining accuracy is better (Ref 27).

SEM figure of inlet and outlet of micro-hole at different frequencies (a1-a3) micro-hole inlet, (b1-b3) inlet enlargement, (c1-c3) micro-hole outlet hole outlet
Figure 12 shows the magnified SEM images of the inner wall of the micro-holes at different power supply frequencies. It can be seen that when the power supply frequency is 1 kHz, the gullies on the hole wall are obvious and the continuity is poor. With the increase of power pulse frequency (from 1 to 3 to 5 kHz), the gullies are more flat and present certain regularity. This is because that with the increase of the power pulse frequency, the periodic oscillation formed by the high-frequency pulse has a certain stirring effect on the electrolyte, so that the electrolyte in the hole can be renewed, and the electrolytic products can flow more easily with the electrolyte, which is conducive to the continuous progress of the electrolytic reaction and enhances the “tip effect” of the electrolytic reaction, making the hole wall flatter.

Magnified SEM figure of the inner wall of micro-hole with different frequencies
Figure 13 shows the element content and surface roughness measured on the above hole wall. It can be seen that with the increase in frequency, the oxygen content of the hole wall decreases but is not obvious, which is 2.98, 2.95 and 2.94%, respectively. The surface roughness of the hole wall decreases from 2.7 μm to about 2.5 μm and 2.4 μm or so. Therefore, we believe that the influence of power pulse frequency on the quality of micro-holes is mainly reflected in the processing accuracy and localization.

Oxygen content and roughness of micro-holes wall at different frequencies (a1-a3) oxygen content, (b1 -b3) roughness
4 Conclusions
In this study, the quality of micro-holes is compared between LDM and LEM before and after optimizing the processing parameters; the quality of micro-holes processed by LDM and LEM was compared, and the effect of electrolytic voltage and power frequency on the quality was studied. The conclusions are as follows:
-
(1)
For LDM, it can reduce micro-holes defects and improve quality by optimizing laser parameters and scanning path. When P of the laser is 12 W, F is 0.2 MHz, x is −0.08 mm, N is 5, n is 120, v is 300 mm/s, and z is 0 mm, the roundness drilled by optimized LDM is increased by approximately 30.5% compared with the previous process; and the taper is reduced by approximately 35.4%.
-
(2)
For LDM and LEM, the latter can further improve the outlet roundness and reduce taper, oxygen content and internal roughness based on the former. Specifically, the roundness of the hole outlet processed by LEM increased by about 14.8%; the taper decreased by about 31.6%; and the oxygen content and roughness of hole wall decreased by 60.1 and 65.4%, respectively.
-
(3)
For LEM, voltage and power frequency have obvious influence. With the increase in voltage, the oxygen content and roughness decreased, but the stray corrosion became worse, and the inlet became horn shape. With the increase in power frequency, the oxygen content and roughness do not change significantly, but the texture around the entrance edge is more uniform and clearer. Therefore, in this study, the parameters of electrochemical machining are the optimum when the voltage is 4 V and the pulse frequency is 5 kHz.
References
M. Antar, D. Chantzis, S. Marimuthu, and P. Hayward, High Speed EDM and Laser Drilling of Aerospace Alloys, Procedia CIRP, 2016, 42(1), p 526–531. https://doi.org/10.1016/j.procir.2016.02.245
H. Zhang, J. Di, M. Zhou, and Y. Yan, A Comparison in Laser Precision Drilling of Stainless Steel 304 with Nanosecond and Picosecond Laser Pulses, Chin. J. Mech. Eng. (Eng Ed), 2014, 27(5), p 972–977.
Z.Y. Li, X.T. Wei, Y.B. Guo, and M.P. Sealy, State-Of-Art, Challenges, and Outlook on Manufacturing of Cooling Holes for Turbine Blades, Mach. Sci. Technol., 2015, 19(3), p 361–399.
B. Huang, Z. Jiang, and Q. Liu, The Overview of Laser Drilling Technology. In 2010 Symposium on Photonics and Optoelectronics 2010
C.A. McNally, J. Folkes, and I.R. Pashby, Laser Drilling of Cooling Holes in Aeroengines: State of the Art and Future Challenges, Mater. Sci. Technol., 2004, 20(7), p 805–813.
C.R. Phipps, Overview of Laser Applications: The State of the Art and the Future Trend, Third Int. Symp. Laser Precis. Microfabr., 2003, 4830, p 1.
H.K. Tönshoff, C. Momma, A. Ostendorf, S. Nolte, and G. Kamlage, Microdrilling of Metals with Ultrashort Laser Pulses, J. Laser Appl., 2000, 12(1), p 23–27.
S. Nolte, C. Momma, G. Kamlage, A. Ostendorf, C. Fallnich, F. Von Alvensleben, and H. Welling, Polarization Effects in Ultrashort-Pulse Laser Drilling, Appl. Phys. A Mater. Sci. Process., 1999, 68(5), p 563–567.
R.J. Leese and A. Ivanov, Electrochemical Micromachining: An Introduction, Adv. Mech. Eng., 2016, 8(1), p 1–13.
H. El-Hofy, Vibration-Assisted Electrochemical Machining: A Review, Int. J. Adv. Manuf. Technol., 2019, 105(1–4), p 579–593.
Z. Rahman, A.K. Das, and S. Chattopadhyaya, Microhole Drilling through Electrochemical Processes: A Review, Mater. Manuf. Process., 2018, 33(13), p 1379–1405.
N. Krstulović, S. Shannon, R. Stefanuik, and C. Fanara, Underwater-Laser Drilling of Aluminum, Int. J. Adv. Manuf. Technol., 2013, 69(5–8), p 1765–1773.
L.S. Jiao, E.Y.K. Ng, L.M. Wee, and H.Y. Zheng, The Effect of Assist Liquid on the Hole Taper Improvement in Femtosecond Laser Percussion Drilling, Phys. Procedia, 2011, 19, p 426–430.
Q. Ma, H. Zhu, Z. Zhang, K. Xu, X. Dai, S. Zhu, and A. Wang, An Investigation into Picosecond Laser Micro-Trepanning of Alumina Ceramics Employing a Semi-Water-Immersed Scheme, Materials (Basel)., 2019, 12(11), p 1812.
W. Duan, X. Mei, Z. Fan, J. Li, K. Wang, and Y. Zhang, Electrochemical Corrosion Assisted Laser Drilling of Micro-Hole without Recast Layer, Optik (Stuttg)., 2020, 202, p 163577. https://doi.org/10.1016/j.ijleo.2019.163577
A. Sun, Y. Hu, and B. Hao, Research on Theoretical Model of Combined Micro-Machining of Laser and Electrolysis of Thermal Barrier Coated Turbine Blade Film Cooling Holes, Int. J. Electrochem. Sci., 2016, 11(11), p 9704–9722.
S.Z. Chavoshi and X. Luo, Hybrid Micro-Machining Processes: A Review, Precis. Eng., 2015, 41, p 1–23. https://doi.org/10.1016/j.precisioneng.2015.03.001
Z. Hua and X. Jiawen, Modeling and Experimental Investigation of Laser Drilling with Jet Electrochemical Machining, Chin. J. Aeronaut., 2010, 23(4), p 454–460.
J. Li, J. Pan, W. Yin, Y. Cai, H. Huang, Y. He, G. Gong, Y. Yuan, C. Fan, Q. Zhang, and L. Wang, Recent Status and Advanced Progress of Tip Effect Induced by Micro-Nanostructure, Chinese Chem. Lett., 2022, 10, p 108049. https://doi.org/10.1016/j.cclet.2022.108049
L. Guodong, L. Yong, K. Quancun, and T. Hao, Selection and Optimization of Electrolyte for Micro Electrochemical Machining on Stainless Steel 304, Procedia CIRP., 2016, 42(Isem Xviii), p 412–417. https://doi.org/10.1016/j.procir.2016.02.223
M. Kraus, M.A. Ahmed, A. Michalowski, A. Voss, R. Weber, and T. Graf, Microdrilling in Steel Using Ultrashort Pulsed Laser Beams with Radial and Azimuthal Polarization, Opt. Express., 2010, 18(21), p 22305.
K. Venkatakrishnan and B. Tan, Generation of Radially Polarized Beam for Laser Micromachining, J. Laser Micro Nanoeng., 2012, 7(3), p 274–278.
P.S. Banks, M.D. Feit, A.M. Rubenchik, B.C. Stuart, and M.D. Perry, Material Effects in Ultra-Short Pulse Laser Drilling of Metals, Appl. Phys. A Mater. Sci. Process., 1999, 69(7), p 377–380.
K. Salonitis, A. Stournaras, G. Tsoukantas, P. Stavropoulos, and G. Chryssolouris, A Theoretical and Experimental Investigation on Limitations of Pulsed Laser Drilling, J. Mater. Process. Technol., 2007, 183(1), p 96–103.
A. Weck, T.H.R. Crawford, D.S. Wilkinson, H.K. Haugen, and J.S. Preston, Ripple Formation during Deep Hole Drilling in Copper with Ultrashort Laser Pulses, Appl. Phys. A Mater. Sci. Process., 2007, 89(4), p 1001–1003.
X. Li, J. Zhou and K. Wang, Research on Removal Characteristics of Recast Layer of Laser-Electrolytic Machining on Small Holes, Int. J. Adv. Manuf. Technol., 2018, 97(9–12), p 3903–3914.
Z.W. Fan and L.W. Hourng, Electrochemical Micro-Drilling of Deep Holes by Rotational Cathode Tools, Int. J. Adv. Manuf. Technol., 2011, 52(5–8), p 555–563.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, T., Zhang, Z., Liu, Y. et al. Research on the Quality of Micro-holes Processed by Laser and Backside Electrolytic Hybrid Machining. J. of Materi Eng and Perform 33, 2462–2472 (2024). https://doi.org/10.1007/s11665-023-08130-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08130-x