
Abstract
The effect of multiple laser shock peening (LSP) on the microstructure, residual stress, and mechanical strength of 2.5 Ni-Cr-Mo, low-alloy steel (EN25) is investigated. LSP treatment is carried out for laser power density (LPD) in the range of 2.8 to 4.95 GW cm−2 with different laser impacts and by maintaining an overlap of 70% and 58% along scanning direction and perpendicular directions, respectively. LSP-treated samples are characterized by residual stress, microstructural evolution, and mechanical strength. Single, double, and triple LSP treatments at 3.53 GW cm−2 enhanced compressive residual stress at the surface by ~ − 520, ~ − 640, and ~ − 680 MPa compared to the as-received sample (− 100 MPa). In addition, for double and triple LSP impacts, the compressive residual stress is found at higher depths (850 and 965 µm) than single LSP (660 µm). XRD peak broadening analysis confirmed grain refinement and micro-strain in the LSP-treated samples. Further, the dislocation density increases with the number of laser impacts. As a result of microstructural refinement and creation of high dislocation density, the hardness in triple LSP-treated samples is increased by nearly 26% as compared to the unpeened one. Twenty percent improvement in yield strength and 12.5% improvement in ultimate tensile strength are observed in triple LSP-treated samples as compared to unpeened sample.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Low-alloy steel, EN25, is used for applications like automotive and aircraft industries. It is used to make gears, motor shafts, axle shafts, connecting rods, torsion bars, adapters, spindles, die holders, piston rods, oil refining, high-temperature bolts and steam installations due to its high hardness, strength, and high ductility. Low-alloy steel components with improved hardness and mechanical strength without any distortion are required for several industrial applications (Ref 1). In this regard, peening technology for low-alloy grade steel is extensively utilized to improve the desired properties for the industrial applications. In the open literature, the majority of the studies are related to the conventional peening of low-alloy steel and are summarized as follows: Torres et al. (Ref 2) have reported the enhancement of the fatigue life of 4340 low alloy steel by introducing the compressive residual stress at the substrate surface using shot peening at four different intensities. Zavodska et al. (Ref 3) have reported the improvement in fatigue life by 10% for 40NiCrMo7 low-alloy steel by employing the shot peening in combination with the secondary peening with glass beads. The secondary peening is used to reduce the surface roughness by reducing the sharp edges of the dimples formed during the original shot peening process. Laneza et al. (Ref 4) have investigated the effect of conventional shot peening on six different grades of AISI 4340 steel and established that the surface residual stress is determined by the steel's mechanical properties and found the improvement in hardness due to the work hardening. Hassani-Gangaraj et al. (Ref 5) have found significant improvement in the wear and mechanical strength of the low-alloy steel ESKYLOS6959 as a result of shot peening processing and nitriding. The improvement is achieved through increase in the surface hardness and by introduction the compressive residual stresses together with smaller grain size formation in the near surface. In a similar manner, Kovaci et al. (Ref 6) observed the improvement in mechanical strength of nitrided AISI 4140-grade low-alloy steel by shot peening at various intensities. Karimbaev et al. (Ref 7) studied the fatigue behavior of AISI 4340 low-alloy steel by shot peening and ultrasonic nano-crystalline surface modification. Thus, from above it is evident that conventional shot peening techniques are extensively used for improvement of mechanical strength and hardness of low-alloy steel. Despite its advantages, the traditional mechanical shot peening approach has several limitations, which are listed as follows. Changes in topography are due to impact shots, leading to a roughening of the final finish. The relationship between shot peening processing parameters and the surface roughness as well as residual stress distribution is still remained unclear. Despite the fact that shot peening is effective in reality, the selection of process parameters is strongly dependent on engineering knowledge, which may result in inferior material surface and structural strengths (Ref 8). For example, shot peening has been widely used to increase gear tooth root bending strength, although the viability of shot peening on gear tooth surfaces remains debatable due to the risk of compromising surface finishing. In addition, high-velocity shots hitting a substrate surface tend to deform it into a ‘egg-shaped' profile, which means that, for every cycle of the surface treatment, damaged shot must be replaced. Shot peening requires proper control of shot intensity (velocity) and shot diameter. If this is not done correctly, the treatment may result in material failure.
To overcome the above-mentioned scenarios, nowadays the laser shock peening (LSP) process is more preferred as compared to the conventional methods due to two facts (Ref 9). One is that it is a contactless peening process due to which the surface roughness is not much affected. The second is that it introduces higher compressive residual stress to a deeper depth as compared to the conventional process (Ref 10, 11). Laser peening is widely used in industry to create compressive stresses on the metal surfaces. Suitable mechanical surface strengthening processes can improve the fatigue strength of metallic components (Ref 12,13,14,15,16,17,18,19). Recent LSP processing with single and multiple laser impacts is widely used to enhance the surface properties such as hardness, corrosion resistance, and mechanical strength by generating the compressive-type residual stress and grain refinement near to the surface (Ref 10,11,12). Few studies have examined how laser peening can enhance the surface and mechanical properties of low-alloy steel. For example, Wang et al. studied the response of the LSP treatment on surface residual stress and fatigue performance of 32CrNi-grade low-alloy steel (Ref 12). Additionally, various researches have been reported in the literature examining the influence of LSP treatment on the surface characteristics and mechanical strength of high-alloy steels such as SS304, SS314, SS316, and nickel-based super alloys (Ref 14,15,16,17,18,19). Peyre et al. (Ref 13) compared laser and shot peening on 316L stainless steel. They have demonstrated that with the increase in laser intensities and number of impacts, the mechanical strength increases. Further, Lu et al.’s (Ref 14) and Luo et al.’s (Ref 15) studies indicate that a high strain with an ultra-high-strain rate during multiple laser peening plays a crucial role in the grain refinement process in SS 304. Takakuva et al. (Ref 16) conducted fatigue crack growth tests on SS 316 L treated by several peening techniques, including shot peening, cavitation peening employing a cavitating jet in water and air, and laser peening. The compressive residual stress introduced by laser peening is considerably higher than the other techniques, and this is considered to be a major factor in suppressing fatigue crack growth. Epp et al. (Ref 17) found that LSP has a small effect on the topography of the surface. Additionally, it was demonstrated that the treatment strategy and parameters for LSP are critical and that an application at high-strength steel components appears to be feasible. Some of the researchers have reported that during the multiple peening, there is an increase in surface roughness (Ref 19,20,21,22,23,24,25). Therefore, selection of suitable peening parameters is highly recommended (Ref 25,26,27,28). It is also reported that the percentage of laser beam overlap and laser power density play a crucial role in residual stress and improvement in hardness data and grain refinement by several authors in Fe-based and Ni-based alloys (Ref 29,30,31,32,33).
It is clear from the literature that the influence of laser peening parameters on compressive residual stress, grain refinement, and other forms of mechanical strength has not been reported for the commercial 2.5 Ni-Cr-Mo low-alloy steel. Furthermore, the chosen low-alloy steel is the preferred material for gears and camshaft manufacturing and many uses in the aerospace sector and as a general engineering alloy. In terms of their applications, post-processing, it requires very good surface integrity. Although conventional hardening techniques and modern surface modification techniques are used, they still require a secondary process for improving the surface finish. From the available literature, it is evident that laser peening can be more suitable process to improve the surface mechanical properties without hampering the surface roughness. In view of this, the current study is being undertaken. In this study, the LSP on EN25 steel is carried out by varying the process parameters and in-depth characterization of LSP-treated samples has been carried out using various advanced characterization techniques such as electron microscopy, electron back scattered diffraction (EBSD), x-ray diffraction (XRD), Vickers’ hardness tester, and automated ball indentation. In this study, the effect of peening on the surface roughness of LSP-treated EN25 samples at various peening parameters was also explored. The following section discusses the various experimental methods utilized in this investigation.
2 Experimental Methods
Schematic of the experimental procedures adopted in this study is provided as block diagram in Fig. 1. The block diagram at a glance provides the different steps followed for laser peening experiments and subsequent characterization as well as the out of the present study. Further, each step is discussed in detail as follows. The chemical composition of EN25-grade low-alloy steel is 0.3% C; 2.5% Ni; 0.4% Cr; 0.1% Mo; 0.02% P; 0.02% S; 0.4% Si; 0.1% Mn and remaining % of Fe. The steel used for laser peening experiments in the present study is cut into the rectangular plates with dimensions of 40 × 30 × 5 mm using electric discharge machine-based wire cut. To avoid the contamination, the surface is ultrasonically cleaned before the laser shock peening experiments. The laser peening experiment is done at RRCAT's Laser Technology Division in Indore, India, utilizing an electro-optically Q-switched Nd: YAG laser system. The wavelength of the laser is 1064 nm. With a 5-Hz repetition rate, a pulse width of < 10 ns, and a beam diameter of ~ 15 mm (1/e2 points), the current laser system produces an output energy of ~ 7 J (maximum). The beam profile is flat-top to have uniform intensity distribution. The more detail about the present laser peening system is provided elsewhere (Ref 30).

Experimental process adopted in the current study
The LSP treatment was carried out with two schemes: one is by changing the laser power density (LPD) from 2.83 to 4.95 GW cm−2, while keeping other parameters fixed such as number of laser impacts to single and the laser beam overlapping along axial (θ = 0°) direction maintained to 70% and along vertical direction ((θ = 90°)) to 58%. In the second scheme, the laser power density was fixed at 3.53 GW cm−2 and the laser impacts were altered from single to triple and other parameters kept constant. The change in LPD and number of laser impacts in the present study are considered from the point view of studying the effect of laser power density and beam coverage on generated compressive residual stresses along axial and vertical directions and its uniformity and further their effect on microstructure and mechanical properties.
During the laser peening experiment, the laser spot diameter at the sample surface was kept to 3 mm using a focusing lens with focal length 400 mm to attain the desired laser power density. The diameter of the laser spot was measured from the beam impression formed on the sample surface using optical microscope. The sample surface was covered with a sacrificial/absorbent coating of black PVC tape with thickness of 100 µm to avoid the surface melting of the sample. A 2-mm-thick water overlay was deployed as a plasma-confining medium in order to achieve successful laser shock peening. The following LSP process parameters were used in this study, laser spot diameter of 3 mm, frequency of 2 Hz, pulse width of 10 ns, and laser pulse densities of 2.83, 3.53, 4.24, 4.95 GW cm−2. The process setup of the LSP is shown in Fig. 2(a-b). In Fig. 2(a), the schematic of peening process is demonstrated, and in Fig. 2(b), the surface of actual peened specimens is portrayed. Dimples created due to laser beam as a result of plastic deformation can be clearly witnessed at the surface of all the four specimens. To assess the effect of laser peening on the surface roughness, a 3D optical non-contact profilometer (Bruker-ContourX-100) is used. It works on the principle of white light interferometry. Post the laser peening experiments, an x-ray diffraction-based Proto Lab iXRD stress measurement system (MGR40P) is used to measure the surface residual stress using sin2ψ-method. For measuring the residual stress, the high-angle XRD peak observed for the crystallographic plane {211} (at 2θ = 156°) of α-phase is monitored at different ψ values. The value of ψ is changed from 0 to 40° at an interval of 8°. In this way, d versus sin2ψ plot was obtained for evaluating the surface residual stress. Each datum presented in this study is taken as an average of at least five measurements for the unpeened and laser peened samples. The beam of x-ray was maintained to 2 mm on the sample surface during the residual stress measurement. Further, to obtain the residual stress along the depth chemical etching was performed and measurement was taken at incremental depth of 50 µm. Further, during the depth profiling, the residual stress measured at each depth has been corrected due to stress relaxation and/or redistribution using the Siraskie method. Each residual stress value reported in this investigation was associated with an uncertainty of around ± 15 MPa.

(a) Schematic of laser shock peening process setup and (b) single impact laser peened specimens: 2.8 GW cm−2, 3.53 GW cm−2, 4.24 GW cm−2, 4.95 GW cm−2
The LSP samples' transverse cross-sections were metallographically examined. The microstructures of the LSP-treated and LSP-untreated samples were recorded using a scanning electron microscope (FEI Nova nano SEM 450) with x-ray-based energy-dispersive spectroscopy (EDS) and EBSD detectors. The samples were polished after grinding on emery sheet. Each sample was then gently etched by immersing it in 2% Nital solution and swabbing it with Vilella's reagent at room temperature. SEM and EBSD micrographs are recorded to show the influence of LSP treatment on grain refinement.
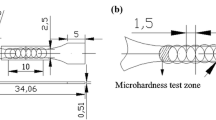
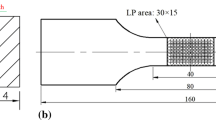
To measure the micro-hardness along the depth from the laser shock peened surface Vickers hardness tester is used. The hardness is measured at constant load of 100 g with dwell time of 10 s. At each location, at least five measurements were taken and average of these was taken for the unpeened and peened samples. The uncertainty with the hardness measurements is found to be of the order of ± 5 HV. Furthermore, the automated ball indentation technique (ABI) (BISS, Model-LF–01-5020) is used to evaluate the effect of laser peening on mechanical strength. The tests were conducted at room temperature using an indenter velocity of 0.5 mm/min. In ABI tests, spherical-shaped tungsten carbide indenter with diameter of 1 mm was applied to the unpeened and laser specimens to obtain the load vs depth graph. In the present study, the loading was terminated before reaching the total indentation depth to the indenter ball radius. Total load of 50 N with preload of 5 N was used to for indentation. In the present study, a linear variable differential transducer (LVDT) was used to measure the depth of indentation. The dimension of the specimens used in the present ABI study was of the order of 20 mm × 20 mm × 5 mm. During the measurement, the distance between each indentation was kept at least 3 mm.
3 Results and Discussion
3.1 Effect of Laser Peening on the Surface Roughness and Residual Stress
Figure 2(b) shows the formation of shallow depressions on the laser peened surface without any melting effect. To evaluate the effect of peening on surface roughness of the LSP-treated EN25 samples at different peening parameters, the surface roughness measurement is carried out using optical 3D profilometer. In Fig. 3(a), the 3D morphology of the unpeened sample together with the roughness parameters listed in table as an inset is presented.

Surface morphology obtained with 3D profilometer for: (a) unpeened sample, (b) LSP treated at LPD of 2.83 GW cm−2 (c) LSP treated at LPD of 3.53 GW cm−2 (d) LSP treated at LPD of 4.95 GW cm−2 (e) Triple LSP treated at LPD of 3.53 GW cm−2
It is found that for unpeened samples, the average surface roughness (Sa-highlighted with green background in table) is around 0.6326 µm. After single LSP treatment at LPD of 2.83 GW cm−2, the average roughness is increased marginally to 0.7508 µm, which can be witnessed from Fig. 3(b). Further with the increase in laser power density, the average surface roughness increases gradually and it reached to the maximum of 1.45 µm for LPD of 4.95 GW cm−2 (refer to Fig. 3c-d). In addition, for a fixed LDP of 3.53 GW cm−2, if the number of laser impact is increased from single to triple, the surface roughness is changed marginally from 1.091 to 1.130 µm (refer to Fig. 3c and e). Thus, it is found that an increase in laser power density plays a significant role in the surface roughness as compared to the number of laser impacts. This could be due to the fact that at higher LPD, there may be melting of the protective layer, which in turn results in higher roughness. In the present study, it was found that even at higher LPD, the generated surface roughness (1.13 µm) is not as high as that created during conventional surface treatments such as shot peening (5-7 µm) (Ref 22, 25). Furthermore, it is worth mentioning here that the final surface roughness created on the surface of a specimen is not only decided by the processing methods adopted but also by the initial roughness of the sample used. It is reported by several studies that even during the LSP treatment, the roughness can vary with the different laser parameters and the same is also observed in the present study (Ref 30).
The measurements of the surface residual stress for both the base metal region and laser shock peened region with various parameters are shown in Fig. 4. The reported surface residual data are taken along axial direction (θ = 0°). It is evident from Fig. 4 that as compared to the unpeened sample, compressive residual stress of the order ~ −525 MPa is generated in the single peened sample at LPD of 2.83 GW cm−2. Additionally, it is observed that marginal increase in compressive residual stress value ~ − 556 MPa if the LPD is changed from 2.83 to 4.95 GW cm−2. However, with an increase in the number of laser shock impacts from single to triple at a fixed LPD of 3.53 GW cm−2, the compressive residual stress is substantially increased from ~ − 537 to ~ − 680 MPa. Clearly, the number of laser impacts is found to be more significant than laser power density in generating compressive residual stress. No further increase in compressive residual stress with the increase in laser power density could be due to the fact that if the pressure of the shock wave is in the saturation domain, then further deformation does not take place for a given coverage rate. The saturation of further plastic deformation on the top surface arises due to two facts. One is that beyond a certain deformation, relaxation starts on the top surface of the material due to annihilation of defect structure and formation of substructures. The second possibility is that when the pressure of shock wave does not increase further with increase in LPD due to the breakdown of the confining medium water. The breakdown plasma absorbs the laser energy and screens the incident laser pulse. Therefore, it does not receive a higher laser intensity than the breakdown threshold intensity, and this leads to a saturation. The threshold LPD for the breakdown of water is in the range of 6-10 GW cm−2, and in the present study the maximum used LPD is 4.95 GW cm−2, and therefore, later possibility is remote. However, for a given laser power density, increasing the coverage rate improves compressive residual stress significantly.

Effect of laser power density and number of laser impacts on the surface residual stress in LSP-treated EN25 samples
This happens due to the fact that with the increase in the number of laser impacts during the multiple laser peening, the energy density over peened area is getting increased significantly as compared to the single laser impact peening (Ref 30, 33). In addition, the effect of the LSP process on residual stress along the depth of the laser peened EN 25 samples with different laser impacts at a fixed LPD of 3.53 GW cm−2 is also studied. The residual stress as a function of incremental depth is depicted in Fig. 5. In this figure, the residual stress data presented are taken along the axial direction (θ = 0°) for single and multiple peened samples. Further, the surface residual stresses measured at the topmost surface along axial (θ = 0°) and vertical (θ = 90°) directions for single and multiple peened samples are presented as an inset in Fig. 5. This figure shows that for single peened sample, the difference in residual stress along axial and vertical directions is of the order of ~ 40 MPa; this gets significantly reduced to ~ 10-15 MPa for triple peened sample. The larger difference in compressive residual stress along axial and vertical direction for single peened sample arises due to different percentage of overlap. However, for multiple peening the difference of percentage overlap is minimized and the uniformity of residual stress along the both directions get enhanced. Further, the residual stress for single laser impacts is found to be compressive in nature up to a depth of ~ 610 μm, and for double laser impacts, the compressive stress in present to higher depth of ~ 800 µm. Finally for triple laser impacts, the depth of compressive residual stress is increased to ~ 995 μm.

Residual stress variation across the depth of laser peened EN 25 samples at LPD of 3.53 GW cm−2 for different LSP impacts
Beyond, these depths mentioned above for the single and multiple LSP treatments; the surface residual stress approaches to zero; this arises due to the attenuation of the laser shock wave. Plastic deformation produced during the LSP process ultimately depends on Hugoniot elastic limit (HEL), which is function of the dynamic yield strength of the materials and Poisson ratio (Ref 10). During the LSP process, the peak dynamic stress is always greater than HEL, and therefore, the elastic strain is saturated, and the plastic strain occurs throughout the process (Ref 33, 34). Once the shock wave crosses the HEL limit, it gets attenuated and scattered along the different directions inside the material, i.e., reduction in the magnitude of the pressure of wave as it propagates into the substrate (Ref 35). It is observed that for multiple laser impacts, the generated laser shock wave feels lesser attenuation when it passes through the already worked hardened material due to the previous peening effect. Due to this, the multiple LSP impacts produce the compressive stress to the deeper layer of the material as compared to the single LSP treatment (Ref 34, 35). The effect of the laser peening on macrostructure, microstructural evolution as a function of peening parameters is also studied and provided in the following sections.
3.2 Macrostructure and Microstructure of Laser Shock Peened Layer
To study the effect of the laser power density and number of laser impacts on macrostructure and microstructural evolution in LSP-treated EN25 steel as compared to the unpeened samples, the SEM-based analysis across the cross-section is carried out. In Fig. 6(a-d), the SEM micrographs taken along the cross-section of the laser peened samples at different LPD with single laser impact are presented.

Cross-sections of the single peened specimens with different laser power densities (a) unpeened (b) 2.83 GW cm−2 (c) 3.53 GW cm−2 (d) 4.95 GW cm−2
It can be noticed from Fig. 6(b-d) that as compared to the unpeened sample (Fig. 6a), the macroscopic features of the upper layer in the laser peened samples are changed. This change happens basically due to the severe plastic deformation and the microstructural modification. It can be further observed that the depth of severely deformed layer (SDL) is gradually increased with the increase in the LPD. For the LPD of 2.83 GW cm−2, the depth of SDL is about 15 µm and it increased to 36 µm for LDP of 4.95 GW cm−2.
Further to visualize the microscopic features in severely deformed layer, high-magnification SEM micrographs are recorded at the depth of 10 µm from the peened surface and presented in Fig. 7 (a-d) for the single LSP-treated samples with different LPDs. From Fig. 7(a), it is evident that microstructure of unpeened sample consists of lath martensitic microstructure. However, in single LSP-treated sample with LPD of 2.83 GW cm−2, the fragmentation of the lath structure can be clearly witnessed (refer to Fig. 7b). Further from Fig. 7 (c), it is found that the fragmentation of lath structure is even more prominent if the LPD is increased to 3.53 GW cm−2. With further increase in the LPD to 4.95 GW cm−2 (refer to Fig. 7d), besides the lath structure refinement, the formation of some craters is also observed with different dimensions.

Effect of laser power density on the surface modification and defect formation in severely deformed layer of the LSP-treated EN25 samples, (a) unpeened (b) LSP-treated at 2.83 GW cm−2 (c) LSP treated at 3.53 GW cm−2(d) LSP treated at 4.95 GW cm.−2
The formation of crater at high LPD might have resulted due to very high peak pressure of the shock wave and the melting of the absorbent coating (Ref 36, 37). The highest depth of crater formed during the LSP at LPD of 4.95 GW cm−2 is found to be about 4 µm from the top surface. As a result of the formation of craters in LSP-treated sample at LPD of 4.95 GW cm−2, the surface roughness also turned to be higher (Fig. 3d). For the samples treated at lower LPD, no clear crater formation is observed except the severe grain fragmentation. Due to the formation of crater at higher LPD, laser peening of EN25 samples with the multiple laser impacts is carried out at lower LPD of 3.53 GW cm−2.
The SEM micrographs taken across the cross-section of the samples laser peened with different number of laser impacts for a constant LPD of 3.53 GW cm−2 are depicted in Fig. 8 (a-c). It can be found from Fig. 8 that with the increase in the number of laser impacts, the depth of severely deformed layer is getting increased significantly. The thickness of the severely deformed layer increases from 22 to 65 µm as the number of laser impacts increases from single to triple. Thus, it is clear that as compared to the laser power density, the number of laser impact played a vital role on thickness of severely deformed layer and compressive residual stress.

Effect of number of laser impacts on depth of severely deformed layer thickness in LSP-treated EN 25 samples at LPD of 3.53 GW cm−2 (a) single laser impact (b) double laser impact (c) triple laser impact
Similar deformation and higher compressive residual stress are also observed in P91 grade ferritic–martensitic steel at deeper depths (Ref 30). From above SEM micrographs, no microstructural features are observed even with chemical etching; this might be due to formation of high defect structure in severely deformed layer. In order to visualize the clear microscopic features of the deformed layer, EBSD-based analysis has been carried out for the samples peened at the LDP of 3.53 GW cm−2 with different laser impacts. Figure 9 (a-b) shows the EBSD-IPF (inverse polar figure) maps of the samples before and after triple LSP treatment at LPD of 3.53 GW cm−2. From Fig. 9(a), it can be observed that the microstructure of the unpeened sample consists of prior austenite grain boundaries (PAGB) enclosing packets of the lath martensite oriented randomly in different directions. The average prior austenite grain (PAG) size of the unpeened EN 25 samples is found to be of the order of 25 μm, while average width and length of martensite laths are about 4.5 & 12 μm, respectively.

EBSD IPF map for EN 25 samples (a) unpeened (b) Laser peened with triple laser impacts
However, if one looks at the EBSD map of triple laser peened EN 25 sample at LDP of 3.53 GW cm−2, a clear grain refinement can be readily observed. The extent of grain refinement is found to be different across the cross-section from the top surface. In Fig. 9(b), three plastically deformed layers with entirely different morphology than the undeformed base material is observed. The first deformed layer from the top surface having thickness of 29 ± 2 μm from is designated as severely deformed layer (SDL), where the grain refinement is severe and difficult to recognize the individual grain due to the presence of defect structure. In the severely deformed layer, a few dark regions are also observed. These dark regions in the EBSD map indicate lower number of indexed points, which arises due to the fact that in these areas the EBSD was unable to index these regions due to the blurring or overlapping of Kikuchi patterns (Ref 37). The subsequent layer is referred as a medium deformed layer (MDL) with the layer thickness of ~ 40 ± 2 μm from SDL. In the MDL layer, the grain refinement is found be lesser than that of the SDL layer and darker regions are also reduced. Further, the next successive layer, in which the grain size is still found to be smaller than the base material, is designated as lesser deformed layer (LDL), and thickness is found to be ~ 35 ± 2 μm. After the lesser deformed layer, the morphology microstructure looks like to that of the unpeened EN 25 sample; however, a clear distinction is not observed between these two zones unlike other layers. From Fig. 9(b), it is found that in the triple peened sample, the total thickness of microstructurally modified layer from the peened surface is around ~ 104 ± 5 μm.
Further, to quantify the degree/extent of grain refinement in LSP-treated samples with different number of laser impacts for a given LPD of 3.53 GW cm−2, the high magnification micrographs are recorded in the SDL layer and corresponding results along with grain size distribution are presented in Fig. 10(a-f). It can be found from Fig. 10(a and d) that in the single LSP-treated samples the average grain size is reduced to 5-8 µm as compared to the unpeened sample, which has average grain size of the order of 20-25 µm. Further, in the case of double laser peened samples, the reduction in grain size is even more prominent, and this can be observed from Fig. 10(b and e). In the case of a double-peened sample, nearly 43% of grains have an average size of less than 1.17 µm, and less than 10% of the remaining grains have a size between 2 and 8 µm. Further for the triple peened samples (refer to Fig. 10c and f), the grains with size less than 1.15 µm have probability around 50% and the probability of grains with larger size is reduced to less than 5%. Thus, from above results, it is evident that with increase in the number of laser impacts, the reduction in grain size is very high. If we compare the EBSD map of the LSP-treated samples with the unpeened sample, it is found that in LSP-treated samples, the pre-austenite grain boundaries are not visible. It is worth mentioning here that with the increase in the number of laser impacts, the density of defect structure is also getting increased, which can be observed by looking at unindexed black regions in the EBSD maps provided in Fig. 10(b and c). In the multiple laser peened samples, when the deformation-induced dislocation density crosses a critical value, then to minimize the strain, relaxation starts and this leads to the formation of substructures, which includes the dense dislocation wall, dislocation cell and subgrains with different misorientations. For well-defined grains, the misorientation angle is more than 10°; however, for substructural boundaries the misorientation is considerably smaller. If total misorientation angle of a subgrain is larger than 2°, then it can be easily resolved with conventional EBSD map as presented in Fig. 10. However, if the small dislocation cells and dense dislocation wall are formed with a misorientation of 0.4°-1.0°, then resolving these using conventional EBSD data is difficult, and it leads to unindexed regions in the EBSD map. These can be resolved using transmission electron microscopy-based analysis (Ref 37, 38).

Effect of number of laser impacts on grain size in severely deformed zone in LSP-treated samples at LPD of 3.53 GW cm−2, (a) single peened, (b) double peened and (c) triple peened (d) grain size distribution in single peened (e) grain size distribution in double peened (f) grain size distribution in triple peened
The grain refinement in metallic alloys due to the multiple laser peening is widely reported (Ref 37,38,39). However, for EN25 steel, no related studies are found. In this context, an extensive investigation based on the EBSD analysis is carried out. In the literature, it is well established that the grain refinement in the LSP-treated samples happens due to the creation of defect structure and their annihilation to minimize the total strain energy of the material (Ref 21).
3.3 Evaluation of Micro-Strain and Crystallite Size using XRD in LSP-Treated Samples
Figure 11(a) depicts the XRD spectra of the single, double and triple peened EN25 specimens. It is found that except the ferrite phase peaks no additional peaks are observed in the all the three samples post the LSP treatment. This implies that no shear-induced phase transformation is taking place. However, the effect of peening parameters on peak position and shape can be clearly observed from Fig. 11(b), where the peaks of (110) planes are illustrated with the expanded view. Shift of the peaks towards high angle with the increase in the number of laser impacts confirms the generation of compressive residual stress due to decrease in lattice parameters. Higher the peaks shift toward high-angle side signifies more compressive residual stress, and this is already witnessed from residual stress measurement (refer to Fig. 4).

(a) XRD diffraction patterns of single, double and triple peened sample at fixed laser power density of 3.53 GW cm−2, (b) expanded peak (110) for the single, double and triple peened samples
Further, from Fig. 11(b), it can be observed that with increase in the number of laser impacts, the peak broadening also increases. The peak broadening may be arising from grain refinement and the presence of non-uniform micro-strain. Generally, in bcc materials the generation of non-uniform strain during the deformation is highly expected due to the multiple slip system operating together. Further after the LSP treatment the grain refinement is already established from EBSD map (Fig. 10); therefore, peak broadening is arising from both the components together. The FWHM analysis is used to determine crystallite size in XRD analysis. Peak broadening after LSP can be used to assess crystallite reduction below 100 nm. The FWHM values are obtained, and the evaluation is carried out using the Scherrer equation. To evaluate the effect of peening parameters on crystallite size and micro-strain, Williamson–Hall approach (Ref 33, 40) is adopted in present study. As per Williamson–Hall (W–H) approximation, the full width half maxima (FWHM) of a XRD peak can be written as follows:
where D is crystallite size, β is effective FWHM obtained after correcting with instrumental broadening effect from the XRD pattern of unpeened EN25 sample (Ref 24, 27), ε is strain factor, k-Scherer’s factor with a value 0.9, λ-wavelength of the irradiated x-ray and its value is 1.54 A° and \(\theta \) is Bragg's angle. Using Eq 1, the W–H plots for all the five peaks observed in XRD spectra for the single, double and triple peened samples are obtained and corresponding results are presented in Fig. 12 (a-c). The W–H plot presented in Fig. 12 is fitted with Eq 1 using nonlinear regression analysis. It may be noticed that with increase in the number of laser impacts, the fluctuation in W–H plot from the linear fitted line is getting higher, and this implies the presence of non-uniform deformation due to the multiple slip system operating in parallel. The intercept term (kλ/D) is evaluated from the fitted graphs using Eq 1, and these turned out to be 0.00122, 0.00262, and 0.00372 for the single, double and triple laser impacts, respectively. With these intercepts, the crystallite size is evaluated and found to be 114, 75 and 37 nm for the single, double and triple peened samples, respectively. X-ray diffraction micro-strain evaluations are useful in determining the extent of deformation after severe plastic deformation (Ref 41). It can be noticed from Table 1 that with the increase in the number of laser impacts, the crystallite size is decreasing; however, both dislocation density and micro-strain are increasing. Due to this reason, the broadening in XRD peaks is observed for different laser impacts. The XRD studies show that the peaks are widened by laser shock peening and the FWHM increase reveals the reduction in grain size. Higher the dislocation density (dislocation density and micro-strain are listed in Table 1) is observed for double and triple peened samples is also supported by the large number of darker regions observed in the EBSD maps shown in Fig. 10 (b and c). Micro-strain variations have only been investigated in a limited number of studies, particularly after LSP. Further, it may be noticed that the average crystallite size evaluated using XRD is found to be smaller than the same evaluated using EBSD in the present study. This could be due to the fact that XRD has the capability to resolve the coherently scattering domains that are smaller size than the EBSD. Thus, XRD results show crystallite sizes that are smaller than EBSD results in this study (Ref 37).

W–H plot fitted using nonlinear regression analysis for (a) single peened; (b) double peened; (c) triple peened samples with LPD of 3.53 GW cm−2
3.4 Micro-hardness and Mechanical Strength Measurements
To ascertain the effect of laser peening on the mechanical strength in EN25 steel samples, the micro-hardness measurements are also carried out along the depth from the peened surface.
The hardness data measured as a function of depth for the single and multiple peened samples at LDP of 3.53 GW cm−2 are presented in Fig. 13. For the unpeened sample, the hardness is found to be in the range of 295-305 HV0.5 and for the single LSP-treated samples the hardness is improved by more than 10%. With further increase in the number of laser impact to double, the improvement in the hardness is about to 12% and for the triple laser impact, it improves significantly to 18%. The improvement in hardness of the LSP-treated samples is attributed to the severe grain refinement and increase in dislocation density (refer to Table 1). This is due to the fact that according to Hall–Petch relationship, the hardness of the metallic materials is inversely proportional square root of the grain size, and it is directly proportional to square root of the dislocation density (Ref 42, 43). In addition, from Fig. 13 it is clear that the hardness data measured along the depth for the single, double and triple peened samples are found to be reaching to the base values at different depths. In the case of single LSP-treated sample, the hardness approaches to the base value at depth of ~ 150 µm; however, for the double and triple peened samples it reaches to the base values at depths of 225 and 360 µm, respectively. This implies that the grain refinement and hardening happen at different depths for the single, double and triple laser impacts. This is in concurrence with the compressive residual stress (Fig. 5) data and SEM micrographs (Fig. 8), where with increase in the number of laser impacts, the depth of peening is found to be increased. In the literature, similar studies are also reported for P91 steel and SS 304 L (Ref 30). The gradual reduction in the hardness along the depth is due to the fact that as the shock wave moves inside the material its intensity gets gradually attenuated.

Micro-hardness plot along the depth of the single peened, double peened and triple peened samples at laser power density of 3.53 GW cm−2
Further to measure the flow properties of the LSP-treated samples, single cycle automated ball indentation technique is used. The load versus penetration depth curves for the unpeened and LSP-treated samples with the single, double and triple laser impacts are provided in Fig. 14(a). In all the four curves, the load increases linearly with the penetration depth due to two opposite processes happening simultaneously. The first one is due to fact that indenter has spherical geometry, and this results in the non-uniform increase of load with the penetration depth and second one is the work hardening where for further penetration in the material, load has to increase. Further, one of the important points can be noted from Fig. 14 (a) that as compared to the unpeened sample, in the case of the LSP-treated samples, the depth of penetration is gradually reduces with the increase in the number of laser impacts. Which signifies that the hardness of the material is getting increased with the increase in the number of laser impacts and this agrees with the already measured hardness data (refer to Fig. 13). The yield strength and tensile strength calculated from the ABI curves given in Fig. 14(a) are presented in Fig. 14 (b) and (c), respectively. To estimate both yield strength and tensile strength using the ABI curves, the following methodology is adopted (Ref 44,43,45,46).

(a) Effect of laser power density on ABI curve of the LSP-treated EN 25 steel, (b) effect of number of laser impacts on yield strength and (c) effect of number of laser impacts on tensile strength
The schematic representation of indentation curve observed during the ABI test is provided in Fig. 15(a). Further, schematic of a typical load–depth curve obtained from ABI test with loading and unloading is shown in Fig. 15(b). During each ABI loading cycle, the measurement of total penetration depth (ht) is carried out from the indentation profile during loading cycle of the tests and further it is converted to a total indentation diameter (dt) using the following expression.
where D is the diameter of the indenter. In addition, the depth of plastically deformed zone (hp) is evaluated by fitting the unloading curve with nonlinear regression analysis and extrapolating the unloading cycle to zero load (refer to Fig. 15b). Moreover, the diameter of plastically deformed zone is evaluated by iteration of the following equation.

(a) ABI indentation geometry and (b) relationship between load and displacement of the ball indenter
In the above equation, P represents the applied load, Es and Ein represent the Young's modulus of the sample and indenter, respectively. The Young’s modulus of tungsten carbide ball indenter is taken to be 620 GPa, and for EN25 steel it is taken as 210 GPa. The calculation of true stress (σt) and true strain (εp) is carried out using the following equations.
where δ is a constant related to the constraint effect for the plastic deformation of EN25 steel, and it is expressed as follows:
where αm is a material-dependent parameter and considered between 1.10 and 1.25. With the help of Eq 2-7, the yield strength is calculated in the present study. Further to calculate the tensile strength the following assumption is made. Generally, necking does not form during the compressive loading of the material; therefore, the ultimate tensile stress (UTS) can be evaluated with an indirect method. In principle at UTS of the material during tensile loading, the strain hardening exponent n can be taken as equal to the true uniform strain (εu). Therefore, by considering εu = n, the true UTS (σUTS) can be obtained using the Holloman equation as follows:
where K is the strength coefficient. In this way, both yield strength and tensile strength of the unpeened and LSP-treated samples have been evaluated from the single-cycle ABI curves given in Fig. 14(a). From the yield strength data presented in Fig. 14(b), it is evident that with an increase in the number of laser impacts, the yield strength gradually increases and for triple peened sample (996 MPa), it maximally increased by 19% with respect to the unpeened sample (830 MPa). In similar fashion, the tensile strength also increases with increase in the number of laser impacts. For triple peened sample (1086 MPa), the maximum enhancement of tensile strength is found to be around 12.5% than the unpeened sample (965 MPa). Thus, from results it is evident that multiple shock peening of EN25 steel at LPD of 3.53 GW cm−2 led to significant enhancement in hardness and mechanical strength. The increase in hardness and mechanical properties is attributed to the generation of high dislocation density, strain hardening and grain refinement during the LSP treatment. This effect is found to be more prominent in the case of triple peened sample.
3.5 Retained Austenite Analysis
Further, the effect of laser peening on percentage of retained austenite phase is evaluated using XRD based on the "four peak methods" approach. This is carried out by observing the effect of laser peening parameters on deformation-induced martensitic transformation. The conditions of measurement are listed in Table 2.
The retained austenite content in the unpeened sample is found to be of the order of 12%; however, for single peened sample with a laser density of 2.83 GW cm−2 the retained austenite content is reduced to 3.50%. With further increase in laser power density and number of laser impacts, the retained austenite content does not reduce much. For example, in the case of triple peened specimens with a laser density of 3.53 GW cm−2, the RA value is reduced to 3.37% only. The reduction in retained austenite content might have resulted due to the deformation induced martensitic transformation.
4 Conclusions
The influence of laser power density (LPD) and the number of laser impacts on the surface roughness, residual stress, and mechanical characteristics of laser peened EN25 steel was investigated in this work. The current research outlines the following findings.
-
I.
The laser power density of 4.95 GW cm−2 produced a rougher surface (Sa = 1.40 µm) than the unpeened sample (Sa = 0.63 µm). With a constant LPD of 3.53 GW cm−2, increasing the number of laser impacts from one to three increases surface roughness from 1.091 to 1.130 µm. The increase in the surface roughness at high LPD is attributed to the formation of craters due to melting of protective coating.
-
II.
At LPD 2.83 GW cm−2, the single peened sample generates a significant amount of compressive residual stress compared to the unpeened sample (− 100 MPa). Increasing LPD from 2.83 to 4.95 GW cm−2 increases compressive residual stress to ~ -556 MPa. Compressive residual stress changes from ~ − 537 to ~ − 680 MPa when increasing the number of laser impacts from single to triple. Similarly, the compressive residual stress in triple peened samples is found to be present to a greater depth (995 µm) than in single peened samples (610 µm). For best results, peening at lower LPD with multiple laser impacts is recommended.
-
III.
SEM analysis of the LSP-treated EN25 samples shows that with increase in LPD, the microstructural modification along the depth is found to be minimal as compared to the number of laser impacts. The thickness of severely deformed layer in the triple peened sample is found to be higher (65 µm) than the single peened sample (22 µm).
-
IV.
EBSD micrographs and data analysis confirmed the significant refinement of the grain structure in double and triple peened samples as compared to base metal sample. It is found that in case of double peened sample, nearly 43% grain has average size less than 1.17 µm, and in triple peened sample, nearly 50% grains have average size less than 1.15 µm as compared to the unpeened sample where average grain size is around 25 µm.
-
V.
XRD study confirms the decrease in crystallite size as the number of laser impacts increases from single (114 nm) to triple (37 nm). Additionally, XRD data indicate that triple peened materials exhibit greater micro-strain and dislocation density than single peened samples.
-
VI.
Microstructural refinement and creation of high dislocation density as a result of the LSP treatment led to nearly 26% improvement in hardness, 20%, improvement in yield strength and 12.5% improvement in ultimate tensile strength in triple LSP-treated samples as compared to unpeened sample.
-
VII.
LSP treatment also led to reduction in retained austenite content from 12% (unpeened condition) to 3.50% (single peened at LPD of 2.83 GW cm−2). With further increase in LPD, the number of laser impacts does not cause much reduction in retained austenite content.
References
Z.J. Xie, C.J. Shang, X.L. Wang, X.M. Wang, G. Han and R.D.K. Misra, Recent Progress in Third-Generation Low Alloy Steels Developed under M3 Microstructure Control, Int. J. Miner. Metall. Mater., 2020, 27(1), p 1–9.
M.A.S. Torres and H.J.C. Voorwald, An Evaluation of Shot Peening, Residual Stress and Stress Relaxation on the Fatigue Life of AISI 4340 Steel, Int. J. Fatigue, 2002, 24(8), p 877–886.
D. Závodská, M. Guagliano, O. Bokůvka and L. Trško, Fatigue Resistance of Low Alloy Steel after Shot Peening, Mater. Today Proc., 2016, 3(4), p 1220–1225.
V. Llaneza and F.J. Belzunce, Study of the Effects Produced by Shot Peening on the Surface of Quenched and Tempered Steels: Roughness, Residual Stresses and Work Hardening, Appl. Surf. Sci., 2015, 356, p 475–485. https://doi.org/10.1016/j.apsusc.2015.08.110
S.M. Hassani-Gangaraj, A. Moridi, M. Guagliano, A. Ghidini and M. Boniardi, The Effect of Nitriding, Severe Shot Peening and Their Combination on the Fatigue Behavior and Micro-Structure of a Low-Alloy Steel, Int. J. Fatigue, 2014, 62, p 67–76. https://doi.org/10.1016/j.ijfatigue.2013.04.017
H. Kovacı, I. Hacısalihoğlu, A.F. Yetim and A. Çelik, Effects of Shot Peening Pre-Treatment and Plasma Nitriding Parameters on the Structural, Mechanical and Tribological Properties of AISI 4140 Low-Alloy Steel, Surf. Coat. Technol., 2019, 358, p 256–265.
R. Karimbaev, Y.S. Pyun, E. Maleki, O. Unal and A. Amanov, An Improvement in Fatigue Behavior of AISI 4340 Steel by Shot Peening and Ultrasonic Nanocrystal Surface Modification, Mater. Sci. Eng. A, 2020, 791, p 139752. https://doi.org/10.1016/j.msea.2020.139752
J. Wu, H. Liu, P. Wei, Q. Lin and S. Zhou, Effect of Shot Peening Coverage on Residual Stress and Surface Roughness of 18CrNiMo7-6 Steel, Int. J. Mech. Sci., 2020, 183, p 105785.
P.P. Shukla, P.T. Swanson and C.J. Page, Laser Shock Peening and Mechanical Shot Peening Processes Applicable for the Surface Treatment of Technical Grade Ceramics: A Review, Proc. Inst. Mech. Eng. Part B J. Eng. Manuf., 2014, 228(5), p 639–652. https://doi.org/10.1177/0954405413507250
A.K. Gujba and M. Medraj, Laser Peening Process and Its Impact on Materials Properties in Comparison with Shot Peening and Ultrasonic Impact Peening, Materials (Basel), 2014, 7(12), p 7925–7974. https://doi.org/10.3390/ma7127925
A. Azhari, S. Sulaiman and A.K.P. Rao, A Review on the Application of Peening Processes for Surface Treatment, Conf. Ser. Mater. Sci. Eng., 2016, 114, p 12002. https://doi.org/10.1088/1757-899x/114/1/012002
Y. Wang, X. Pan, X. Wang, Z. Liu, S. Liu, W. Wan and P. Wang, Influence of Laser Shock Peening on Surface Integrity and Tensile Property of High Strength Low Alloy Steel, Chin. J. Aeronaut., 2020 https://doi.org/10.1016/j.cja.2020.09.004
P. Peyre, X. Scherpereel, L. Berthe, C. Carboni, R. Fabbro, G. Béranger and C. Lemaitre, Surface Modifications Induced in 316L Steel by Laser Peening and Shot-Peening. Influence on Pitting Corrosion Resistance, Mater. Sci. Eng. A, 2000, 280(2), p 294–302. https://doi.org/10.1016/S0921-5093(99)00698-X
J.Z. Lu, K. Luo, Y. Zhang, G. Sun, Y. Gu, J. Zhou, X.D. Ren, X.-C. Zhang, L.F. Zhang, K.M. Chen, C. Cui and Y. Jiang, Grain Refinement Mechanism of Multiple Laser Shock Processing Impacts on ANSI 304 Stainless Steel, Acta Mater., 2010, 58, p 5354–5362.
K.Y. Luo, J.Z. Lu, Y.K. Zhang, J.Z. Zhou, L.F. Zhang, F.Z. Dai, L. Zhang, J.W. Zhong and C.Y. Cui, Effects of Laser Shock Processing on Mechanical Properties and Micro-Structure of ANSI 304 Austenitic Stainless Steel, Mater. Sci. Eng. A, 2011, 528(13–14), p 4783–4788.
O. Takakuwa, K. Yamamiya and H. Soyama, An Indicator for the Suppression of Fatigue Crack Growth by Hybrid Peening, J. Solid Mech. Mater. Eng., 2013, 7(3), p 357–371.
J. Epp and H.-W. Zoch, Comparison of Alternative Peening Methods for the Improvement of Fatigue Properties of Case-Hardened Steel Parts, HTM J. Heat Treat. Mater., 2016, 71(3), p 109–116. https://doi.org/10.3139/105.110288
Y. Shadangi, K. Chattopadhyay, S.B. Rai and V. Singh, Effect of LASER Shock Peening on Microstructure, Mechanical Properties and Corrosion Behavior of Interstitial Free Steel, Surf. Coat. Technol., 2015, 280, p 216–224. https://doi.org/10.1016/j.surfcoat.2015.09.014
A.S. Gill, A. Telang and V.K. Vasudevan, Characteristics of Surface Layers Formed on Inconel 718 by Laser Shock Peening with and without a Protective Coating, J. Mater. Process. Technol., 2015, 225, p 463–472.
C. Correa, L. Ruiz De Lara, M. Díaz, A. Gil-Santos, J.A. Porro and J.L. Ocaña, Effect of Advancing Direction on Fatigue Life of 316L Stainless Steel Specimens Treated by Double-Sided Laser Shock Peening, Int. J. Fatigue, 2015, 79, p 1–9. https://doi.org/10.1016/j.ijfatigue.2015.04.018
L. Zhou, W. He, S. Luo, C. Long, C. Wang, X. Nie, G. He, X. Shen and Y. Li, Laser Shock Peening Induced Surface Nanocrystallization and Martensite Transformation in Austenitic Stainless Steel, J. Alloys Compd., 2016, 655, p 66–70. https://doi.org/10.1016/j.jallcom.2015.06.268
L. Petan, J.L. Ocana and J. Grum, Influence of Laser Shock Peening Pulse Density and Spot Size on the Surface Integrity of X2NiCoMo18-9-5 Maraging Steel, Surf. Coat. Technol., 2016, 307, p 262–270. https://doi.org/10.1016/j.surfcoat.2016.08.088
J.Z. Lu, B. Han, C.Y. Cui, C.J. Li and K.Y. Luo, Electrochemical and Pitting Corrosion Resistance of AISI 4145 Steel Subjected to Massive Laser Shock Peening Treatment with Different Coverage Layers, Opt. Laser Technol., 2016, 2017(88), p 250–262.
A.S. Gill, A. Telang, C. Ye, S.R. Mannava, D. Qian and V.K. Vasudevan, Localized Plastic Deformation and Hardening in Laser Shock Peened Inconel Alloy 718SPF, Mater. Charact., 2018, 142, p 15–26. https://doi.org/10.1016/j.matchar.2018.05.010
G. Xu, K.Y. Luo, F.Z. Dai and J.Z. Lu, Effects of Scanning Path and Overlapping Rate on Residual Stress of 316L Stainless Steel Blade Subjected to Massive Laser Shock Peening Treatment with Square Spots, Appl. Surf. Sci., 2019, 481(March), p 1053–1063.
S. Prabhakaran, S. Kalainathan, P. Shukla and V.K. Vasudevan, Residual Stress, Phase, Microstructure and Mechanical Property Studies of Ultrafine Bainitic Steel through Laser Shock Peening, Opt. Laser Technol., 2019, 115, p 447–458. https://doi.org/10.1016/j.optlastec.2019.02.041
S. Chupakhin, B. Klusemann, N. Huber and N. Kashaev, Application of Design of Experiments for Laser Shock Peening Process Optimization, Int. J. Adv. Manuf. Technol., 2019, 102(5–8), p 1567–1581.
P. Ganesh, A.K. Rai, P.K. Dwivedi, A. Chowdhury, R. Biswal, D.C. Nagpure, R. Sundar, R.K. Gupta, K. Ranganathan, K.S. Bindra and R. Kaul, Study on Enhancing Fatigue Life of SAE 9260 Spring Steel with Surface Defect Through Laser Shock Peening, J. Mater. Eng. Perform., 2019, 28(4), p 2029–2035. https://doi.org/10.1007/s11665-019-03990-8
A.K. Rai, R. Biswal, R.K. Gupta, S.K. Rai, R. Singh, U.K. Goutam, K. Ranganathan, P. Ganesh, R. Kaul and K.S. Bindra, Enhancement of Oxidation Resistance of Modified P91 Grade Ferritic-Martensitic Steel by Surface Modification Using Laser Shock Peening, Appl. Surf. Sci., 2019, 495, p 1436.
A.K. Rai, R. Biswal, R.K. Gupta, R. Singh, S.K. Rai, K. Ranganathan, P. Ganesh, R. Kaul and K.S. Bindra, Study on the Effect of Multiple Laser Shock Peening on Residual Stress and Microstructural Changes in Modified 9Cr-1Mo (P91) Steel, Surf. Coat. Technol., 2019, 358, p 125–135. https://doi.org/10.1016/j.surfcoat.2018.11.027
D. Liu, Y. Shi, J. Liu and L. Wen, Effect of Laser Shock Peening on Corrosion Resistance of 316L Stainless Steel Laser Welded Joint, Surf. Coat. Technol., 2019, 378(7089), p 124824. https://doi.org/10.1016/j.surfcoat.2019.07.048
P. Yella, K.V. Rajulapati, G.V.P. Reddy, R. Sandhya, P.P. Kiran, R.K. Buddu and K.B.S. Rao, Effect of Laser Shock Peening on High Cycle Fatigue Characteristics of 316LN Stainless Steel, Int. J. Press. Vessel. Pip., 2019, 176, p 103972. https://doi.org/10.1016/j.ijpvp.2019.103972
T. Bhardwaj, M. Shukla, A.K. Rai, R. Biswal, K. Ranganathan, P. Ganesh, K.S. Bindra and R. Kaul, Experimental Investigation of Multiple Laser Shock Peening on Mechanical Properties of Laser Sintering Additively Manufactured Maraging Steel, J. Mater. Eng. Perform., 2021, 30(11), p 8515–8528. https://doi.org/10.1007/s11665-021-06049-9
M. Tsuyama, Y. Kodama, Y. Miyamoto, I. Kitawaki, M. Tsukamoto and H. Nakano, Effects of Laser Peening Parameters on Plastic Deformation in Stainless Steel, J. Laser Micro Nanoeng., 2016, 11(2), p 227–231.
R. Bikdeloo, G.H. Farrahi, A. Mehmanparast and S.M. Mahdavi, Multiple Laser Shock Peening Effects on Residual Stress Distribution and Fatigue Crack Growth Behaviour of 316L Stainless Steel, Theor. Appl. Fract. Mech., 2020, 105, p 102429. https://doi.org/10.1016/j.tafmec.2019.102429
Y.X. Ye, T. Xuan, Z.C. Lian, Y.Y. Feng and X.J. Hua, Investigation of the Crater-like Microdefects Induced by Laser Shockprocessing with Aluminum Foil as Absorbent Layer, Appl. Surf. Sci., 2015, 339(1), p 75–84.
S. Bagherifard, D. Hickey, S. Fintová, F. Pastorek, I. Fernandez-Pariente, M. Bandini, T. Webster and M. Guagliano, Effects of Nanofeatures Induced by Severe Shot Peening (SSP) on Mechanical, Corrosion and Cytocompatibility Properties of Magnesium Alloy AZ31, Acta Biomater., 2017, 66, p 93–108.
R. Sundar, C. Sudha, A.K. Rai, P. Ganesh, A. Kolhatkar, S. Murugesan, V. Karthik, R. Biswal, S. Raju, K. Ranganathan, R. Kaul and K.S. Bindra, Effect of Laser Shock Peening on the Microstructure, Tensile and Heat Transport Properties of Alloy D9, Lasers Manuf. Mater. Process., 2020, 7(3), p 259–277.
L. Guan, Z.X. Ye, X.Y. Yang, J.M. Cai, Y. Li, Y. Li, Y.K. Zhang and G. Wang, Pitting Resistance of 316 Stainless Steel after Laser Shock Peening: Determinants of Microstructural and Mechanical Modifications, J. Mater. Process. Technol., 2020, 2021, p 294.
P. Taylor, G.K. Williamson and R.E. Smallman, Dislocation Densities in Some Annealed and Cold-Worked Metals from Measurements on the X-ray Debye- Scherrer, Spectrum, 2012, 2006, p 37–41.
O. Unal and R. Varol, Surface Severe Plastic Deformation of AISI 304 via Conventional Shot Peening, Severe Shot Peening and Repeening, Appl. Surf. Sci., 2015, 351, p 289–295. https://doi.org/10.1016/j.apsusc.2015.05.093
R. Sun, Z. Cao, Y. Zhang, H. Zhang, Y. Yu, Z. Che, J. Wu, S. Zou and W. Guo, Laser Shock Peening of SiCp/2009Al Composites: Microstructural Evolution, Residual Stress and Fatigue Behavior, Materials (Basel), 2021, 14(5), p 1–13.
F.M. Haggag, R.K. Nanstad, J.T. Hutton, D.L. Thomas and R.L. Swain, Use of Automated Ball Indentation Testing to Measure Flow Properties and Estimate Fracture Toughness in Metallic Materials, ASTM Spec. Tech. Publ., 1990, 1092, p 188–208.
G.X. Lu, J.D. Liu, H.C. Qiao, Y.Z. Zhou, T. Jin, X.F. Sun and Z.Q. Hu, Nonuniformity of Morphology and Mechanical Properties on the Surface of Single Crystal Superalloy Subjected to Laser Shock Peening, J. Alloys Compd., 2016, 658, p 721–725. https://doi.org/10.1016/j.jallcom.2015.10.238
M.D. Mathew, J.G. Kumar, V. Ganesan and K. Laha, Ball Indentation Studies on the Effect of Nitrogen on the Tensile Properties of 316LN SS, High Temp. Mater. Process., 2015, 34(8), p 827–832.
K. Sharma, P.K. Singh, V. Bhasin and K.K. Vaze, Automated Ball Indentation Technique for Tensile Properties Measurement of Cold Worked Stainless, Trans. SMiRT, 2011, 21, p 6–11.
Acknowledgments
The authors would like to express their gratitude to Mr. Lalit, LAML, LTD, RRCAT, for fabricating the sample holders required for laser peening EN25 samples and providing assistance throughout the laser peening experiments. The authors would like to express their appreciation to Mr. Pravin S. Hedaoo LTD, RRCAT for offering mechanical assistance for the maintenance of the laser shock peening facility.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Muthukumaran, G., Rai, A.K., Gautam, J. et al. A Study on Effect of Multiple Laser Shock Peening on Microstructure, Residual Stress, and Mechanical Strength of 2.5 Ni-Cr-Mo (EN25) Low-Alloy Steel. J. of Materi Eng and Perform 32, 4361–4375 (2023). https://doi.org/10.1007/s11665-022-07402-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07402-2