
Abstract
The tensile stress and microstructure of 316L stainless steel welded joints are heterogeneous, and therefore the great risks of stress damage corrosion will be introduced. In the present study the welded joints were treated by laser shock peening (LSP) with different power density. Through residual stress test, microscopic analysis by XRD, SEM and TEM, the residual stress distribution, phase structure and microstructure were characterized, and the mechanism of LSP was discussed. The results showed that by the use of different power density, the residual tensile stress of welded joint decreased in comparison with welded sample. With the increasing of power density, these residual tensile stresses generated were superseded by the compressive residual stresses, and the maximum compressive residual stress reached about −100 MPa. By laser shock processing under different power density, the severe plastic deformation appeared in the surface layer of welded joint, high density nanocrystals and dislocation formed. However, there was difference for the plastic deformation characteristic among the three regions from weld seam, heat-affected zone, matrix zone, this should be accomplished by the interaction of the grain state, size and orientation with the laser shock peening. Moverover, the phase transformation from austenite to martensite was observed in the surface layer of welded joint, when the power density increased to 6.63 GW/cm2, while this is harmful for the improvement of stress corrosion resistance. Therefore, a specific laser power density is propitious to improve the residual compressive stress and microstructure of the weld joint, thus to gain better stress corrosion resistance.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
316L austenitic stainless steel has widely used in pressure vessels, marine engineering, nuclear capacitors and other fields, because of its excellent mechanical properties, good welding performance and high temperature, strong acid corrosion resistance [1,2,3]. Compared with ordinary carbon steel, 316L austenitic stainless steel has high resistivity, large coefficient of linear expansion, small thermal conductivity, slow cooling speed of the metal during welding, large welding deformation and residual stress [4], which could determine the uniformity of the structure (including base metal, heat affected zone, weld, etc.) and the performance in welded joints, lead to a decrease in stress corrosion resistance and the failure of stainless steel welded joints in service.
Stress corrosion cracking generally initiates at the surface of the component, which occurs under the combined action of tensile stress and corrosive medium. Surface treatment technology can improve the stress state of the welded joint and the uniformity of the microstructure, which is an effective way to improve the resistance of the stress corrosion of welded component [5, 6].
Laser shock peening (LSP) is a new type of surface hardening technology developed in recent decades. It uses plasma shock wave induced by high-power pulsed laser to affect metal materials, not only form residual compressive stress in several hundreds of MPa in the surface layer of the component, and also can increase the surface hardness and grain refinement, and thereby significantly improving fatigue resistance, wear resistance and stress corrosion resistance of the stainless steel welding component [7,8,9,10,11,12,13]. Japan has used laser peening without protective coating for the stress corrosion problems of the nuclear reactor pressure vessel, pipe joints and so on [14, 15]. The universities and other organizations of domestic have studied the influences of stress corrosion by laser impact spot overlap rate in stainless steel welded joint, the microstructures and performances have been also studied [16,17,18]. The results show that laser shock can improve the stress corrosion resistance of stainless steel welded joints, but the current study on the different zones of the welded joints treated with different laser process parameters is still unsystemic, while this plays an important role to the structure and properties of 316L stainless steel welded joints. In this paper, different laser power density will be used in stainless welded joints, the influences on structure and properties of different welded joints zones and different directions had been studied, and the mechanism of LSP was discussed.
Experiment Materials and Scheme
Experiment Materials
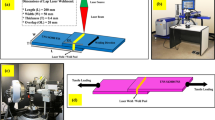
The experiment material is 316L austenitic stainless steel plate, the structure and dimensions are shown in Fig. 1, and the filler material is also 316L. The chemical composition (mass fraction, wt%) of the material is listed in Table 1.

Shape and size of welded stainless steel specimen (mm)
The shaded area in the Fig. 2 means the welding seam, and the width of the welding is about 5 mm, which is formed by NSA-300 DC manual TIG welding machine.

Schematic of laser shock peening on welded sample
The Laser Shock Parameters of the Specimen
The LSP experiments are carried out with SGR-25A. The path is perpendicular to the weld direction, as shown in Fig. 2. In this paper, the laser has a wavelength of 1064 nm and a pulse width of 20 ns, and the spot diameter is 2.4 mm, the constraining layer is water, the absorbing layer is aluminum foil, the laser power density is 4.42, 5.52 and 6.63 GW/cm2, respectively, and the number of shocks was 2 times.
Experiment Methods
The microstructures of 316 stainless steel surface without and with LSP were characterized by using TEM-3010 transmission electron microscope. Cross sectional microstructures and texture were observed by Quanta200 scanning electron microscope (SEM) and 4XC optical microscope. The surface phases of the sample were analyzed by the MFS-7000 X-ray diffraction, and the scanning angle range was 30°–90°. The residual stress was measured by X-350A type X-ray stress tester, and the average value was taken at four points, and the cross-correlation peak was adopted. The diffraction plane was {220}, the stress constant is −601 MPa, scanning angle (2θ) is 138° ~ 121°, scanning increment is 0.10/s, counting time is 0.5 s.
Experimental Results and Analysis
Residual Stress Analysis
Residual stresses were measured in different areas of the weld surface before and after the LSP treatment. The measured points are shown in Fig. 3.

Distribution of test points about residual stress
The results of residual stress on 316L stainless steel welded joints with different laser power density impact are shown in Fig. 4. From the measurement results, the residual tensile stresses are up to 330 MPa on the surface of the welding, and local residual tensile stress is even more than the yield strength of the welding. When the laser power density are 4.42, 5.52 and 6.63 GW/cm2, the residual stress distribution decreases with the increase of the impact power density, and the stresses of different welding regions tend to be the same. When the power density is 4.42 GW/cm2, the residual stress in the heat affected zone was reduced to about 150 MPa. When the power density is 5.52 GW/cm2, the residual tensile stress was almost eliminated and when the power density further reaches to 6.63 GW/cm2, the residual compressive stress appears, and the stress distribution tends to be uniform, which significantly improves the residual stress state of welded joints.

Contrast of residual stress of 316L stain streel shock
From the perspective of fracture mechanics, stress corrosion cracking of materials need to meet the following criterion [19]:
where KISCC is the critical intensity factor of stress corrosion, σ is the nominal stress, α is the initial crack length, F is the shape factor of cracking.
It can be seen that the magnitude of the nominal stress and the critical stress intensity factor determine the crack propagation after the crack initiation. The residual tensile stress of the 316L stainless steel welding joints in welding surface is effectively reducing, and even residual compressive stress formed. Residual stress on the surface of welded joints can be offset by more than 50% of the tensile load, and effectively reduce the local stress concentration, and the nominal stress level at the tip of the corrosion microcrack is reduced, which reduce the rate of stress corrosion cracking growth and improve the stress corrosion cracking resistance. Moreover, the LSP reduces the driving force of dislocation slip, and thus delays the rupture of the passivation film on the surface of the specimen. The corrosion pits are not easy to form and this can improve the stress corrosion resistance.
Phase Structure Analysis
Figure 5 is the XRD patterns of 316L stainless steel welded joints with different power densities. As can be seen from the Fig. 5, the phase structure of 316L stainless steel welded joints is austenite. When the laser power density are 4.42 and 5.52 GW/cm2, there are no new peak in X-ray spectrum of stainless steel welded joint, and the diffraction peak decreases with the increase of power density, which is related to the grain refinement. When the power density increases to 6.63 GW/cm2, martensite transformation increase, which indicates the formation of new phase, and which could increase the electrochemical corrosion. So the laser impact power density lower than 6.63 GW/cm2 will be better.

The XRD patterns of 316L stainless steel weldzone treated by different laser power density
Microstructure Analysis
The microstructure of weld seam, heat affected zone and matrix of the welded joint treated by different laser power density were studied.
Weld Seam
The perpendicular direction cross-section metallographs of stainless steel weld seam under different laser power density are shown in Fig. 6. It can be seen from the Fig. 6a, the 316L stainless steel weld seam is a typical coarse dendritic structure. When the laser power density is 4.42 GW/cm2, the dendritic structure of the weld seam is broken. With the increase of the laser power density, it can been seen from the markings in Fig. 6c, d, there are obvious destruct phenomenon of 316L stainless steel weld seam grain boundary and the grain fragmentation trend is obvious.

The metallographs of 316L stainless steel weld seam treated by different laser power density
The parallel direction cross-section SEM diagrams of stainless steel welded zones under different laser power density are shown in Fig. 7. The results show that the welding microstructure of 316L stainless steel is coarse dendritic structure as shown in Fig. 6a. When the LSP treatment at 4.42 GW/cm2 (Fig. 7b), there is a plastic deformation zone of about 6 μm in the surface layer, and the grain are elongated; When the power density is 5.52 GW/cm2 (Fig. 7c), the depth of the severe plastic deformation layer reaches about 9 μm. With the increase of the power density to 6.63 GW/cm2 (Fig. 7d), the depth of the severe plastic deformation layer increases to about 18 μm. With LSP treatment, the dendritic structure of the weld seam is elongated and refined uniformly, which reduces the driving force of crack, raises the micro-crack initiation condition, and reduces the possibility of anodic dissolution of the base metal, it enhances the stress corrosion resistance.

SEM photos of 316L stainless steel welded joint treated by different laser power density
Heat Affected Zone
The cross-section metallographs of 316L stainless steel heat affected zone treated by different laser power density are shown in Fig. 8. In Fig. 8a, there are a large amount of coarse equiaxed grains formed in the heat affected zone of 316L welded joint without LSP, and the microstructure of stainless steel welded joints heat affected zone is different greatly. The compatibility of deformation between grains is poor, so it is easy to stress concentration when forming force, forming cracks and becoming weak link. After laser shock peening with 4.42 GW/cm2 (Fig. 8b) the shock wave spreads out by reflection, refraction and transmission on the surface and inside of grains, severe plastic deformation occurred in the heat affected zonea, for example, a large number of slip lines are formed in the larger grains when the shock wave act on the slip orientation of the grains and some grains have been refined, With the laser power density increasing, the slip lines and grain refinement further increases, coarse grain due to grain refinement is too large, difficult in the propagation process of laser shock wave in different grain orientation force, slip occurs in different direction of austenite grain, the formation of a large number of slip bands in the ease slip firection, when the deformation is blocked, began deformation twinning. When the laser power density is 6.63 GW/cm2 (Fig. 8d), there are deformation twinning and refined grain in the heat affected zone showed in red zone. Accordingly, After laser shock peening, there are slip bands, grain refinement and deformation twinning in the heat affected zone of the stainless steel welded joint.

Metallurgical structures of 316L stainless steel welded joint heat-affected zone treated by different laser power density
Matrix Zone
The cross-section metallographs of 316L stainless steel matrix zone treated by different laser power density are shown in Fig. 9. In Fig. 9a, The matrix zone of untreated stainless steel welded joints is typical equiaxed grain, and there is annealing twinstructure. When the stainless steel matrix is treated with laser shock peening in Fig. 9b, multiple-slip is found to develop in the grains near the sample surface, With the increase of the distance from the surface, the plastic deformation of stainless steel is difficult, and it is difficult to slip and deformation twins are formed, and grain refinement is obvious. With the increase of laser power density, the matrix grain refinement trend more obvious, deformation twins and slip bands have been formen in the original grain.

Metallurgical structures of 316L stainless steel welded joint matrix zone treated by different laser power density
TEM Analysis
The TEM images of 316L stainless steel welded joints treated with and without LSP are shown in Fig. 10. The initial textures of the sample without LSP is shown in Fig. 10a, in which there is low density dislocations in austenite grain. Figure 10b shows the TEM image of the 316L stainless steel welded joints treated by 5.53 GW/cm2. It can been seen that the high density dislocations and grain refinements were induced by shock wave in the material. The size of grains is smaller than 100 nm and reaches nanometer scale. This demonstrates that two impacts processing is able to generate high density dislocation and nanocrystallization on the surface stainless steel welded joint.

TEM images of 316L stainless steel welded joint without LSP and with LSP
In summary, the mechanism of 316L stainless steel welded joint treated by laser shock peening is discussed, by the severe plastic deformation appeared in the surface layer of welded joint, high density nanocrystals and dislocation are formed, or even the martensitic transformation, and the surface residual compressive stress also formed, there is difference for the plastic deformation characteristic among the three regions from weld seam, heat-affected zone, the substrate:
-
(1)
weld seam. The welding microstructure of 316L stainless steel is coarse dendritic structure. With the increase of the power density, the depth of the severe plastic deformation layer increases with LSP treatment, the dendritic structure of the weld seam is elongated and refined uniformly, which reduces the driving force of crack, raises the micro-crack initiation condition, and reduces the possibility of anodic dissolution of the base metal, and it enhances the stress corrosion resistance.
-
(2)
heat affected zone. The heat affected zone microstructure for grain sizes due to the thermal effect of the grain size, With the laser power density increasing, the slip lines and grain refinement further increases when the shock wave act on the slip orientation of the grains and some grains, coarse grain due to grain refinement is too large, difficult in the propagation process of laser shock wave in different grain orientation force, slip occurs in different direction of austenite grain, the formation of massive slip bands in the ease slip firection, when the deformation is blocked, began deformation twinning. After laser shock peening, there are slip bands, grain refinement and deformation twinning in the heat affected zone of the stainless steel welded joint.
-
(3)
matrix zone, the grain refinement occurs surface to nanoscale, forming high dislocation density and massive slip bands in the near surface layer, the formation of a certain depth, the depth is greater than the heat affected zone, the grain refinement is obvious and the deformation twins are formed, the slip band decreases when depth increase, deformation twins are dominant. As the laser power density increasing, the depth of the affected layer is also increasing.
Summary
316L stainless steels welded joints treated by different laser power density have been conducted in this work. The results show that by the use of different power density, the residual tensile stress of welded joint decreases in comparison with the welded sample. With the increasing of power density, these residual tensile stresses generated are superseded by the compressive residual stresses, and the maximum compressive residual stress reaches about −100 MPa, which reduce the rate of stress corrosion cracking growth and improve the stress corrosion cracking resistance. By laser shock processing under different power density, there is difference for the plastic deformation characteristic among the three regions from weld seam, heat-affected zone, matrix zone. The dendritic structure of the weld seam is elongated and refined. After laser shock peening, there are slip bands, grain refinement and deformation twinning in the heat affected zone, compared with heat affect zone, and there are more grain refinement and deformation twinning formed from matrix zone. Moreover, the phase transformation from austenite to martensite can be observed in the surface layer of welded joint, when the power density increases to 6.63 GW/cm2, while this is harmful for the improvement of stress corrosion resistance. Therefore, a specific laser power density is propitious to improve the residual compressive stress and microstructure of the weld joint, and hence to gain better stress corrosion resistance.
References
M. Wang, G. Michel, J.F. Jullien, Thermal simulation on the welding heat affected zone of 316L steel. J. Shanghai Jiaotong Univ. 35, 424–426 (2001)
X. Jijin, Effect of material hardening model on welding residual stresses of 316L stainless steel. Trans. China Weld. Inst. 35, 97–100 (2014)
S.Q. Han, W.H. Ma, Y.Q. Zhao et al., The submerged arc welding technology of 316 stainless sheet steel. Weld. Technol. 40, 51–53 (2011)
X. Xiangjiu, S. Wei, H. Chao, Study on welding procedure and joint properties of austenitic stainless steel 316L thick plate. Bloler Manuf. 45–47, 57 (2015)
J.Z. Lu, K.Y. Luo, D.K. Yang et al., Effects of laser peening on stress corrosion cracking (SCC) of ANSI 304 austenitic stainless steel. Corros. Sci. 3, 223–226 (2012)
P. Peyre, X. Scherpereel, L. Berthe et al., Surface modifications induced in 316L steel by laser peening and shot-peening: Influence on pitting corrosion resistance. Mater. Sci. Eng., A 280, 294–302 (2000)
S. Lou, Y. Li, L. Zhou et al., Surface nanocrystallization of metallic alloy with different stacking fault energy induced by laser shock processing. Mater. Des. 104, 320–326 (2016)
C. Wang, Y.Q. Xue, Y. Chai et al., Laser shock processing for improving fatigue property of k403 cast superalloy. High Power Laser Part. Beams 26, 26109001–26109005 (2014)
X. Ding-yuan, H. Wei-feng, J. Yang et al., Study on high cycle fatigue performance of TC17 titanium alloy improved by micry-scale laser shock processing. Laser Infrared 46, 1189–1194 (2016)
N. Xiang-fan, H. Wei-feng, Z. Shun-lai et al., Effects on structure and mechanical properties of TC11 titanium alloy by laser shock peening. J. Aerosp. Power 29, 321–327 (2014)
L. Jing, L. Jun, H. Weifeng et al., Improvement of wear resistance by laser shock processing and carburization composite technology used on 12CrNi3A steel. High Power Laser Part. Beams 26, 059005-1–059005-6 (2014)
S. Kalainathan, S. Sathyajith, S. Swaroop, Effect of laser shot peening without coating on the surface properties and corrosion behavior of 316L steel. Opt. Lasers Eng. 50, 1740–1745 (2012)
M. Bang, Z. Jin, C. Zhimin, Effect of laser shock processing on residual stress of strain steel welded joints. High Power Laser Part. Beams 27, 089001-1–089001-6 (2015)
Y. Sano, M. Obata, T. Kubo et al., Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mater. Sci. Eng., A 417, 334–340 (2006)
Y. Sano, I. Chida, N. Mukai, Applications of Laser Peening without Protective Coating to Enhance Structural Integrity of Metallic Components, The Second International Conference on Laser Shock Peening (San Francisco, 2010)
X. Zhu, M. Zhou, Q. Dai et al., Deformation modes in stainless steel during laser shock peening. J. Manuf. Sci. Eng. 131, 054503 (2009)
Y.Q. Li, X.D. Wang, F.L. Song et al., The effect of residual stress and microstructures on 316 stainless steel treated by LSP. Mater. Sci. Forum Hot Work. Technol. 42, 39–42 (2013)
J.Z. Lu, K.Y. Luo, D.K. Yang et al., Effects of laser peening on stress corrosion cracking(SCC) of ANSI 304 austenitic stainless steel. Corros. Sci. 60, 145–152 (2012)
S. Li, The strength of aircraft and engine (National Defense Industry Press, Beijing, 2007)
Acknowledgements
The research was supported by the National Natural Science Foundation of China (51305456).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Li, Y., Li, Y.H., Wang, X.D., Xu, W.S., Qiao, F.D., Wang, S.J. (2018). Effect of Nanosecond Pulse Laser Shock Peening on the Microstructure and Performance of Welded Joint of 316L Stainless Steel. In: Han, Y. (eds) Advances in Materials Processing. CMC 2017. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-0107-0_11
Download citation
DOI: https://doi.org/10.1007/978-981-13-0107-0_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-0106-3
Online ISBN: 978-981-13-0107-0
eBook Packages: EngineeringEngineering (R0)