
Abstract
Additive manufacturing is well known for fabricating polymer composites. However, 3D printed product quality, reliability and precision are still challenging. Polycarbonate (PC) and acrylonitrile–butadiene–styrene composite is commonly used in automobile applications. However, low mechanical properties are limiting its applications. Therefore, the present study focuses on developing PC/ABS composite by loading tetrabromobisphenol-A and microcrystalline cellulose additives. Later, the developed blend is 3D printed using fused filament fabrication. Further, three significant FFF process parameters are proposed to enhance precision and reliability. The present study investigates the effect of FFF process parameters on the dynamic mechanical properties of additives-loaded PC/ABS composite material. The effect of additives on dynamic mechanical properties of 3D printed PC/ABS composite was investigated. Results showed that storage modulus was increased by 68% and loss modulus was decreased by 75% with varying TBBA and MCC content. The samples with 40 Wt.% TBBA, MCC in PC/ABS polymer composite significantly improved dynamic mechanical properties. Thus, FFF is a robust route to develop additives-loaded PC/ABS composite from the results.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing is known as 3D printing technique in which material is deposited in layers. This manufacturing process produces part dimensions and can print any complex shapes in less cycle time than conventional techniques (Ref 1). A wide range of materials can be used for 3D printing to develop a part for various applications (Ref 2). However, the part quality, surface quality, part dimensions and geometric precision is still challenging problems in 3D printed parts. Several researchers are focusing on precision and accurate parts fabricated via additive manufacturing route with different methods. In AM processes, fused filament fabrication (FFF) is one of the extensively used method for manufacturing composite materials due to its simplicity of the step by step manufacturing process (Ref 3). In FFF method, to print a 3D dimensional parts, an individual extruded thermoplastic filament is deposited (Ref 4). Several authors have worked on developing FFF-based components with composite materials to improve the mechanical properties (Ref 5,6,7,8,9). acrylonitrile–butadiene–styrene (ABS) is the most widely used as base material in the composites (Ref 10, 11). It is strengthened by other materials such as polycarbonate (PC) and polylactic acid (PLA) polymers. Usually, the ABS content is used for strong mechanical properties and capabilities in molding (Ref 12, 13). On the other hand, its use is limited compared with supplementary polymers due to its less temperature resistance and strength properties. PC is a thermoplastic polymer with properties like creep resistance, good dimensional stability, thermal resistance and impact resistance (Ref 14). PC reinforced ABS escalates characteristics of ABS material and eventually produces a material with finer mechanical properties (Ref 15).
However, PC/ABS composite lacks in quality of parts produced and dynamic mechanical properties (Ref 16). Most of the automotive components which are developed by the FFF process are subjected to cyclic deformation, dynamic stress and vibrations, which tend to fail the parts, especially at high temperatures (Ref 17). Therefore, it is necessary to investigate the dynamic mechanical properties of FFF printed composite materials. Adding tetrabromobisphenol-A (TBBA) and microcrystalline cellulose (MCC) additives to PC/ABS composite results in improving the dynamic mechanical properties.
Rosyidy et al. (Ref 18) studied the dynamic mechanical characteristics of poly(ethylene glycol)/amorphous silica material with varying silica contents in material to enhance the properties of composite material. Liu et al. (Ref 19) investigated dynamic mechanical characteristics at different frequencies on mortar, and material behavior on varying frequencies and damping of the material was identified. Xianbo et al. (Ref 20) studied the methods that determine the elastic modulus at different strain rates with varying temperatures for carbon nanofiber with polyethylene (HDPE) matrix nanocomposites. They varied the compositions of polyethylene reinforcement in carbon nanofiber base material and subsequently tested for dynamic mechanical analysis. Tajvidi et al. (Ref 21) investigated the effect of natural fiber on dynamic mechanical characteristics of natural fiber polypropylene composites. Polypropylene with various natural fibers was analyzed to determine the dynamic properties of the material, and the influence of natural fibers on the parent material was also investigated (Ref 21). Results show better viscoelastic properties for all composites with natural fibers (Ref 22, 23). Further, precision parts could be enhanced by adjusting the process parameters, build orientation and layer height (Ref 13, 16, 24).
Numerous researchers have studied the material properties at static loading conditions, but limited studies have investigated on producing precision parts and the viscoelastic behavior under dynamic loading conditions of FFF printed composite. Therefore, the present study focuses on the effect of additives and FFF process parameters on the geometric precision and dynamic mechanical behavior of PC/ABS composite material. Additives such as TBBA and MCC powders were selected to load with the PC/ABS material to develop a novel composite material. Later, FFF process parameters were chosen for printing the composite material to ensure precision parts. Further, the effect of TBBA and MCC content on the viscoelastic property of PC/ABS material was investigated.
2 Materials and Methods
2.1 Materials
PC reinforced ABS composite was used as a matrix material. The composition of PC/ABS was 30 Wt. of PC and 70 Wt.% of ABS was selected for present study (Ref 25). TBBA and MCC are used as additive materials to PC/ABS to improve the dynamic mechanical (viscoelastic) properties of the composite material. Compositions of TBBA and MCC are varied in PC/ABS material and different specimens are prepared to identify the influence of additive loadings on viscoelastic properties of the composite material.
2.2 Experimental Setup
The entire process involved in developing TBBA/MCC loaded PC/ABS composite is shown in Fig. 1. The experimental setup contained a furnace, a filament extruder with a steel nozzle head of 2.5 mm diameter, air path, and material filament spooler, and an FFF 3D printer. The processed filament of composite material is wounded to a spooler and is fed to a 3D printer. Specimens of various requirements are printed with considerable process variables of the FFF process. Later, dynamic mechanical analysis (DMA) analyzer is used to identify the viscoelastic behavior of composite material with different additive loads and FFF process parameters.

Schematic representation of preparing a TBBA/MCC in PC/ABS composite using the 3D printing process
2.3 Composite Preparation
The entire process of preparing filaments of various compositions for the FFF process is shown in Fig. 2. Initially, granules of PC/ABS and TBBA, MCC powders were kept for the drying process. The materials were dried for about 10 h at 85 °C. Later, mix the required contents of TBBA and MCC as weight percentage with PC/ABS material. Cooling of material was done after the kneading process; then, the blend was kept for the pilling process. After the pilling of blended material was completed, the material was loaded to an injection molding machine for extrusion process with an extruder of L/D ratio 34:1. Once a molten state of the material was attained, it was allowed into a mold by using a screw mechanism. Subsequently, cooling and solidifying were done and the filaments were drawn out from the mold and are spooled for the FFF process.

Flowchart for composite preparation
2.4 FFF Printing Parameters
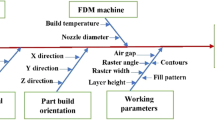
Figure 3 shows the FFF process parameters that are considered in this study which significantly affect the dynamic properties of the 3D printed parts (Table 1). Parameters are defined as follows. Build orientation is how the model or part is oriented on the build plate to axes, as shown in Fig. 3 (a). Layer height or thickness is the thickness of the layer that will be deposited by a nozzle and is shown in Fig. 3 (b). Layer height depends on the tip of the nozzle. An air gap is a space or gap between the adjacent paths of the material deposits on the same layer, which is shown in Fig. 3 (c). Viscoelastic properties of an additive-loaded PC/ABS composite material were identified using an ASTM D4065 standard specimen as shown in Fig. 3.

Layer-to-layer printing with FFF process parameters and testing sample (a) build orientation, (b) layer height and (c) air gap
2.5 Dynamic Mechanical Analysis
Dynamic mechanical analysis is an essential and effective tool for determining the dynamic mechanical properties of polymers and composites under cyclic loading (Ref 12). It is widely used to characterize the properties of the material as a function of time, temperature, frequency, stress or a combination of these parameters. Dynamic mechanical parameters such as storage modulus (G'), loss modulus (G'') and damping factor or loss factor (tan δ) are temperature dependents and follow a relationship:
Dynamic mechanical properties of FFF printed TBBA, MCC additives-loaded PC/ABS composite materials are measured using a tensile mode of DMA analyzer. The test was carried under a temperature range of 20 to 200 °C with a heating rate of 5 °C/min and a fixed frequency of 1 Hz in a nitrogen environment. DMA experimental setup and schematic representation of DMA analysis are shown in Fig. 4 (a) and (b). Storage modulus, loss modulus and loss factor were recorded as a function of temperature for six specimens with varying additive loadings in PC/ABS to identify the viscoelastic behavior of composite.

(a) Dynamic mechanical analyzer equipment setup, (b) Schematic of dynamic mechanical analyzer
3 Results and Discussions
3.1 Effect of TBBA and MCC Addition to PC/ABS on Dynamic Mechanical Properties
In the present study, dynamic mechanical properties such as storage modulus, loss modulus and damping factor were investigated. Further, the effect of TBBA and MCC addition with different contents (0 Wt., 5 Wt., 10 Wt., 20 Wt., 30 Wt., and 40 Wt.%,) to PC/ABS composite on storage modulus, loss modulus and damping factor was discussed.
3.1.1 Effect of TBBA and MCC Addition to PC/ABS on the Storage Modulus
Figure 5 shows the results of storage modulus as a function of temperature. It reveals the effect of additive inclusion to PC/ABS material on storage modulus. Results revealed that the storage modulus was high for the PC/ABS which had more content of TBBA and MCC when compared to material with less content of additive material. It was evident from Fig. 5 that a higher value of about 43.7 GPa of storage modulus was traced for material with 40 Wt.% of TBBA and MCC in PC/ABS material. The increase in storage modulus could be attributed to good interfacial bonding between molecules and less mobility. From Fig. 5, it was showed that pure PC/ABS material had significantly lower storage modulus when compared to TBBA and MCC added material. This indicates that reinforcement of TBBA and MCC additives allows more stress transfer than pure PC/ABS which escalates the inherent properties of the material. The addition of MCC additives could increase the mechanical properties of PC/ABS materials. The storage modulus of the composite material is affected significantly and influenced by the composition effect of TBBA and MCC in PC/ABS polymer composite.

Storage modulus results from DMA temperature sweep at 1 Hz
3.1.2 Effect of TBBA and MCC Addition to PC/ABS on Loss Modulus
Damping properties of viscous responses of the materials can be measured by loss modulus. Loss modulus with relative weight fraction of TBBA and MCC material in PC/ABS composite is shown in Fig. 6. The highest value about 7.92 GPa of loss modulus was observed in PC/ABS composite material with 0 wt.% TBBA and MCC content. The present results show decrease in loss modulus with increase in the TBBA and MCC composition in PC/ABS material.

Loss modulus results from DMA temperature sweep at 1 Hz
It has been observed that loss modulus has the highest modulus peak up to 80 °C for the pure PC/ABS polymer composite material. Later, a sudden drop is observed because of molecular mobility in the material during loading. The loss modulus decreased to 4.04 and 3.65 GPa for PC/ABS material which consists of 5 wt. and 10 wt.% TBBA and MCC content, respectively. The decrease in the loss modulus is attributed to the mobilized polymer matrix and the changes in the physical state of the matrix. Loss modulus which defines the energy dissipation was observed to be less about 1.92 GPa for the material of 40 wt. % TBBA and MCC to PC/ABS material (Fig. 6). From the results, it is revealed that energy dissipation behavior reduces with reduction in loss modulus and it lowers the resistance of molecular movement during loading.
3.1.3 Effect of TBBA and MCC Addition to PC/ABS on Damping Coefficient or loss factor
In general, with the increase in temperatures, the material loses stiffness and atomic bonding will be reduced. Further, the loss modulus of the material increases due to rise in the atomic molecular interactions in material structure. By adding additives to the composites, the load-bearing capability of the material will increase. From Fig. 7, it was observed that the peak value of the damping coefficient was less for the material with 40 wt.% TBBA and MCC material when compared with the material with less and no additives in PC/ABS material. It indicates that material has good bonding capabilities and increases the elastic property of the material. It discloses that PC/ABS material with 40 wt.% of TBBA and MCC content exhibits excellent dynamic mechanical properties when compared to other compositions in PC/ABS polymer composite.

Loss factor results from DMA temperature sweep at 1 Hz
3.1.4 Microstructure Analysis
Figure 8 shows the PC/ABS composite with varying TBBA, MCC loadings. From the above results, it was disclosed that material with 40 Wt.% TBBA, MCC exhibits excellent dynamic mechanical properties when compared with other compositions.

SEM images of FFF printed: (a) pure PC/ABS material with 0 wt.% TBBA + MCC;(b) PC/ABS material with 10 wt.% TBBA + MCC;(c ) PC/ABS material with 20 wt.% TBBA + MCC; (d) PC/ABS material with 30 wt.% TBBA + MCC; (e) PC/ABS material with 40 wt.% TBBA + MCC
Figure 8 (a) and (b) reveals the improper binding of matrix and additive materials, and how porosity of the material increased. Voids were observed in the microstructure of the composite with 0 Wt.% of TBBA and MCC in PC/ABS material. Due to that, week interfacial bonds were formed between the matrix and additive materials. This led the material to exhibit lower mechanical properties in dynamic mode and very less viscoelastic properties. From Fig. 8, there was betterment in bonding with increase in TBBA + MCC content, and porosity seen decreased. From Fig. 8(e), it was observed that there was good interfacial bonding between the composite matrix and the additive materials. Moreover, no porosity in that material was observed in that structure. This led the material composition to exhibit excellent dynamic mechanical properties. By decreasing the focal spot sizes, the high-resolution parts can be achieved (Ref 26). From Fig. 5 with increase in the TBBA/MCC content from 0 wt. and 40 wt.%, the focal spot sizes are decreasing. Therefore, the present study results show that potential geometric precision parts could be achieved by decreasing the focal spot sizes.
3.2 Effect of FFF Process Parameters on Geometric Precision and Dynamic Mechanical Properties
In the present study, TBBA and MCC of various compositions were added to PC/ABS composite polymer. Further analyzed the effect of the composition of TBBA and MCC on geometric precision and dynamic mechanical properties. Since the part quality and properties of FFF fabricated components were greatly affected by FFF process parameters (Ref 14), the average of experimental results from valid data sets is listed in Table 2. Maximum values of each parameter were listed as dynamic mechanical properties of the material changes with temperature. The current study results exhibited that quality of part, geometric precision and viscoelastic properties were improved with the addition of TBBA, MCC material in PC/ABS composite by using appropriate FFF printing parameters.
3.2.1 Effect of Layer Height on Geometric Precision and Dynamic Mechanical Properties
Layer height has a significant influence on the dynamic mechanical properties of an additive-loaded PC/ABS composite material. Further, the layer height also affects the part quality and geometric precision of fabricated part (Ref 27). From Fig. 9, it is noticed that storage modulus, loss modulus and loss factor of FFF printed samples decreased with an increase in the layer height. The smaller the layer height, the bonding strength between the layer and filament would be higher, thus resulting in the higher stiffness of the material (Ref 28). From dynamic cyclic loading testing, the smaller layer height may have more constraints in the movement of adjacent polymer chains in PC/ABS composite with additive addition. Further, with a decrease in layer thickness, the number of layers of the part will be increased which needs cooling and heating of the component. However, this could lead to accumulated residual stresses and results in minimum distortion. It drives to the non-uniform thermal gradient in the bottom layers and caused inter-layer distortion which varies the storage and loss modulus of the material. During energy material interface, decreasing the accumulated residual stresses could result in quality and precision dimensional part. The layer-by-layer deposition of material plays significant role in enhancing the geometric precision of part fabricated using FFF. The results show good agreement with the both decreased residual stresses and layer height have improved the geometric precision of parts fabricated using FFF.

Effects of FFF process parameters on storage modulus
3.2.2 Effect of an air gap on Geometric Precision and Dynamic Mechanical Properties
From Figure 10, it is observed that as the air gap increases dynamic mechanical properties of polymer composite decreases relatively. The decrement of dynamic mechanical properties is due to the air gaps in the material. The air gaps in the material attributed to lowering the fill rate during the FFF process. In addition, the bonding between the material layers and resistance of composite molecular movement decreases. This phenomenon would lead to decrease in the storage modulus, loss modulus and loss factor. Generally, if the air gap is zero, the deposited bed is closer to each other that could result in the dense structure with less porosity. Thereafter the inter raster bonding will increase and dynamic mechanical properties will be significantly higher for the 3D printed parts with zero air gap (Ref 16). This shows the evidence that dynamic mechanical properties of the materials are affected by the air gap. The present study results show that good dynamic mechanical properties were achieved with zero air gap (Table 2). Further, the minimum air gap could affect the geometric dimensions and quality of parts fabricated using FFF. The dimensional tolerances can be controlled by the adjusting the air gap. The negative air gap will lead to the poor surface quality and geometric precision of parts (Ref 29).

Effects of FFF process parameters on loss modulus
3.2.3 Effect of Build Orientation on Geometric Precision and Dynamic Mechanical Properties
Build orientation has a large influence on the dynamic mechanical properties of additive-loaded PC/ABS composite (Ref 30). In general, the storage modulus increases as the angle of printing increases. From Fig. 11, it is noticed that the maximum values were observed at build orientations at horizontal and vertical directions, respectively. However, variations in loss modulus were observed with different printing angles. When a material is subjected to dynamic loading, additive-loaded PC/ABS material printed at vertical and horizontal orientation will have more load storing potential, Further, the materials printed at other orientations will have more potential in dissipating energy.

Effects of FFF process parameters on loss modulus
4 Conclusions
In the present study, the dynamic mechanical properties of PC/ABS polymer composite material parts fabricated using FFF process have been analyzed. Further, the influence of TBBA and MCC additive loaded in PC/ABS polymer composite and FFF process parameters on dynamic mechanical properties has been investigated. It is noticed that the addition of TBBA and MCC additives significantly enhanced the dynamic mechanical properties of TBBA and MCC additive loaded in PC/ABS polymer composite when compared to pure PC/ABS material. In particular, the part which consists of 40 wt. % TBBA and MCC content has better dynamic mechanical properties. The storage modulus was increased by 68% and loss modulus was decreased by 75% with varying TBBA and MCC content. In addition, the 40 wt.% of TBBA/MCC content part showed good geometric precision by decreasing the focal spot sizes. The effect of layer thickness, air gap and build orientation has influenced the quality of part and geometric precision of parts printed by using FFF process. Further, the dynamic mechanical properties also varied by different layer thickness, air gap and build orientation. Overall, the present results are potential for developing a novel composite with better mechanical properties and geometric precision.
References
T.D. Ngo, A. Kashani, G. Imbalzano, K.T.Q. Nguyen, and D. Hui, Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges, Compos. Part B Eng., 2017, 2018(143), p 172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
M. Schmid, A. Amado, and K. Wegener, Materials Perspective of Polymers for Additive Manufacturing with Selective Laser Sintering, J. Mater. Res., 2014, 29(17), p 1824–1832. https://doi.org/10.1557/jmr.2014.138
B. Brenken, E. Barocio, A. Favaloro, V. Kunc, and R.B. Pipes, Fused Filament Fabrication of Fiber-Reinforced Polymers: A Review, Addit. Manuf., 2017, 2018(21), p 1–16. https://doi.org/10.1016/j.addma.2018.01.002
B. Shaqour, M. Abuabiah, S. Abdel-Fattah, A. Juaidi, R. Abdallah, W. Abuzaina, M. Qarout, B. Verleije, and P. Cos, Gaining a Better Understanding of the Extrusion Process in Fused Filament Fabrication 3D Printing: A Review, Int. J. Adv. Manuf. Technol., 2021, 114(5–6), p 1279–1291. https://doi.org/10.1007/s00170-021-06918-6
S.C. Daminabo, S. Goel, S.A. Grammatikos, H.Y. Nezhad, and V.K. Thakur, Fused Deposition Modeling-Based Additive Manufacturing (3D Printing): Techniques for Polymer Material Systems, Mater. Today Chem., 2020, 16, p 100248. https://doi.org/10.1016/j.mtchem.2020.100248
S. Singh, G. Singh, C. Prakash, and S. Ramakrishna, Current Status and Future Directions of Fused Filament Fabrication, J. Manuf. Process., 2020, 55(April), p 288–306. https://doi.org/10.1016/j.jmapro.2020.04.049
A.N. Dickson, H.M. Abourayana, and D.P. Dowling, 3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication-A Review, Polym. (Basel), 2020 https://doi.org/10.3390/POLYM12102188
C.G. Schirmeister, T. Hees, E.H. Licht, and R. Mülhaupt, 3D Printing of High Density Polyethylene by Fused Filament Fabrication, Addit. Manuf., 2019, 28(April), p 152–159. https://doi.org/10.1016/j.addma.2019.05.003
A.R. Zanjanijam, I. Major, J.G. Lyons, U. Lafont, and D.M. Devine, Fused Filament Fabrication of Peek: A Review of Process-Structure-Property Relationships, Polym. (Basel), 2020 https://doi.org/10.3390/POLYM12081665
Z.H. Zhu, N. Zhang, T. Wang, and M.Y. Hao, Short Review of Polymer Composites for 3d Printing, IOP Conf. Ser. Mater. Sci. Eng., 2020 https://doi.org/10.1088/1757-899X/758/1/012046
S.K. Selvamani, M. Samykano, S.R. Subramaniam, W.K. Ngui, K. Kadirgama, G. Kanagaraj, and M.S. Idris, 3D Printing: Overview of ABS Evolvement, AIP Conf. Proc., 2019 https://doi.org/10.1063/1.5085984
S. Singh, S. Ramakrishna, and F. Berto, 3D Printing of Polymer Composites: A Short Review, Mater. Des. Process. Commun., 2020, 2(2), p 1–13. https://doi.org/10.1002/mdp2.97
T. Sonsalla, A.L. Moore, A.D. Radadia, and L. Weiss, Printer Orientation Effects and Performance of Novel 3-D Printable Acrylonitrile Butadiene Styrene (ABS) Composite Filaments for Thermal Enhancement, Polym. Test., 2019, 80(January), p 106125. https://doi.org/10.1016/j.polymertesting.2019.106125
D. Popescu, A. Zapciu, C. Amza, F. Baciu, and R. Marinescu, FDM Process Parameters Influence over the Mechanical Properties of Polymer Specimens: A Review, Polym. Test., 2018, 69(May), p 157–166. https://doi.org/10.1016/j.polymertesting.2018.05.020
A. Arivazhagan and S.H. Masood, Dynamic Mechanical Properties of abs Material Processed by Fused Deposition Modelling, Int. J. Eng. Res. Appl., 2012, 2(3), p 2009–2014. https://doi.org/10.3844/ajeassp.2014.307.315
M. Domingo Espin, S. Borros, N. Agullo, A.A. Garcia-Granada, and G. Reyes, Influence of Building Parameters on the Dynamic Mechanical Properties of Polycarbonate Fused Deposition Modeling Parts, 3D Print. Addit. Manuf., 2014, 1(2), p 70–77. https://doi.org/10.1089/3dp.2013.0007
M. Mansour, K. Tsongas, D. Tzetzis, and A. Antoniadis, Mechanical and Dynamic Behavior of Fused Filament Fabrication 3D Printed Polyethylene Terephthalate Glycol Reinforced with Carbon Fibers, Polym. Plast. Technol. Eng., 2018, 57(16), p 1715–1725. https://doi.org/10.1080/03602559.2017.1419490
A.R. Hilmi, N.A. Fauziyah, G.A. Apriliyana, and S. Pratapa, Data in Brief Dynamic Mechanical Analysis Data of PEG/Amorphous-Silica Composites, Data Br., 2019, 23, p 103731. https://doi.org/10.1016/j.dib.2019.103731
T. Liu, W. Song, D. Zou, and L. Li, Dynamic Mechanical Analysis of Cement Mortar Prepared with Recycled Cathode Ray Tube ( CRT ) Glass as Fi Ne Aggregate, J. Clean. Prod., 2018, 174, p 1436–1443. https://doi.org/10.1016/j.jclepro.2017.11.057
X. Xu, C. Koomson, M. Doddamani, R. Kumar, and N. Gupta, Extracting Elastic Modulus at Different Strain Rates and Temperatures from Dynamic Mechanical Analysis Data: A Study on Nanocomposites, Compos. Part B Eng., 2019, 159, p 346–354. https://doi.org/10.1016/j.compositesb.2018.10.015
M. Tajvidi, R.H. Falk, and J.C. Hermanson, Effect of Natural Fibers on Thermal and Mechanical Properties of Natural Fiber Polypropylene Composites Studied by Dynamic Mechanical Analysis, J. Appl. Polym. Sci., 2006 https://doi.org/10.1002/app.24289
K. Qi and K. Nakayama, Mechanical and Viscoelastic Properties of Extruded Sheets from Blends Containing Liquid Crystalline Copolyesters and Polycarbonate, Adv Compos Mater, 2014, 8, p 37–41. https://doi.org/10.1163/156855199X00317
A. Khan, A.M. Asiri, M. Jawaid, N. Saba, and I. Inamuddin, Effect of Cellulose Nano Fibers and Nano Clays on the Mechanical, Morphological, Thermal and Dynamic Mechanical Performance of Kenaf/Epoxy Composites, Carbohydr. Polym., 2020, 239, p 116248. https://doi.org/10.1016/j.carbpol.2020.116248
A. Lanzotti, M. Grasso, G. Staiano, and M. Martorelli, The Impact Of Process Parameters on Mechanical Properties of Parts Fabricated in PLA with an Open-Source 3-D Printer, Rapid Prototyp. J., 2015, 21(5), p 604–617. https://doi.org/10.1108/RPJ-09-2014-0135
M. Kumar, R. Ramakrishnan, and A. Omarbekova, 3D Printed Polycarbonate Reinforced Acrylonitrile–Butadiene–Styrene Composites: Composition Effects on Mechanical Properties, Micro-Structure and Void Formation Study, J. Mech. Sci. Technol., 2019, 33(11), p 5219–5226. https://doi.org/10.1007/s12206-019-1011-9
D. Behera and M. Cullinan, Current Challenges and Potential Directions towards Precision Microscale Additive Manufacturing – Part I: Direct Ink Writing/Jetting Processes, Precis. Eng., 2020, 2021(68), p 326–337. https://doi.org/10.1016/j.precisioneng.2020.12.009
Z. Geng and B. Bidanda, Geometric Precision Analysis for Additive Manufacturing Processes: a Comparative Study, Precis. Eng., 2021, 69, p 68–76. https://doi.org/10.1016/j.precisioneng.2020.12.022
Y. Zhou, Balance between Bonding, and Deposition during Fused Deposition Modeling of Polycarbonate and Acrylonitrile-Butadiene-Styrene Composites, Polym. Compos., 2019, 41, p 1–13. https://doi.org/10.1002/pc.25345
S.H. Ahn, M. Montero, D. Odell, S. Roundy, and P.K. Wright, Anisotropic Material Properties of Fused Deposition Modeling ABS, Rapid Prototyp. J., 2002, 8, p 248. https://doi.org/10.1108/13552540210441166
Y. Zhang, W. De Backer, R. Harik, and A. Bernard, Build Orientation Determination for Multi-Material Deposition Additive Manufacturing with Continuous Fibers, Procedia CIRP, 2016, 50, p 414–419. https://doi.org/10.1016/j.procir.2016.04.119
Acknowledgments
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kumar, M., Ramakrishnan, R. Effect of Fused Filament Fabrication Parameters and Tetrabromobisphenol-A/Microcrystalline Cellulose Additives on the Dynamic Mechanical Behavior of Polycarbonate/Acrylonitrile–Butadiene–Styrene Blends for Precision Structures. J. of Materi Eng and Perform 32, 886–894 (2023). https://doi.org/10.1007/s11665-022-07143-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07143-2