
Abstract
The present study investigates the effect of cellulose fiber in Acrylonitrile–Butadiene–Styrene polymer matrix composites on their thermal–mechanical, and morphological properties by varying different weight ratios (ABS: Cellulose—100 wt%; 95:5 wt%; 90:10 wt%; 85:15 wt%; 80:20 wt%). The role of Acrylonitrile–Butadiene–Styrene (ABS) in the Automobile Industry is more pronounced because of its rigid plastic with a rubber characteristic having high impact and energy absorption properties and it redistributes energy during an impact. Cellulose fiber reinforcement acts as a good reinforcing filler with an admirable aspect ratio which enhances thermal properties with high crystallinity. The 85:15 wt% of ABS: Cellulose composite resulted from the higher thermal stability and low weight loss value compared to pure ABS. The 85:15 wt% of ABS: Cellulose composite attains the minimum weight loss of 27% compared to another ratio of composites. The morphological examination of FESEM and XRD results showed the presence of cellulose fiber in the ABS matrix and it also exposes the equal mixture of filler with the matrix material. The filament wire which is adapted to 3D printing by FDM technology is made from 85:15 wt% of ABS: Cellulose composite using an extrusion process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In the automotive industry, the hardware components are mainly focused because; new material equations and innovations are making vehicles lighter and expanding eco-friendliness [1]. Furthermore, progressively adaptable, stylishly satisfying structures are their extra benefits [2, 3]. For that, a lot of research has to investigate the new sources of a kind polymeric material that can be utilized in the advancement of bio-based and environment friendly composites [4,5,6]. The characteristic polymers offer less favorable circumstances than engineered polymers [7]; be that as it may, a standard polymer offers the crucial position of bio-degradability. These composites with bio-degradable nature will give ascend to reasonable, regular, inexhaustible materials with no negative impacts to the earth [8,9,10]. Right now, ABS is the important segment utilized in the creation of plastics housings for PC hardware, automobile consoles, and other comparative parts [11]. Despite of fact, the ABS monomers are not very harmful [12]. To accommodate to all bio-friendly composites, fibers were used as filler for the ABS matrix. There are a few difficulties inside cellulose particles, for example, the capacity to moisture absorption, yet they have auspicious properties as bio filler for matrix materials [13,14,15,16]. Cellulose fillers have the capability of enhancing the properties (e.g., thermal or mechanical) of polymers [16,17,18].
Lavanya et al. [4] reported the cellulose has been utilized to battle the concerns in supportability, and cellulose is a typical natural fiber. Cellulose is a carbohydrate made from thousands of glucose particles connected furthermore, because of its intra-and intermolecular hydrogen holding different requested crystalline courses of action are watched.
Nakiri et al. [18] reported the cellulose has an exclusive kind of mechanical characteristics which is probable to use as fillers to enhance the properties of composite material with void matrix materials. Composites with cellulose are lightweight, ease, and naturally degradable with enhanced mechanical and thermal properties.
Ponsuriyaprakash et al. [19] investigated the ABS material blended with Cellulose i.e., Recyclable and Bio-degradable material which enhances the mechanical, thermal characterization and their properties. ABS in the form of wire (1.75 mm diameter) is used in additive manufacturing technology which is used to manufacture all automobile, aero, marine, and mechanical spare parts or secondary components [19]. In the present work, polymer matrix composite samples were fabricated using hand layup method by varying different weight ratios (ABS: Cellulose—100 wt%; 95:5 wt%; 90:10 wt%; 85:15 wt%; 80:20 wt%). Thermogravimetric analysis (TGA) along with their morphological studies (XRD, FESEM) were characterized and evaluated. Also, the 3D printing filament wire was made from optimized 15:85 wt% of ABS: Cellulose composite material using the extruding machine.
2 Materials and Methods
2.1 ABS
Nowadays the ABS are mainly used in additive manufacturing (3D printing) to fabricate the products/components in the automotive, aerospace and marine industries. The ABS polymers are now replacing the metal components in the interior parts, when 3D printing ABS has experienced good strength and is mechanically sturdy and rigid. ABS also has good impact strength, high tensile strength and stiffness [19].
2.2 Cellulose
By means of several literature reviews, various materials are having blending properties with ABS could be absorbed is studied. After the far survey, the Cellulose is selected as a primary reinforcement because of their blending properties and their thermal stability and also based on easy availability, environment friendly, cost-wise lower than other materials and the cellulose available on powder form it makes easy to mix the materials.
2.3 Preparation of Composite
The ABS material is available only in pellet form and cellulose is in powder form. The fine mixture of ABS pellet and cellulose powder is not possible. So, the Dichloromethane is a reagent used to make soluble the ABS material without any property loss. Now, the ABS is converted into slurry form, it is made easily to mix the cellulose in a perfect mixture as per the ratio in Table 1. The fabrications of composites were made by simple hand layup process. After an even mixing of ABS and cellulose it forms like a slurry.
So, the resulting slurry was transferred in a metal mold and dry for 48 h in a room temperature. Figure 1 illustrates the Composite Fabrication and Preparation method chart. As per Table 1 there are 5 samples that were fabricated first the ABS is taken as 100 wt% without adding cellulose reinforcement and further 90:10, 80:20, 70:30, 60:40, 50:50 wt% of ABS: Cellulose.

Composite fabrication and preparation
After the preparation process of all 5 samples, the product is disengaged from the mold and the following testing were carried out.
X-Ray Diffraction (XRD) testing is used to recognize the crystalline particles. XRD analyses were performed on a glass plate from 0° to 50° at a rate of 5℃/min. The results were exposed by graphical representation using Advanced Panalytical Xpert Pro X-ray diffraction instrument.
Scanning Electron Microscope (SEM) is used to the analysis of failure, contaminant and general micro analysis and also to test the attainment of chemical composition on the surface by using Quanta FEG 250 instrument.
Thermogravimetric Analysis (TGA) is used to analyze the stability of heat in which the weight of a specimen was measured by changing temperatures by using TGA Q500 instrument.
Extrusion of optimized composite material in a wire form (1.75 mm of dia.) with 150 Bar pressure adapted to FDM technology by using MT-36 extrusion machine with a screw diameter of 35.6 mm and screw speed of 600 rpm. The methodology chart describes the step-by-step process of extrusion in Fig. 2.

Layout of extrusion methodology
3 Results and Discussion
3.1 FESEM Analysis
Figure 3a shows the SEM Micrograph of ABS which shows the smooth surface without any obstacles. Figure 3c–f shows the SEM Micrograph of ABS with Cellulose polymer Composites materials with different weight percentage like 95% ABS: 5% Cellulose, 90% ABS: 10% Cellulose, 85% ABS: 15 Cellulose, 80% ABS: 20% Cellulose. The FESEM results illustrate the fiber particles were blended richly with the equal distribution of cellulose fiber with ABS matrix material. The magnification scale varied due to the difficulty of location identity on the surface in different samples.

a SEM micrograph of pure ABS, b Pure cellulose, c–f SEM micrograph of 5, 10, 15 and 20% of cellulose with ABS
3.2 XRD Analysis
Figure 4 shows the XRD results of different weight percentages of Cellulose reinforced in ABS polymer. The spectrum peak angle 2θ valued 31.3° clearly proved the presence of cellulose fiber in ABS polymer material from the intensity [19] and it also exposed the uniform distribution of cellulose fiber in ABS polymer matrix composite materials. The longest spectrum peak specifies the ABS polymer material and the smallest spectrum peak specifies the cellulose fiber material. The peak also clearly shows the composition of ABS and cellulose at 5, 10, 15, and 20 wt% on in various slopes as indicated in the graph.

XRD analysis in different wt% of cellulose with ABS
3.3 TGA Analysis
The thermal stability of the cellulose reinforced ABS composites was examined by TGA. Figure 5 shows the consolidated TGA curves of ABS/cellulose composites by different ratios. The minimum weight loss has been detected below room temperature and 100 °C, due to the loss of moisture content from cellulose fibers. At this point, the minimum weight loss was found on 85 wt% of ABS and 15 wt% of cellulose composite. Thermal stability of 85 wt% of ABS and 15 wt% of cellulose composite withstands the highest temperature of 310 degrees Celsius and exhibits 25 percentage of low weight loss.

TGA analysis in different wt% of cellulose with ABS
3.4 Extrusion
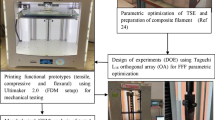
The optimized composite material was taken into the production of filament (wire) form which is adapted to the FDM 3D printing machine. The filament extruder machine used to produce filament was shown in Fig. 6.

Filament extrusion machine (MT-36)
This extrusion machine is constructed with Hooper, twin screw extruder, heating element, feed nozzle. The optimized ratio of 85 wt% of ABS and 15 wt% of cellulose composite is crushed to a pellet form by using a milling machine. The crushed 85:15 wt% composite material is poured into the hooper and the process starts from twin screw extruder which is used to transfer the 85:15 wt% composite material into a heating element which semi-liquify the 85:15 wt% composite material and pushed into the nozzle which is set by a 1.75 mm of diameter. The 1.75 mm diameter filament is the most suitable dimension of wire used in the FDM machine. The resulted wire is completely cooled by a water tank which is shown in Fig. 7.

Extruded filament cooling process
Then the extruded filament wire shown in Fig. 8 was rolled by using a plastic spool on FDM machine.

Extruded filament
3.5 Fused Deposition Modeling
The additive manufacturing technique is well known as 3-Dimensional printing (3DP). In additive manufacturing, there are lot of methods and processes. Among those processes FDM i.e., fused deposition modeling is simple, mostly used in a wide range of applications. FDM is a layer-by-layer deposition process to manufacture structural objects through a computer-aided design (CAD) model using ABS blended with cellulose filament.
Figure 9 shows the process of 3D printing from 85:15 wt% of ABS: cellulose composite wire. This composite material doesn’t affect the FDM machine accuracy due to good thermal properties, which made a great quality of manufacturing. Nowadays most of the [15] automotive components are manufactured by the FDM process.

Process of wire production and printing
4 Conclusions
The effect of adding cellulose reinforcement in ABS polymer was investigated. Polymer matrix composites were fabricated by varying the weight percentages of the reinforcements with matrix material. The following conclusions summarize the morphological and thermal behavior of ABS based cellulose reinforced composite materials.
-
1.
The simple hand layup method has successfully fabricated the ABS based cellulose reinforced composites with the following weight percentages:100 wt% ABS; 95 wt% ABS: 5 wt% cellulose; 90 wt% ABS: 10 wt% cellulose; 85 wt% ABS: 15 wt% cellulose; and 80 wt% ABS: 20 wt% cellulose.
-
2.
FESEM micrograph showed the presence of cellulose reinforcements and properly mixed with the base matrix material of ABS.
-
3.
XRD spectrum peak angle 2θ valued 31.3° clearly showed the presence and equal distribution of reinforcement with a matrix material.
-
4.
The thermal analysis exposed the 85 wt% of ABS and 15 wt% of composite attains withstand the highest temperature of 310 °C and exhibits 25 percentage of low weight loss.
-
5.
The 1.75 mm diameter of filament (wire) used in the FDM 3D printing machine was manufactured from optimized 85 wt% of ABS and 15 wt% of composites by using an extrusion process.
References
Vroman I, Tighzert L (2009) Biodegradable polymers. Materials 2(2):307–344
Moore JD (1973) Acrylonitrile butadiene styrene (ABS)—a review. Composites 4:118–128
Rutkowski V, Levin BC (1986) Acrylonitrile-butadiene-styrene copolymers (ABS): pyrolysis and combustion productsand their toxicity—a review of the literature. Fire Mater 10:93–105
Lavanya D, Kulkarni PK, Mudit Dixit., Prudhvi Kanth Raavi., Naga Vamsi Krishna L (2011) Sources of cellulose and their applications—a review. Int J Drug Formulation Res 2:19–38
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and Nano composites. Chem Soc Rev 40(7):3941–3994
Rodríguez J, Thomas J, Renaud J (2001) Mechanical behavior of acrylonitrile butadiene styrene (ABS) fused deposition materials—experimental investigation. Rapid Prototyping J 7(3):148–158
Yousefi M, Gholamian F, Ghanbari D, Salavati Niasari M (2011) Polymeric nanocomposite materials: preparation and characterization of star-shaped PBS nanocrystals and their influence on the thermal stability of acrylonitrile butadiene styrene (ABS) copolymer. Polyhedron 30(6):1055–1060
Sanaeepur H, Amooghin AE, Moghadassi A, Kargari A (2011) Preparation and characterization of acrylonitrile–butadiene–styrene/poly(vinyl acetate) membrane for CO2 removal. Sep Purif Technol 80(3):499–508
Huntley CJ, Crews KD, Abdalla MA, Russell AE, Curry ML (2015) Influence of strong acid hydrolysis processing on the thermal stability and crystallinity of cellulose isolated from wheat straw. Int J Chem Eng, Article ID658163 11
Nishi Y, Kunikyo N, Kanda M, Lebrun L, Guyomar D (2010) Impact value of high electric conductive ABS composites with copper powder dispersion prepared by solution-cast method. Mater Trans 51(1):165–170
Huang SL, Qu X (2003) The rheology of metal injection molding. J Mater Process Technol 137:132–137
Zimmermann T, Pohler E, Geiger T (2004) Cellulose fibrils for polymer reinforcement. Adv Eng Mater 6(9):754–761
Nikzad M, Masood SH, Sbarski I (2011) Thermo mechanical properties of a highly filled polymeric composites for fused deposition modeling. Mater Des 32(6):3448–3456
Pandey JK, Nakagaito AN, Takagi H (2013) Fabrication and applications of cellulose nanoparticle-based polymer composites. Polym Eng Sci 53(1):1–8
Xanthos M (201) Polymers and polymer composites. Functional filler for plastics, pp 1–18
Bellini A, Bertoldi SGM (2004) Liquefier dynamics in fused deposition. J Manuf Sci Eng 237–246
Durgun I, Ertan R (2014) Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyping J 20(3):228–235
Nakiri T, Kawachi Y, Honda M, Imoto K, Yamatika T, Tajitsu Y (2007) Development of electric wire using biodegradable polymer. IEEE—Trans Ind Appl 43(4):1069–1074
Ponsuriyaprakash S, Udhayakumar P, Pandiyarajan R (2020) Experimental investigation of ABS matrix and cellulose fiber reinforced polymer composite materials. J Nat Fibers 1–12
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Ponsuriyaprakash, S., Udhayakumar, P., Pandiyarajan, R., Antony Prabu, D., Gurusamy, P. (2023). Synthesis, Characterization and Production of 3D Printing Filament by Bio-degradable Fiber Reinforced ABS Polymer Matrix Composite Material. In: Rajkumar, K., Jayamani, E., Ramkumar, P. (eds) Recent Advances in Materials Technologies. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-3895-5_24
Download citation
DOI: https://doi.org/10.1007/978-981-19-3895-5_24
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-3894-8
Online ISBN: 978-981-19-3895-5
eBook Packages: EngineeringEngineering (R0)