
Abstract
The hot corrosion behavior of Ni20Cr alloy was evaluated in NaVO3 at temperatures of up to 700 °C and compared to Inconel 600. The performance of both the alloys was evaluated using electrochemical measurements, such as potentiodynamic polarization, linear polarization resistance, and electrochemical impedance spectroscopy measurements, as well as a cyclic corrosion test. The results show that the Ni20Cr alloy has better corrosion performance than the Inconel 600. The better performance of the Ni20Cr alloy was due to its ability to develop a stable protector oxide (Cr2O3) on its surface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-temperature corrosion is a serious issue in power generation systems and is influenced by the type of fuel, fuel conditions, and design factors of the system (Ref 1). Low-grade fuels, also known as residual fuels, are commonly used in power generation systems due to the high cost of high-grade fuels. However, low-grade fuels contain high concentrations of vanadium, sulfur, and sodium impurities. These elements are harmful because they form highly corrosive compounds during the fuel oil combustion, such as V2O5, V2O4, Na2SO4, NaVO3, and vanadate complexes. These compounds are deposited by condensation as thin films of molten salts on the surfaces of materials.
One of the most probable reactions takes place between vanadium oxide (V2O5) and sodium sulfate (Na2SO4), which forms sodium vanadate (NaVO3, Na4V2O7, Na3VO4) and vanadate complexes. These compounds are among the most corrosive due to their low melting points, low viscosity, and acidity, which lead to accelerated dissolution of the protective oxide layer that develops on the surfaces of metallic materials. This accelerated attack is known as hot corrosion (Ref 2,3,4,5,6,7). Some ways to prevent corrosive attacks of molten salts are replacing conventional materials (stainless steel) with more resistant alloys, such as Ni- or Co-based superalloys, using metallic coatings that form a stable film of protective oxides, such as Cr2O3, Al2O3, and SiO2; and using inhibitors (CaO and MgO) that can form vanadates with high melting points (Mg3V2O8, Mg2V2O7) (Ref 5, 7).
Superalloys are more commonly used in high-temperature industrial process because they have good mechanical properties, such as tensile resistance, creep, and fatigue resistance, and they maintain microstructural stability over a wide range of temperatures (Ref 7). The high-temperature corrosion resistance of superalloys is based on their ability to develop stable protective oxide films on their surfaces, such as Cr2O3 or Al2O3, which is due to the selective oxidation of protective elements. Generally, Ni-based superalloys are the most popular due to their high content of Cr, which provides excellent corrosion resistance. This is due to the development of a protective oxide (Cr2O3), which decreases the aggressive effects of the corrosive species present in vanadium or sulfate salts (Ref 2, 8, 9). The formation of a continuous protective layer of Cr2O3 is possible as long as the chromium content of the alloy is at least 10-15% by weight (Ref 10). Although the formation of a protective layer of Cr2O3 increases the corrosion resistance of the superalloys, it has been reported that the continuous dissolution of the protective layer promotes the formation of various oxides due to the different elements present in the superalloys, such as NiO, Fe2O3, Al2O3, MoO3, and CoO. The presence of multiple oxides can lead to an acceleration of the corrosion rate because of a synergistic dissolution process, that is, some metallic oxides can undergo an acid dissolution process and others a basic dissolution process. This will promote changes in the basicity of the molten salts increasing the dissolution rate of the metallic oxides. After that, it is possible that the molten salts can be saturated with corrosion products, and the basicity stabilized at a value where the metallic oxides have approximately equal solubility. Therefore, sustained hot corrosion of the alloy does not continue (Ref 11). However, in specific cases of corrosion by molten salts that are rich in vanadium, if the Cr content in the alloy is depleted, Ni can contribute to protect the alloy due to the formation of highly stable refractive corrosion products on the alloy surface (Ni3V2O8 and Ni2V2O7) (Ref 12).
Corrosion by molten salts is an electrochemical process since molten salts are excellent ionic conductors and show acid/base behavior. Hence, the corrosion rate can be determined using electrochemical techniques (Ref 13). Cyclic corrosion tests are also important for determining the behavior of the protective oxide layer (Ref 14). A previous investigation carried out cyclic corrosion tests on different coatings of Cr3C2–NiCr, NiCrBSi, Stellite-6, or Ni-20Cr on Ni-based superalloys (Superni 75). The evaluations were made in a mixture of salts (Na2SO4-60%V2O5) at 900 °C and revealed that the Ni20Cr coating had the highest corrosion resistance. This result was attributed to the formation of oxides and spinels of Ni and Cr (Ref 15).
Thus, the goal of the present study was to evaluate the performance of Ni20Cr alloy and Inconel 600 in NaVO3 at 700 °C. Another objective was to observe if the corrosion phenomena mentioned above will take place (synergistic dissolution and formation of vanadates) and how they affect the corrosion behavior of each alloy. The corrosion evaluations were taken using electrochemical techniques and cyclic corrosion tests. In addition, SEM and DRX analysis were used to support the results obtained. It is well-known that the Inconel 600 is a commercial superalloy commonly used in such systems.
Experimental Procedure
Testing Materials
Ni20 (wt.%) Cr alloy was made from commercial Ni20Cr powder using a quartz crucible in an induction furnace. Inconel 600 alloy was used as a reference material, which contained 16 Cr, 8 Fe, 1.5 Mn, 0.5 Si, 1.0 Cu, and 0.15 C (wt.%), which are balanced with Ni (according to the manufacturer Goodfellow). Both alloys were cut into samples measuring 8 × 5 × 6 mm. The samples were ground with 600 grade emery paper.
Corrosion Test
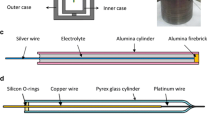
The corrosion resistance of the materials was evaluated using electrochemical techniques and cyclic corrosion tests. Electrochemical measurements were taken using conventional three-electrode electrochemical cells where either Ni20Cr or Inconel 600 was the working electrode. Platinum wire was used as the reference electrode and counter electrode. The working electrode was made by spot welding the alloy of interest (Ni20Cr or Inconel 600) to a Ni20Cr wire. To protect the wire from the corrosive environment, it was inserted in a mullite tube, and the space left between the ceramic tube and sample was sealed with refractory cement. The corrosive salt used was sodium metavanadate (NaVO3) at a temperature of 700 °C in static air. The corrosive salt was contained in an aluminum crucible and heated in a tubular electric furnace until it reached the test temperature. The arrangement of electrodes was then submerged in molten salt and stabilized for 30 min before starting the test.
Potentiodynamic polarization curves were obtained by applying polarization from − 400 to 1400 mV with respect to the corrosion potential (Ecorr) at a scan rate of 1 mV/s. Linear polarization resistance measurements (LPR) were performed by polarizing the working electrode at ± 10 mV with respect to open-circuit potential (OCP) at a sweep rate of 10 mV/min. Electrochemical impedance spectroscopy measurements (EIS) were performed at OCP by applying a sinusoidal signal with an amplitude of ± 10 mV in a frequency range of 10,000-0.01 Hz.
Cyclic corrosion tests were carried out by applying a corrosive salt film to the alloys. This was done by mixing NaVO3 powder with distilled water to form a paste, which was added to the surface of the alloys using a brush. The samples coated with the corrosive salt were dried at room temperature and then heated to 250 °C for 2 h until a constant weight was reached. An average of 5 mg/cm2 of the NaVO3 was added to the surfaces of the samples. The cyclic corrosive tests were done in triplicate.
Once the alloys were coated, they were placed in aluminum crucibles and put in an electric furnace at 700 °C. The cyclic corrosive tests were done using 100 cycles, where each cycle consisted of one to 24 h. After that, data were recorded every 3 h until the end of the test. The changes in mass of the alloys were recorded using a digital balance with a sensitivity of 0.0001 g. The samples were cooled down to room temperature before recording the mass.
Scanning Electron Microscopy (SEM) and X-Ray Diffraction (XRD)
The corroded samples were encapsulated in epoxy resin and then ground with emery paper and polished with a 0.3-μm aluminum suspension. To avoid the dissolution of the corrosion products in water, the grinding and polishing stages were done using ethanol. The encapsulated and metallographically prepared samples were observed with a JEOL JSM-IT500 scanning electron microscope, and microchemical analysis was performed with a Bruker Flash 6|30 energy disperse spectrometer attached to it.
X-ray diffraction analyses were carried out using a Rigaku diffractometer with Cu Kα radiation in order to the compounds present in the alloys. The analysis done before the corrosion test was performed on only bulk Ni20Cr alloy. However, after the corrosion test, the corrosion products were determined with powder obtained at the interface of both alloys evaluated for 100 cycles. The compounds were identified using the Match software and the PDF-2 database.
Results and Discussion
Potentiodynamic Polarization Curves
Figure 1 shows the potentiodynamic polarization curves for both Ni20Cr and Inconel 600 alloys evaluated in NaVO3 at 700 °C in static air. The anodic branches of both materials showed active behavior toward potentials that were slightly above their corrosion potential. That is, the anodic current density increased rapidly with a small increase of potential in the noble direction (Ref 16). This behavior is a consequence of continuous dissolution of the alloy elements due to the high affinity of V for Cr and Ni (Ref 17,18,19).

Potentiodynamic polarization curves of Ni20Cr alloy and Inconel 600 in NaVO3 at 700 °C in static air
Subsequently, both materials showed an increment in the slopes of their anodic branches. This behavior can be associated with the formation of more stable corrosion products (Ni vanadates) with better protective properties than those of Cr2O3 (Ref 12). Table 1 shows the electrochemical parameters obtained from the polarization curves. In general, the two alloys showed similar behavior, but the Ni20Cr alloy showed a more noble corrosion potential and lower corrosion current density. This suggests the formation of corrosion products (Cr2O3, NiO and Ni vanadates), with better protective characteristics than the ones formed by the Inconel 600 (Ref 20). Additionally, it has been reported that the corrosion resistance of Ni-based alloys (Inconels) is related to its chemical composition, mainly with its chromium content (Ref 21). Probably, the highest content of Cr and Ni of the Ni20Cr alloy compared with Inconel 600 promotes a faster growth of the corrosion-product layer that reduces the attack by molten salt of the alloy surface.
Open-Circuit Potential (OCP) Measurements
Figure 2 shows the open-circuit potential (OCP) of the Ni20Cr and Inconel 600 alloys. The Ni20Cr alloy exhibited a shift in OCP toward more active values during the first 4 h of immersion but then shifted toward slightly nobler values and reached quasi-stable behavior. This result suggests that a process of continuous dissolution of the protective oxide occurred during the first 4 h of immersion, and then more stable corrosion products tended to form (Ref 22). The passive layer could correspond to Cr oxide or corrosion products that prevent the diffusion of aggressive species into the metal surface (Ref 12,13,14,15,16,17,18,19).

Open-circuit potential of Ni20Cr alloy and Inconel 600 in NaVO3 at 700 °C in static air
The OCP for Inconel 600 showed an abrupt shift toward nobler values during the first 6 h of immersion and shifted toward more active values after 14 h. After that, it reached an apparent steady state. This behavior suggests that Inconel 600 rapidly developed a passive layer. However, this layer was not stable and was easily dissolved by the corrosive environment, which led to the formation of non-protective corrosion products. The apparent steady state could be caused by the accumulation of corrosion products that hindered the diffusion of NaVO3 into the metal surface.
Inconel 600 showed more active behavior, which was possibly due to its low content of Cr and the presence of non-protective elements Fe, Mn, and Cu. The greater content of Cr and the absence of other alloying elements in the Ni20Cr alloy promoted the development of a more stable protective layer of Cr2O3 that is denser and thicker that the one that developed on Inconel 600. This resulted in a more noble potential for the Ni20Cr alloy (Ref 23).
Linear Polarization Resistance (LPR) Measurements
Figure 3 shows the corrosion current density (icorr) of Ni20Cr and Inconel 600 alloys in NaVO3 at 700 °C. The icorr values were obtained from the LPR measurements by using the Stern–Geary equation (Ref 24):
where Rp is the polarization resistance, and ba and bc are the anodic and cathodic Tafel slopes, respectively (Table 1). The Ni20Cr alloy showed the lowest icorr values with a constant decrease during the 12 h of immersion, but after that time, it remained steady until the end of the test. This behavior could be associated with the low reactivity of Cr in the presence of NaVO3 in free corrosion conditions (Ref 19), as well as the formation of protective corrosion products with refractory characteristics due to the reaction between the Ni and vanadium salts (Ref 12).

Corrosion current density of Ni20Cr alloy and Inconel 600 in NaVO3 at 700 °C in static air
The tendency of icorr for Inconel 600 is consistent with the more active behavior observed in the OCP measurements. Inconel 600 showed the greatest corrosion current density with a decrease for the first 6 h of immersion and then a slight increase. Stable behavior occurred in the last 6 h of the test. This behavior could be associated with the low content of Cr and the presence of other elements (Fe, Mn, and Cu) that are unable to form protective oxides. The presence of multiple oxides can lead to a synergistic dissolution process that decreases the corrosion resistance of the materials (Ref 6, 21, 25). The icorr values observed by both alloys are similar to those reported for pure Cr in similar test conditions (Ref 3). However, the better performance of Ni20Cr alloy could be because the alloy is formed from only two elements. Cr showed the lowest reactivity in NaVO3, and the Ni formed stable and protective corrosion products.
Electrochemical Impedance Spectroscopy (EIS) Measurements
Figure 4 and 5 show the evolution of the impedance spectra (Nyquist and Bode format) for Ni20Cr and Inconel 600 alloys in NaVO3 at 700 °C. The Nyquist diagram of the Ni20Cr alloy (Fig. 4) showed two capacitive, depressed semicircles, one at high and intermediate frequency and a second one at low frequencies. The second capacitive semicircle increased in diameter as the immersion time increased, which indicates an increase in the corrosion resistance (Ref 26). This is consistent with the phase angle format of the Bode diagram, which showed the formation of two time constants. The first was observed around 0.1 Hz at 0 h and at higher frequencies (1-10 Hz) as time passed. The second time constant was observed at lower frequencies of 0.1 Hz with an increment in phase angle of 16°-40° over time. The formation of two time constants indicates the presence of two interfaces. The first one is associated with the interface of the corrosion products and molten salt, while the second is associated with the interface between the protective oxide and corrosion products.

Impedance spectra of Ni20Cr alloy in NaVO3 at 700 °C in static air

Impedance spectra of Inconel 600 in NaVO3 at 700 °C in static air
In the impedance module format of the Bode diagram (|Z|), the charge transfer resistance increased over time in the low-frequency region, which is consistent with the evolution of the second time constant and the capacitive semicircle observed in the Nyquist diagram. The absence of the low-frequency plateau indicated that the charge transfer resistance is higher than the last one obtained. This is a consequence of the formation of two protective layers on the alloy surface, which reduced the ion transport and thus the corrosion rate of the alloy (Ref 27).
Figure 5 presents the impedance spectra over time for Inconel 600, for which the behavior is similar to that of Ni20Cr alloy. The Nyquist diagram shows two capacitive semicircles, of which the diameter increased over time. The phase angle format of the Bode diagram also presented two time constants, with the first one located at 0.1-1.0 Hz at the beginning of the test, which was displaced around 200 Hz over time. The second one was observed at frequencies less than 0.1 Hz and then changed to frequencies around 0.1-0.3 Hz over time. The displacement of the time constants at higher frequencies is associated with an increment in the thickness of the layer of corrosion products (Ref 28).
Similarly, the impedance module diagram showed an increase in the charge transfer resistance, which is associated with the increase in the maximum phase angle of the second time constant. The magnitude of the maximum phase angle is associated with a more capacitive behavior of the protective oxide. Therefore, this behavior may correspond to the growth of a protective oxide or the accumulation of corrosion products, which restricted the diffusion of the corrosive agent. The impedance spectra show that Inconel 600 had poorer performance than Ni20Cr alloy, which is consistent with the electrochemical tests.
Figure 6 and 7 show the cross sections and microchemical element mapping for both alloys after 24 h of immersion in NaVO3 at 700 °C. In Ni–Cr alloys, Cr has a greater oxygen affinity than Ni. Thus, it forms a passive layer based on Cr and spinels of Ni–Cr oxides on the alloy surface (Ref 29,30,31,32). Figure 6 shows that the Ni20Cr alloy has corrosion-product scales on the surface. The element mapping indicated the high densities of Cr, V, and O. There was no evidence of a protective film of Cr2O3, which suggests that it was dissolved by NaVO3, with a non-protective CrVO4 film forming according to reaction (2) (Ref 19):

Cross sections and element mapping of Ni20Cr alloy after being exposed to NaVO3 at 700 °C for 24 h

Cross sections and element mapping of the Inconel 600 after being exposed to NaVO3 at 700 °C for 24 h
According to this previous reaction, the dissolution of protective oxide is associated with an increment in the basicity of the melt (Na2O), resulting in lower corrosivity (Ref 6).
The microchemical element mapping of Inconel 600 is shown in Fig. 7. There was a layer of corrosion products rich in Cr, Fe, O, and V. Once again, there was no evidence of a protective oxide based on Cr, which suggested a continuous dissolution process of the oxides that developed on the alloy surface. Another important feature is the alloy profile, which suggests that a localized corrosion process took place. This is contrasts with the one observed on the Ni20Cr alloy, which presented a homogenous corrosion process according to the profile of the alloy.
In addition, there were zones that were depleted of Cr and enriched in Ni in the alloy, which suggests that the Cr content of the alloy was not able to regenerate the protective oxide layer. Thus, the corrosion of the alloy was accelerated by elements with low protection capacity, such as Fe. This suggests that the degradation of Inconel 600 occurred through the dissolution of Cr2O3 (Eq 2) along with the dissolution of Fe2O3 according to the following equation:
In the case of the Ni20Cr alloy, the dissolution reactions of the oxides caused an increase in basicity of the melt and decreased its corrosivity. However, due to the depletion of Cr on the surface of the alloy, less stable and less protective oxides (Fe2O3) were formed, which favored the degradation of the alloy.
Cyclic Corrosion Tests
Figure 8 shows the mass gain kinetics of both Ni20Cr and Inconel 600 alloys exposed to cyclic corrosion in NaVO3 at 700 °C for 100 cycles in static air. The Ni20Cr alloy presented a fast mass increase during the firsts 12 cycles of the test. Then, there was a marked decrease in the mass gain rate during the rest of the test. The marked decrease in the slope of the mass gain curve of the Ni20Cr is probably due to the formation of a stable protective oxide layer or the accumulation of dense and adherent corrosion products on the metal surface, which result in a decrease in the corrosion rate (Ref 33). In contrast, Inconel 600 showed a higher mass gain with a marked increasing trend during the entire test without visible evidence of reaching a stationary state. The higher mass increase for Inconel 600 could be related to the constant growth of a non-adherent and porous oxide layer, which allows a higher diffusion of corrosive species into the metal surface.

Kinetics of mass gain of Ni20Cr and Inconel 600 under a cyclic corrosion process in NaVO3 at 700 °C and fitting of the data using a parabolic law (Eq 4)
The kinetic parameters of the mass gains were determined by fitting the data using a parabolic rate law. This made it possible to determine the parabolic rate constant, kp. Different procedures can be used to calculate kp. One consists of relating the mass gain (Δw/A) and the exposition time (t) according to equation, \(\left( {\frac{\Delta w}{A}} \right) = \sqrt {kp} t^{n}\). According to this equation, strictly parabolic behavior occurs when n = 0.5.
In Fig. 8, the continuous lines correspond to the fitting of the experimental data. According to the fitting, the n values for Ni20Cr and Inconel 600 alloys are 0.4053 and 0.6324, respectively. Both values showed a deviation from the parabolic model. Ni20Cr alloy had a kp value of 0.7111 mg2 cm−4 h−1, whereas that for Inconel 600 was 1.3512 mg2 cm−4 h−1. The lower value obtained for the Ni20Cr alloy indicates better performance (Ref 33).
Another way to determine kp is using a linear least square algorithm as a function in the form of \(\left( {\frac{\Delta w}{A}} \right)^{2} = kpt\) (Ref 34, 35), where kp is obtained from the slope of the line obtained by graphing (Δw/A)2 versus t. In this case, the model strictly agrees with the fitted parabolic when n = 0.5. The fitting of the kinetic data using this model is shown in Fig. 9. The value of kp for Ni20Cr alloy was 0.3103 mg2 cm−4 h−1, whereas that for Inconel 600 was 4.1468 mg2 cm−4 h−1. Once again, the Ni20Cr alloy showed the lowest value of kp.

Mass gain parabolic behavior (mg/cm2)2 vs. time for Ni20Cr alloy and Inconel 600 in NaVO3 at 700 °C during 100 cycles
Figure 10 shows the behavior of the instant parabolic rate constant, kpi, for Ni20Cr and Inconel 600 alloys according to equation, \(kp_{p}^{i} = \frac{{{\text{d}}\left( {\frac{\Delta w}{A}} \right)^{2} }}{{{\text{d}}t}}\) (Ref 34). The Ni20Cr alloy showed higher kpi at the beginning of the test, which indicates a higher corrosion rate. However, after ten cycles, the values tended to reach a quasi-stable state with lower perturbations. This could be due to the development of a stable protective layer on the surface, which restricted the diffusion of the corrosive species. In contrast, Inconel 600 alloy showed higher kpi without a tendency to reach steady state during the entire test. The instabilities observed in the kpi could be related to the formation of a non-protective oxide layer on the surface (Ref 21).

Instant parabolic rate constant (kpi) of Ni20Cr alloy and Inconel 600 in NaVO3 at 700 °C during 100 cycles
In addition, the better performance of Ni20Cr alloy could be related to its higher content of Cr than Inconel 600 (Ref 21, 36). Inconel 600 contains a significant amount of Fe (8 wt.%), which can cause the formation of the iron oxides or mixed oxides on the protective layer of Cr2O3. The formation of protective layers based on more than one metal can cause synergetic dissolution, which accelerates the corrosion process of the alloy (Ref 6, 37). In general, the Ni20Cr alloy showed an average kpi of 0.3462 mg2 cm−4 h−1, whereas that for Inconel 600 was 4.3793 mg2 cm−4 h−1. This indicates that Inconel 600 has a higher mass gain during the cyclic corrosion process.
The variation of kp with the different fitting methods indicated that both alloys did not strictly follow the parabolic oxidation law. This is caused by the molten salt, which accelerates the corrosion process of the alloy. The obtained kp values were compared with those reported in other studies (Ref 14, 38,39,40,41,42,43,44,45,46,47,48) for different corrosive environments, such as mixtures of Na2SO4-60%V2O5, Na2SO4-25%K2SO4, and 75%Na2SO4-25%NaCl (see Fig. 11).

Comparison between Kp of coatings and Ni-based alloys with different temperatures and molten salt environments
The kp values obtained for Inconel 600 in NaVO3 are within the same order of magnitude as those reported for other Ni-based super alloys, such as Superni 76, 750, 75, 718, and 600, as well as for Inconel 718 in a mixture of Na2SO4-60%V2O5. The kp values of Ni20Cr alloy in NaVO3 were higher than those for the same alloy but manufactured by a thermal spray technique and tested in Na2SO4-60%V2O5 at 900 °C, where Na2SO4 and V2O5 react to form NaVO3 (Ref 40, 49). V-containing salt mixtures at temperatures higher than 700 °C produce higher Cr2O3 dissolution, which decreases the alloy’s corrosion resistance (Ref 19). This could be the reason why the Ni20Cr alloy exhibited better corrosion resistance in the present study.
The kp values for Inconel 600 in V-free mixtures such as Na2SO4-25%K2SO4 were compared, and lower results were obtained for Inconel 75 and 718 alloys. This result is related to the formation of chromate since molten Cr2O3 in sulfates reacts with oxygen to form 4CrO42−. This prevents the dissolution of any protective oxide (Ref 41, 50). However, the kp values for Ni20Cr and Ni10Cr alloys were very similar to each other but lower than those for pure Ni in 75%Na2SO4-25%NaCl. In addition, the hot corrosion kinetics in NaCl/Na2SO4 mixtures showed higher mass gain than those in the Na2SO4/V2O5 melts. This occurred because sulfur leads to the formation of sulfides (CrS3) and chlorides (CrCl3) in the alloy, thus preventing the formation of any protective oxide (Ref 45, 51).
Additionally, it has been reported that chromium contents lower than 10% are not enough for a continuous layer of Cr2O3 to be formed. Thus, S or Cl can diffuse into the alloy (Ref 52). Therefore, in all cases, kp for Ni20Cr alloy in NaVO3 is lower than those reported for different Ni-based alloys, regardless the type of melt, testing time, and temperature.
Figure 12 shows a micrograph of the cross sections and microchemical element mappings of the Ni20Cr alloy at the end of the cyclic corrosion test. The micrograph shows a layer that is rich in Cr and Ni oxides on its surface, above which there is corrosion-product scale that is rich in V, Ni, and Cr. The high amount of Ni in the corrosion-product layer could be caused by an initial process of metallic dissolution before a Cr-rich protective layer was established. This can be associated with the mass increase in the first 10 h of the cyclic corrosion test (Fig. 10).

Cross sections and element mapping of the Ni20Cr alloy at the end of the cyclic corrosion test
The initial corrosion process of the Ni20Cr alloy favored the formation of Ni vanadates, which decrease the aggressiveness of NaVO3 and subsequently favor the development of a protective layer that is rich in Cr and Ni on the alloy. In the presence of vanadium salts, the Ni forms refractory compounds with higher melting points than 700 °C, such as Ni2V2O7, Ni3V2O8, and Ni(VO3)2 according to the following reactions (Ref 12):
Similarly, Fig. 13 shows a cross-sectional micrograph together with the microchemical element mapping of Inconel 600 at the end of the cyclic corrosion test. The surface has oxide scale that is rich Cr, Ni, and Fe, as well as V oxide. This indicated low protective capacity due to the presence of multiple metallic oxides, which favored a synergistic dissolution process that promoted the corrosion process of the alloy (Ref 6, 37). Corrosion-product scale that is rich in V, Cr, Ni, and Fe was observed on the oxide layer. It was also observed that phases rich in V and Ni (vanadates of Ni) were not able to form a protective layer on the alloy. Due to the continuous metallic dissolution process, a depletion of Cr and Fe and enrichment of Ni were observed on the alloy. These characteristics have been observed in the corrosion process in molten salt, where the alloy is not capable of developing a protective oxide (Ref 21, 53,54,55,56).

Cross sections and element mapping of the Inconel 600 at the end of the cyclic corrosion test
X-ray Diffraction Analysis
Figure 14 shows the X-ray diffraction pattern (XRD) of the as-received Ni-20Cr alloy. The highest peak can be observed at 2θ = 44.26°, which is in agreement with the results reported in another works. This result indicates that there might be a superposition of two peaks that correspond to Ni (1 1 1) (2θ = 44.505° according to ICDS, Inorganic Crystal Structure Database) and Cr (1 1 0) (2θ = 44.390°). This suggests the formation of a solid solution of Cr in Ni. The amount of Cr in Ni also increased the crystal lattice parameters, as reported previously (Ref 57). In addition, it has been reported that γ-NiCr is the main phase found in Ni–Cr alloys (Ref 58).

XRD pattern of the Ni20Cr alloy
Figure 15 shows the XRD patterns of the corrosion products for Ni20Cr after the corrosion tests in molten NaVO3 at 700 °C for 100 cycles. A Cr2O3 layer as well as Ni and Cr (NiCr2O4) spinel were found. Additionally, Cr (CrVO4) and Ni (Ni3V2O8, Ni2V2O7) vanadates were also identified, which reduced the corrosion rate due to the formation of Ni refractory vanadates. XRD patterns for the corrosion-product layer that formed on top of Inconel 600 showed the presence of Cr2O3, Fe2O3, Ni, and Cr spinels, and vanadates of Fe and Ni (see Fig. 16). The corrosion products identified for both alloys have been observed in other studies that evaluated Ni-based alloys in molten salts with the addition of vanadium (Ref 48, 59, 60).

XRD pattern of the corrosion products obtained from the interface of Ni20Cr alloy coated with NaVO3 salt at 700 °C for 100 cycles

XRD pattern of the corrosion products obtained from the interface of Inconel 600 coated with NaVO3 salt at 700 °C for 100 cycles
Conclusion
Ni20Cr alloy had better electrochemical and mass gain performance than Inconel 600 in NaVO3 at 700 °C. Electrochemical tests such as LPR and EIS showed that Ni20Cr alloy had lower corrosion current density and higher charge transfer resistance than Inconel 600 alloy. This indicates better corrosion resistance due to the formation of a protective Cr oxide layer, which has better protective characteristics than the ones that formed on Inconel 600. In addition, the contents of different elements (Cr, Fe, Ni, Cu, and Mn) in Inconel 600 helped to accelerate the corrosion process. Protective layers based on different oxides lead to a synergetic dissolution process that accelerates the corrosion process.
The cyclic corrosion tests showed that Ni20Cr alloy had a lower parabolic rate constant and thus a higher corrosion resistance than Inconel 600. SEM and XRD analyses showed that a protective layer of Ni vanadates was formed on the surface of Ni20Cr alloy. These refractory compounds protected the alloy by preventing the diffusion of corrosive species.
References
N. Otsuka, Shreir’s Corrosion-Volume 1: Basic Concepts, High Temperature Corrosion, Fireside Corrosion, 4th ed., Academic Press, New York, 2010, p 457–481
I.B. Singh, Corrosion and Sulphate Ion Reduction Studies on Ni and Pt Surfaces in With and Without V2O5 in (Li, Na, K)2SO4 Melt, Corr. Sci., 2003, 45, p 2285–2292
O. Sotelo, C. Cuevas, J. Porcayo, V.M. Salinas, and G. Izquierdo, Corrosion Behavior of Pure Cr, Ni, and Fe Exposed to Molten Salts at High Temperature, Adv. Mater. Sci. Eng., 2014, https://doi.org/10.1155/2014/923271
R.A. Mahesh, R. Jayaganthan, and S. Prakash, Evaluation of Hot Corrosion Behaviour of HVOF Sprayed Ni–5Al and NiCrAl Coatings in Coal Fired Boiler Environment, Surf. Eng., 2010, 26(6), p 413–421
X. Montero and M.C. Galetz, Inhibitors and Coatings Against Vanadate-Containing Oil Ash Corrosion of Boilers, Surf. Coat. Technol., 2016, 304, p 211–221
R.A. Rapp, Hot Corrosion of Materials: A Fluxing Mechanism?, Corr. Sci., 2002, 44, p 209–221
S. Bose, High Temperature Coatings, Chap. 6-Oxidation and Corrosion Resistance Coatings, 2nd ed., Elsevier, New York, 2018, p 97–198, https://doi.org/10.1016/B978-0-12-804622-7.00005-X
T.S. Sidhu, S. Prakash, and R.D. Agrawal, Hot Corrosion and Performance of Nickel-Based Coatings, Corr. Sci., 2006, 90(1), p 41–47
F. Weng, H. Yu, C. Chen, and K. Wan, Influence of Nb and Y on Hot Corrosion Behavior of Ni–Cr-based Superalloys, Mater. Manuf. Processes, 2015, 30, p 677–684
J. Stringer, High-Temperature Corrosion of Superalloys, Mater. Sci. Technol., 1987, 3(7), p 482–493
Y. Longa, Y.S. Zhang, M. Takemoto, and R.A. Rapp, Hot Corrosion of Nickel-Chromium and Nickel-Chromium-Aluminum Thermal-Spray Coatings by Sodium Sulfate-Sodium Metavanadate Salt, Corrosion, 1996, 52(9), p 680–689
J. Porcayo, J.J. Ramos, J. Mayen, E. Porcayo, G.K. Pedraza, J.G. Gonzalez, and L. Martinez, High Temperature Corrosion of Nickel in NaVO3-V2O5 Melts, Adv. Mater. Sci. Eng., 2017, https://doi.org/10.1155/2017/8929873
C.L. Zeng and J. Li, Electrochemical Impedance Studies of Molten (0.9Na, 0.1 K)2SO4-Induced Hot Corrosion of the Ni-Based Superalloy M38G at 900°C in Air, Electrochim. Acta, 2005, 50, p 5533–5538
D. Deb, S.R. Iyer, and V.M. Radhakrishnan, A Comparative Study of Oxidation and Hot Corrosion of a Cast Nickel Base Superalloy in Different Corrosive Environments, Mater. Lett., 1996, 29(1–3), p 19–23
T.S. Sidhu, S. Prakash, and R.D. Agrawal, Evaluation of Hot Corrosion Resistance of HVOF Coatings on a Ni-Based Superalloy in Molten Salt Environment, Mater. Sci. Eng. A, 2006, 430, p 64–78
E.M. Zahrani and A.M. Alfantazi, Molten Salt Induced Corrosion of Inconel 625 Superalloy in PbSO4–Pb3O4–PbCl2–Fe2O3–ZnO Environment, Corr. Sci., 2012, 65, p 340–359
N.S. Flores and C. Cuevas, High-Temperature Corrosion Investigation of the Inconel-600 in Molten Sulfate/Vanadate Mixtures Using Electrochemical Techniques, Int. J. Electrochem. Sci., 2017, 12, p 9882–9895
P.S. Sidky and M.G. Hocking, The Hot Corrosion of Ni-Based Ternary Alloys and Superalloys for Application in Gas Turbines Employing Residual Fuels, Corr. Sci., 1987, 27(5), p 499–530
J. Porcayo, V.M. Salinas, R.A. Rodriguez, and L. Martinez, Effect of the NaVO3-V2O5 Ratio on the High Temperature Corrosion of Chromium, Int. J. Electrochem. Sci., 2015, 10(5), p 4928–4945
C. Cuevas, J. Uruchurtu, J. González, G. Izquierdo, J. Porcayo, and U. Cano, Corrosion Evaluation of Alloy 800 in Sulfate/Vanadate Molten Salts, Corrosion, 2004, 6(6), p 549–560
O. Sotelo, J. Porcayo, C. Cuevas, G. Salinas, J.J. Ramos, E. Vazquez, and L. Martinez, Corrosion Performance of Ni-Based Alloys in Sodium Metavanadate, Int. J. Electrochem. Sci., 2016, 11, p 1868–1882
I. Gurrappa and D.V. Reddy, Characterisation of Titanium Alloy, IMI-834 for Corrosion Resistance Under Different Environmental Conditions, J. Alloys Compd., 2005, 390(1–2), p 270–274
A. Nishikata and S. Haruyama, Electrochemical Monitoring of the Corrosion of Ni, Fe, and Their Alloys in Molten Salts, Corrosion, 1986, 42(10), p 578–584
M. Stern and A.L. Geary, Electrochemical Polarization, J. Electrochem. Soc., 1957, 104(9), p 56–63
K.J.L. Iyer, S.R. Iyer, and V.M. Radhakrishnan, Some Aspects of Hot Corrosion of Superni by Vanadium, Can. Metall. Q., 1987, 26(1), p 53–59
C.H. Lin and J.G. Duh, Electrochemical impedance Spectroscopy (EIS) Study on Corrosion Performance of CrAlSiN Coated Steels in 3.5 wt% NaCl Solution, Surf. Coat. Technol., 2009, 204(6–7), p 784–787
C.L. Zeng, W. Wang, and W.T. Wu, Electrochemical Impedance Models for Molten Salt Corrosion, Corr. Sci., 2001, 43(4), p 787–801
O. Sotelo, J. Porcayo, C. Cuevas, J.J. Ramos, J.A. Ascencio, and L. Martinez, EIS Evaluation of Fe, Cr, and Ni in NaVO3 at 700°C, J. Spectrosc., 2014, https://doi.org/10.1155/2014/949168
T.S. Sidhu, S. Prakash, and R.D. Agrawal, Hot Corrosion Performance of a NiCr Coated Ni-Based Alloy, Scr. Mater., 2006, 55(2), p 179–182
S.P. Jeng, P.H. Holloway, and C.D. Batich, Surface Passivation of Ni/Cr Alloy at Room Temperature, Surf. Sci., 1990, 227(3), p 278–290
H. Ruiz, J. Porcayo, J.E. Garcia, J.M. Alvarado, L. Martinez, L.G. Trapaga, and J. Muñoz, Electrochemical Corrosion of HVOF-Sprayed NiCoCrAlY Coatings in CO2-Saturated Brine, J. Therm. Spray Technol., 2016, 25(7), p 1330–1343
H. Ruiz, J. Porcayo, J.M. Alvarado, A.G. Mora, L. Martinez, L.G. Trápaga, and J. Muñoz, Influence of Oxidation Treatments and Surface Finish on the Electrochemical Behavior of HVOF Ni-20Cr Coatings, J. Mater. Eng. Perform., 2017, https://doi.org/10.1007/s11665-017-3048-1
N. Jegadeeswaran, M.R. Ramesh, and K.U. Bhat, Combating Corrosion Degradation of Turbine Materials Using HVOF Sprayed 25% (Cr3C2-25(Ni20Cr)) + NiCrAlY Coating, Int. J. Corr., 2013, https://doi.org/10.1155/2013/824659
N. Babu, R. Balasubramaniam, and A. Ghosh, High-Temperature Oxidation of Fe3Al-Based Iron Aluminides in Oxygen, Corr. Sci., 2001, 43(12), p 2239–2254
N.K. Mishra, A.K. Rai, S.B. Mishra, and R. Kumar, Hot Corrosion Behaviour of Detonation Gun Sprayed Stellite-6 and Stellite-21 Coating on Boiler Steel SAE 431 at 900 C, J. Corr. Int., 2014, https://doi.org/10.1155/2014/146391
N. Bala, H. Singh, and S. Prakash, High-Temperature Oxidation Studies of Cold Sprayed Ni–20Cr and Ni–50Cr Coatings on SAE 213-T22 Boiler Steel, Appl. Surf. Sci., 2009, 255, p 6862–6869
Y.S. Hwang and R.A. Rapp, Synergistic dissolution of oxides in molten sodium sulfate, J. Electrochem. Soc., 1990, 137(4), p 1276–1280
H. Singh, S. Prakash, D. Puri, and D.M. Phase, Cyclic Oxidation Behavior of Some Plasma-Sprayed Coatings in Na2SO4-60%V2O5 Environment, J. Mater. Eng. Perform., 2006, 15(6), p 729–741
T.S. Sidhu, S. Prakash, and R.D. Agrawal, Characterisations of HVOF Sprayed NiCrBSi Coatings on Ni- and Fe-Based Superalloys and Evaluation of Cyclic Oxidation Behaviour of some Ni-Based Superalloys in Molten Salt Environment, Thin Solid Films, 2006, 515(1), p 95–105
S. Saladi, J.V. Menghani, and S. Prakash, Characterization and Evaluation of Cyclic Hot Corrosion Resistance of Detonation-Gun Sprayed Ni-5Al Coatings on Inconel-718, J. Therm. Spray Technol., 2015, 24(5), p 778–788
S. Kamal, R. Jayaganthan, and S. Prakash, Evaluation of Cyclic Hot Corrosion Behaviour of Detonation Gun Sprayed Cr3C2–25%NiCr Coatings on Nickel- and Iron-Based Superalloys, Surf. Coat. Technol., 2009, 203(8), p 1004–1013
G. Kaushal, H. Singh, and S. Prakash, High Temperature Corrosion Behaviour of HVOF-Sprayed Ni-20Cr Coating on Boiler Steel in Molten Salt Environment at 900°C, Int. J. Surf. Sci. Eng., 2011, 5(5–6), p 415–433
S.S. Chatha, H.S. Sidhu, and B.S. Sidhu, High Temperature Hot Corrosion Behaviour of NiCr and Cr3C2–NiCr Coatings on T91 Boiler Steel in an Aggressive Environment at 750°C, Surf. Coat. Technol., 2012, 206(19–20), p 3839–3850
S. Kamal, R. Jayaganthan, S. Prakash, and S. Kumar, Hot Corrosion Behavior of Detonation Gun Sprayed Cr3C2–NiCr Coatings on Ni and Fe-Based Superalloys in Na2SO4–60% V2O5 Environment at 900°C, J. Alloys Compd., 2008, 463(1–2), p 358–372
F. Guangyan, Q. Zeyan, C. Jingyu, L. Qun, and S. Yong, Hot Corrosion Behavior of Ni-Base Alloys Coated with Salt Film of 75%Na2SO4 + 25%NaCl at 900°C, Rare Met. Mater. Eng., 2015, 44(5), p 1112–1115
T.S. Sidhu, S. Prakash, and R.D. Agrawal, Hot Corrosion Studies of HVOF Sprayed Cr3C2–NiCr and Ni–20Cr Coatings on Nickel-Based Superalloy at 900°C, Surf. Coat. Technol., 2006, 201(3–4), p 792–800
A. Rahmana, V. Chawla, R. Jayaganthana, R. Chandra, and R. Ambardar, Study of Cyclic Hot Corrosion of Nanostructured Cr/Co–Al Coatings on Superalloy, Mater. Chem. Phys., 2011, 126(1–2), p 253–261
T.S. Sidhu, S. Prakash, and R.D. Agrawal, Performance of High-Velocity Oxyfuel-Sprayed Coatings on an Fe-Based Superalloy in Na2SO4-60%V2O5 Environment at 900°C Part II: Hot Corrosion Behavior of the Coatings, J. Mater. Eng. Perform., 2006, 15(1), p 130–138
R.A. Mahesh, R. Jayaganthan, and S. Prakash, A Study on Hot Corrosion Behaviour of Ni–5Al Coatings on Ni- and Fe-Based Superalloys in an Aggressive Environment at 900°C, J. Alloys Compd., 2008, 460(1–2), p 220–231
F. Wang, X. Tian, Q. Li, L. Li, and X. Peng, Oxidation and Hot Corrosion Behavior of Sputtered Nanocrystalline Coating of Superalloy K52, Thin Solid Films, 2008, 516(16), p 5740–5747
N. Arivazhagan, S. Narayanan, S. Singh, S. Prakash, and G.M. Reddy, High Temperature Corrosion Studies on Friction Welded Low Alloy Steel and Stainless Steel in Air and Molten Salt Environment at 650°C, Mater. Des., 2012, 34, p 459–468
J. Porcayo-Calderon, J.G. Gonzalez-Rodriguez, and L. Martinez, Protection of Carbon Steel against Hot Corrosion Using Thermal Spray Si- and Cr-Base Coatings, J. Mater. Eng. Perform., 1998, 7(1), p 79–87
A. Luna, J. Porcayo, G. Salinas, C.D. Arrieta, V.M. Salinas, and L. Martinez, Electrochemical Performance of Fe-Al Intermetallic alloys with Addition of Li, Ni and Ce in NaVO3 at 700 C, Int. J. Electrochem. Sci., 2013, 8(4), p 4641–4653
G. Salinas, J.G. Gonzalez, J. Porcayo, V.M. Salinas, G. Lara, and A. Martinez, Electrochemical Study on Effect of Au, Ag, Pd and Pt on Corrosion Behaviour of Fe3Al in Molten NaCl–KCl, Corros. Eng. Sci. Technol., 2014, 49(5), p 378–385
G. Salinas, J. Porcayo, J.G. Gonzalez, V.M. Salinas, J.A. Ascencio, and L. Martinez, High Temperature Corrosion of Inconel 600 in NaCl-KCl Molten Salts, Adv Mater. Sci Eng, 2014, https://doi.org/10.1155/2014/696081
L. Romo, J.G. Gonzalez, J. Porcayo, R. Guardian, and V.M. Salinas, Study on the Effect of Co, Cr and Ti on the Corrosion of Fe40Al Intermetallic in Molten NaCl-KCl Mixture, Intermetallics, 2015, 67, p 156–165
V. Petley, S. Sathishkumar, K.H.T. Raman, G.M. Rao, and U. Chandrasekhar, Microstructural and Mechanical Characteristics of Ni–Cr thin Films, Mater. Res. Bull., 2015, 66, p 59–64
D. Lou, C. He, S. Shang, C. Liu, and Q. Cai, Microstructure and Performances of Graphite Scattered Cr3C2-NiCr Composites Prepared by Laser Processing, Mater. Lett., 2013, 93, p 304–307
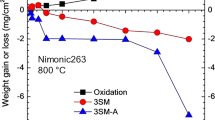
V. Mannava, A. Sambasiva Rao, M. Kamaraj, and R. Sankar Kottada, Influence of Two Different Salt Mixture Combinations of Na2SO4-NaCl-NaVO3 on Hot Corrosion Behavior of Ni-Base Superalloy Nimonic 263 at 800°C, J. Mater. Eng. Perform., 2019, 28(2), p 1077–1093
D. Pradhan, G.S. Mahobia, K. Chattopadhyay, and V. Singh, Severe Hot Corrosion of the Superalloy IN718 in Mixed Salts of Na2SO4 and V2O5 at 700°C, J. Mater. Eng. Perform., 2018, 27(8), p 4235–4243
Acknowledgments
O. Sotelo-Mazon is thankful to the postdoctoral fellowship DGAPA-UNAM. Jose Juan Ramos Hernandez is thanked for the support in the electron microscopy analysis.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Silva-Leon, P.D., Sotelo-Mazon, O., Salinas-Solano, G. et al. Hot Corrosion Behavior of Ni20Cr Alloy in NaVO3 Molten Salt. J. of Materi Eng and Perform 28, 5047–5062 (2019). https://doi.org/10.1007/s11665-019-04235-4
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-019-04235-4