
Abstract
Primarily in response to the implementation of the Restriction of Hazardous Substances (RoHS) European Directive, tin-rich solder alloys and pure tin component surface finishes have been introduced to printed circuit assembly processes. “Tin pest,” a metallurgical phenomenon that can lead to mechanical and electrical degradation of solder, has been associated with tin-rich/pure tin materials. Historically, solder alloy element additions, such as lead or antimony, were used to prevent the formation of tin pest. However, the re-introduction of pure tin component surface finishes and high-percentage tin solder alloys, driven by the requirement to eliminate lead from electronics products, has allowed tin pest to re-emerge as a potential reliability threat. In this study, a pure tin printed circuit assembly test vehicle was created to assess the possible impact of the tin pest in an actual “real-world” process scenario. Some test vehicles were subjected to a static −40°C temperature soak for a period of 10 years while other test vehicles were subjected to thermal shock. Subsequent to this testing, no indications of tin pest were observed in either set of test vehicles.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Background
Tin pest is one of the “ancient” history topics of the electronics industry. Historically, tin pest was referred to as tin disease or tin plague. These terms were based on the observations of “infected” tin (α-tin) coming into contact with areas of “uninfected” tin (β-tin) and spreading the infection like a “disease”.1 The German translation of “tin plague” is “zinn pest,” which English-speaking researchers ultimately began referring to as “tin pest” many years ago. Industry investigations and observations of the tin pest have been published for more than 100 years.2 In 1851, Erdmann discovered a change in the tin pipes of a church organ in Zeitz, Germany.3 He claimed that the tin pipes appeared crystalline and brittle on the surface, hypothesizing that the modification was due to a change in crystal structure caused by vibrations in the organ pipes. In addition to Erdmann's discoveries, Chiavari et al.3 also examined ancient tin-based organ pipes, using x-ray diffraction and scanning electron microscopy (SEM). Bars of tin stored at −38°C during the Leningrad winter of 1867 were reported to have completely disintegrated.4 Tin pest has even generated its own urban myth: namely that Napoleon’s defeat in Russia has been blamed in part on the disintegration of tin buttons on the soldier’s uniforms, thereby reducing their effectiveness in cold weather. Documented archeological evidence has shown that the soldier uniform buttons were actually composed of pewter, copper, or brass and the officer uniform buttons were either silver or gold (Fig. 1).5 The regimental uniform records have no documentation of tin buttons, thus disproving the myth.6

Fragment of Napoleon's army soldier uniform. Photo credit: Dr. Rimantas Jankauskas, Vilnius University.
Occurrences of the tin pest phenomenon have not been limited to the historic past. In 2009, Burns7 reported a tin pest occurrence on tin-plated copper electrical connectors that were in storage. The connectors were intended to be replacements for installed connectors on an electric transit system. When it was time to replace the installed connectors, the replacements were found to be covered with a powder that was determined to be tin pest. While the connectors were specified to have a tin coating with 2% bismuth, subsequent analysis of unaffected areas on the connector demonstrated that the tin coating only included 0.1% bismuth.
In 2017, tin pest in the US National Defense tin stockpile was reported.8 The tin stockpile was established in the years leading up to World War II to address concerns that the supply for new material from Asia could be cut off. For decades, the stockpile has experienced the formation of tin pest, leading to crumbling of the tin. The tin pest is thought to be due to a combination of long-term air pollution and storage in a cold environment. The more than 4000 tons of tin in the stockpile are currently being converted back into 99.99% pure tin through a re-melting process.
In 2019, tin pest was reported on the international space station.9 The tin pest was located on a tin-plated copper beryllium grounding strap bracket (Fig. 2).

Tin pest on an international space station ground strap bracket; (a) full strap, (b) close-up view. Photo credit: NASA.9
Metallurgy of Tin Pest Phenomenon
Tin pest is caused by an allotropic transformation, which is the occurrence of an element in two or more crystalline forms. Six elements are known to exhibit allotropic transformations at one atmosphere of pressure and in the temperature range of −40°C to +60°C: carbon, cerium, phosphorus, sulfur, yttrium and tin.10 The tin allotropic transformation is from β-tin (“white” tin, metallic, body-centered tetragonal crystallographic lattice) into α-tin (“gray” tin, semiconducting, face-centered diamond cubic lattice) and occurs at or below 13.2°C. Figure 3 illustrates the crystallographic structure differences between the α-tin and β-tin.

Tin allotropic crystallographic structures.
The transformation in crystal structure from β-tin (white tin) to α-tin (gray tin) leads to a 27% increase in volume.11 This large volume change causes the naturally brittle gray tin to transform into a powder. Figure 4 illustrates the tin pest allotropic transformation.12 Tin’s maximum allotropic transformation rate occurs around −40°C.11

Tin pest transformation example reprinted with permission from K. Sweatman.12
Industry investigations have documented another important crystallographic phenomenon associated with tin: the formation of tin whiskers.13 Tin whiskers are single crystal filament structures that extrude from tin surfaces and can cause electrical failure of printed wiring assemblies. Other metals such as zinc and cadmium have also been shown to produce whiskers.14 The specific root cause parameter set that induces whisker growth is not yet fully understood by the electronics industry. Figure 5 illustrates tin whiskers on a pure tin surfaced finished component. Pure tin materials are defined as tin plating or solder alloys that contain a minimum of 99% tin and 1% of other constituents. Tin whiskers and tin pest phenomena are both related to pure tin materials and have therefore received considerable attention over the past two decades due to the transition to lead-free electronics. However, it is important to recognize that tin pest and tin whiskers are due to two completely different mechanisms. Tin pest is the result of a well-understood change in the crystallographic structure of tin while tin whiskers are due to a less understood change in the physical shape of the material that appears to be related to local stress redistribution in tin plating. This study focused on tin pest and does not address the topic of tin whiskers.

Tin whiskers on a TSOP component.15
Industry Literature Review
Tin is a common element utilized in solders and for many years has been alloyed with lead to generate a dependable solder for electronics. With the adoption of the Restriction of Hazardous Substances (RoHS) directive by the European Union (EU) in 2003 and its effective date of July 1, 2006, lead and other hazardous materials are restricted from use in the manufacture of various types of electronics and electrical equipment. As a result of this restriction, there has been continuous research to develop lead-free solders, especially those suited for mission-critical devices undergoing harsh environments. However, the utilization of lead-free solders has launched a resurgence of interest in tin pest, its ability to form in tin rich solders, and concerns for its impact on electronics reliability.
Significant investigation has been conducted on tin pest phenomenon using bulk samples of different lead-free tin alloys. In a 2001 study conducted by Kariya et al.,16 ingots composed of a Sn-0.5 wt.% Cu solder alloy were held at −18°C temperature for 2 years. After 1.5 years, about 40% of the specimen was transformed, and after 1.8 years, about 70% of the specimen was transformed to α-tin (Fig. 6). The researchers concluded that “tin pest could lead to total disintegration of micro-electronic solder joints.” They warned that if the tin-copper eutectic system became the prominent lead-free solder, “major ramifications on the service lifetime of electronic assemblies” could result.

Tin pest allotropic transformation on bulk solder samples, reprinted with permission from Plumbridge.17
A year later, Plumbridge17 published additional investigation results on the Sn-0.5Cu and Sn-3.5Ag solder alloys that illustrated continued tin pest progression of bulk sample transformation (Fig. 7). In contrast, a Sn-Zn-3Bi alloy in the investigation had no signs of tin pest formation after 6 years of −18°C exposure. Plumbridge expressed concerns about products using lead-free solders with a design life of 25 years or more. He addressed the fact that many experiments rarely exceed 1 year, and in his study, it took 7 years before tin pest warts were visible in a majority of the solder alloys. He stated that there was, “a complacency that exists among much of the [electronics] industry regarding the significance of tin pest formation for reliability of solder joints.”19

Tin pest allotropic transformation on Sn-0.5Cu bulk solder samples, reprinted with permission from Plumbridge.17
While investigations with bulk materials have exposed concerns for tin pest, relatively few industry studies have addressed the likelihood of tin pest formation in actual solder joints. As part of a larger bulk solder tin pest investigation, Peng18 examined two mobile phone circuit boards in which one board used Sn36Pb2Ag solder and the other board had Sn3.8Ag0.7Cu solder. Neither board developed tin pest when subject to −196°C for 50 h, −40°C for 4 years, or −17°C for 1.5 years. Osterman19 subjected ball grid array (BGA) and quad flat package (QFP) components soldered with three lead-free solder alloys on test vehicles with immersion tin surface finishes. The test vehicles were subjected to two different storage conditions, −30°C for 29 months or −80°C exposure for 20 months, with inspection intervals of approximately every three months. At the end of testing, none of the samples at either storage temperature exhibited indications of tin pest. Additionally, Plumbridge20 did not include any tin pest testing on component solder joints in his research. He indicated however that component solder joint behavior may differ from bulk solder materials since “actual solder joints may be resistant [to tin pest transformation] due to the limited free solder surface available and the constraint of intermetallic compounds” and components did not include any testing on component solder joints in his research.20
Numerous studies aimed at improving the understanding of the kinetics of tin pest transformation are available in the published literature. Aptekar and Styrkas,21 Zeng et al.,22 Matvienko and Sidelnikov,23 and Burgers and Groen24 used a variety of analytical techniques, including x-ray diffraction, SEM, inoculation and temperature manipulation to measure the allotropic transformation for pure tin specimens. These studies have found a wide range of tin pest initiation times, which have been summarized by Styrkas25 in terms of methodology and conversion percentage. Burgers and Groen24 and Zeng et al.22 suggested that their comprehensive tin kinetics analysis supported the use of an Avrami relation to model the reaction kinetics for the β-to-α transformation.
Kariya et al.,16 Plumbridge,17 Illes,26 Skwarek et al.,27 and Di Maio and Hunt28,29 investigated the allotropic transformation with a variety of lead-free solder alloys using inoculation and temperature manipulation. Illes26 described the general process in three stages. The first stage is nucleation, in which new phases develop through self-organization or new thermodynamic phases are created. Growth, in which the transformation progresses, is the second stage. The third stage is saturation, in which the transformation comes to an end and a metastable α-Sn state remains. Di Maio and Hunt30 developed a method to track the β → α transformation through time-lapse photography utilizing 99.99% pure tin. They observed the transformation beginning on the surface of the specimen and then progressing slowly while sequentially transforming small layers of material. Their observations agree with the findings of Kariya et al.16 Eventually, the top layer disintegrates and the transformation continues to progress further. Both parallel and perpendicular cracks with respect to the propagation direction were observed. Di Maio and Hunt30 concluded that parallel cracks resulted from the stresses generated between transformed and untransformed regions, while perpendicular cracks result from the collisions of two transforming regions.
Equally importantly, Di Maio and Hunt28 presented a procedure for monitoring the growth of tin pest utilizing electrical resistance measurements. At −35°C, the resistivity of α-Sn is about one order of magnitude greater than the resistivity of β-Sn at the same temperature. As a result, their procedure allowed them to develop a table indicating the propensity of transformation of seven different binary alloys.
There is disagreement in the published literature on the effects of mechanical deformation on lead-free tin alloys as a mechanism for accelerating or decelerating tin pest formation. The general consensus among a majority of the researchers is that cold working accelerates tin pest formation.16,31 These researchers suggest that the accelerated transformation rate may be due to accumulated internal strain energy from the mechanical treatment. In turn, the built-up internal strain energy generates an additional driving force for the β → α transformation. In contrast, Peng18 suggested that cold working inhibits tin pest formation. Peng stated that the difference in results may be due to the deformation energy being consumed by stress relaxation and microstructural changes, such as coarsening, which occurred when the samples were stored at room temperature for over 6 months before subjecting the samples to low temperatures.
There is general consensus in the industry literature on what elements promote or retard tin pest formation. Researchers typically find that Pb, Bi, and Sb are effective inhibitors of tin pest formation with Bi having been shown to be the most effective.10,16,20,28,32,33,34,35,36 For instance, Plumbridge17 examined a Sn-8Zn-3Bi alloy for 6 years and no tin pest was observed; however; other bulk tin alloy samples with Pb, Ag, and Cu exhibited at least some tin pest formation. Zn, Al, Mg, and Mn are elements documented by researchers to accelerate tin pest formation.32,37 Additionally, MacIntosh,38 as part of an International Tin Research Institute (ITRI) study, reported on the bulk susceptibility of 44 different tin containing materials exposed to −17.8°C (0°F) and −40°C (−40°F) storage conditions for a 10-year period. Overall, only minor tin pest observations were documented, including in eight commercially available solders containing Pb and Sb that showed no indications of tin pest transformation.
Industrial-grade solder alloys have typically had small percentage additions of all three of these elements (Bi, Pb, Sb) that were sufficient to prevent the tin pest phenomenon. However, the introduction of high-percentage tin solder alloys that are lead-free due to the RoHS legislative pressures has reintroduced tin pest questions and concerns. Electronic equipment is used in a wide number of product-use environments with −40°C temperature exposures. Therefore, the fundamental purpose of this investigation was to determine whether a lead-free, high-percentage tin solder alloy would undergo a tin pest reaction over time.
Objective
The primary objective of the investigation was to determine whether tin pest could occur on a pure tin solder alloy on a “real-world” printed circuit assembly that was fabricated using conventional industry surface mount soldering processes and subsequently subjected to test conditions that have been shown to induce tin pest in bulk samples.
Test Procedures
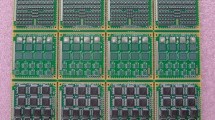
An SMTA Saber evaluation board with an organic solderability preservative (OSP) surface finish was procured from Practical Components. Components on the test board had two different surfaces finishes: DPaks (also known as TO-252) and resistors (1206 and 1210 sizes) had matte tin surface finish while small outline integrated circuit (SOIC-16), plastic leaded chip carrier (PLCC-68), and small outline transistor (SOT-23) components had tin/lead surface finish. While this study focused on the potential increased risk of tin pest in lead-free assembly, including components with tin–lead surface finish provided a baseline direct comparison in the event that the solder joints with matte tin surface finish demonstrated substantial tin pest formation. In addition, 912 unpopulated component pads on the circuit boards were printed with solder paste to produce solder samples for tin pest inspection locations. A pure tin solder paste was created from 99.99% pure tin powder (Kester Solders) and Alpha Metals UP-78 paste flux. The constituted solder paste was 89% pure tin powder and 11% paste flux by weight. The test vehicle, components and solder paste materials were specifically selected to create an assembly with abnormally high tin solder joints. Each test vehicle consisted of a printed circuit assembly populated with two DPak components, one PLCC68 component, three SOIC16 components, 24 SOT23 components, 20 1206 resistors, and 14 1210 resistors in the locations indicated on Fig. 8. The 912 solder pad deposits were applied in multiple areas on unused test board pads.

Tin pest test vehicle (SMTA Saber Evaluation Board): Outlined areas indicated primary component test population regions (SOT-23, SOIC16, PLCC68, 1206, 1210, DPak).
Twelve test vehicles in total were assembled at the Collins Aerospace Coralville, Iowa facility. The solder paste was hand-applied onto the test vehicles with a metal squeegee. The components were manually placed on the test vehicles and then processed through a Heller reflow oven using a lead-free profile with a peak temperature of 260°C. After reflow soldering, flux residues were removed from the test vehicles with an Electrovert Aquastorm aqueous cleaner using Kyzen SSA chemistry. The boards were then placed in polyester bags to prevent contamination and to facilitate handling.
Test Vehicle Conditioning
The test vehicles were divided into three sets for conditioning:
-
Set 1 test vehicles (quantity of two test vehicles) were subjected to thermal shock testing with temperature extremes of −40°C and +40°C, temperature transition time of 60 s, and 20 m dwells at each extreme temperature. Thermal shock test vehicles were subjected to a total of 3000 thermal shocks with visual inspection at ×100 magnification approximately every 500 thermal shocks.
-
Set 2 test vehicles (quantity of five test vehicles) were subjected to static cold-soak conditioning at −40°C. The static soak test vehicles were inspected using optical microscopy with ×100 magnification approximately once a week for the initial 3 months and then once every 3 months for the duration of the 10-year study.
-
Set 3 test vehicles (quantity of five test vehicles) were also subjected to static cold-soak conditioning at −40°C. However, 100 locations on each of these test vehicles were specifically “inoculated” with α-tin crystals in an effort to encourage allotropic transformation. Set 3 test vehicles were also inspected using optical microscopy with ×100 magnification approximately weekly for the initial 3 months and then once every 3 months for the duration of the 10-year study.
Inspection Results
The following observations were recorded:
-
Set 1 test vehicles: Optical microscopy inspection found no indications of tin pest on any components or solder pad deposits after 3000 thermal shocks had been accumulated. Figure 9 illustrates post-thermal shock components with both tin/lead and matte tin finishes. Figure 10 illustrates a solder pad deposit after 3000 thermal shocks.
-
Set 2 test vehicles: None of the optical microscopy inspections conducted over the 10-year period of static cold-soak conditions revealed any indications of tin pest. Figure 11 shows examples of solder joints after 10 years while Fig. 12 shows solder deposits.
-
Set 3 test vehicles: During the first 7 months of static cold-soak conditioning, optical microscopy inspection revealed no indications of tin pest. However, starting with the 10-month inspection period, tin pest transformation was first observed on “inoculated” locations, and the phenomenon continued to progress over time. Figure 13 illustrates a single solder pad deposit before and after tin pest was observed, while Fig. 14 shows the substantial damage incurred on these inoculated solder deposits after 10 years of cold temperature soak.

Optical images of solder joints after 3000 thermal shocks: (a) SOIC16 with tin/lead finish, (b) DPak with matte tin finish.

Optical image of solder pad deposit after 3000 thermal shocks.

Optical images of solder joints after 10-year static soak @ −40°C: (a) SOIC16 with tin/lead finish, (b) DPak with matte tin finish.

Optical image of solder pad deposits after 10-year static soak @ −40°C.

Optical image of inoculated solder pad deposit after 10-year static soak @ −40°C: (a) no tin pest at 7 months, (b) tin pest transformation initiated at 10 months.

Optical image of inoculated solder pad deposit after 10-year static soak @ −40°C: (a) inoculated pad that is missing solder deposit, (b) portion of solder pad deposit that fell off.
Analytical Results
The published industry literature contains numerous discussions on the impact of element inhibitors of tin pest formation. A number of analytical analysis methods, e.g., x-ray fluorescence spectroscopy (XRF), inductively coupled plasma (ICP), were conducted to determine the level of trace elements in the tin solder powder used to create the solder paste, the resulting assembly solder joints, and the component finishes (see Tables I and II). Table I shows the three component package styles with tin–lead surface finish (PLCC68, SOIC16 and SOT23) and the three package styles with matte tin surface finish (SMT 1206, SMT1210 and DPak). Table II includes ICP measurements for SAC305 solder alloy as a reference to compare the trace elements of the solder joints in this study to conventional solder joints.
This information on the tin powder, the resulting assembly solder joints and what can be found in a typical SAC305 solder joint were used to compare/contrast the reported literature results to the current investigation results. The potential impact on retarding tin pest formation for the measured levels of antimony and bismuth was in general agreement with the published literature.
Statistical Assessment
Assembled test vehicles included three different solder configurations, as the pure tin solder paste was applied to all pads, some of which were assembled with components that had either tin–lead (SnPb) surface finish or matte tin surface finish. Each pad on the circuit board represented a potential opportunity for tin pest to be observed. Table III summarizes the number of possible tin pest sites for each solder configuration on a single test board.
The three different test sets used in the study did not include the same number of test boards. Also, some of the potential tin pest sites in the Set 3 test population were inoculated (10 solder joints on resistors and 90 solder deposits). Therefore, the number of potential sites for tin pest varied with the test set and solder configuration. Results of observations are summarized in Table IV, which reports results in a format of x/y (z), in which x is the number of sites that exhibited tin pest, y is the total number of possible tin pest sites, and z is the portion of possible sites exhibiting tin pest. This table shows that only those locations that were seeded with α-tin, i.e., were inoculated, exhibited tin pest.
Discussion
This investigation found no evidence of tin pest on non-inoculated assembly solder joints that were subjected to either thermal shock or static cold-soak conditioning methods. The only tin pest transformation that was observed over the 10-year exposure period occurred in samples that were intentionally inoculated and subjected to static cold temperature soak. These results agree with those of Peng18 and Osterman,19 who reported no indications of tin pest allotropic transformation on electronic components subjected to cold temperature exposure of 1–9 years. The investigation results also agree with Vetter and Guhl,39 who reported no allotropic transformation on solder joints over a 12-month observation period. Vetter and Guhl believed that the lack of transformation in the soldered test vehicles was due to elemental suppression caused by impurities in the solder joints from the solder powder used to fabricate the assembly solder paste and the component/board surface finishes. The results from this investigation also agree with other industry research citing the effects of elemental suppression. Three elements—bismuth, antimony, and lead—have been shown to consistently suppress/eliminate the tin pest reaction.2,10,12,20 This investigation’s 10-year continuous −40°C exposure is equal to that of the 10-year ITRI38 study. In the ITRI study, the tin pest transformation was suppressed by elemental additions in bulk test samples. In contrast, this investigation used actual printed circuit solder joints produced with contemporary printed circuit assembly processes. The lack of tin pest occurrence on components with tin/lead surface finishes aligns with other industry investigations that concluded that the presence of lead suppresses the allotropic transformation.
Conclusion
This investigation showed that pure tin assembly solder joints did not undergo the tin allotropic transformation under thermal shock and extended static cold-soak conditioning. Pure tin assembly solder joints that were intentionally “inoculated” with α-tin did exhibit tin pest in comparison to pure tin solder joints that were not inoculated or assembly solder joints that were created with tin/lead surface finished components. Since the pure tin assembly solder joints did exhibit tin pest only when they were “inoculated” with α-tin, it appears that the inherent low-percentage elemental contributions inherent to actual lead-free solder joints are sufficient to suppress the formation of tin pest on circuit card assemblies.
References
R.C. Lasky, Tin Pest: Elusive Threat in Lead-Free Soldering? J. Fail. Anal. Preven. 10, 437 (2010). https://doi.org/10.1007/s11668-010-9391-2.
A. Bornemann, Tin Disease in Solder Type Alloys, ASTM International Symposium on Solder 129 (1957) doi: https://doi.org/10.1520/STP44116S
C. Chiavari, C. Martini, G. Poli and D. Prandstraller, Deterioration of Tin-rich Organ Pipes. J. Mater. Sci. 41, 1819 (2006). https://doi.org/10.1007/s10853-006-2896-0.
C. Fritzsche, Über einen eigenthümlichen Molecular-Zustand des Zinnes, Mem. Acad. St. Petersburg, (1) 7 (1870)
K. Killgrove, Skeletons of Napoleon's Soldiers Discovered in Mass Grave Show Signs of Starvation (Forbes magazine July, 2015), https://www.forbes.com/sites/kristinakillgrove/2015/07/25/skeletons-of-napoleons-soldiers-in-mass-grave-show-signs-of-starvation/?sh=516adb43743c. Accessed 10 November 2020.
B. Christian and A. Culver, Tin Pest Disease, ICSR Conference Proceedings, (2005)
N.D. Burns, A Tin Pest Failure, J Fail. Anal. Preven. (2009) doi: https://doi.org/10.1007/s11668-009-9280-8
US tin stockpile upgraded from tin pest contamination, ITRI Newsletter, November (2017) https://www.internationaltin.org/us-tin-stockpile-upgraded-from-tin-pest-contamination/. Accessed 6 June 2021
NASA, Evaluation of the Tin Plating on the Trailing Umbilical System Reel Ground Strap, KSC-MSL-2007-0124, Boeing 721M-5105 (2007)
B. Cornelius, S. Treivish, Y. Rosenthal and M. Pecht, The Phenomenon of Tin Pest: A Review. Micro. Rel. 79, 175 (2017). https://doi.org/10.1016/j.microrel.2017.10.030.
J. Becker, On the Quality of Gray Tin Crystals and Their Rate of Growth. J. Appl. Phys. 29, 1110 (1958). https://doi.org/10.1063/1.1723369.
K. Sweatman, S. Suenaga and T. Nishimura, Suppression of Tin Pest in Lead-free Solders, in IPC/JEDEC 8th International Conference on Lead-free Electronic Computer and Assem. Proc. (2005)
G. Galyon, Annotated Tin Whisker Bibliography and Anthology. iNEMI report, Ver 1.2, (2003)
R. Veale, Tin and Zinc Whisker Growth on Electronic Hardware. Allen Bradley Component Engineering Tech. Rep., No. 9300822 (1993)
D. Hillman and R. Wilcoxon, JCAA/JGPP No-Lead Solder Project: -55C to +125C Thermal Cycle Testing Final Report. Navy Mantech Contract GST 0504BM3419-02 (2006)
Y. Kariya, N. Williams, C. Gagg and W. Plumbridge, Tin Pest in Sn-0.5 wt.% Cu Lead-Free Solder. JOM. 53, 39 (2001). https://doi.org/10.1007/s11837-001-0101-0.
W.J. Plumbridge, Further Observations on Tin Pest Formation in Solder Alloys. J Elec. Mat. 39, 433 (2010). https://doi.org/10.1007/s11664-010-1104-9.
W. Peng, An Investigation of Sn Pest in Pure Sn and Sn-based Solders. Micro. Rel. 49, 86 (2009). https://doi.org/10.1016/j.microrel.2008.11.001.
M. Osterman, Tin Pest Resistance of Lead-free Solders in Low Temperature Applications. CALCE Web Seminar, July (2016)
W.J. Plumbridge, Tin Pest Issues in Lead-Free Electronic Solders. J Mater Sci.: Mater Electron. 18, 307 (2007). https://doi.org/10.1007/s10854-006-9025-3.
I. Aptekar and A. Styrkas, Inert Supports as Carriers of Tin Plague Infection from InSb to Beta-Sn. J. High Purity Sub. 7, 282 (1993).
G. Zeng, S.D. McDonald, K. Sweatman and K. Nogita, Tin Pest in Lead-Free Solders? Fundamental Studies on the Effect of Impurities on Phase Transformation Kinetics. In: ICEP Conference Proceedings 135 (2014) doi: https://doi.org/10.1109/ICEP.2014.6826677
A.A. Matvienko and A.A. Sidlnikov, The Influence of Relaxation of Stresses Occurring During the Beta-Alpha Transformation of Tin on the Kinetics of the Transformation. J. Alloys Compd. 101, 641 (1997). https://doi.org/10.1016/S0167-2738(97)84095-7.
W.J. Burgers, L.J. Groen, Mechanism and Kinetics of the Allotropic Transformation of Tin. Lab. of Phys. Chem., Tech. Univ., Delft.183 (1957)
A.D. Styrkas, Mechanisms of the Allotropic Transition of Sn. Inorganic Mat. 39, 806 (2003). https://doi.org/10.1023/A:1025065027495.
B. Illes, A. Skwarek, T. Hurtony, O. Krammer, G. Harsanyi, Characterization of Tin Pest Phenomenon in a Low Ag Content SAC Solder Alloy. In: 22nd EMPC. 1, (2019)
A. Skwarek, J. Kulawik and K. Witek, Induction of Tin Pest Transformation in Solder Joints in Ceramic Packages of Sub-THz Scanner. In: IEEE 38th ISSE conference proceedings 47 (2015) doi: https://doi.org/10.1109/ISSE.2015.7247960
D. Di Maio, C.P. Hunt, Allotropic transformation in tin and lead free solder alloys: Measuring the effect and implications for industry. National Physics Laboratory (2009) https://eprintspublications.npl.co.uk/4552/. Accessed 1 December 2021.
D. Di Maio and C.P. Hunt, Monitoring the Growth of the α Phase in Tin Alloys by Electrical Resistance Measurements. J Elec Mat. 38, 1874 (2009). https://doi.org/10.1007/s11664-009-0822-3.
D. Di Maio and C.P. Hunt, Time-Lapse Photography of the β-Sn/α-Sn Allotropic Transformation. J. Mater. Sci. Mater. Electron. 20, 386 (2009). https://doi.org/10.1007/S10854-008-9739-5.
Y.J. Joo and T. Takemoto, Transformation of Sn-Cu Alloy from White Tin to Grey Tin. Mater. Lett. 56, 793 (2002).
M. Leodolter-Dworak, I. Steffan, W.J. Plumbridge and H. Ipser, Tin Pest in Sn-0.5Cu Lead-Free Solder Alloys: A Chemical Analysis of Trace Elements. J Elec. Mat. 39, 105 (2010). https://doi.org/10.1007/s11664-009-0958-1.
K. Lohberg and H. Moustafa, Zeitschrift fur Metallkunde 67, 333 (1976).
J. Spergel, Tin Transformation of Tinned Copper Wire. ASTM Spec Publ. 319, 83 (1962). https://doi.org/10.1520/STP45810S.
L. Williams, Gray Tin Formation in Soldered Joints Stored at Low Temperatures. ASTM Special Publ. 189, 149 (1956). https://doi.org/10.1520/STP44117S.
R.R. Rogers and J.F. Fydell, Factors Affecting the Transformation to Gray Tin at Low Temperatures. J. Electrochem. Soc. 100, 383 (1953).
M.J. Sullivan, S.J. Kilpatrick, Degradation Phenomena. Handbook of Lead-Free Solder Tech. for Micro. Assemblies, CRC Press. 929 (2004)
R.M. MacIntosh, Tin in Cold Service, Tin and Its Uses. 72, 7 (1966)
D. Vetter, R. Guhl, Tin Pest on Lead Free Solder – Real Threat or Phantom?, IPC/Soldertech Global 4th Int Elec Conf (2006)
Acknowledgments
The authors would like to thank Dr. Bev Christian, HDP, for technical discussions; Dr. J.L. Golden for technical information on the NASA tin-plated bracket; and a special thank you to John Barnes, dBi Corporation, for outstanding tin pest literature search contributions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hillman, D., Wilcoxon, R. & Wieland, A. An Examination of the Tin Pest Phenomenon Over a 10-Year Period. J. Electron. Mater. 51, 6492–6502 (2022). https://doi.org/10.1007/s11664-022-09886-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11664-022-09886-z