
Abstract
Ferrous alloys are important raw materials for special steel production. In this context, alloys from the Fe-Cr system, with typical Cr weight fraction ranging from 0.45 to 0.95, are prominent, particularly for the stainless steel industry. During the process in which these alloys are obtained, there is considerable production of fine powder, which could be reused after suitable chemical treatment, for example, through coupling pyrometallurgical and hydrometallurgical processes. In the present study, the extraction of chromium from fine powder generated during the production of a Fe-Cr alloy with high C content was investigated. Roasting reactions were performed at 1073 K, 1173 K, and 1273 K (800 °C, 900 °C, and 1000 °C) with 300 pct (w/w) excess NaOH in an oxidizing atmosphere (air), followed by solubilization in deionized water, selective precipitation, and subsequent calcination at 1173 K (900 °C) in order to convert the obtained chromium hydroxide to Cr2O3. The maximum achieved Cr recovery was around 86 pct, suggesting that the proposed chemical route was satisfactory regarding the extraction of the chromium initially present. Moreover, after X-ray diffraction analysis, the final produced oxide has proven to be pure Cr2O3 with a mean crystallite size of 200 nm.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ferrous-alloys are relevant raw materials for the production of special steels. Among these, Fe-Cr alloys (Cr—11 to 25 pct w/w) play an important role, especially for the stainless steel industry.[1] This fact explains the significant production of such Fe-Cr alloys, which, according to the Brazilian Mineral Summary (2012) amounted to 145.122 tons in 2011,[2] distributed among high C content alloys (HCFeCr), with C content ranging between 4 and 10 pct and of low carbon alloys (LCFeCr), with C levels up to 0.5 pct.[3]
Fe-Cr alloys are mainly obtained by two processes, where C or Si is employed as reducing agents—the former being associated with HCFeCr alloy syntheses, and the latter associated with LCFeCr alloys.[3,4] During HCFeCr alloy production, two types of materials are generated: granulated material, composed of particle sizes already suitable for use in secondary refining; and a fine powder which, due to its tiny particle size, cannot be incorporated into the pan load. However, the substantial amount of chromium found in this last material, justifies its significant technological value, and is a strong motivation toward the development of chemical processes that could enable high chromium-recovery levels.
Within the above perspective, it can be observed that many studies have been published regarding the development of chemical-processing routes applied over chromium-bearing materials such as mineral concentrates and residues. Regarding aqueous routes, it is clear that leaching and pressurized leaching are the possible ways to address the issue of chromium recovery from chromite concentrates and solid residues. In this context, it can be verified that alkaline solutions have been applied in order to selectively extract chromium and recover it as a precipitate.[5–8] Regarding high-temperature processes, it can be observed that carbo-chlorination, reactions producing sulfates as well as alkaline roasting are also possible ways to extract intermediate compounds which can be easily separated in the chemical processing of mineral concentrates and residues.[9] Regarding chlorination methods, it can be observed that reductive chlorination in the presence of sodium chloride was studied as a possible approach to a selective chemical attack over chromium within the chromite lattice.[10] However, the chromium-bearing materials and also this type of chemical-processing systems have been studied in order to recover other chemical elements, such as nickel by sulfatazing roasting.[11] Regarding the chromium extraction from chromite concentrates, it can be observed that alkaline roasting provides the formation of a soluble intermediate salt containing the chemical element of interest which can be easily recovered.[12,13] It can be also affirmed that this is a possible chemical route to extract chromium from ferrochrome materials such as the cited fine powder, as this alkaline roasting approach has been applied as a novel method to process this type of material.[14,15]
Therefore, the present study focuses on the investigation of a chemical route applied to chromium recovery from HCFeCr fine powder samples, by combining pyrometallurgical and hydrometallurgical processes which begin with an alkaline roasting, in order to selectively generate a chromium carrier salt, which is then dissolved in an aqueous medium, with iron remaining as insoluble oxides. It is worthwhile to mention that similar strategies using hydroxides as oxidizing agents have been successfully applied for chromium extraction from chromite concentrates, but not from the type of residue dealt with in the present study which, based on its significant chemical complexity, represents indeed a technological challenge.
Theoretical Background
Thermodynamic simulations for the roasting oxidizing step (Eq. [1]) was first carried out, based on molar standard Gibbs energy plots as function of temperature (Figure 1) and using the database HSC 6.0 software[16] which was employed for all other calculations. The presence of the HCFeCr alloy was modeled as a mixture of Fe and Cr as pure metals, and Cr7C3, which, based on the characterization results (Topic 3), is the main carbon-bearing constituent. In addition, the possible presence of Fe in the form of oxidized inclusions (Fe2O3) was also considered.[17] As evident from the data (Figure 1), sodium chromate should be formed with significant driving force, according to Eq. [1], for temperatures between 473 K (200 °C) and 1273 K (1000 °C).

Oxidant roasting molar Gibbs energy
Although the observed extreme negative Gibbs energy values for alkaline roasting (Figure 1) support the thermodynamic feasibility of the process, such assessment does not provide a quantitative picture of the true equilibrium nature of the system, which can only be achieved through speciation diagrams (Figures 2, 3).

Alkaline roasting equilibrium composition considering a Stoichiometric composition

Alkaline roasting equilibrium composition considering an excess of NaOH
For a stoichiometric NaOH feed (Figure 2a), Cr2O3 is the predominant chromium compound formed in the entire temperature range. However, under more oxidant conditions (excess of both NaOH and O2), equilibrium shifts toward the exclusive formation of Na2CrO4, a water-soluble salt (Figure 3). It is worthwhile to note that regarding iron, Fe2O3 is the most stable species under both conditions. Therefore, the simulation suggests that the chromium extraction from the final roasting product should be performed with high selectivity. However, before recovering chromium from the Na2CrO4 solution, it is necessary to identify its possible ionic species for different pH ranges, which can be performed through construction of a Pourbaix Diagram for the system Cr-O-H (Figure 4).

Pourbaix diagram for the Cr-O-H system at 373 K (100 °C)
The above-presented data suggest that chromium solubilization is thermodynamically feasible at 373 K (100 °C), within the stability limits of liquid water. For pH values below 2.5 or above 7.5, chromium is present, respectively, as Cr3+ or CrO4 2−. In addition, formation of solid Cr(OH)3 is thermodynamically possible at the imposed temperature.
Methodology
Chemical Processing
Samples of HCFeCr alloy fines were homogeneously mixed with controlled amounts of NaOH, establishing an excess of 300 pct over the stoichiometric condition, based on Eq. [1]. Roasting tests were conducted in tubular furnaces under air atmosphere (2 L/min). The achieved product was then washed with hot distilled water (363 K (90 °C) < T < 373 K (100 °C)) in order to stimulate the solubilization of the obtained sodium chromate crystals. The pH is then lowered through addition of HCl, and chromium is reduced to Cr3+ form through H2O2 addition. Finally, Cr(OH)3 is precipitated from the liquor through pH control (NaOH addition), which is calcinated at 1173 K for Cr2O3 formation, which, in the same way as the raw material (HCFeCr), was then characterized through X-ray diffraction (XRD). Figure 5 presents a flowchart of the process used for chromium extraction following the described methodology.

Flowchart of the process used for chromium extraction
Characterization Methods
The main phases contained in the HCFeCr fines and final solid product were determined via XRD. Due to its special chemical complexity, the initial raw material has been further studied through scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS), in order to assess both particle morphology and elemental chemical composition. The total chromium content transferred to the solution was evaluated via analysis by means of atomic emission spectroscopy (ICP-OES). Also, the chromium speciation in solution was determined through absorption spectrophotometry in the infrared region (FTIR).
Results and Discussion
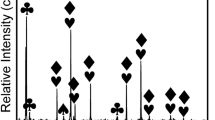
The characterization of the fine powder via XRD resulted in the identification of chromium carbides and iron, aluminum, silicon, and manganese oxides, graphite, and Fe-Cr alloy crystals (Figure 6). The major phases contained in the sample being chromium carbide (Cr7C3)—46.21 pct, and graphite—28.85 pct, with the Fe-Cr alloy being present with only 6 pct of the total sample mass. The reliability of the performed Rietveld analysis can be attested by the very low magnitude of the difference between the calculated and experimental data (bottom line below the XRD pattern) and also by the good agreement between the Cr amounts found through SEM and EDS spectra.

Characteristic XRD pattern of the HCFeCr alloy fine powder
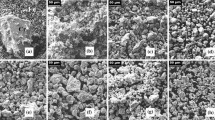
The analyses of the same material through SEM/EDS (Figure 7) indicated the presence of particles with homogeneous morphology of varying sizes in the range of 10 and 150 microns. The presence of Fe (19.7 pct), Cr (44.10 pct), and C (22.53 pct) should be noted, as major elements, alongside other elements (Mn, Si, Al, and O) present with mass fractions lower than 6 pct, in agreement with the quantitative analysis of the XRD pattern discussed above (Figure 6). In this context, it is worth mentioning that the mass fraction of Cr determined through XRD (40 pct) is consistent with the value determined via EDS analysis—42 pct, supporting the reliability of both characterization procedures.

Characteristic SEM micrograph and elemental composition (EDS) of the HCFeCr alloy fine powder
The roasting tests with NaOH were carried out varying temperature in the range between 1073 K (800 °C) and 1273 K (1000 °C). By evaluating the Cr content originally contained in the raw material (fine powder) via EDS, and the chromium concentration in solution via ICP-OES, it was possible to calculate the global chromium recovery (Eq. [2]).
where m SolCr represents the chromium mass in solution, calculated baed on the knowledge of the volume of distilled water used (500 mL) and mean elemental concentration obtained via ICP-OES; and m 0Cr is the chromium mass present in the fine powder according to the EDS analysis. The data of Figure 7 suggest that the roasting step did indeed lead to a significant conversion of the initial chromium to the soluble reaction product of interest—Na2CrO4, whereas, for all roasting temperatures investigated and reaction times equal or greater than 30 minutes, chromium recoveries greater than 80 pct have been achieved.
Regarding the calculated recoveries for roasting times greater than 30 minutes, it should be noted that a temperature rise had a minimum effect over the final achieved value. However, for reaction times between 5 and 30 minutes, the data suggest that higher temperatures result in more significant final recoveries, or, in other words, in a higher amount of soluble Na2CrO4.
In order to assess possible chromium losses during the process (Δm Cr), as a limitation factor for the achieved recovery, which was always less than 100 pct, the Cr mass present initially, the one transported to the solution (m solCr ) and that in the filtered residue from EDS analysis (m fCr ), were calculated for a roasting time of 60 minutes (Table I). The data indicate that, in all cases, the lost mass of chromium (adhered to the crucible walls or splashed out through the formation and collapse of bubbles inside the reactor), should contribute to a loss of less than 1 pct.
The above fact suggests that the observed limitation for the calculated recoveries (Figure 8) should be associated with other causes, such as the possible reaction of the base employed (NaOH) and crucible material (aluminosilicate) could reduce the NaOH availability for the reaction of interest (Eq. [1]), thereby reducing the amount of Na2CrO4 formed, an issue that should be considered in a future theoretical appreciation. Such initiative could lead to a better choice of crucible material, so as to prevent its chemical interaction with reaction media, thereby resulting in a maximization of the achieved chromium recovery.

Cr recovery for experiments conducted at 1073 K, 1173 K, and 1273 K (800 °C, 900 °C, and 1000 °C)
Finally, in order to study the speciation of chromium transported to the solution, an analysis of the generated liquor was carried out through FTIR (Figure 9).The data displayed show an absorption band with characteristic wavelength near 940 cm−1, which should be associated with Cr=O bonds,[18] serving as evidence for the presence of anions containing Cr and O, such as CrO4 2− and/or Cr2O7 2−, in accordance to the Pourbaix diagram (Figure 3).

FTIR signal of a chromium containing liquor
The Pourbaix plot also shows that, after pH reduction, for example, through HCl addition, chromium should be preferably present as Cr2O7 2−, which then could be converted to Cr3+ through a control of the imposed electric potential. In the present process, reduction (Cr2O7 2− to Cr3+) was carried out through addition of H2O2. Afterward, chromium hydroxide can form by making pH higher (NaOH addition), which then was allowed to settle down, and after filtering and further calcination [1173 K (900 °C)], it resulted in pure Cr2O3. This is again in accordance with the information contained in the Pourbaix diagram of Figure 4.
Based on the Rietveld analysis applied to the XRD pattern of the produced solid (Figure 10), pure Cr2O3 has been identified. In this context, it is worthwhile to mention that the refined unit cell parameters are very close to the expected values from ICSD data-base for Eskolaite.[19] The mean crystallite size of 220 nm suggests the presence of nanostructured particles.

XRD pattern and Rietveld data of pure Cr2O3 produced after Cr(OH)3 calcination at 1173 K (900 °C)
Conclusions
The data reported in this study indicate that high chromium recoveries from HCFeCr fines (80 to 90 pct) could be achieved. This fact supports the thermodynamic feasibility of both steps involved in the proposed experimental methodology: oxidant roasting in the presence of NaOH [1073 K to 1273 K (800 °C to 1000 °C)] and solubilization of the formed chromium salt (Na2CrO4) in hot distilled water [363 K to 373 K (90 °C to 100 °C)], as suggested by the performed thermodynamic simulations (topic 2). The mass balances for chromium (Table I) suggest that the limitations regarding the amount of chromium effectively transported to the solution should be mainly associated with consumption of part of the base used (NaOH) due to its reaction with the crucible material (aluminosilicate). In addition, the data obtained through FTIR analysis give support for the presence of CrO4 2− or Cr2O7 2− species, in accordance with thermodynamic expectations (Figure 4). After solution acidification (HCl), and H2O2 and NaOH additions, chromium is precipitated as Cr(OH)3, which after calcination at 1173 K (900 °C), resulted in pure Cr2O3 crystals, with 200-nm mean crystallite size, suggesting the presence of particles in the nanometer size range.
References
United States Geological Survey. 2015 Mineral Commodities Summary: Chromium. Reston, VA (EUA): USGS, 2016.
M.A.F. Ramos: Cromo. Sumário Mineral, DNPM, 2012.
Habashi, F. Handbook of Extractive Metallurgy. Weinheim: Wiley-VCH, 1997.
B.M. Wenzel: Redução carbotérmica do cromo contido nas cinzas do tratamento térmico de resíduos de couro visando a obtenção de liga ferrocromo e sulfato de cromo. Master Thesis, UFRGS, Porto Alegre, 2008.
Chen, G; Wang, J.; Xiaohui, W.; Zheng, S.; Du, H.; Zhang, Y.; Hydrometallurgy, v. 139, 2013, pp. 46–53.
Wanga, Z.; Du, H.; Wanga, S.; Zheng S.; Zhang, Y.; Hwang S.; Kim, N. M.; Jeong, T. E.; Minerals Engineering, v. 57, 2014, pp. 16–24.
Chen, G.; Xiaohui, W.; Du, H.; Zhang, Y.; Wang, J.; Zheng, S.; Zhang, Y.; Minerals Engineering, v. 60, 2014, pp. 60–68.
Zhang H., Xu H., Zhang X., Zhang, Y., Zhang, Y.: Hydrometallurgy, vol. 142, 2014, pp. 47–55.
Habashi, F. Textbook of Pyrometallurgy. Saint-Foy, Québec: Metallurgie Extractive Québec, 2002.
Shen, S.; Hao, X.; Yang, G.; Journal of Alloys and Compounds, v. 476, 2009, pp. 653–661.
Kar, B.B.; Swamy, Y.V. Minerals Engineering, v. 13, n. 14-15, 2000, pp. 1635-1640.
Parirenyatwa, S.; Escudero-Castejon, L.; Sanchez-Segado, S.; Hara, Y.; Jha, A.; Hydrometalurgy, v.165, 2016, pp. 213–226.
Kim, E.; Spooren, J.; Broos, K.; Horckmans, L.; Quaghebeur, M.; Vrancken, K.C.; Hydrometallurgy, v. 158, 2015, pp. 139–148.
Wang, J.; Hu, H.; Peng, Z.; Du, K.; Trans. Nonferrous Met. Soc. China, v. 25, 2015, pp. 3820–3826.
Hu, G.; Wang, J.; Peng, Z.; Du, K.; Wang, W.; Jiang, Q.; Trans. Nonferrous Met. Soc. China, v. 25, 2015, pp. 966–972.
A. Roine: Outokumpu HSC-Chemistry for Windows, 06120-ORC-T, version 6.0, Outokumpu Research Oy, Information Service, Pori, 2006.
L.M. Walter: obtenção de óxido de cromo a partir de finos de uma liga FeCr alto carbono. Master Thesis. Pontifical Catholic University of Rio de Janeiro, 2009.
G.K. Young, U.S. Choi, Y.K. Tai, D.A. June, and Y.C. Jin: Macromol. Rapid Commun. vol 23, 2002, p 535–539.
Hill, A.H.; Harrison, A.; Dickinson, C.; Zhou Wuzong; Kockelmann, W. Crystallographic and Magnetic Studies of Mesoporous Eskolaite, Cr2O3. Microporous and Mesoporous Materials, v. 130, 280–286, 2010.
Acknowledgments
The authors would like to thank CAPES for the financial support and EMBRAPA for their support during chemical analysis using ICP-OES.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted July 12, 2016.
Rights and permissions
About this article

Cite this article
Torres, D.M., Navarro, R.C.S., Souza, R.F.M. et al. Chromium Extraction via Chemical Processing of Fe-Cr Alloys Fine Powder with High Carbon Content. Metall Mater Trans B 48, 1533–1538 (2017). https://doi.org/10.1007/s11663-017-0950-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-017-0950-8