
Abstract
The development of manufacturing technology of Sn-bearing stainless steel inspires a novel concept for using Sn-bearing complex iron ore via reduction with mixed H2/CO gas to prepare Sn-enriched direct reduced iron (DRI). The thermodynamic analysis of the reduction process confirms the easy reduction of stannic oxide to metallic tin and the rigorous conditions for volatilizing SnO. Although the removal of tin is feasible by reduction of the pellet at 1223 K (950 °C) with mixed gas of 5 vol pct H2, 28.5 vol pct CO, and 66.5 vol pct CO2 (CO/(CO + CO2) = 30 pct), it is necessary that the pellet be further reduced for preparing DRI. In contrast, maintaining Sn in the metallic pellet is demonstrated to be a promising way to effectively use the ore. It is indicated that only 5.5 pct of Sn is volatilized when the pellet is reduced at 1223 K (950 °C) for 30 minutes with the mixed gas of 50 vol pct H2, 50 vol pct CO (CO/(CO + CO2) = 100 pct). A metallic pellet (Sn-bearing DRI) with Sn content of 0.293 pct, Fe metallization of 93.5 pct, and total iron content of 88.2 pct is prepared as a raw material for producing Sn-bearing stainless steel. The reduced tin in the Sn-bearing DRI either combines with metallic iron to form Sn-Fe alloy or it remains intact.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The stainless steel industry has experienced rapid development, which has resulted in a robust demand for iron ore, steel scrap, and alloying elements (Ni, Cr, Mo, etc.).[1] Generally, tin is considered as a kind of harmful element in steel products. Its drawbacks include hot shortness and temper brittlement, as well as the fact that cracks and fractures occur if the tin content exceeds the limits (Sn < 0.05 pct).[2] The Sn-bearing iron ore is intractable and abundantly reserved in China, Russia, Indonesia, etc. However, this kind of iron ore has not been efficiently used because tin would exert an adverse effect on the ferrous metallurgical processes and on the properties of conventional steel products.[3]
Up to now, much effort has been expended to develop more economical and effective ways to recover iron and other valuable elements from Sn-bearing iron ore. Traditional methods primarily focus on separating tin from iron to decrease the Sn content.[3,4] For example, combined physical separation processes are efficient to increase iron grade, while excessive Sn is still left because cassiterite is complexly embedded in magnetite.[5] Selective sulfurization or chlorination roasting processes are effective to separate tin from iron ore, but issues of environmental pollution and equipment corrosion are difficult to avoid.[6,7,8] Tin is also capable of being removed by conventional coal-based or microwave-assisted carbothermal reduction, in which a wustite pellet was prepared for ironmaking.[4,9,10] Although metallic pellet [direct reduced iron (DRI)] with low Sn content can be prepared via CO reduction, the volatilization of Sn and metallization reduction of iron must be carried out in two separate steps. In addition, the reduction atmosphere for volatilizing SnO should be strictly controlled to keep the residual Sn content below 0.05 pct, because tin oxides are easily over-reduced to metallic tin.[11,12]
In recent years, Sn-bearing stainless steel, successfully developed in China, Japan, etc., has proven to have excellent corrosion resistance and machinability.[13,14,15] The addition of Cr and Ni can be markedly reduced in the Sn-bearing stainless steel after adding a certain amount of Sn. With respect to the Sn-bearing stainless steel of NSSCFW2 (0.3 pct Sn), developed by Nippon Steel & Sumitomo Metal Corporation (NSSC, Tokyo, Japan), about 40 pct of Ni and Cr is saved compared to the conventional product of SUS304.[15,16] Tin metal, Sn-Fe alloy, and Sn-bearing steel scrap are the main tin sources in the Sn-bearing stainless steel.[17,18] Considering the difficulties of removing Sn from Sn-bearing iron ore, the development of Sn-bearing stainless steel inspires a novel idea of using this kind of ore by retaining Sn in the steel product instead of removing it. Tin-bearing DRI is considered to be superior to steel scrap, which usually contains other harmful elements.
At present, mini-steelmaking is one of the frontier technologies for steel production. Direct reduced iron is a favorable burden for mini-steelmaking because of its stable composition, high purity, and homogeneous particle size. Compared to coal-based reduction, gas-based direct reduction for production of DRI is characterized by large production capacity, low energy consumption, high efficiency, and environmental friendliness.[19]
In view of the advantages of gas-based direct reduction for preparing DRI, the behavior of Sn-bearing iron concentrate pellet reduced by mixed H2/CO gas is studied. The reduction thermodynamics of iron and tin oxides is discussed first. Then the effects of technological parameters, including roasting atmosphere, reduction temperature, and time, on the volatilization of Sn are investigated. Based on the preceding studies, metallic pellet (DRI) enriching Sn, a burden for the electric arc furnace, can be prepared as the material for producing Sn-bearing stainless steel.
Experimental
Materials
The Sn-bearing iron concentrate used in this study was obtained from the Inner Mongolia Autonomous Region, China. The main chemical composition is given in Table I. The total iron grade (TFe) of the concentrate is 65.95 pct, and the content of Sn 0.24 pct exceeds the limitation for ironmaking. The main minerals of iron and tin in the iron concentrate were magnetite and cassiterite (SnO2), respectively.[4] Most of the cassiterite was embedded in magnetite, which resulted in difficult separation of Sn-bearing minerals from magnetite by physical separation processes.[4]
The gases for reductive roasting were mixed H2/CO/CO2, and the purity of these gases was above 99.99 pct. Liquid nitrogen was used for cooling the reduced pellet after roasting.
Methods
Experimental procedure
The experimental procedure mainly included balling, drying, reductive roasting, cooling, etc. The Sn-bearing iron concentrate was blended with 1 pct bentonite and balled into green pellets with 12- to 15-mm diameter using a 1000-mm-o.d. disc pelletizer. The green ball was dried in an oven at 378 K (105 °C) for 4 hours before reductive roasting. The dried pellets were then put in a corundum crucible and roasted in an electrical resistance horizontal furnace. The schematic diagram of the roasting apparatus is shown in Figure 1.

Schematic diagram of the equipment for roasting
Before each experiment, nitrogen gas was first flushed into the quartz tube to expel the air. The corundum crucible loaded with pellets was transferred rapidly from the pipe orifice to the roasting zone of the furnace, which was heated to a given temperature in advance. The reducing gas was directed into the tube immediately. The composition of mixed gas was adjusted by the flowmeters of CO, CO2, and H2, and the total flow rate was fixed at 4.0 L/min to ensure reaction atmosphere. It is worth mentioning that the partial pressure of CO or H2 represents the fraction of P CO or P H2 in the CO-CO2-H2 mixture. After roasting for a desired time period, the crucible together with the roasted pellets was pulled to the entrance of the furnace and cooled to room temperature with liquid nitrogen. The roasted pellets were then collected for subsequent analysis.
Evaluation indexes
The volatilization ratio of Sn was calculated by the equation as follows:
where γ is the volatilization ratio (pct), ε is the mass loss ratio of the pellets (pct), α is the mass content of residual Sn in the roasted pellets (pct), and β is the original Sn content of the dried pellets (pct).
The iron metallization ratio was calculated according to the following equation:
where η is the iron metallization ratio (pct), MFe is the mass content of metallic iron of the reduced pellets (pct), and TFe is the total iron grade of the reduced pellets (pct).
The contents of MFe and TFe were measured by the chemical titration method, and the content of Sn was assayed by an inductively coupled plasma–optical emission spectrometer (Thermo Scientific iCAP 7000 series, Thermo Fisher Scientific, Waltham, MA). A scanning electron microscope equipped with an energy-diffraction spectrum analyzer (SEM-EDS, JEOLFootnote 1 JSM-6490LV) was used for microstructure analysis.
REDUCTION THERMODYNAMICS OF IRON AND TIN OXIDES BY H2/CO
Reduction Thermodynamics
It was reported that tin will volatilize in the form of stannous oxide (SnO), because it has higher saturated vapor pressure than stannic oxide and metallic tin. The vapor pressure of metallic tin and stannous oxide was calculated and is shown in Table II. It can be observed that the vapor pressure of stannous oxide is much higher than that of metallic tin. Thus, the reductive roasting conditions for Sn volatilization should be strictly controlled to maintain the phase of SnO(s).[20]
The main chemical reactions of stannic oxide reduced by H2 and CO with their free energies calculated at a total pressure of 1 atm are listed in Table III.[9] It can be observed that all of the reductive reactions are prone to happen at temperatures less than 1000 K (727 °C).
The reduction of stannic oxide (SnO2) proceeds stepwise in the order of SnO2 → SnO(s) → Sn via CO reduction. Figure 2 shows the equilibrium diagram of stannic oxide reduced with CO and H2 by assuming that the activity of Sn is 1. As observed in Figure 2, the stability zone of SnO(s) is relatively small. Hence, the CO partial pressure must be controlled in a small range for volatilizing SnO.

Equilibrium diagram of SnO2 reduced by CO and H2
As observed from Figure 2, the gas equilibrium curves of Eqs. [5] and [6] are almost coincident and form an extremely small stability zone of SnO. The figure clearly reveals the difficulty in controlling the reduction of SnO2 to SnO in the range of 600 K to 1500 K (327 °C to 1227 °C). Actually, the reduction rate of tin oxide to tin metal in H2 gas was quite fast.[21,22] Higher H2 partial pressure is advantageous to conversion of stannic oxide to metallic tin.
The thermodynamics of reducing iron oxides using H2 or CO as reductant have been well investigated. Iron oxides are likely reduced to metallic iron by H2 or CO, and the reduction rate would be accelerated remarkably when the reduction takes place in the presence of H2.[19] As a result, it is beneficial to retain Sn by gas-based reduction, which accelerates the reduction of iron oxides and promotes the formation of metallic tin.
Phase Diagram Analysis
The binary phase diagram of Sn-Fe[13] shown in Figure 3 was employed to interpret the behavior of metallic tin in the reduced pellet. The reduction of tin oxides is generally easier than that of iron oxides.[21] As metallic iron is generated during the reduction process, it will melt into a liquid state due to its low melting point [505 K (232 °C)] and vapor pressure. The Sn-Fe system demonstrates that the main Sn phase above 1183 K (910 °C) is Sn-rich Sn-Fe liquid. During the cooling process, liquid combines with metallic iron to form different Sn compounds (such as Fe5Sn3, Fe3Sn2, FeSn, and FeSn2). The final Sn phase will be Sn compounds as well as metallic tin, which depends on the Sn content. Provided that the reduced pellet was cooled slowly to below 300 K (27 °C), the theoretical Sn-Fe alloys are observed as FeSn and FeSn2, and the rest of the tin will exist in the metallic form. The accelerated generation of metallic iron in the presence of H2 is expected to facilitate the formation of Sn-Fe alloy, which inhibits the Sn volatilization.

Sn-Fe binary phase diagram
REDUCTION OF Sn-BEARING IRON CONCENTRATE PELLET BY MIXED H2/CO GAS
Effect of Mixed H2/CO Gas
Effect of CO partial pressure
The effect of CO partial pressure on the volatilization of Sn was studied and the results are plotted in Figure 4. The mixed reducing gas is composed of H2, CO, and CO2. Two groups of experiments were conducted at 1223 K (950 °C) for 30 minutes by fixing H2 partial pressure at 5 and 30 pct, respectively.

Effect of CO partial pressure on the volatilization of Sn (reduction temperature: 1223 K (950 °C), reduction time: 30 min; H2 + CO + CO2 = 100 pct)
From Figure 4, it is evident that there are remarkable differences in Sn volatilization between the two groups of experiments. The volatilization of Sn obtained at lower H2 (5 pct) partial pressure is obviously greater than that at 30 pct H2. This is attributed to the formation of metallic tin under higher reducing potential, which restrains its volatilization.[23] As the H2 partial pressure was fixed at 5 pct, the volatilization of Sn increased first and then decreased with an increase in the CO partial pressure. The maximum Sn volatilization was 76.6 pct, attained at CO partial pressure of 28.5 pct (CO/(CO + CO2) = 30 pct). According to the thermodynamic analysis shown in Figure 2, stannic oxide is mainly reduced to metallic tin at 1223 K (950 °C) with CO partial pressure of 28.5 pct. The Sn volatilization obtained under these conditions may be attributed to the effect of kinetic factors. The experimental results under stronger reduction atmosphere are in accordance with the thermodynamic analysis, which shows the reduction of stannic oxide to metallic tin. It is also observed that the volatilization of Sn is obviously restrained when the H2 partial pressure is 30 pct. The Sn volatilization decreases gradually by increasing the CO partial pressure. Only 13.6 pct of Sn is volatilized as the CO partial pressure is increased to 70 pct (CO/(CO + CO2) = 100 pct).
Effect of H2 partial pressure
The effect of H2 partial pressure was investigated by maintaining CO/(CO + CO2) at 30 and 100 pct, respectively. The pellets were reduced at 1223 K (950 °C) for 30 minutes. The partial pressure of water vapor was neglected due to its low content. The results in Figure 5 reveal that 5 pct H2 is beneficial to the volatilization of Sn compared to that without H2. However, increasing H2 partial pressure to greater than 10 pct begins to exert an adverse effect, mainly attributed to excessive reduction of tin oxides. Although the stability zone at 1223 K (950 °C) with CO/(CO + CO2) of 30 pct is metallic tin, it demonstrates that the Sn volatilization may be dominated by kinetic factors. With respect to CO/(CO + CO2) of 100 pct, the volatilization of Sn decreases gradually to about 5 pct as H2 partial pressure is increased to 50 pct.[21] A further increase in H2 partial pressure lowers the Sn volatilization. Tin oxides are easily reduced to metallic tin in the presence of H2, with higher reducing capacity than CO. Thus, for volatilizing Sn from the pellet, the atmosphere should be fixed at a lower reducing potential, and higher H2 or CO partial pressure is advantageous to retaining Sn in the pellet. This is in agreement with the reduction thermodynamics that the formation of metallic tin is dominated with an increase in the H2 partial pressure.

Effect of H2 partial pressure on the volatilization of Sn (reduction temperature: 1223 K (950 °C), reduction time: 30 min)
Effect of Reduction Temperature
The effect of the reduction temperature on the volatilization of Sn is given in Figure 6. The pellets were reduced from 1073 K to 1273 K (800 °C to 1000 °C) for 30 minutes with reducing gas of 5 vol pct H2, 28.5 vol pct CO, 66.5 vol pct CO2 (CO/(CO + CO2) = 30 pct) and 50 vol pct H2, 50 vol pct CO (CO/(CO + CO2) = 100 pct), respectively.

Effect of reduction temperature on the volatilization of Sn (reduction time: 30 min)
It can be observed that the reduction temperature has significant impact on the volatilization of Sn. By increasing the temperature from 1073 K to 1273 K (800 °C to 1000 °C) under 5 vol pct H2, 28.5 vol pct CO, and 66.5 vol pct CO2, the volatilization of Sn increases distinctly from 20.3 to 74.1 pct and then remains nearly constant. This is because the vapor pressure of SnO increases with the increase of temperature, which favorably facilitates its volatilization. In contrast, a minority of tin is capable of being volatilized when the pellets were reduced at 50 vol pct H2 and 50 vol pct CO. The volatilization of Sn is less than 10 pct at temperatures below 1223 K (950 °C), indicating that most of Sn is reduced to metallic tin and retained in the reduced pellets.
Effect of Reduction Time
The volatilization of Sn as a function of reduction time is shown in Figure 7. Reductive roasting was carried out at 1223 K (950 °C) for various duration periods from 10 to 60 minutes. It is found that Sn volatilization increases slightly from 70.6 to 78.9 pct within the time period of 10 to 40 minutes when it is reduced at 5 vol pct H2, 28.5 vol pct CO, 66.5 vol pct CO2 (CO/(CO + CO2) = 30 pct). Correspondingly, the residual Sn content is decreased gradually from 0.075 to 0.054 pct. In contrast, the results obtained at 50 vol pct H2, 50 vol pct CO (CO/(CO + CO2) = 100 pct) indicate that Sn is effectively retained in the pellet. The volatilization of Sn increases from 5.5 to 13.2 pct as reduction time is prolonged to 40 minutes, and it remains almost unchanged thereafter.

Effect of reduction time on the volatilization of Sn [reduction temperature: 1223 K (950 °C)]
From the preceding results, volatilizing Sn from Sn-bearing iron concentrate pellet is feasible via reduction at 1223 K (950 °C) with the mixed gas of 5 vol pct H2, 28.5 vol pct CO, 66.5 vol pct CO2 (CO/(CO + CO2) = 30 pct). The residual Sn content decreases to less than 0.06 pct after 30 minutes. However, the pellet is necessary to further reduce the pellet via stronger reduction atmosphere for DRI preparation. In contrast, as the Sn-bearing iron concentrate pellet is reduced under higher H2/CO partial pressure, the volatilization of Sn is distinctly restricted and the majority of Sn is retained in the reduced pellet. Retaining Sn in DRI is demonstrated to be a promising way to comprehensively use Sn-bearing iron ore.
Characterization of Sn-Bearing DRI
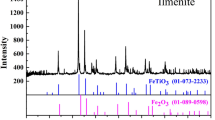
Under the conditions of reduction at 1223 K (950 °C) for 30 minutes with the mixed gas of 50 vol pct H2, 50 vol pct CO (CO/(CO + CO2) = 100 pct), a metallic pellet (Sn-bearing DRI) was prepared with Sn content of 0.293 pct, Fe metallization of 93.5 pct, and total iron content of 88.2 pct, which can be used as raw material for producing Sn-bearing stainless steel.[24] The main chemical composition and microstructure of the reduced pellet obtained by SEM-EDS analysis are shown in Table IV and Figure 8, respectively.

SEM-EDS results of the reduced pellet
It can be seen that the Sn content is enriched, and the major Sn phases in the reduced pellet are metallic iron, metallic tin, and diverse Sn-Fe alloys (mainly Fe3Sn2, FeSn). Upon reduction, magnetite and stannic oxide are reduced to metallic form. The reduced tin metal melts into liquid state and combines with iron metal to form Sn-Fe alloys during the cooling process, as shown in Figure 3. Different Sn compounds (spots 1 through 3) were generated, depending on the Sn content and temperature. Even in the same iron grain, the constituents of Sn-Fe alloy (spots 2 and 3) are different. This may be attributed to the enrichment of liquid tin in the metallic iron grains.[25] During the cooling process, Sn compounds with higher melting point will precipitate first. The rest of liquid tin will enter into the pores of the pellet and precipitate between the metallic iron grains (spot 5) during solidification. As a result, tin in the reduced pellet mainly exists in the form of Sn-Fe alloy or metallic tin. According to the binary phase diagram of Sn-Fe (Figure 3), FeSn and FeSn2 may form after condensation. The existence of Fe3Sn2 in the reduced pellet may be ascribed to fast cooling by liquid nitrogen.
The distribution of Sn and Fe contents in the reduced pellet is also verified by SEM line scan (Figure 9). The results indicate that the contents of Sn and Fe fluctuate slightly inside the iron grains as different Sn-Fe alloys are generated. Their contents change distinctly in the transition area, presenting an opposite variation tendency. Higher iron content was detected in the dark area, while the content of Sn was higher in the gray area. Because different contents of Sn were combined with metallic iron grain, the darker area with lower Sn content was the first precipitation phase during cooling, followed by higher Sn content compounds, and finally the Sn-rich area. It is also indicated that liquid Sn will exist during the reduction, which is consistent with the negligible vapor pressure of metallic tin.

SEM line scan of the reduced pellet
CONCLUSIONS
The reduction behavior of Sn-bearing iron concentrate pellets by mixed H2/CO gas was studied. Thermodynamic analysis of the reduction process shows that stannic oxide is easily reduced to metallic tin and the conditions for volatilizing Sn are rigorous. The experimental results reveal that volatilizing tin is feasible via reduction at 1223 K (950 °C) with mixed gas of 5 vol pct H2, 28.5 vol pct CO, 66.5 vol pct CO2 (CO/(CO + CO2) = 30 pct). The residual Sn content is decreased to less than 0.06 pct after 30 minutes. However, it is necessary to further reduce the pellet for preparing DRI. Metallic pellet enriching Sn is demonstrated to be a promising way to effectively use this kind of Sn-bearing ore. The experimental validation for gas-based reduction indicates that only 5.5 pct of Sn is volatilized when reduced at 1223 K (950 °C) for 30 minutes with the mixed gas of 50 vol pct H2, 50 vol pct CO (CO/(CO + CO2) = 100 pct). A metallic pellet (Sn-bearing DRI) with Sn content of 0.293 pct, Fe metallization of 93.5 pct, and total iron content of 88.2 pct is prepared, which can be used as a raw material for producing Sn-bearing stainless steel. The reduced tin metal combines with metallic iron to form Sn-Fe alloy or remains as metallic tin in the Sn-bearing DRI.
Notes
JEOL is a trademark of Japan Electron Optics Ltd., Tokyo.
References
B. Rossi: Thin-Walled Struct., 2014, vol. 83, pp. 182–89.
W.T. Nachtrab and Y.T. Chou: Metall. Mater. Trans. A, 1988, vol. 19A, pp. 1305–09.
Y. Li, J.P. Han, Z.H. Jiang, and P. He: Int. J. Min. Met. Mater., 2015, vol. 22, pp. 37–44.
Y.B. Zhang, G.H. Li, T. Jiang, Y.F. Guo, and Z.C. Huang: Int. J. Miner. Process., 2012, vols. 110–111, pp. 109–16.
Y.B. Zhang, T. Jiang, G.H. Li, Z.C. Huang, and Y.F. Guo: Ironmak. Steelmak., 2011, vol. 38, pp. 613–19.
Y. Yong, L. Lei, and S.X. Li: ISIJ Int., 2016, vol. 56, pp. 57–62.
R.J. Zhang, L. Li, and Y. Yong: ISIJ Int., 2016, vol. 56, pp. 953–59.
T. Jiang, Y.B. Zhang, Z.C. Huang, G.H. Li, Y.F. Guo, Y.B. Yang, and Y.S. Jin: Trans. Nonferrous Met. Soc., 2015, vol. 15, pp. 902–07.
Y.B. Zhang, B.B. Liu, Z.J. Su, J. Chen, G.H. Li, and T. Jiang: Int. J. Miner. Process., 2015, vol. 144, pp. 33–39.
Z. Peng and J.Y. Hwang: Int. Mater. Rev., 2015, vol. 60, pp. 30–63.
G.H. Li, Z.X. You, Y.B. Zhang, M.J. Rao, P.D. Wen, Y.F. Guo, and T. Jiang: JOM, 2014, vol. 66, 1701–10.
R. Padilla, and H.Y. Sohn: Metall. Mater. Trans. B, 1979, vol. 10B, pp. 109–15.
J.P. Hang, Z.H. Jiang, and Y. Li: Mater. Res. Innov., 2014, vol. 18, pp. 76–78.
N.D. Nguyen, J.K. Min, Y.W. Jang, and J.G. Kim: Corros. Sci., 2010, vol. 52, pp. 14–20.
L.C. Tsao: Mater. Sci. Eng. C, 2015, vol. 46, pp. 246–52.
Z.H. Jiang, J.P. Hang, and Y. Li: Mater. Res. Innov., 2014, vol. 18, pp. 9–11.
Z.H. Jiang, J.P. Han, Y. Li, and P. He: Ironmak. Steelmak., 2015, vol. 42, pp. 504–11.
Y. Li, Z.H. Jiang, J.P. Han, P. He, C. Zhang, C.Y. Liu, and C.Y. Chen: Proc. 6th Int. Congr. on the Science and Technology of Steelmaking, Beijing, China, 2015.
L.Y. Yi, Z.C. Huang, T. Jiang, L.N. Wang, and T. Qi: Powder Technol., 2015, vol. 269, pp. 290–95.
C.G. Fink and C.L. Mantell: Some Physico-Chemical Properties of Stannous Oxide, Academic Press, New York, NY, 1973.
B.S. Kim, J.C. Lee, H.S. Yoon, and S.K. Kim: Mater. Trans., 2011, vol. 52, pp. 1814–17.
C. Giannetti, C. Coluzza, A. Frova, M. Fanfoni, M. Capozi, C. Quaresima, and P. Perfetti: J. Non-Cryst. Solids, 1989, vol. 115, pp. 204–06.
Y.B. Zhang, Z.J. Su, Y.L. Zhou, G.H. Li, and T. Jiang: Int. J. Miner. Process., 2013, vol. 124, pp. 15–19.
P.E.L. Moraes, R.J. Contieri, E.S.N. Lopes, A. Robin, and R. Caram: Mater. Charact., 2014, vol. 9, pp. 273–81.
Z.J. Su, Y.B. Zhang, B.B. Liu, Y.L. Zhou, T. Jiang, and G.H. Li: Powder Technol., 2016, vol. 292, pp. 251–59.
Acknowledgments
The authors express their thanks to the National Natural Science Foundation of China (Grant No. 51574283) and the Teachers’ Research Fund of Central South University (Grant No. 2013JSJJ028) for financial support of this research. This work was also financially supported by the Co-Innovation Center for Clean and Efficient Utilization of Strategic Metal Mineral Resources.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 6, 2016.
Rights and permissions
About this article

Cite this article
You, Z., Li, G., Wen, P. et al. Reduction of Sn-Bearing Iron Concentrate with Mixed H2/CO Gas for Preparation of Sn-Enriched Direct Reduced Iron. Metall Mater Trans B 48, 1486–1493 (2017). https://doi.org/10.1007/s11663-017-0939-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-017-0939-3