
Abstract
Hot deformation behavior of 7A85 high-strength aluminum alloy was investigated at 593 K to 713 K (320 °C to 440 °C) and 0.01-10 s−1. The manifestation of flow curves was related to the strain rate. Typical single-peak curves were shown below 10 s−1, while two stress peaks appeared in the case of 10 s−1 and the second peak strain was almost three times larger than the first one. A constitutive equation considering the effect of strain was developed. Flow stress values predicted by the constitutive model demonstrated a good agreement with the experimental results over the entire range of strain rates and temperatures. Microstructure characterization revealed that dynamic recovery (DRV) and continuous dynamic recrystallization (CDRX) which depended on the Zener–Hollomon parameter (Z) closely, co-occurred at large strain (ε = 0.7). With decreasing Z-value, the dominant dynamic restoration mechanism gradually transformed from DRV to CDRX. The average subgrain size (d sub) showed a power-law relationship with Z. Recrystallization was sensitively dependent on the strain rate at above 683 K (410 °C). The fine equiaxed grains appeared at original grain boundaries and in deformed grains interior owing to CDRX. The high-curvature subgrain boundaries can also cause the nucleation of recrystallization within deformed grains.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
7A85 aluminum alloy is defined as a member of high-strength 7xxx series aluminum alloy (Al-Zn-Mg-Cu alloy system) and its property levels are better than those of 7085 aluminum alloy due to its more optimized chemical composition and higher purity as well as special processing. Exceptional combinations of strength and fracture toughness together with lower quench sensitivity designate 7A85 aluminum alloy a suitable alternative to typical high-strength 7050 aluminum alloy as structural material for the aircraft structure components.[1,2] For the successful application of high-strength aluminum alloy in aerospace industries, the hot deformation is a necessary approach to make the critical components. On the one hand, the final microstructures and properties of products depend on hot deformation parameters, such as temperature and strain rate. On the other hand, microstructural changes of alloys in turn affect the flow behavior, and thus affect the hot forming process.[3,4,5,6] So, the studies on deformation behaviors and microstructural evolution of high-strength aluminum alloy during hot working are significant and contributed to understanding the deformation mechanism of aluminum alloy under different hot working conditions.
In the past, many investigations on the mechanical and microstructural behaviors of Al-Zn-Mg-Cu alloy during hot deformation were reported. On the microstructural evolution, in most of the previous reports, the occurrence of dynamic recrystallization (DRX) was observed after hot deformation.[7,8,9] Several DRX mechanisms at different deformation conditions were proposed, and continuous dynamic recrystallization(CDRX) characterized by converting subgrain structures to high-angle grains was considered to be more prone to occur.[10,11,12] Moreover, some reports [13,14,15] showed that the Zener–Hollomon parameter (Z-parameter), which is widely used to characterize the combined effect of strain rate and deformation temperature on the hot deformation process, determined the development of DRX in aluminum alloys. As reported, DRX only occurred below a critical Z-value. Deng et al.[16] found a continuous decrease in very low-angle boundaries with misorientation between 2 and 5 deg and a steady increase in the higher angle boundaries, especially with misorientation between 30 and 60 deg after hot deformation of 7050 aluminum alloy, when the Z-value decreased. On the mechanical characteristics, the constitutive equations for various 7xxx series aluminum alloys were developed from the experimentally measured data by many research groups[5,6,7,8,15,16,17,18,19] in order to describe the dynamic response of materials under specified loading conditions and possibly ensure great savings in metal-forming operations. Recently, several studies on the hot deformation characteristics of 7085 high-strength aluminum alloy have been reported. Chen et al.[20] studied the effect of heat treatment on hot deformation behavior of 7085 aluminum alloy and established the constitutive equations based on the data of peak stress, but the physically based models did not compensate for strain. Yang et al.[21] studied the effect of strain rate on the flow stress and DRX mechanism of 7085 aluminum alloy during hot deformation and found that high strain rate could accelerate grain boundary bulging and cause the form of necklace structure. The 7A85 aluminum alloy, as a similar alloy to 7085 alloy, not only exhibits some similarities to the 7085 aluminum alloy, but also displays its own characteristics due to compositional difference between them. However, there have been few studies on the hot deformation behavior of the novel alloy modified by design of compositions. The microstructural changes and resultant mechanical behavior are unclear, especially in term of the combined effect of strain rate and deformation temperature.
In this study, isothermal compressions tests are carried out under the deformation temperature range of 593 K to 713 K (320 °C to 440 °C) and strain rate range of 0.001-10 s−1. A set of comprehensive and scientific constitutive equations considering the combined effect of strain rate, deformation temperature, and strain were developed. The reliability of the models was verified for the entire experimental range via the correlation coefficient (R) and average absolute relative error (AARE). The corresponding dynamic microstructural evolution characteristics and corresponding mechanism under different hot deformation conditions were discussed.
2 Experimental Procedures
The test alloy used in the present work is the commercial 7A85 aluminum alloy. Its nominal compositions are as follows (mass pct): Zn 8.7, Mg 2.7, Cu 2.3, Zr 0.15, and balance Al. Specimens were subjected to solution heat treatment at 723 K (450 °C) for 2 hours and then cooled to room temperature in the air. The initial microstructure consists of equiaxed grains with an average size of 72 μm and the average misorientation angle of 14.8 deg, as shown in Figure 1. The frequency of the low-angle boundary (LAGBs, marked in yellow lines) (2~15 deg) is 28.7 pct. Cylindrical specimens with a diameter of 10 mm and a height of 15 mm were cut down from the wrought bar.

Initial microstructure of the tested 7A85 aluminum alloy
Hot deformation tests were carried out on Gleeble-3800 thermal–mechanical simulator. Hot compression specimens were preheated at 713 K (440 °C) for 5 minutes and then were cooled to the test temperature at 5 °C s−1 and held for 5 minutes prior to deformation for temperature homogenization purposes. Tests were performed at the temperatures of 593 K, 623 K, 653 K, 683 K, 713 K (320 °C, 350 °C, 380 °C, 410 °C and 440 °C) and the strain rates of 0.01, 0.1, 1.0, 10 s−1, respectively (the specimens deformed at 713 K (440 °C) were preheated for 5 minutes and then deformed directly). In order to minimize the frictions between the specimen and dies during hot deformation, the flat ends of the specimen were recessed to a depth of 0.1 mm to entrap the lubricant of graphite mixed with machine oil. All samples were deformed to a strain of 0.7 and then quenched in water instantly. The compressed specimens were cut open along the compression axes for metallographic examination.
Microstructure was revealed using standard Keller’s reagent (2.5 mL HNO3 + 1.5 mL HCl + 1 mL HF + 95 mL H2O) by immersion and examined by employing a ZEISS K400 optical microscopy (OM). The region of OM observation is at the center of cut section of specimens. To obtain some detailed results on the microstructural evolution, the electron backscatter diffraction (EBSD) technique was performed in OXFORD device equipped with an HKL Channel 5 EBSD System. The specimens for EBSD measurement were mechanically polished followed by electrochemical polishing in a solution of 10 pct HClO4 acids in alcohol. The EBSD scans were carried out at an accelerating voltage of 20 kV in the middle of the samples.
3 Results and Discussion
3.1 Characteristics of Flow Curves
The softening effect due to adiabatic heating was corrected to certain degree according to Reference 22. True stress–true strain curves obtained at different temperatures and strain rates are shown in Figure 2. It can be seen that most of flow curves exhibit a single-peak stress followed by a gradual fall toward a steady-state stress in the strain rates range of 0.01-1 s−1, indicating a dynamic flow softening (see Figure 2(a) through (c)). The stress increases sharply until a peak stress at a lower strain. The peak strains appear below 0.03 in some curves, especially at higher temperature and/or lower strain rate (see the flow curves at 713 K (440 °C) and 1 s−1, at 683 K to 713 K (410 °C to 440 °C) and 0.1 s−1, at 623 K to 713 K (350 °C to 440 °C) and 0.01 s−1). In other words, this flow softening phenomenon at very small strain (below 0.03) became glaring when the Z-value decreases. Yang and his co-workers[21] also found the results on the flow curves with very small peak strain in homogenized aluminum alloy and they attributed this characteristic to the preferential DRX at triple junctions and original boundaries. With the further straining (after peak strain), the rearrangement of the dislocation structure such as the formation of the dislocation cell and the sub-boundary starts to occur to achieve a low energy state in aluminum alloy, causing decrease of flow stress, until a dynamic equilibrium between work hardening and flow softening appears (i.e., steady-state stress).[23]

Flow curves at different strain rates: (a) 0.01 s−1; (b) 0.1 s−1; (c) 1.0 s−1; (d) 10 s−1
Interestingly, it is noted that for the cases with high strain rate of 10 s−1 and all the tested temperatures, two-peak stress oscillations appear in the flow curves, where the second peak has a higher strain than the first one, and the second peak stress is higher than the first one below 653 K (380 °C) (see Figure 2(d)). Only, the first stress peak of flow curve becomes less obvious at 593 K (320 °C). This is because the decrease in temperature is not beneficial to preferential occurrence of dynamic restoration leading to very limited dislocation annihilation, and hence the dynamic softening is insufficient to counteract the work hardening at the first flow softening cycle at 593 K (320 °C). In contrast, at higher temperature [≥623 K (350 °C)], during the first softening cycle, the generated dislocations have a relatively high migration rate and thus the rate of dynamic restoration increases, causing a decrease in flow stress. But there is no sufficient time for migration of dislocations as well as the growth of the misorientation among the subgrains due to the high strain rate. So, with further straining, the dislocation density will increase within the grains, resulting in an increase in the flow stress. When the dislocation density increases to a critical value, a new cycle of dynamic softening can start, i.e., the second peak in the flow curve appears. Moreover, a number of fine precipitates may dynamically precipitate which can pin the dislocations mobility effectively and suppress dynamic restoration during deformation, especially at lower temperature, while little fine precipitates have been formed at the high deformation temperature.[5,6,7,8,9] This may be a reasonable cause as the second peak stress does not show an obvious increase compared with the first one when the deformation temperature is beyond 653 K (380 °C). Meanwhile, as shown in Figure 2(d), the strain related to the second peak is almost three times larger than the first peak strain, indicating the slower dynamic softening kinetics. On this phenomenon, two possible factors, all of which are attributed to migration rate of dislocation at different temperature ranges, are now discussed. Firstly, the number of the precipitations, especially at lower temperature, increases with strain increasing. Thus, their pinning effect for migration of dislocations at larger deformation is more significant than at initial deformation. Namely, the dynamic restoration can be further suppressed, and hence the strain associated with the second peak is larger than the first one. Secondly, in the case of high temperature, the pinning effect of precipitations may be not significant due to limited fraction of fine precipitates. But some grains after the first dynamic restoration cycle are easy to coarsen at high temperature. In other words, some initial grains at the second dynamic restoration cycle may be larger than the first cycle. Since the dislocations insides grains sinking in the existing grain boundaries is an important cause for dynamic restoration. Hence, the newly generated dislocations after the first dynamic restoration cycle need to move a longer distance to reach the grain boundaries. So that the second dynamic restoration cycle starts. This result is similar to that reported by Dehghan-Manshadi[24] according to the multiple peak flow behavior of an austenitic stainless steel.
3.2 Establishment of Constitutive Equation
Generally, constitutive equations are applied to estimate the hot deformation behavior of a material and construct the constitutive equation among flow stress, strain rate, and deformation temperature. The simplest and most widely applied method in the literature is the modeling of constitutive relationship using the Arrhenius-type equation including the Z-parameter. These equations are mathematically expressed as follows:
where n is the stress exponent, R is the gas constant (=8.314 J/mol K), Q is the activation energy, A 1, A 2, A, and β, \( \alpha \) are material constants, and \( \alpha \)can be written as follows:
In Eqs. [1] through [3], \( \sigma \) can be expressed as the peak stress, the steady-state stress or the flow stress corresponding to a specific strain.
3.2.1 Determination of material constants for the constitutive equation
Flow stress data obtained from the isothermal hot compression tests at different conditions were employed to analyze and determine the material constants of the constitutive equations. Herein, a true strain of 0.6, as an example, will be used to evaluate the solution procedures of the material constants.
Taking logarithm on both sides of Eqs. [1] through [2], the following equations can be obtained:
It is easier to obtain values of n 1 and β according to the slopes of the linear fitting of the slopes of the \( \ln \dot{\varepsilon } \)~ lnσ plot and \( \ln \dot{\varepsilon } \)~ σ plot, respectively (see Figures 3(a) and (b)), then the value of \( \alpha \) can be obtained based on the Eq. [4] and the relationship of Eq. [3] can be derived to obtain a new value of n, which is then iterated to obtain the optimum values of A and Q.

Linear relationships of (a) \( \ln \dot{\varepsilon } \)~lnσ and (b) \( \ln \dot{\varepsilon } \)~σ
For all the stress levels, Eq. [3] can be written as follows:
and the expression to determine Q and n from Eq. [4] can be written as
The variations of stress (corresponding to the strain of 0.6) with strain rate and temperature are shown in Figure 4(a) and (b), respectively. From Eqs. [8] and [9], the values of n and Q can be derived from plots of \( \ln \sinh (\alpha \sigma ) \) vs \( \ln \dot{\varepsilon } \) and \( lnsinh (\alpha \sigma ) \) vs \( 1000/T \). Then, by further regression from Eq. [7], the value of A can be determined. The material constants of the alloy derived from the experimental data are listed in Table I.

Variation of the stress (at strain of 0.6) with (a) strain rate and (b) deformation temperature
Through substituting the obtained material constants into Eq. [4] and some algebraic operations, the constitutive equation for 7A85 alloy at all stress level is obtained as follows:
It is well known that hot deformation can be considered as a thermally activated process[25] and hence hot deformation activation energy Q is an important physical parameter serving as indicator of deformation difficulty degree in plasticity deformation. The value of Q for present solution-treated 7A85 alloy is 202.8 kJ/mol, which is a little higher than that of the homogenized 7085 alloy (187.4 kJ/mol), but is much lower than that of the solution-treated 7085 alloy (318.9 kJ/mol) reported by Chen et.al.[20] Generally, the higher-deformation activation energy of the solution-treated aluminum alloy results from high stress at low deformation temperature due to dynamic precipitation.[26] However, the reason for the big difference between 7A85 alloy and 7085 alloy after solution treatment may be due to the difference in initial grain size, heat treatment condition, and chemical composition. Firstly, the initial grain size of 7A85 alloy is about 72 μm which is bigger than that for 7085 alloy with initial grain size of 60 μm. According to the Hall–Petch law, bigger initial grain size makes the material prone to easy deformation and hence the activation energy needed for deformation of 7A85 alloy is lower. Secondly, the solution temperature [723 K (450 °C)] of present alloy is slightly lower than that [743 K (470 °C)] of 7085 alloy in Reference 20. The lower solution temperature may lead to insufficient dissolution of precipitations which in turn causes more limited dynamic precipitation at low deformation temperature and thus causes lower flow stress. Finally and perhaps most important point is that the 7A85 alloy, which has similar property level to the 7085 alloy as aforementioned, is optimized in the chemical compositions. It is well known that the kinetics for dynamic softening and precipitation is very sensitive to chemical compositions. The difference of activation energy for the two tested alloys may have connection to the difference in compositions. Further work needs to be done to clarify the influence of compositions on the mechanical and microstructural behavior of this kind of aluminum alloy during hot deformation.
3.3 Compensation of Strain
It is universally acknowledged that the deformation strain has a significant influence on the high-temperature flow behavior. However, from above constitutive formula, it can be seen that the effect of strain on flow behaviors of material is not considered. In order to derive a more precise constitutive equation and accurately predict the flow stress, therefore, the compensation of strain should be taken into consideration.
Similar to the aforementioned method (Eqs. [2] through [9]), the values of material constants (α, n, Q, A) are calculated under different strain ranges of 0.05 to 1.0 with interval of 0.05. The influence of strain in the constitutive equation is incorporated by assuming that the material constants are polynomial function of strain. The order of the polynomial was varied from 1 to 9 as given by Eq. [11]. A 5th order of the polynomial was found to represent the influence of strain on material constants with a good correlation and generalization, as shown in Figure 5. The polynomial fitting coefficients of material constants for 7A85 alloy are listed in Table II. As shown in Figure 5 and Table II, the material constants are strongly dependent on the strain.

Variation of (a) α, (b) n, (c) Q and (d) lnA with true strain
Once the material constants are evaluated, the constitutive relationship between the flow stress and Z-parameter can be written as in Eq. [3].
Meanwhile, the lnZ values at different deformation temperatures and strain rates can be calculated, as shown in Table III.
Figure 6 shows the comparisons of experimental and predicted flow stress at the temperature of 593 K to 713 K (320 °C to 440 °C) and strain rate of 0.01-10 s−1. As it is shown, an acceptable fitting between the predicted and experimental data is obtained in the most cases of strain rate. The predictability at the case of 10 s−1, by contrast, is relatively lower. On one hand, the particular two stress peaks appear in the flow curves. Generally, the referred Arrhenius-type constitutive modeling in present study is more suitable for the prediction of single-peak flow behavior, as studied in the extensive literature. But the breakdown of power law in the Arrhenius-type constitutive relationship involved the Z-parameter that appears in the multiple peak flow behaviors, as reported in the Reference 24. So the prediction error is relatively larger, especially in the cases of lower strain. On the other hand, the effect of adiabatic heating on the flow softening generally becomes more significant at higher strain rate. It is possible that the impact of adiabatic heating on the flow behavior still exists, especially at the case of 10 s−1 in present study, although it had has been corrected to certain degree. Then the prediction error of high strain rate of 10 s−1 becomes large.

Comparison between the experimental and predicted flow stress at different strain rates: (a) 0.01 s−1, (b) 0.1 s−1, (c) 1.0 s−1, (d) 10 s−1
3.4 Evaluation of the Constitutive Equation
In order to evaluate the accuracy and reliability of the constitutive equations with the compensation of strain for hot deformation behavior of 7A85 alloy, a comparison between the experimental data and predicted flow stress values is carried out, as shown in Figure 7. It can be seen that, most of the data points lie fairly close to the regression line. The predictability of modeling is quantified by using standard statistical parameters such as the correlation coefficient (R) and average absolute relative error (AARE). These are expressed as follows:
where σ c is the calculated stress, σ e is the experimental stress, \( \bar{\sigma }_{c} \) is the average calculated stress, \( \bar{\sigma }_{e} \) is the average experimental stress, and N is the total number of data used in this study. Through calculating, the values of R and AARE are 0.985 and 4.25 pct, respectively, which indicate a good predictability. Therefore, the proposed deformation constitutive equation is accurate and precise for the analysis of the hot deformation process of the present 7A85 alloy. It can be used for calculation of forming load during hot working of a kind of component, whereby the technological process can be effectively amended so as to satisfy the ability of the specified hot forming equipment. Or, it can provide reference of choosing reasonable hot forming equipment for a typical component.

Correlation between experimental and predicted flow stress
4 Microstructural Evolution
4.1 Characteristics of Deformed Microstructure
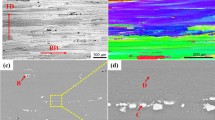
The typical microstructures of the specimens deformed to the strain of 0.7 under different deformation conditions are shown in Figure 8. The microstructure deformed at 593 K (320 °C) and 10 s−1(lnZ = 39.84), mainly consists of elongated grains with a high fraction of LAGBs (marked by yellow lines) which mostly show in the form of segments. But there are few HAGBs (marked by black lines) inside deformed grains, as shown in Figure 8(a). The LAGBs, in this case, are likely to form owing to the dynamic recovery (DRV) of dislocation formed from the internal stress during the early stage of deformation or may have remained from the initial structure of the wrought bar. Under the deformation of 623 K (350 °C) and 1 s−1(lnZ = 35.73), the elongated grains are also the main constitutes of the deformed microstructure. As compared with the condition of lnZ = 39.84 (593 K (320 °C),10 s−1), the fraction of LAGBs decreases, but the fraction of polygonal subgrains formed by LAGBs gets more and also the mean sub grain size shows an increase. Furthermore, a few finer grains with HAGBs at the boundaries of deformed grains and isolated HAGBs segments in coarse grain interiors can be observed, but the number is limited. Such a microstructure evolution not only shows the characteristics of sufficient DRV, but also suggests the occurrence of CDRX. At 683 K (410 °C) and 1 s−1(lnZ = 32.59), there are more fine grains surrounded by HAGBs at boundaries of deformed grains. More isolated HAGBs segments inside the coarse-deformed grains gradually transform to contiguous structure by interconnecting each other, as shown in Figure 8(c). This suggests more LAGBs transform into HAGBs. Once the interconnection occurs, especially in the vicinity of original grain boundaries, the newly formed HAGBs can form more slender new grains with the original HAGBs (see the arrows in Figure 8(c)). Such elongated grains can be easily fragmented by subgrain boundaries or LAGBs and finally transforms to further new grains via absorbing dislocation.[20,27] That is, further DRX is promoted and the formation of equiaxed recrystallized grains becomes easy. When the lnZ value decreases to 26.61 [713 K (440 °C), 0.01 s−1], chains of equiaxed or/and slightly elongated subgrains developed in the vicinities of initial grain boundaries and also, some fine equiaxed grains surrounded by HAGBs in the deformed grain interior also can be observed. The fraction of LAGBs further decreases in the deformed grains, even some primary elongated grains are almost completely replaced by several coarse equiaxed grains with HAGBs, as shown in Figure 8(d). This indicates that at lower strain rate, more LAGBs within deformed grains absorb dislocations and then transform themselves into HAGBs, namely, CDRX develops more sufficiently. Moreover, the subgrain gets coarser and progressively transforms to coarse equiaxed grain composed of HAGBs with development of CDRX.

EBSD images for typical microstructures of test alloy deformed under different conditions of (a) 593 K (320 °C) and 10 s−1(lnZ = 39.84); (b) 623 K (350 °C) and 1 s−1(lnZ = 35.73); (c) 713 K (440 °C) and 1 s−1(lnZ = 31.22) and (d) 713 K (440 °C) and 0.01 s−1(lnZ = 26.61)
On the basis of above results, it is clear that the microstructural evolution of 7A85 alloy depends on the Z-parameter closely, and the dynamic restoration mechanism mainly involves DRV and CDRX. With decreasing Z-value, that is increasing the deformation temperature or /and decreasing the strain rate, the fraction of LAGBs shows a decrease and coalescence with growth of subgrain boundaries (or subgrain size). The mean subgrain size as a function of lnZ is shown in Figure 9. It is evident that the subgrain size decreases as the Z increases. Generally, the dependence of DRX grain size (d sub) on the Z-parameter can be expressed as a power-law function.[28] Through regression analysis, a quantitative model between d sub and Z can be obtained as

Dependence of DRX grain size on Z-value
According to the model, the subgrain size of the 7A85 alloy can be predicted at different temperatures and strain rates; moreover, the hot deformation parameters (T and \( \dot{\varepsilon } \)) also can be targetedly chosen to control the (sub) grain size grade. In most cases, the lower (sub) grain size as well as the better mechanical response which can be obtained at higher Z are expected during hot working, since they are very important goals for aluminum alloy productions, such as forgings, rolled strips, extruded tubes, and so on.
4.1.1 Misorientation angle evolution
It is widely accepted that the CDRX nucleation mechanism is characterized by progressive subgrain rotation.[29] For a better analysis of the microstructural changes under various deformation conditions (different Z-values), EBSD provides quantitative measurements of corresponding misorientation angle distributions at the strain of 0.7 with different Z, as shown in Figure 10. It can be seen that the very LAGBs, exhibiting a misorientation below 2 deg, shows a high fraction, and with decreasing lnZ value, the fraction of LAGBs (f LAGBs) ranging between 85.7 and 59.7 pct, shows a decrease, while the mean correlated misorientation (\( \bar{\theta }_{\text{c}} \)) increases from 7.9 to 18.7 deg. The results indicate that all microstructure in present study only exhibits partial DRX.

Misorientation angle distributions of the deformed 7A85 aluminum alloy under different conditions of (a) 593 K (320 °C) and 10 s−1(lnZ = 39.84); (b) 623 K (350 °C) and 1 s−1(lnZ = 35.73); (c) 653 K (380 °C) and 1 s−1(lnZ = 34.09) (d) 683 K (410 °C) and 1 s−1(lnZ = 32.59); (e) 683 K (410 °C) and 0.01 s−1(lnZ = 27.99) and (d) 713 K (440 °C) and 0.01 s−1(lnZ = 26.61)
In the cases of higher Z (lnZ = 39.84 and 35.73), f LAGBs shows a nearly 6 pct drop (from 85.7 to 79.8 pct) with decreasing of Z, but \( \bar{\theta }_{\text{c}} \) only shows a slight increase of from 7.9 to 8.1 deg (Figure 10(a), (b)). With the decreasing of lnZ value to 34.09, the f LAGBs decreases to 73.1 pct, while \( \bar{\theta }_{\text{c}} \) shows an obvious increase to 12.5 deg (Figure 10(c)). Such a feature implies that there may be a change in the restoration mechanism when the lnZ value decreases to below a special value. Z-value is usually used as a criterion to determine dynamic flow softening mechanism. Combined with the microstructure (Figure 8(a), (b)), it can be concluded that the dynamic restoration mechanism is dominated by recovery at higher Z and that is why the \( \bar{\theta }_{\text{c}} \) changes slightly, although a limited CDRX occurs in the case of lnZ = 35.73. The increasing fraction of contiguous HAGBs in the coarse-deformed grains represents effective CDRX process (Figure 8(c)), indicating that the dynamic restoration mechanism transforms from DRV to CDRX with decreasing Z-value; in other words, the CDRX is mainly responsible for the dynamic restoration mechanism under conditions of lnZ = 32.59 [683 K (410 °C), 1 s−1], lnZ = 27.99 [683 K (410 °C), 0.01 s−1], and lnZ = 26.61 [713 K (440 °C), 0.01 s−1] in present study. This result is accordance with most previous results on the aluminum alloy.[14,19,20] It is worth noting that at the same strain rate, DRX would be triggered more easily with increasing deformation temperature in the range of 623 K to 683 K (350 °C to 410 °C) (see Figure 10(b) through (d)). However, according to the results of f LAGBs and \( \bar{\theta }_{\text{c}} \) in Figure 10(e) and (f), it can be inferred that there are no obvious changes on the DRX process when deformation temperature is beyond 683 K (410 °C), especially at lower strain rate of 0.01 s−1. Because various slip systems in aluminum alloy can be operated more easily within the deformation grains with high stacking fault energy at higher temperature, while low strain rate allows dislocation to rearrange and promote the development of subgrain boundaries in grain interiors.[21,30] Hence whether the deformation is at 683 K or 713 K (410 °C or 440 °C), enough driving force and time can be provided to rotate subgrain boundaries at the strain rate of 0.01 s−1, leading to the misorientation between subgrains increasing to a similar level. On the other hand, at the same deformation temperature of 683 K (410 °C), the \( \bar{\theta }_{\text{c}} \) at 0.01 s−1 is higher than that at 1 s−1, as shown in Figure 10(d) and (e). This result indicates that the recrystallization is more sensitive to strain rate than temperature when deformation temperature is elevated to above 683 K (410 °C). Namely, decreasing Z-value only by decreasing the strain rate would be more inclined to promote recrystallization at above 683 K (410 °C).
4.1.2 Analysis of nucleation mechanisms for fine equiaxed grains
Under present strain conditions (\( \varepsilon = 0.7 \)), fine recrystallized grains which are located not only at the original grain boundaries, but also in the deformed grains interior, are found (Figure 8(b) through (d)). And partial microstructure seems to show the characteristic of necklace structure, namely discontinuous dynamic recrystallization (DDRX) mechanism. However, the DDRX was rarely considered to be the dynamic restoration mechanism in aluminum alloys with high stacking fault energy.[5,6,7,8,9,15,16,17,18,19] In order to study the mechanism for these fine grains, high-magnification-deformed microstructures are shown in Figure 11. It can be found that except those fine grains completely surrounded by HAGBs, a few bulging of original grain boundaries (marked by black arrows) and LAGBs together outline the shape of potential grains. Interestingly, several segments of the LAGBs have transformed into the HAGBs (marked by black circles in Figure 11(a) and (b)). Such microstructure characteristic suggests that the LAGBs will progressively transform to HAGBs and finally constitute new fine grains with original grain boundaries. In other words, the formation mechanism of the fine grains along the grain boundaries tends to the CDRX rather than to the DDRX. Yang et al.[21] also observed the bulging of grain boundaries during hot compressive deformation of homogenized 7085 alloy and they ascribed this phenomenon to CDRX and the strain-induced boundary migration (SIBM). On the other hand, during hot deformation, the dislocation also can be continuously absorbed by the subgrain boundary within deformed grains, leading to subgrain rotation (CDRX), and thus nucleation occurs at the interior of grain. In addition, the dislocation walls (DDWs) on the slip planes usually can form due to the operation of multiple slip systems in aluminum.[26] Under larger strain, sharp subgrain structure and dense dislocation walls with wavy shapes can be formed in the interior of deformed grains due to the rotation of slip systems about the exact plain and certain deviation.[31] From Figure 11, the subgrains with high-curvature boundaries are also found (marked by white circles in Figure 11(a) and (b)). These high-curvature subgrain boundaries may transform to the recrystallized nucleus in the matrix away from the grain boundary, as reported by Kashihara et al. for aluminum single crystal in tensile deformation.[30]

EBSD images of high-magnification microstructure under the conditions of (a) 653 K (380 °C) and 0.01 s−1(lnZ = 29.48) and (b) 683 K (410 °C) and 0.1 s−1(lnZ = 30.29)
Actually, the microstructural evolution during hot deformation is complex and the mechanisms are not unique. Different mechanisms may be activated at different deformation stages under the same deformation condition which affects the mechanical behavior. For the present 7A85 high-strength aluminum alloy, deformation condition may produce additional effect on precipitation behavior, such as dynamic precipitation hardening and particles coalesce which play an important role in deformation mechanism, as reported by previous investigators.[6,7,8,12,14,17,20] However, in order to clarify the effect of precipitation on the mechanical and microstructural behavior, further research is necessary.
5 Conclusions
The hot deformation behavior of 7A85 high-strength aluminum alloy has been studied. The following conclusions are drawn from this investigation:
-
(1)
Flow curves show single-peak characteristic in the strain rates range of 0.01-1 s−1, while two-peak stress oscillations appear at the flow curves in the case of high strain rate (10 s−1) and the second peak strain is almost three times larger than the first one.
-
(2)
The hyperbolic sine equation considering the compensation of strain is found to be appropriate for flow stress modeling.
-
(3)
At large strain (ε = 0.7), microstructural evolution mainly involves DRV and CDRX and depends on the Z-parameter closely. With decreasing of Z-value, the dominant dynamic restoration mechanism gradually transforms from DRV to CDRX; moreover, the mean correlated misorientation (\( \bar{\theta }_{\text{c}} \)) increases, while the fraction of LAGBs (f LAGBs) and the average subgrain size (d sub) decrease. Recrystallization is more sensitive to strain rate than temperature when deformation temperature is beyond 683 K (410 °C). The correlations between d sub and Z-value can be determined as follows: \( d_{\text{sub}} = 10^{6.1493} Z^{ - 0.1138} \;\left( {\mu {\text{m}}} \right) \).
-
(4)
Fine equiaxed grains appear not only at the original grain boundaries but also in the deformed grains interior after hot deformation. CDRX is responsible for the microstructure characteristic. Furthermore, the subgrain boundaries with high curvature may be an important cause for the nucleation of recrystallization within deformed grains.
References
L.L. Qiu, W.L. Gao, Z. Lu, and Z.H. Feng: J. Mater. Eng., 2016, vol. 44, pp. 33–39. (in Chinese)
F.B.Jia, Y.P. Yi, S.Q. Huang, and Y. Li: Hot Work. Tech., 2010, vol. 39, pp. 19–20. (in Chinese)
A. Jenab and A. Karimi Taheri: Int. J. Mech. Sci., 2014, vol. 78, pp. 97–105.
H.Z. Li, H.J. Wang, X.P. Liang, H.T. Liu, Y. Liu, and X.M. Zhang: Mater. Sci. Eng. A, 2011, vol. 528, pp. 1548–52.
M. Rajamuthamilselvan and S. Ramanathan: J. Alloy. Compd., 2011, vol. 509, pp. 948–52.
Y.B. Yang, Z.P. Xie, Z.M. Zhang, X.B. Li, Q. W, and Y.H. Zhang: Mater. Sci. Eng. A, 2014, vol. 615, pp. 183–90.
H.E. Hu, L. Zhen, L. Yang, W.Z. Shao, and B.Y. Zhang: Mater. Sci. Eng. A, 2008, vol. 488, pp. 64–71.
N.P. Jin, H. Zhang, Y. Han, W.X. Wu, and J.H. Chen: Mater. Charact., 2009, vol. 60, pp. 530–36.
H.J. McQueen: Mater. Sci. Eng. A, 2004, vol. 387-389, pp. 203–08.
S. Gourdet and F. Montheillet: Acta Mater., 2003, vol. 51, pp. 2685–99.
C.M. Cepeda-Jiménez, O.A. Ruano, M. Carsí, and F. Carreño: Mater. Sci. Eng. A, 2012, vol. 552, pp. 530–39.
Y.C. Lin, L.T. Li, Y.C. Xia, and Y.Q. Jiang: J. Alloy. Compd., 2013, vol. 550, pp. 438–45.
X.D. Huang, H. Zhang, Y. Han, W.X. Wu, and J.H. Chen: Mater. Sci. Eng. A, 2010, vol. 527, pp. 485–90.
Q.Y. Yang, D. Yang, Z.Q. Zhang, L.F. Cao, X.D. Wu, G.J. Huang, and Q. Liu: Trans. Nonferrous Met. Soc. China, 2016, vol. 26, pp. 649–57.
S.Y. Chen, K.H. Chen, L. Jia, and G.S. Peng: Trans. Nonferrous Met. Soc. China, 2013, vol. 23, pp. 329–34.
Y. Deng, Z.M. Yin, and J.W. Huang: Mater. Sci. Eng. A, 2011, vol. 528, pp. 1780–86.
H. Wu, S.P. Wen, H. Huang, X.L. Wu, K.Y. Gao, W. Wang, and Z.R. Nie: Mater. Sci. Eng. A, 2016, vol. 651, pp. 415–24.
M.R. Rokni, A. Zarei-Hanzaki, Ali A. Roostaei, and H.R. Abedi: Mater. Des., 2011, vol. 32, pp. 2339–44.
L.M. Yan, J. Shen, J.P. Li, Z.B. Li, and X.D. Yan: Int. J. Miner. Metall. Mater., 2010, vol. 17, pp. 46–52.
S.Y. Chen, K.H. Chen, G.S. Peng, X.H. Chen, and Q.H. Ceng: J. Alloy. Compd., 2012, vol. 537, pp. 338–45.
Q.Y. Yang, Z.H. Deng, Z.Q. Zhang, Q. Liu, Z.H. Jia, and G.J. Huang: Mater. Sci. Eng. A, 2016, vol. 662, pp. 204–13.
R. Ebrahimi and A. Najafizadeh: J. Mater. Process. Technol., 2004, vol. 152, pp. 136–43.
Y.C. Lin and X.M. Chen: Mater. Des., 2011, vol. 32, pp. 1733–59.
A. Dehghan-Manshadi, and PD. Hodgson: ISIJ Int., 2007, vol. 47, pp. 1799–03.
C.M. Sellars and W.J. Tegart: Mem. Sci. Rev. Met., 1966, vol. 63, pp. 731-41.
E. Cerri, E. Evangelista, and A. Forcellese: Mater. Sci. Eng. A, 1995, vol. 197, pp. 181–98.
S. Zaeffrer, T. Baudin, and R. Penelle: Acta Mater., 2001, vol. 49, pp. 1105–22.
A. Dehghan-Manshadi, M.R. Barnett, and P.D. Hodgson: Mater. Sci. Eng. A, 2008, vol. 485, pp. 664–72.
S. Mandal, A.K. Bhaduri, and S.V. Subramanya: Metall. Mater. Trans. A, 2011, vol. 42A, pp. 1062–72.
K. Kashihara, H. Konishi, and T. Shibayanagi: Mater. Sci. Eng. A, 2011, vol. 528, pp. 8443–50.
A .S. Taylor, P. Cizek, and P.D. Hodgson: Acta Mater., 2012, vol. 60, pp. 1548–69.
Acknowledgments
The authors are grateful for the financial support by the National Science and Technology Major Project of China (Grant No. 2012ZX04010-081) and College Innovation Team Leader Training Program of Hebei Province, China (Grant No. LJRC012). The authors also would like to express their gratitude to Yingjie Zhang, Fei Li, and Jianming Pei for the experiments.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 8, 2016.
Rights and permissions
About this article

Cite this article
Liu, X., Han, S., Chen, L. et al. Flow Behavior and Microstructural Evolution of 7A85 High-Strength Aluminum Alloy During Hot Deformation. Metall Mater Trans A 48, 2336–2348 (2017). https://doi.org/10.1007/s11661-017-4022-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-017-4022-0