
Abstract
The role of ferric oxide nanoparticles on the lubricating characteristics of passivating films formed on stainless steel (SS) was discussed in this study. The tribo-electrochemical behavior of mirror-like polished AISI 304 SS, used as an exemplary material, was evaluated in various electrolytes by means of a simulated chemical–mechanical polishing process in laboratory scale. It was clearly demonstrated that a suitable combination of abrasives (ferric oxide nanoparticles) and an oxidizer (nitric acid) can act as an effective lubricant that lowers the friction and wear of the AISI 304 SS surfaces. The excellent lubricating and anti-corrosion properties shown by a slurry containing a high content of ferric oxide nanoparticles at high nitric acid concentrations were attributed to the formation of a stable and robust passive film that was composed of chromium oxide and a mixture of iron oxides. The lack of ferric oxide nanoparticles in two solutions containing nitric acid of different concentrations led to pitting corrosion and abrasive wear. When low concentrations of both ferric oxide nanoparticles and nitric acid were used, wear-accelerated corrosion became the dominant mechanism that was caused by the presence of third-body wear particles in the contact zone.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Tribo-electrochemical methods have been widely used in explaining and monitoring the corrosion and wear interactions taking place in tribological contacts exposed to various corrosive environments [1, 2]. This synergism between wear and corrosion (defined as tribocorrosion) has found to be responsible for reduction in machinery lifetime and accelerated component breakdown [3–5]. Over the past two decades, several reviews on applications and capabilities of the tribo-electrochemical methods have been reported in the literature [1, 6–9]. Some earlier tribo-electrochemical works included the use of rapidly scratched (in less than 1 ms) metal electrodes to study the onset of depassivation and repassivation kinetics [10, 11]. The purpose of these studies was to correlate the peak current measured during scratching with the current density of the bare metal [12, 13].
Further attempts to study the interaction between wear and corrosion have led to the development of longer rubbing time testing methods that combine traditional tribometers with electrochemical techniques. The majority of initial tribocorrosion investigations were performed using electrolytes without abrasive particles, under two-body sliding conditions on modified tribometers such as pin-on-disk [14–16], pin-on-plate [17, 19], ball-on-disk [20, 21] or rotating electrode test rigs [5, 22]. However, apart from solid-on-solid sliding contacts, machine components are often prone to three-body abrasion–corrosion or erosion–corrosion due to the presence of hard particles either as contaminants or as a part of the processing fluid [23]. In several industrial environments such as mining, oil and gas, abrasive particles are used in process fluids or forming slurries that are often both abrasive and corrosive to metallic components such as pumps, valves, pipelines and processing equipment [8, 16, 18, 24]. For this reason, various test rigs incorporating abrasive particles were developed in order to simulate three-body abrasion–corrosion [24, 25] and erosion–corrosion environments [26, 27].
Furthermore, abrasive particles are used for surface finishing purposes, such as in the case of chemical–mechanical polishing (CMP) process. By definition, CMP is a polishing process whereby a chemical reaction increases the mechanical removal rate of a material [28]. Being considered an ultra-precision technique, in CMP, the removal of different surface materials has been achieved at the molecular level with the assistance of nano-abrasive particles, slurry pH and surface electrochemistry [29]. In the CMP process, the suspended abrasive particles can cause the detachment of surface layers formed by reaction between the oxidizing aqueous suspension (the slurry) and the material to be polished [28]. Therefore, CMP is considered to be a tribochemical process that combines the synergistic effect of chemical etching and mechanical abrasion to achieve surface planarization [30]. The process of CMP was initially developed and implemented for planarization of SiO2 which is used as interlayer dielectric in multilevel metallization scheme [28]. Recently, the application of CMP technique has been extended to other areas, such as polishing of AISI 51200 steels [31–33], metal foils [34], flexible thin-film transistors [35].
Material removal in CMP can be described as a tribocorrosion phenomenon involving mechanical and chemical interactions among the wafer, pad and slurry [36]. These interactions are complex and at present little understood. Some earlier studies included the investigation of material removal mechanisms of tantalum [37] and glassy carbon [38] during electrochemical–mechanical polishing using a three-electrode electrochemical cell.
It has been previously reported that the ferric oxide nanoparticles (used as abrasives) in the polishing slurries could act as effective lubricant additives for the steel surfaces [39]. It is empirically known that an iron oxide layer formed on a surface of a work piece plays an important role in enhancing its lubricating properties in hot rolling [40]. A previous study indicated that nanometer thick ferric oxide in lubricating 500 SN base oil possessed friction reduction properties by its deposition on the rubbing surface [41].
However, to the best of our knowledge, there have been no works reported on the lubrication mechanism of ferric oxide nanoparticles during a CMP process. Therefore, the focus of this current study is to investigate the influence of electrolyte’s chemistry on the lubricating characteristics of the passivating films formed on AISI 304 SS by means of a simulated CMP process in laboratory scale. More specifically, we were able to demonstrate that a combination of abrasives (ferric oxide nanoparticles) and an oxidizer (nitric acid) present in a polishing slurry, that is usually used in an industrial CMP process, can act as an effective lubricant that lowers the friction and wear of the AISI 304 SS surfaces.
2 Experimental Details
2.1 Materials
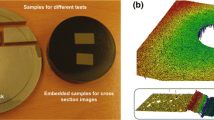
AISI 304 SS with a mirror-like surface finish (R a = 2.8 nm; ±0.2) was chosen as a testing sample since its electrochemical behavior in common electrolytes is well known. The surface roughness (over a distance of 7 mm × 1 mm) was measured using a Leica DCM 3D confocal microscope. The elemental composition of as-received AISI 304 sample measured by energy-dispersive X-ray (EDX) analyses is revealed in Table 1.
The effect of electrolyte composition on corrosion and tribocorrosion behavior of AISI 304 SS was studied by using four different electrolytes. To study the lubricating effect of iron oxide nanoparticles, two slurries comprised of aqueous Fe2O3 nanoparticles suspensions in the form of hematite with an average diameter of 100 nm were employed. One slurry [hereafter referred to as HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%)] had an iron oxide composition of 1.6 weight %, 0.9 weight % of nitric acid and a pH value of 1.1. The second slurry [hereafter referred to as HNO3 (11 wt%) + Fe2O3 (25 wt%)] contained 25 weight % iron oxide, 11 weight % of nitric acid and its pH value of 0.3. For comparison purposes, two other solutions that were free of Fe2O3 nanoparticles but had similar HNO3 concentrations with the aforementioned polishing slurries were also used. One solution [hereafter referred to as HNO3 (0.9 wt%)] was used as comparing electrolyte for the HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) slurry, while another solution [hereafter referred to as HNO3 (11 wt%)] was used as comparing electrolyte for the HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry. All the chemicals were purchased from Sigma-Aldrich (St. Louis, Missouri, United States) and were used as-received, without any further purification.
2.2 Tribo-Electrochemical Test Rig and Conditions
The tribo-electrochemical test rig employed in this research is shown in Fig. 1. The ball-on-disk contact used consisted of commercially available Al2O3 balls (5 mm diameter) sliding against AISI 304 SS disks. The insulating counteracting body (Al2O3) was selected as a common approach for tribo-electrochemical studies to avoid galvanic coupling. During a typical experiment, the Al2O3 ball slides against the AISI 304 SS specimen fully immersed in the testing solutions throughout the entire run. The testing sample serves as the working electrode, and its potential is monitored using a potentiostat VERSASTAT 3F from AMETEK GmbH (Meerbusch, Germany). The reference electrode used for the two HNO3 solutions that were free of abrasive particles was an Ag/AgCl in 3 M saturated NaCl solution. In the remaining tribo-electrochemical experiments with the iron oxide containing slurries, a platinum plate (3 cm2) was used as a pseudo-reference electrode [42, 43] with its potential being calibrated against the aforementioned standard Ag/AgCl reference electrode. Throughout this paper, the potentials are reported against Ag/AgCl. A platinum wire (50 cm length) was used as the counter electrode.

Experimental setup for the tribo-electrochemical experiments: tribocorrosion cell used for the Fe2O3 nanoparticle slurries (a); and for the HNO3 solutions without Fe2O3 nanoparticles (b)
The three-electrode electrochemical cell was coupled to a reciprocating sliding micro-tribometer FALEX-MUST precision tester from Falex Tribology NV (Rotselaar, Belgium). The full description of the micro-tribometer has been disclosed in a previous publication [44]. All tribo-electrical experiments were conducted under ambient conditions. At least three repetitions were performed for each testing condition, and the results were averaged. The experimental parameters are summarized in Table 2. The applied normal load was chosen to simulate the typical contact pressure used in an industrial CMP process. Since the pressure and velocity were held constant throughout each experiment, it was assumed that the material removal rate remained constant, too. Therefore, the results obtained from tribo-electrochemical experiments are discussed in terms of friction and wear and not based on Preston equation.
2.3 Electrochemical Tests
In order to monitor the static corrosion behavior of AISI 304 SS in the selected electrolytes, potentiodynamic polarization tests were performed by scanning the potential from the cathodic to the anodic regions. Initially, the AISI 304 samples were cathodically polarized for 5 min at −1.2 V (vs. Ag/AgCl) in the electrolyte before starting the potentiodynamic scan. It has been reported that by applying this potential, any air-formed passive film on stainless steel should dissolve leading to similar initial surface conditions for different AISI 304 samples [45]. Therefore, the overall method for the static corrosion tests consisted of the following sequences: initial cathodic cleaning of the samples at −1.2 V (vs. Ag/AgCl) for 60 s; stabilization of the system under open-circuit potential (OCP) for 3600 s, and finally, potentiodynamic polarization measurements between −0.6 V and +1.2 V (vs. Ag/AgCl) at a scan rate of 1 mV/s. The measured current–voltage data were plotted as Tafel plot in the form of potential versus log (i) (with i being the current density). The corrosion potential (E corr) and corrosion current (I corr) were derived from the Tafel plot. The corrosion current was obtained using the Stern-Geary model for a corroding system. Two potentiodynamic experiments for each electrolyte have been conducted.
The method used for the tribo-electrochemical experiments consisted of four sequences: cathodic cleaning of the samples at −1.2 V (vs. Ag/AgCl) for 60 s for dissolution of air-formed oxides; stabilization of the system under OCP for 8000 s (in the absence of rubbing) to achieve a stable passive surface; rubbing under OCP for 1350 s; and finally, re-stabilization of the system under OCP (after rubbing was stopped) for 1800 s. Before and after the experiments, all the tested samples were ultrasonically cleaned in ethyl alcohol.
2.4 Surface Characterization
After each tribocorrosion experiment, the AISI 304 SS surface topography was analyzed with a Leica DCM 3D confocal microscope Ernst Leiz GmbH (Wetzlar, Germany). The removed material volumes (µm3) from all the tested samples were calculated from the topographical data. An ideal flat surface was defined as the reference surface for the disks and the missing volume between this surface and the measured (worn) surface was calculated with a MATLAB® based software.
The wear scar morphology was investigated with a scanning electron microscope (SEM) ZEISS 1540XB crossbeam Carl Zeiss Microscopy GmbH (Jena, Germany) operated at an accelerated voltage of 20 kV.
The chemical surface composition of the rubbed AISI 304 SS surfaces was characterized by X-ray photoelectron spectroscopy (XPS). The analyses were conducted using a Thetaprobe Thermo Fisher Scientific (East Grinstead, UK) equipped with a monochromatic Al Kα X-ray source (hv = 1486.6 eV) and a hemispherical analyzer. The measurements were performed at a base pressure of 2 × 10−9 mbar. The analyzed spot size diameter was 50 µm. For each sample, the high-resolution spectra were obtained at a pass energy of 50 eV. The data analysis was performed using a Thermo Fisher Scientific Avantage Data System software.
3 Results and Discussion
3.1 Potentiodynamic Polarization Studies
The results of potentiodynamic polarization are shown in Fig. 2. In the case of the lower-acid-content electrolytes [HNO3 (0.9 wt%) and HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%)], the results revealed a slightly lower current density in the cathodic region when compared to the higher-acid-content electrolytes [HNO3 (11 wt%) and HNO3 (11 wt%) + Fe2O3 (25 wt%)]. Moreover, a slight transition from the active to passive region could be observed for the low-acid-containing slurry [HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%)]. On the other hand, no transition could be noticed for any of the other electrolytes, indicating a spontaneous passivation of AISI 304 SS in HNO3 under these conditions.

Potentiodynamic polarization curves of AISI 304 SS measured in the testing electrolytes (with and without abrasive nanoparticles)
The primary passive region broke down at around +0.8 and +0.9 V in the case of HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) and HNO3 (0.9 wt%), respectively. A sudden increase in the current density which coincides with transpassivity and indicates a domination of passive film dissolution over growth could be observed in this case [24]. This behavior was attributed to stoichiometric changes of Cr(III) to Cr(VI) [46], Ni (II) to Ni (III) [47], impeding the protective behavior of the passive film. Moreover, it should be noted that after the transpassivity zone, at potentials above +0.9 V, a secondary passivation developed (for the low-acid-containing electrolytes) and was attributed to structural re-arrangement of the passive film and incorporation of iron in the outer passive film, according to previous studies [48].
Regarding the higher-acid-content electrolytes [HNO3 (11 wt%) and HNO3 (11 wt%) + Fe2O3 (25 wt%)], an increase in the current density from the cathodic region could be noticed. This was attributed to the acceleration of the global cathodic reaction of the nitrite reduction that generates HNO2 “electroactive” species [49]. The mechanism of autocatalytic corrosion of metals in nitric acid medium has been proposed by Evans et al. [50], and the overall reduction reaction can be represented as follows:
It has been reported that the generation of nitrous acid by autocatalytic reduction of HNO3 arises due to the production of oxidant species like NO2 [49, 51]. Moreover, it is important to mention that reaction (1) is only valid for low to moderate concentrations of HNO3 (<6 mol/L) and low temperatures (<100 °C) [51, 52]. In our case, both HNO3 concentrations were below 6 mol/L and the measurements were conducted at ambient conditions.
Additionally, it can be noted that the higher HNO3 content (11 wt%) caused a shift in the corrosion potential toward the anodic region that corresponds to the acceleration of the anodic reaction, which in turn leads to metal dissolution. It has been reported that the presence of oxidizing ions in nitric acid solutions can increase the corrosion potential by promoting anodic reactions and thereby affect the corrosion resistance of AISI 304 SS [49]. In this case, the primary passive region broke down at around +0.9 and +1 V for the HNO3 (11 wt%) + Fe2O3 (25 wt%) and HNO3 (11 wt%), respectively. Furthermore, the absence of a secondary passive region following the transpassivity zone indicates that an increase in both acid content and anodic current density would enhance the chemical dissolution of AISI 304 SS, leading to a lower corrosion resistance in the case of the higher-acid-content electrolytes, as previously suggested in our earlier studies [39]. Moreover, it should be noted that the presence of the ferric oxide nanoparticles in the polishing slurries did not have any significant impact on the electrochemical behavior of AISI 304 SS under these testing conditions.
3.2 Tribo-Electrochemical Experiments
The sliding effect of the Al2O3 counterface on the tribo-electrochemical characteristics of AISI 304 SS was evaluated by friction (COF) and OCP measurements, and the results are displayed in Fig. 3. Changes in the OCP values with time (Fig. 3, bottom) indicate that loading of the AISI 304 sample against the Al2O3 counterface is accompanied by an immediate negative shift in the potential observed for all the tested samples. This negative shift in the potential is connected to the local destruction (depassivation) of the passivating films present on the surface, as previously reported in several studies [6, 7, 15]. After sliding was stopped, the potential returned to its original values, although at a slower rate than that observed when the rubbing started. This implies that the mechanical depassivation of the oxide film occurs immediately during the initial sliding cycles, while the complete electrochemical regeneration of the film is a slower phenomenon [23, 39].

Evolution of COF and OCP recorded in situ for AISI 304 SS before, during and after rubbing with the testing electrolytes (with and without abrasive nanoparticles)
The variations in COF (Fig. 3, top) reveal that the surface rubbed with HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) exhibited an unstable COF with some marked fluctuations observed throughout the entire experiment. These fluctuations coincided with the sharp peaks in the OCP (Fig. 3, bottom) and suggest the discontinuous formation of third-body particles by mechanical wear, as previously reported by other authors [39, 53, 54]. The sharp peaks in the OCP are attributed to the rate of particle formation in the contact that is believed to exceed the rate of particle ejection [54].
Regarding the acidic solutions without the Fe2O3 nanoparticles, relatively similar COF values could be observed, albeit friction was more steady for higher HNO3 concentrations (11 wt%). The general pattern of OCP changes before, during and after rubbing was similar to that of HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) electrolyte. However, no obvious marked fluctuations could be observed in the OCP under these conditions, thus indicating the absence of third-body particles from the contact zone.
Interestingly, the surface rubbed with HNO3 (11 wt%) + Fe2O3 (25 wt%) electrolyte showed the lowest and most stable friction among all the tested electrolytes, suggesting the formation of durable lubricating films on the AISI 304 SS surface. This low and steady friction was accompanied by a comparatively smaller OCP shift (approximately 0.05 V), a relatively constant OCP during sliding, and a shorter time for repassivation once the sliding was stopped.
The average COF for all the tested electrolytes is displayed in Fig. 4 and highlights the lubricating characteristics of the HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry. Moreover, the average wear volumes show that the surfaces rubbed with the slurries containing Fe2O3 nanoparticles had significantly lower wear when compared to the solutions without the Fe2O3 nanoparticles (Fig. 5). The low wear observed for the HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry correlates well with the small drop in the OCP, suggesting that a durable lubricating film which inhibited both corrosion and wear may be formed on the AISI 304 SS [55]. As a consequence, less bare steel surface became exposed to the corrosive environment [54].

Average COF recorded for AISI 304 SS rubbed with the testing electrolytes (with and without abrasive nanoparticles)

Removed material volume for AISI 304 SS rubbed with the testing electrolytes (with and without abrasive nanoparticles)
3.3 Surface Morphology
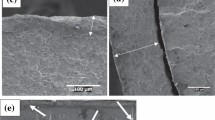
The morphology of the surfaces along with their elemental composition is displayed in Figs. 6, 7 and Table 3. It can be seen from Fig. 6 (top and bottom-left) that a severe surface attack with pitting along with abrasive wear is the dominant mechanism occurring inside the wear scar generated on the AISI 304 SS rubbed with the HNO3 (0.9 wt%) solution. It could be suggested that the surface protective films may be worn (by both pitting and abrasive wear) and a galvanic coupling between the remaining films and the underlying substrate may result in rapid corrosion of the worn area [55].

SEM images of the wear scars formed on AISI 304 SS after rubbing with HNO3 (0.9 wt%) solution (top and bottom-left) and HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) slurry (top and bottom-left). Sliding direction was left-to-right

SEM images of the wear scars formed on AISI 304 SS after rubbing with HNO3 (11 wt%) solution (top and bottom-left) and HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry (top and bottom-left). Sliding direction was left-to-right
On the other hand, no corrosion pits could be observed on the AISI 304 SS surface rubbed with HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) slurry Fig. 6 (top and bottom-left). The middle of the wear scar area exhibited a relatively smooth appearance which is characteristic to polishing wear. However, some well-defined abrasion grooves along with plastic deformation at the upper edge of the wear scar that were most probably caused by the presence of third-body particles in the contact zone could be observed in this case. The EDX analyses taken from this area (Spot #3, Table 3) revealed a high content of oxygen (Fig. 6, bottom-right) that accounts for wear-accelerated corrosion. Furthermore, the EDX analyses taken outside the wear scar (Spot #4, Table 3) revealed a relatively similar composition to the original AISI 304 SS (Table 1), indicating that no significant changes took place on the surface in the absence of rubbing.
As it can be seen in Fig. 7 (top-left), better-defined abrasion grooves and less pits could be detected inside the wear scar generated on the AISI 304 SS surface rubbed with HNO3 (11 wt%) when compared to the one rubbed with HNO3 (0.9 wt%). EDX analyses conducted inside this wear scar (Spots # 5 and 6, Table 3) revealed the presence of oxygen, thus highlighting that the wear-accelerated corrosion was once again the dominant mechanism under these conditions. It could be suggested that a weak passivation film that has a short lifetime under sliding contact may be produced, and a high rate of wear may occur due to regular formation and destruction of the passivating films [55].
The surface rubbed with HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry was relatively smooth, and no plastic deformation could be observed under these conditions (Fig. 7, top and bottom-left). Moreover, no oxygen was found inside the wear scar, as revealed by the EDX analyses (Spots # 7 and 8, Table 3). It is suggested that a durable lubricating film that inhibits both corrosion and wear may be formed [55] and its chemical composition will be discussed in the next section.
3.4 Chemical Composition of the Passive Films
XPS analyses were performed inside the wear scars generated on selected AISI 304 SS samples in order to check the correlation between the chemical surface composition and the lubricating characteristics of the passivating films. Survey XPS spectra (not shown here) revealed the presence of the major components of the alloy and/or oxide: Fe, Cr, O and some minor contaminants such as C, N and Ca that originated from the content of the polishing slurries. The high-resolution XPS spectra revealed that the passive films formed on all the samples were mainly composed of oxides of chromium and iron.
Figure 8 shows the high-resolution XPS spectra of Cr 2p for all the tested electrolytes. A broad peak with a spin orbit splitting for Cr 2p1/2 and Cr 2p3/2 was detected between 570 and 590 eV in this case. Regarding the Cr 2p3/2 spectra line, two peaks were found at binding energies of 574 and 576.5 eV for the metallic chromium (Cr0) and for the third valence state of chromium (Cr3+), respectively [57]. The binding energies corresponding to Cr3+ are related to the oxide form of chromium (Cr2O3) which is indicative for the presence of the passive films formed on the surface of AISI 304 SS [39].

High-resolution XPS spectra of Cr 2p for the AISI 304 SS rubbed with the testing electrolytes (with and without abrasive nanoparticles)
Figure 9 shows the high-resolution XPS spectra of Fe 2p acquired from the same tested samples. Two spectra lines (Fe 2p1/2 and Fe 2p3/2) could be detected in this case between 705 and 730 eV. The Fe 2p3/2 spectra line incorporated a peak at a binding energy of 706 eV which is characteristic to the Fe0 atoms (metallic iron) coming from the underlying substrate [57]. This peak was particularly intense for the solutions without the Fe2O3 nanoparticles and became gradually smaller for the HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) and HNO3 (11 wt%) + Fe2O3 (25 wt%) slurries. The broad peak at about 710 eV (in the same Fe 2p3/2 spectra line) resulted from all the iron oxides and hydroxides in the passive film, which overlap due to the small difference in their chemical shifts [57]. It can be clearly seen that this peak is more intense in the case AISI 304 SS surface rubbed with HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry, indicating the presence of a thicker oxide film inside the wear scar. This oxide film was composed of FeO (Fe2+ at 708.5 eV), Fe2O3 (Fe3+ at 710.9 eV) and FeOOH (711.4–711.6 eV) and confirms the binding energies found in the literature for these species [57].

High-resolution XPS spectra of Fe 2p for the AISI 304 SS rubbed with the testing electrolytes (with and without abrasive nanoparticles)
It is therefore suggested that the enhanced lubricating properties of the HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry were given by the formation of an iron oxide tribofilm on the rubbing AISI 304 SS surface. The size and shape of the Fe2O3 nanoparticles enable them to easily enter the contact zone, thus furnishing a lubricant layer that leads to the reduced friction and wear between the surfaces [58].
The XPS results from this study show that passive films generated on the AISI 304 SS surface have a duplex character. According to previously published data, these passive films are comprised of an inner region that is essentially formed of chromium oxide and an outer region mainly constituted of a mixture of iron oxides [57]. Figure 10 depicts the compositional changes (atomic % ratios) of Cr and Fe as a function of both HNO3 and Fe2O3 nanoparticles concentrations in the electrolytes.

Oxide to metal atomic % ratios of Cr and Fe for the AISI 304 SS rubbed with the testing electrolytes (with and without abrasive nanoparticles)
The chromium oxide to metal ratios showed only a small increase in the case of the surfaces rubbed with HNO3 solutions without the Fe2O3 nanoparticles. Similar behavior can be described for the iron oxide to metal ratios. On the other hand, an obvious increase in the chromium oxide to metal ratio can be observed for the surface rubbed with the HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry when compared to the one with the HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%). This is in good agreement with our previous results that pointed out that the thickness of the Cr2O3 passivation layer increases with the oxidizer concentration [39, 59].
Moreover, the dramatic increase in the iron oxide to metal ratio in the case of the surface rubbed with the HNO3 (11 wt%) + Fe2O3 (25 wt%) confirms the formation of a thick oxide film on the AISI 304 SS surface that was instrumental in improving the lubricating characteristics of the contact surfaces under these conditions. It has been suggested that such an oxide layer could decrease the shear strength and in turn the frictional forces, reducing adhesive wear and resulting in a lower and more stable friction coefficient [60].
3.5 Proposed Tribocorrosion Mechanisms
Based on the performed analyses, the proposed mechanisms of corrosive wear are schematically illustrated in Fig. 11.

Mechanisms of interaction between the testing electrolytes and AISI 304 SS worn surface
The first process taking place in the case of the HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry (Fig. 11a) is dominated by the formation of durable lubricating films between the contact surfaces, thus preventing the appearance of corrosive wear [55]. In fact, it has been reported that red iron oxides are used in primers for reducing corrosion problems in steel constructions and automotive industry [56]. Moreover, the XPS analyses (Fig. 9) clearly demonstrated that the enhanced lubricating properties of the HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry were given by the formation of a thick iron oxide tribofilm on the rubbing AISI 304 SS surface.
The second process, relevant for the HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) slurry (Fig. 11b), is related to the formation of a sacrificial (short lifetime) film under sliding contacts. This is the most common form of corrosive wear since most corrosive films consist of brittle oxides or other ionic compounds that can easily break and generate third-body wear particles in the contact zone [55].
The third process (Fig. 11c), relevant for the HNO3 (0.9 wt%) and HNO3 (11 wt%) solutions (without the Fe2O3 nanoparticles), relates to wear in highly corrosive media where the corrosion products are very weak and are probably soluble in the liquid media, thus causing anodic dissolution and hence pitting corrosion on the AISI 304 SS surface [55].
4 Conclusions
A study on the tribo-electrochemical behavior of AISI 304 SS in various electrolytes was conducted in order to investigate the influence of ferric oxide nanoparticles on the lubricating characteristics of the passivating films formed on the steel surface during a simulated CMP process in laboratory scale. Based on the results, the following conclusions can be drawn:
-
The potentiodynamic polarization experiments revealed an increase in the cathodic current density which highlighted the acceleration of the global cathodic reaction of the nitrite reduction in the case of the high-acid-content electrolytes. The low-acid-content electrolytes revealed a secondary passivation region that was attributed to structural re-arrangement of the passive film and incorporation of iron in the outer passive film. The presence of the ferric oxide nanoparticles in the polishing slurries did not have any significant impact on the electrochemical behavior of AISI 304 SS under these potentiodynamic conditions.
-
The excellent lubricating characteristics and anti-corrosion properties exhibited by the HNO3 (11 wt%) + Fe2O3 (25 wt%) slurry were attributed to the formation of stable and robust passive films on the AISI 304 surface that led to an effective interfacial separation between the contact surfaces to reduce friction and wear.
-
The XPS analyses revealed that these passive films were mainly composed of chromium oxide and a mixture of iron oxides.
-
Regarding the electrolytes without the Fe2O3 nanoparticles, the surface protective films were worn by both pitting and abrasive wear, thus causing anodic dissolution and hence pitting corrosion on the AISI 304 SS surface.
-
The presence of third-body particles in the contact zone contributed to wear-accelerated corrosion observed by SEM-EDX in the case of the HNO3 (0.9 wt%) + Fe2O3 (1.6 wt%) slurry.
-
The current findings can be extended to analyze the dissipated energy measured during tribocorrosion experiments as well as the tribocorrosion behavior of the investigated electrolytes under potentiostatic conditions (cathodic and/or anodic fixed potentials). Such findings will facilitate a better understanding of the synergistic effects of wear and corrosion on the degradation of stainless steel surfaces.
References
Landolt, D., Mischler, S., Stemp, M.: Electrochemical methods in tribocorrosion: a critical appraisal. Electrochim. Acta 46, 3913–3929 (2001)
Mischler, S., Ponthiaux, P.: A round robin on combined electrochemical and friction tests on alumina/stainless steel contacts in sulphuric acid. Wear 1–2, 211–225 (2001)
Assi, F., Bohni, H.: Study of wear–corrosion synergy with a new microelectrochemical technique. Wear 233–235, 505–514 (1999)
Watson, S.W., Friedersdorf, F.J., Madsen, B.W., Cramer, S.D.: Methods of measuring wear-corrosion synergism. Wear 181–183, 476–484 (1995)
Fang, C.K., Huang, C.C., Chuang, T.H.: Synergistic effects of wear and corrosion for Al2O3 particulate-reinforced 6061 aluminium matrix composites. Metall. Mater. Trans. 30A, 643–651A (1999)
Ponthiaux, P., Wenger, F., Drees, D., Celis, J.-P.: Electrochemical techniques for studying tribocorrosion processes. Wear 256, 459–468 (2004)
Mischler, S.: Triboelectrochemical techniques and interpretation methods in tribocorrosion: a comparative evaluation. Tribol. Int. 41, 573–583 (2008)
Wood, R.J.K.: Tribo-corrosion of coatings: a review. J. Phys. D Appl. Phys. 40, 5502–5521 (2007)
Stack, M.M.: Mapping tribo-corrosion processes in dry and in aqueous conditions: some new directions for the new millennium. Tribol. Int. 35, 681–689 (2002)
Rimbert, J.F., Pagetti, J.: Repassivation kinetics studies on an austenitic stainless steel in chloride media. Corros. Sci. 20(2), 189–210 (1980)
Burstein, G.T., Marshall, P.I.: Growth of passivating films on scratched 304L stainless steel in alkaline solution. Corros. Sci. 23(2), 125–137 (1983)
Burstein, G.T., Gao, G.: Verification of the validity of peak bare surface current densities obtained from the scratched electrode. J. Electrochem. Soc. 138(9), 2627–2630 (1991)
Bastek, P., Newman, R., Kelly, R.: Measurement of passive film effects on scratched electrode behavior. J. Electrochem. Soc. 140, 1884–1889 (1993)
Xiulin, J., Biao, H., Yixian, L., Shuqi, W.: Sliding tribocorrosion behavior of bulk metallic glass against bearing steel in 3.5% NaCl solution. Tribol. Int. 91, 214–220 (2015)
Huttunen-Saarivirta, E., Kilpi, L., Hakala, T.J., Carpen, L., Ronkainen, H.: Tribocorrosion study of martensitic and austenitic stainless steels in 0.01 M NaCl solution. Tribol. Int. 95, 358–371 (2016)
Chen, J., Wang, J., Yan, F., Zhang, Q., Li, Q.: Effect of applied potential on the tribocorrosion behaviors of Monel K500 alloy in artificial seawater. Tribol. Int. 81, 1–8 (2015)
Hedayat, A., Yannacopoulos, S., Postlethwaite, J., Sangal, S.: Aqueous corrosion of plain carbon steel during sliding wear. Wear 154, 167–176 (1992)
Totolin, V., Pejakovic, V., Csanyi, T., Hekele, O., Huber, M., Ripoll, M.R.: Surface engineering of Ti6Al4 V surfaces for enhanced tribocorrosion performance in artificial seawater. Mater. Des. 104, 10–18 (2016)
Wu, P., Celis, J.P.: Electrochemical noise measurements on stainless steel during corrosion-wear in sliding contacts. Wear 256, 480–490 (2004)
Malfatti, C.F., Veit, H.M., Santos, C.B., Metzner, M., Hololeczek, H., Bonino, J.-P.: Heat treated NiP-SiC composite coatings: elaboration and tribocorrosion behaviour in NaCl solution. Tribol. Lett. 36, 165–173 (2009)
Bazzoni, A., Mischler, S., Espallargas, N.: Tribocorrosion of pulsed plasma-nitrided CoCrMo implant alloy. Tribol. Lett. 49, 157–167 (2013)
Yu, S.Y., Ishii, H., Chuang, T.H.: Corrosive wear of SiC whisker-and 6061 aluminum alloy composites particulate-reinforced. Metall. Mater. Trans. A 27A, 2653–2662 (1996)
Salasi, M., Stachowiak, G., Stachowiak, G.: Tribo-electrochemical behaviour of 316L stainless steel: the effects of contact configuration, tangential speed, and wear mechanism. Corros. Sci. 98, 20–32 (2015)
Salasi, M., Stachowiak, G., Stachowiak, G.: New experimental rig to investigate abrasive-corrosive characteristics of metals in aqueous media. Tribol. Lett. 40, 71–84 (2010)
Sun, D., Wharton, J.A., Wood, R.J.K.: Abrasive size and concentration effects on the tribo-corrosion of cast CoCrMo alloy in simulated body fluids. Tribol. Int. 42, 1595–1604 (2009)
Zu, J.B., Hutchings, I.M., Burstein, G.T.: Design of a slurry erosion test rig. Wear 140, 331–344 (1990)
Barik, R.C., Wharton, J.A., Wood, R.J.K., Stokes, K.R.: Electro-mechanical interactions during erosion-corrosion. Wear 267, 1900–1908 (2009)
Cheng, J., Wang, T., Chai, Z., Lu, X.: Tribocorrosion study of copper during chemical mechanical polishing in potassium periodate-based slurry. Tribol. Lett. 58, 8 (2015)
Li, J., Chai, Z., Liu, Y., Lu, X.: Tribo-chemical behavior of copper in chemical mechanical planarization. Tribol. Lett. 50, 177–184 (2013)
Zhao, D., Lu, X.: Chemical mechanical polishing: theory and experiment. Friction 1, 306–326 (2013)
Kao, M.J., Hsu, F.C., Peng, D.X.: Synthesis and characterization of SiO2 nanoparticles and their efficacy in chemical mechanical polishing steel substrate. Adv. Mater. Sci. Eng. (2014). doi:10.1155/2014/691967
Peng, D.-X.: Chemical mechanical polishing of steel substrate using aluminum nanoparticles abrasive slurry. Ind. Lubr. Tribol. 66, 124–130 (2014)
Jiang, L., He, Y., Luo, J.: Chemical mechanical polishing of steel substrate using colloidal silica-based slurries. Appl. Surf. Sci. 330, 487–495 (2015)
Hu, X., Song, Z., Liu, W., Qin, F., Zhang, Z., Wan, H.: Chemical mechanical polishing of stainless steel foil as flexible substrate. Appl. Surf. Sci. 258, 5798–5802 (2012)
Yun, D.-J., Lim, S.-H., Lee, T.-W., Rhee, S.-W.: Fabrication of the flexible pentacene thin-film transistors on 304 and 430 stainless steel (SS) substrate. Org. Electron. 10, 970–977 (2009)
Stojadinovic, J., Mischler, S., Bouvet, D., Declercq, M.: Tribocorrosion of tungsten: effect of potential on wear. Tribol. Ind. 29, 41–44 (2007)
Gao, F., Liang, H.: Material removal mechanisms in electrochemical-mechanical polishing of tantalum. Electrochim. Acta 54, 6808–6815 (2009)
Jang, K., Nam, E., Lee, C.-Y., Seok, J., Min, B.-K.: Mechanisms of synergistic material removal by electrochemical magnetorheological polishing. Int. J. Mach. Tools Manuf 70, 88–92 (2013)
Totolin, V., Göcerler, H., Rodríguez Ripoll, M., Jech, M.: Tribo-electrochemical study of stainless steel surfaces during chemical-mechanical polishing. Lubr. Sci. 28, 363–380 (2016)
Iida, S., Hidaka, Y.: Influence of the iron oxide layer on lubricating properties in seamless pipe hot rolling. Tetsu-to-Hagane 94, 244–250 (2008)
Hu, Z.S., Dong, J.X., Chen, G.X.: Study on antiwear and reducing friction additive of nanometer ferric oxide. Tribol. Int. 31, 355–360 (1998)
Inzelt, G.: Pseudo-reference electrodes, handbook of reference electrodes, pp. 331–332. Springer, Berlin (2013)
Kasem, K., Jones, S.: Platinum as a reference electrode in electrochemical measurements. Platin. Met. Rev. 52, 100–106 (2008)
Pejakovic, V., Totolin, V., Göcerler, H., Brenner, J., Rodriguez Ripoll, M.: Friction and wear behavior of selected titanium and zirconium based nitride coatings in Na2SO4 aqueous solution under low contact pressure. Tribol. Int. 91, 267–273 (2015)
Beverskog, B., Puigdomenech, I.: Pourbaix diagrams for the ternary system of iron-chromium-nickel. Corrosion 55, 1077–1087 (1999)
Bardwell, J.A., Sproule, G.I., MacDougall, B., Graham, M.J., Davenport, A.J., Isaacs, H.S.: In situ XANES detection of Cr(VI) in the passive film on Fe-26Cr. J. Electrochem. Soc. 139, 371–373 (1992)
Bojinov, M., Fabricius, G., Kinnunen, P., Laitinen, T., Makela, K., Saario, T., Sundholm, G.: The mechanism of transpassive dissolution of Ni–Cr alloys in sulphate solutions. Electrochim. Acta 45, 2791–2802 (2000)
Schmuki, P., Virtanen, S., Isaacs, H.S., Ryan, M.R., Davenport, A.J., Bohni, H., Stenberge, T.: Electrochemical behaviour of Cr2O3/Fe2O3 artificial passive films studied by in situ XANES. J. Electrochem. Soc. 145, 791–801 (1998)
Ningshen, S., Kamachi, M.U., Ramya, S., Raj, B.: Corrosion behavior of AISI type 304L stainless steel in nitric acid media containing oxidizing species. Corros. Sci. 53, 64–70 (2011)
Evans, U.R.: The corrosion and oxidation of metals: scientific principles and practical applications. Edward Arnold, London (1960)
Fauvet, P., Balbaud, F., Robin, R., Tran, Q.T., Mugnier, A., Espinoux, D.: Corrosion mechanisms of austenitic stainless steels in nitric media used in reprocessing plants. J. Nucl. Mater. 375, 52–64 (2008)
Ningshen, S., Kamachi, M.U., Amarendra, G., Raj, B.: Corrosion assessment of nitric acid grade austenitic stainless steels. Corros. Sci. 51, 322–329 (2009)
Godet, M.: 3rd-Bodies in tribology. Wear 136, 29–45 (1990)
Landolt, D., Mischler, S., Stemp, M., Barril, S.: Third body effects and material fluxes in tribocorrosion systems involving a sliding contact. Wear 256, 517–524 (2004)
Stachowiak, G.W., Batchelor, A.W.: Engineering tribology, 3rd edn. Elsevier Butterworth-Heinemann, Amsterdam (2005)
Mohapatra, M., Anand, S.: Synthesis and applications of nano-structured iron oxides/hydroxides: a review. Int. J. Eng. Sci. Technol. 2, 127–146 (2010)
Lorang, G., Cunha Belo, M.D., Simoes, A.M.P., Ferreira, M.G.S.: Chemical composition of passive films on AISI 304 stainless steel. J. Electrochem. Soc. 141, 3347–3356 (1994)
Husein, M.M., Zakaria, M.F., Hareland, G.: Use of nanoparticles as a lubricity additive in well fluids. WO Patent 2013116921 A1 (2013)
Freire, L., Catarino, M.A., Godinho, M.I., Ferreira, M.J., Ferreira, M.G.S., Simões, A.M.P., Montemor, M.F.: Electrochemical and analytical investigation of passive films formed on stainless steels in alkaline media. Cement Concr. Compos. 34, 1075–1081 (2012)
Milanti, A., Koivuluoto, H., Vuoristo, P., Bolelli, G., Bozza, F., Lusvarghi, L.: Microstructural characteristics and tribological behavior of HVOF-sprayed novel Fe-based alloy coatings. Coatings 4, 98–120 (2014)
Acknowledgements
This work was funded by the Austrian COMET-Program (Project K2 XTribology, Grant No. 849109) and has been carried out within the Excellence Centre of Tribology. The authors would like to thank Christoph Gabler for performing the XPS analyses and Fjorda Xhiku for the topography measurements.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Totolin, V., Göcerler, H., Rodríguez Ripoll, M. et al. The Role of Ferric Oxide Nanoparticles in Improving Lubricity and Tribo-Electrochemical Performance During Chemical–Mechanical Polishing. Tribol Lett 65, 20 (2017). https://doi.org/10.1007/s11249-016-0806-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-016-0806-4